全液压切纸的设计及传动原理
基于PLC的自动切纸机控制系统的设计

基于PLC的自动切纸机控制系统的设计毕业论文(设计)课题名称:基于PLC的自动切纸机控制系统设计学生姓名:专业: 机电一体化指导老师:摘要随着我国科技水平的蓬勃发展,各类产业产品的发展已趋向精致化、多元化。
在大环境的趋势下,多元化、弹性化且具有多种切换功能的自动化机种方能适应市场的需求。
而自动化技术已经成为科技事业中的重要组成部分。
自动化技术与我们的生产生活息息相关,它直接影响到人们的生产生活水平。
为了提高生产水平和产品的质量,首先是要提高科技,也就是提高生产的自动化技术,但是传统的手工生产方法已经无法满足现实生活的需求,这迫切的要求我们提高科技,发展自动化生产技术。
本课题研究基于PLC的自动切纸机控制系统,它是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展而来的一种新型工业控制装置。
本文对现在可编程控制技术的应用现状、发展趋势作了详细的介绍,并简要介绍了课题研究的背景和意义,而且具体的作出了该课题的设计方案。
此次课题的研究,具有重要的意义,它是我们由理论到具体实践的过度,是对独立完成实践设计能力的考验。
关键词:可编程控制器;切纸机;步进电机;步进驱动器;组态控制ABSTRACTWith the vigorous development of China's scientific andtechnological level, the development of all kinds of industrial products has tended refined and diversified. The trend of the environment, diversified, flexible and automated switching function with a variety of models in order to adapt to market demand. Automation technology has become an important part of the scientific and technological undertakings. Automation technology with our production and life are closely related, it directly affects the people's production and living standards. In order to improve the level of production and product quality, to improve the technology, automation technology is to improve production, but the traditional manual production methods have been unable to meet the needs of real life, and the urgent requires us to improve the scientific and technological development of automated production technology.This study is based on the the PLC automatic paper cutter control system, which is a microprocessor-based, integrated computer technology, automatic control technology and communication technology evolved a new type of industrial control devices. Programmable control technology application status, trends were described in detail, and briefly describes the background and significance of the research, and made the subject of specific design. The research projects of great significance, it is from the theoretical to the concrete practice of excessivepractice design capabilities independently test.Keywords: Programmable controller; Cutter; Stepper motor; Stepper drives; Configuration control.目录第一章绪论 ..................................................................... .. (1)1.1 课题研究的基本概况 ..................................................................... .. (1)1.2 本课题研究的意义 ..................................................................... (2).................................................................... ..........................4 第二章切纸机控制系统的设计方案2.1 切纸机控制系统的控制要求 ..................................................................... .. (4)2.2 切纸机的硬件选型 ..................................................................... (4)2.2.1 PLC的类型选择 ..................................................................... .. (4)2.2.2 步进电机的工作原理及分类 ..................................................................... .. (5)2.2.3 步进驱动器的选择 ..................................................................... (7)2.3 切纸机控制系统的构造关系 ..................................................................... .................................10 第三章切纸机控制系统的组态设计 ..................................................................... .. (12)3.1 切纸机控制系统的组态设计 ..................................................................... (12)3.3.1 MCGS简介 ..................................................................... .. (12)3.2 切纸机控制系统组态监控画面 ..................................................................... (13)3.3 控制系统的联机通讯 ..................................................................... ............................................14 第四章切纸机控制系统的软件设计 ..................................................................... .. (16)4.1 I/O表的设定...................................................................... (16)4.2 硬件接线图...................................................................... (16)4.3 程序说明...................................................................... . (18)第五章切纸机控制系统的调试 ..................................................................... . (20)5.1 切纸机控制系统实物接线图 ..................................................................... (20)5.2 主站和从站的调试 ..................................................................... . (21)5.3 程序调试结果...................................................................... .. (21)总结 ..................................................................... ........................................................................ (25)致谢 ..................................................................... ........................................................................ (26)参考文献 ..................................................................... ........................................................................ .27第一章绪论1.1 课题研究的基本概况伴随着社会的快速发展,产品的生产效率也越来越受到人们的关注,大到大型机械设备、航空用品,小到零器件甚至更微小的原件的加工制造,都离不开自动化设备的应用。
裁切机械的结构设计和运动分析

裁切机械的结构设计和运动分析裁切机械是现代生产中不可或缺的设备,其工作原理是通过将原料切割成所需的形状和尺寸,为后续工艺加工提供便利和精度保障。
本文将从结构设计和运动分析两方面来探讨裁切机械的技术和应用。
一、结构设计裁切机械的结构设计包括机身、刀架、刀片、传动系统、压力系统等几个关键部分。
首先,机身是整个机械的支撑架构,需要具有足够的坚固和高精度,才能保证切割质量和稳定性。
其次,刀架是裁切头的支持结构,需要灵活性和可调性,才能达到不同材料和形状的切割要求。
而刀片的选用则需要根据工作环境和需求来确定,有些需要高速和强韧,有些需要锋利和坚硬,还有些需要具有自动磨刀和更换刀片的智能化功能。
另外,传动系统是裁切机械的核心部件,直接决定了切割速度和准确性。
一般采用电动或液压系统,其中液压系统具有传动力矩大、拖动效果好、操作简单等优点,适合大规模和高速裁切。
最后,压力系统则是用来控制材料的紧贴度和耐压性,其设计需要根据不同材料和厚度来确定。
二、运动分析在机械运动方面,裁切机械主要有X轴、Y轴、Z轴三个方向的运动,也就是所谓的三维运动。
具体来说,X轴和Y轴是机床与工件相对运动的横向和纵向轴,主要是为了调整刀头位置和扫描轨迹。
而Z轴则是刀架与工件相对运动的垂直轴,主要是为了控制切割深度和切割力度。
由于三轴的相互作用和制动需要,会产生一些惯性力和位移误差,因此需要采用一些措施来消除或减小这些误差。
除了三维运动以外,裁切机械还可以实现四轴、五轴等多轴运动,即绕X轴、Y轴和Z轴的旋转运动,或绕任意轴的切割运动。
这些多轴运动可以扩大切割范围和角度,提高切割精度和效率,也可以用于复杂形状和曲面的加工。
但是,多轴系统的控制与传动比较复杂,需要高精度的伺服系统和运动控制算法。
总之,裁切机械的结构设计和运动分析是相辅相成的,需要综合考虑各种因素和要素,才能设计出性能优良、高效精准的机械设备。
同时,随着人工智能和自动化技术的发展,裁切机械将越来越趋向于智能化和自适应性,这也是一个重要的发展趋势和研究方向。
造纸机械原理

沟纹压榨
3、沟纹压榨又称通风压 区压榨,典型沟纹压 榨的结构和布置与普 通压榨相似,只是采 用了表面有许多沟纹 的沟纹压榨辊。经实 验研究认为比较良好 的沟纹规格是:沟宽 0.5,深2.5,间距为3, 其开口面积大约为16 %。
特点:1、沟纹压榨侧 向流动缩短,脱水效 率高,纸幅被压溃和 产生“印痕”的机会 减少,可增大线压加 强脱水。2、和真空压 相比节省动力,简化 了压榨结构。
压榨部
2. 压榨脱水机理
第1阶段:纸页和毛毯 开始压缩,排出空气,直 至纸页水分达到饱和, 纸页中尚未形成脱水的 推动力; 第2阶段:纸页内压力 上升,水由纸页转入毛 毯,当毛毯达到饱和时, 水从毛毯排出。
第3阶段:压区开始扩大, 直至纸页中水压力为零, 相当于纸页干度的最高 点
第4阶段:纸页和毛毯开 始扩张,纸页变成不饱 和状态,纸页重新从毛 毯吸收水分,纸页回湿。
沟纹压榨压区示意图
辊子挂面层上的沟纹极易接纳纸页排出的水, 沟槽 使压区的下方与大气相通,压区内的水分可以沿 着垂直的方向进入沟槽,流阻较小。
盲孔压榨
4、盲孔压榨,是近年来 在高定量、高车速纸 机设计中常采用的一 种压榨形式。压榨辊 为软质包胶,辊面上 有深浅不同呈螺旋形 交错排列的盲孔,湿 纸页实现垂直脱水, 脱水效率较高。
靴式压榨示意图
靴式压榨的关键部件是固定的靴形加压板(pressure shoe) 和不透水的合成胶带。 靴形板用润滑油连续润滑, 压力 维持时间是传统压榨的8倍, 实现了压榨脱水的重大跃进.。
托辊压榨
7、托辊压榨也可看作是 一种热压榨,它是由 大直径烘缸和压榨胶 辊组成压区。纸页进 压区前先与大缸接触 预热,脱水效果好, 并提高纸页的平滑度, 减小两面差。 双托辊
裁剪机的工作原理

裁剪机的工作原理裁剪机是一种常见的机械设备,用于对纺织品、纸张和其他材料进行裁剪。
它的工作基于一系列精密的技术和机械原理。
本文将详细介绍裁剪机的工作原理,并分点列出其中的关键要点。
一、刀具系统1.1 切割刀具:裁剪机使用锋利的切割刀具,通常采用高速钢或硬质合金材料制成。
这些刀具有不同的形状和尺寸,用于满足不同材料的裁剪需求。
1.2 切刀传动系统:裁剪机通常采用电机和传动装置来驱动切割刀具。
电机提供动力,传动装置将动力传递给刀具系统,使刀具得以正常工作。
1.3 切割阻力调节:为了应对不同材料的切割需求,裁剪机通常配备切割阻力调节装置。
这可以通过调节传动系统的力量或调整切割刀具的角度来实现。
二、定位系统2.1 定位装置:裁剪机通常配备定位装置,用于确保裁剪的准确性和一致性。
这些装置可以是光电传感器、激光线或机械引导器等,它们能够精确地确定切割位置和方向。
2.2 定位控制系统:裁剪机中的定位装置通常与定位控制系统配合使用。
定位控制系统可以根据设定参数来控制定位装置,从而实现精确的定位和裁剪操作。
三、自动化控制系统3.1 电气控制系统:裁剪机的自动化控制系统通常由电气元件和控制器组成。
电气元件包括继电器、开关、传感器等,它们用于控制和监测各个部件的运行状态。
3.2 PLC控制:许多裁剪机采用可编程逻辑控制器(PLC)作为控制系统的核心。
PLC可以根据预先设定的程序来控制裁剪机的运行,并对执行结果进行反馈和调整。
3.3 人机界面:为了方便操作和监控,裁剪机通常配备人机界面,如触摸屏或按钮仪表盘。
通过人机界面,操作者可以设定参数、调整功能和监视裁剪过程。
四、安全保护系统4.1 急停按钮:为了确保操作者和设备的安全,裁剪机通常配备急停按钮。
当出现危险情况时,按下急停按钮即可立即停止机器的运行。
4.2 安全传感器:裁剪机还可以配备安全传感器,用于检测人体或其他障碍物的接近。
一旦检测到接近,裁剪机会自动停止或采取其他安全措施,以避免意外事故的发生。
液压压榨机液压工作原理
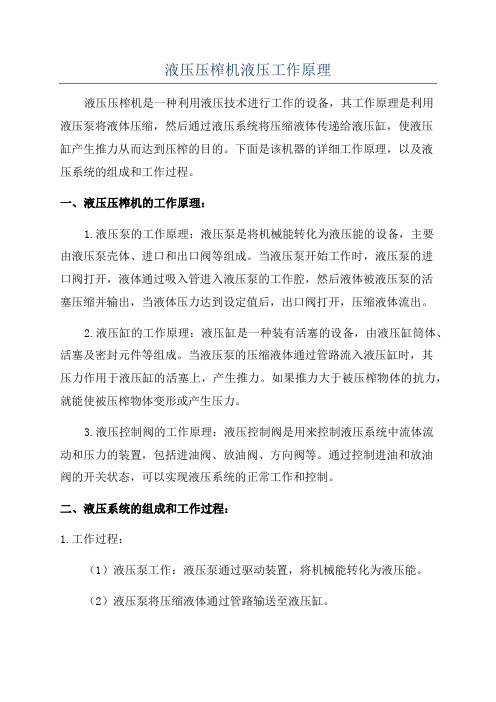
液压压榨机液压工作原理液压压榨机是一种利用液压技术进行工作的设备,其工作原理是利用液压泵将液体压缩,然后通过液压系统将压缩液体传递给液压缸,使液压缸产生推力从而达到压榨的目的。
下面是该机器的详细工作原理,以及液压系统的组成和工作过程。
一、液压压榨机的工作原理:1.液压泵的工作原理:液压泵是将机械能转化为液压能的设备,主要由液压泵壳体、进口和出口阀等组成。
当液压泵开始工作时,液压泵的进口阀打开,液体通过吸入管进入液压泵的工作腔,然后液体被液压泵的活塞压缩并输出,当液体压力达到设定值后,出口阀打开,压缩液体流出。
2.液压缸的工作原理:液压缸是一种装有活塞的设备,由液压缸筒体、活塞及密封元件等组成。
当液压泵的压缩液体通过管路流入液压缸时,其压力作用于液压缸的活塞上,产生推力。
如果推力大于被压榨物体的抗力,就能使被压榨物体变形或产生压力。
3.液压控制阀的工作原理:液压控制阀是用来控制液压系统中流体流动和压力的装置,包括进油阀、放油阀、方向阀等。
通过控制进油和放油阀的开关状态,可以实现液压系统的正常工作和控制。
二、液压系统的组成和工作过程:1.工作过程:(1)液压泵工作:液压泵通过驱动装置,将机械能转化为液压能。
(2)液压泵将压缩液体通过管路输送至液压缸。
(3)液压缸工作:液压泵输出的压缩液体进入液压缸,液体压力作用在活塞上,形成推力。
(4)推力通过连接装置传导至被压榨物体上,产生压榨效果。
(5)被压榨物体变形或产生压力,完成压榨过程。
2.液压系统的组成:(1)液压泵:将机械能转化为液压能的装置。
(2)液压缸:产生推力的装置。
(3)管路:将压缩液体从液压泵传递至液压缸。
(4)控制阀:控制液压系统中液体的流动和压力。
(5)油箱:存储液压液体,作为液压系统的储油器。
(6)附件:包括滤油器、油温计、油压表等用于监测和维护液压系统的装置。
三、液压压榨机的优点和应用范围:1.优点:(1)具有高压力、大功率的特点,能够有效地进行压榨。
分切机的工作原理
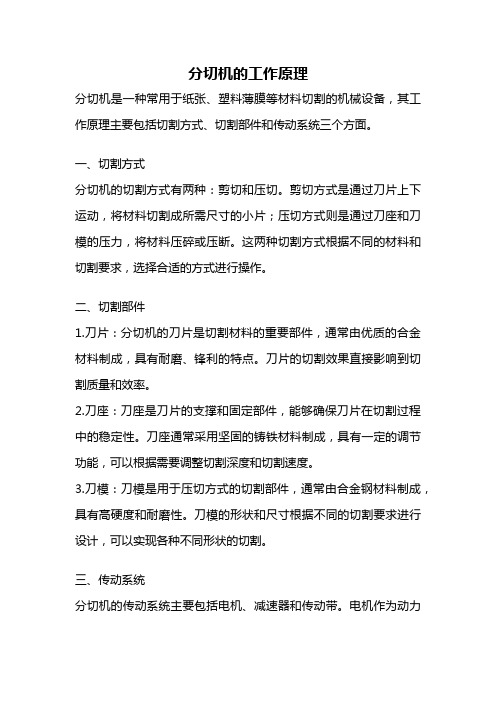
分切机的工作原理分切机是一种常用于纸张、塑料薄膜等材料切割的机械设备,其工作原理主要包括切割方式、切割部件和传动系统三个方面。
一、切割方式分切机的切割方式有两种:剪切和压切。
剪切方式是通过刀片上下运动,将材料切割成所需尺寸的小片;压切方式则是通过刀座和刀模的压力,将材料压碎或压断。
这两种切割方式根据不同的材料和切割要求,选择合适的方式进行操作。
二、切割部件1.刀片:分切机的刀片是切割材料的重要部件,通常由优质的合金材料制成,具有耐磨、锋利的特点。
刀片的切割效果直接影响到切割质量和效率。
2.刀座:刀座是刀片的支撑和固定部件,能够确保刀片在切割过程中的稳定性。
刀座通常采用坚固的铸铁材料制成,具有一定的调节功能,可以根据需要调整切割深度和切割速度。
3.刀模:刀模是用于压切方式的切割部件,通常由合金钢材料制成,具有高硬度和耐磨性。
刀模的形状和尺寸根据不同的切割要求进行设计,可以实现各种不同形状的切割。
三、传动系统分切机的传动系统主要包括电机、减速器和传动带。
电机作为动力源,通过减速器将电机的高速旋转转换成刀片的合适切割速度。
传动带将电机和刀片连接起来,确保刀片的稳定运行。
在分切机的工作过程中,首先将待切割的材料放置在切割区域,通过调整刀座或刀模的位置,确定切割的尺寸和形状。
然后,启动电机,通过传动系统的作用,驱动刀片进行切割。
剪切方式下,刀片上下运动,将材料切割成小片;压切方式下,刀座和刀模通过压力,将材料压碎或压断。
切割完成后,切割好的小片被收集或输送到下一个工序。
分切机的工作原理简单明了,但在实际操作中还需要注意以下几点:1.选择合适的切割方式:根据不同的材料和切割要求,选择剪切或压切方式进行操作,以保证切割质量和效率。
2.刀片的选择和维护:选择合适材质和形状的刀片,并定期进行刀片的磨损检查和更换,以确保切割质量和切割效率。
3.安全操作:在操作分切机时,要注意安全操作规范,避免操作失误和事故发生。
同时,在维护和保养分切机时,要切断电源并采取相应的安全措施。
造纸机械原理
造纸机械原理
造纸机械原理是指在纸张生产过程中,利用一系列的设备和工艺来实现纤维素材料的混合、制浆、纸浆悬浮液的调控、纸浆的过滤和成型、纸张的干燥和涂覆等多个步骤的机械化操作。
其主要原理包括:
1. 制浆:将纤维素原料(如木材、废纸、稻草等)通过物理力学或化学方法进行分解,将纤维素与其它成分分离,得到纸浆。
2. 调浆:将纸浆进行悬浮液的调控,包括稀释、调温、pH调
节等,以满足纸张品质要求。
3. 过滤:通过滤网或滤篮等过滤装置,除去纸浆中的杂质和水分,使纸浆变得更加纯净。
4. 成型:将纸浆均匀地分散在成型网上,利用真空吸附和机械运动的力量将纸浆成型为纸张的初始形态。
5. 干燥:通过热风或压榨等方式,将纸张中的水分蒸发或挤压出去,使纸张干燥固化,增强其物理强度。
6. 涂覆:在纸张表面涂覆一层胶或树脂等材料,以改善纸张的光泽、平整度和耐水性等性能。
7. 切割和包装:将成品纸张根据需要进行切割,并进行包装和堆码,以便储存和销售。
造纸机械通过运用各种原理,实现纸张制造过程中的物料处理、纸浆悬浮、过滤、成型、干燥和后续处理等关键环节。
不同种类的造纸机械可能会有一些差异和特殊设计,但总体来说,这些原理为纸张的生产提供了基本的工艺基础。
全自动裱纸机结构和原理
全自动裱纸机结构和原理全自动裱纸机是一种用于裱纸的设备,其结构和原理都非常重要。
下面是关于全自动裱纸机结构和原理的相关参考内容。
一、全自动裱纸机的结构1. 送料系统:全自动裱纸机的送料系统主要包括纸张传输装置、纸张对准机构和纸张夹持装置。
纸张传输装置用于将纸张从供纸端送入裱纸机,并通过对准机构调整纸张的位置和角度,确保纸张准确对位。
纸张夹持装置用于固定纸张在裱纸过程中,防止纸张移动或滑动。
2. 裱纸系统:全自动裱纸机的裱纸系统主要包括胶水涂布装置、压纸辊和裱纸框架。
胶水涂布装置用于将胶水均匀地涂布在纸张背面,以便将纸张粘贴在纸板上。
压纸辊用于加压,使纸张和纸板紧密粘合。
裱纸框架用于支撑纸张和纸板,保持其平整度。
3. 压纸系统:全自动裱纸机的压纸系统主要包括压纸带、纸张压住装置和压纸辊。
压纸带用于固定纸板,防止其移动或错位。
纸张压住装置用于固定纸张,使其与纸板紧密贴合。
压纸辊用于加压,确保纸张和纸板的平整度。
4. 切纸系统:全自动裱纸机的切纸系统主要包括切纸刀、切纸架和切纸框架。
切纸刀用于切割纸张和纸板,使其形状和尺寸适应要求。
切纸架和切纸框架用于支撑纸张和纸板,在切割过程中起到固定作用。
二、全自动裱纸机的原理全自动裱纸机的原理主要是通过纸张传输、对位、胶水涂布、压合和切割等步骤,将纸张和纸板粘合在一起,完成裱纸过程。
1. 送料过程:通过送料系统,将纸张从供纸端送入裱纸机。
纸张经过纸张传输装置,由纸张对准机构调整纸张的位置和角度,确保其准确对位。
随后,纸张被纸张夹持装置固定,以防止其移动或滑动。
2. 胶水涂布过程:纸张通过胶水涂布装置,背面均匀涂布胶水。
胶水的选择和涂布方式会影响到纸张和纸板的粘合质量。
3. 压合过程:经过胶水涂布后,纸张和纸板被放置在裱纸框架上。
通过压纸辊的加压,使纸张和纸板紧密粘合,形成一个整体。
同时,纸板的厚度和硬度也会影响到压合效果。
4. 切割过程:待纸张和纸板粘合完全后,通过切纸刀对纸张和纸板进行切割,以使其形状和尺寸适应要求。
传纸滚筒斜拉原理
传纸滚筒斜拉原理
传纸滚筒是印刷机中的一个重要部件,其作用是将纸张从输纸带传递到印刷部分。
在传纸滚筒中,斜拉原理是通过传纸滚筒的特殊设计和机械动作实现的。
1. 倾斜的角度:斜拉原理的关键在于传纸滚筒的设计使其具有一个倾斜的角度。
这个角度通常由滚筒的中心轴线和滚筒的外表面确定。
当纸张经过这个倾斜角度时,由于重力的作用,纸张会被拉向滚筒的下方,从而实现了纸张的传递。
2. 摩擦力的作用:除了重力外,斜拉原理还涉及到摩擦力的作用。
在传纸滚筒和纸张之间,由于表面粗糙度或涂层的作用,会产生一定的摩擦力。
这个摩擦力有助于将纸张紧紧地吸附在滚筒表面,从而确保纸张的稳定传递。
3. 机械动作的配合:在印刷机中,传纸滚筒的动作与其他机械部分是相互配合的。
例如,当输纸带将纸张送至传纸滚筒时,滚筒会旋转并产生斜拉力,使纸张从输纸带传递到印刷部分。
同时,其他机械部件如压印滚筒、墨辊等也会按照预定的时间序列和位置与传纸滚筒配合工作,完成印刷过程。
综上所述,传纸滚筒的斜拉原理是通过其倾斜角度、摩擦力和与其他机械部件的配合来实现的。
这种设计确保了纸张在印刷过程中的稳定传递和精确位置控制,是印刷机正常运作的重要基础之一。
模切机工作原理
模切机工作原理
模切机是一种用于对纸张、塑料片、金属薄片等材料进行切割加工的设备,广泛应用于包装、印刷、电子等行业。
它的工作原理主要包括机械传动、刀具运动和控制系统三个方面。
首先,模切机的工作原理基于机械传动。
通常情况下,模切机采用电动机作为动力源,通过皮带、链条或齿轮传动将动力传递给刀具系统,实现刀模的上下运动和纸张或其他材料的进给。
机械传动系统的设计和运行稳定性对模切机的工作效率和精度有着重要影响。
其次,模切机的工作原理涉及刀具运动。
模切机通常配备有多种类型的刀具,如平刀、圆刀、凹版刀等,用于不同材料的切割加工。
在工作过程中,刀具系统通过机械传动实现上下运动,刀模上的刀具对材料进行切割,完成所需形状的加工。
刀具的选择和刀模的设计对于模切机的加工能力和加工质量有着重要影响。
最后,模切机的工作原理还包括控制系统。
现代模切机通常配备有PLC(可编程逻辑控制器)或CNC(计算机数控)系统,通过对电机、气缸、传感器等执行元件的控制,实现对模切机的自动化操
作和加工过程的精确控制。
控制系统的稳定性和灵活性对模切机的
生产效率和产品质量有着重要影响。
总的来说,模切机的工作原理是基于机械传动、刀具运动和控
制系统的协同作用,实现对纸张、塑料片、金属薄片等材料的精确
切割加工。
通过不断的技术创新和设备改进,模切机在包装、印刷、电子等行业的应用将会更加广泛,为生产制造提供更加高效和精准
的加工解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全液压切纸的设计及传动原理
液压与控制技术,以它独有的天赋,应用在20世纪90年代的数显、程控切纸机压纸机构上。
以快速、安全、运动平稳、压纸力大、噪音小以及自动化控制等特点,在国内外市场得到垂青,独领风骚。
“工欲善其事,必先利其器”,从目前国内数显、程控切纸机的整机传动结构分析:裁切机构为蜗轮副传动,结构复杂,传动效率低(50%),液压系统利用率低等不足。
基于以上分析,我们进行了长期的研究、探讨,设计了切纸机压纸、裁切工作程序为全液压控制系统,这将会为国内切纸机的性能提高到一个新的档次。
一、设计要求与依据
(一)工作原理。
1.光压纸→裁切→裁切刀回位→压纸千斤回位。
2.动作要求。
①裁切刀在上止点位置的锁定。
②裁切抗力的过载保护。
③双手操作、安全、灵活、可靠。
④裁切刀运动到任意位置都能停车,不应有连刀和明显滑刀等现象。
⑤操作动作可脚踏压纸,单项和连续进行裁切运动。
(二)主要技术参数。
根据GB3902—83液压切纸机制造标准,以门幅宽920mm为例。
压纸力30000N,裁切抗力:根据1993年第五期《印刷技术》杂志中《裁切抗力的测试与分析》一文,120g/m2双面铜版纸的线性裁切抗力为15000N,压纸高度120mm,切纸速度40次/分。
二、全液压切纸机传动原理
根据国家标准的设计要求,设计全液压切纸机传动原理图、动作图、电磁铁动作顺序图表如下:
1.液压泵卸荷:
裁切前,启动系统电机,通过皮带带动叶片泵工作。
压力油由过滤器经叶片泵→脚踏二位二通阀→二位二通电磁阀卸荷。
2.脚踏压纸操作:
踏下脚踏板,二位二通阀被截止的同时,电磁阀3YA接通。
压力油经叶片泵→3YA→滑阀4→柱塞增速缸,使压纸千斤快速下移和增压。
压纸力的大小,可通过调节压力继电器来实现,系统的裁切抗力大小与卸荷,可通过调节溢流阀来实现。
3.单次裁切动作程序:
①光压纸:双手按下工作台前双按钮,电磁阀2YA、3YA通电动作,电磁销拔销。
压力油→3YA→滑阀4→柱塞增速缸→摆臂1转动,压纸千斤快速压到纸上。
②增压:随着系统的压力提高,控制管路使滑阀右移,柱塞受力面积增大,压纸力达到设计标准要求。
③裁切:同时系统控制管路中压力油使压力继电器换向,接通三位四通电磁阀6YA,同时3YA断电。
压力油经6YA右端进入裁切缸的右端,使活塞左移,推动摆臂2,带动连杆裁切刀沿切入角裁切到下止点。
④裁切刀回位:当裁切刀下落到刀条时,触动行程开头C2,使6YA断电,
3YA、5YA通电,压力油经换向阀5YA进入裁切缸左腔,使活塞右移,带动摆臂2,连杆裁切刀回位到原点。
⑤插销:裁切刀回位到原点,触动行程开关C1,使电磁销断电,插销在弹簧作用下,插入裁切刀体内,以防止裁切刀下滑。
⑥压纸千斤回位:插销回位,触动行程开关C3,使2YA、3YA断电,柱塞增速缸在压纸千斤回位簧的作用下和系统回油情况下卸荷,滑阀4回位,柱塞增速缸回位,压纸千斤回位,一切恢复常态。
⑦裁切刀在运动中,任意位置停车。
当三位四通电磁阀6YA接通,压力油经阀进入裁切缸右端,带动裁切刀向下运动的过程中遮挡物将工作台前安全区内的光电光栅遮挡,光电开关接收信息,使三位四通阀6YA断电,处于中位,进油回油路封闭,使裁切刀能处于任意位置。
⑧过载保护:纸张的裁切抗力和安全系统是保障机器正常运转的必要条件,系统中的溢流阀主要起两个作用。
一是单位裁切抗力过载保护—溢流,二是多余压力油溢流回油箱。
4.连续裁切:
在连续裁切时,将转位开关,转到连续裁切位置,压纸千斤回位行程开关C4被触动时,使电磁阀2YA、3YA同时接通,从而又开始新一轮次的单次裁切运动程序。
三、液压系统的设计计算
当压纸力30000N,裁切抗力20000N,压纸高度120mm,运动部件自重10KN,采用矩形导轨,摩擦系数f=0.1,切入和退回平均速度21.2cm/s时,求液压泵流量,输入功率,工作压力?
(一)1.裁切工作压力:在力臂与重臂1∶1时,
F推=F切+F导+F惯+F密+F背
查表1 P=4Mpa
2.裁切缸内径
选70油缸内径。
3.活塞杆直径:根据裁切缸压力4MPa,查表2,
取0.6D=0.6×70=42mm。
选45mm直径。
(二)确定液压泵流量:已知裁切速度21.2cm,有无活塞杆面积之差,在定流量时,活塞运动有快慢之别。
1.油缸所需流量:
q1= A1=21.2( D2)=48.8L/min
q2= A2=21.2[ (D2-d2)]=28.6L/min
油缸需流量平均为
q= = 38.7L/min
q泵=q·(1+10%)=1.1 q=42.67=43L/min
液压泵需流量
2.拖动液压泵的电机功率。
泵输出功率
Pq= = =3.37kw
电动机功率
P电= = =3.94kw
四、效果分析
整个系统结构简单,传动效率高,反应快、运动平稳、能实现系统的过载保护自动化控制,操作和调节方便,安全、劣力、噪音小,符合和达到制造及裁切工艺要求,有广泛的应用前景。