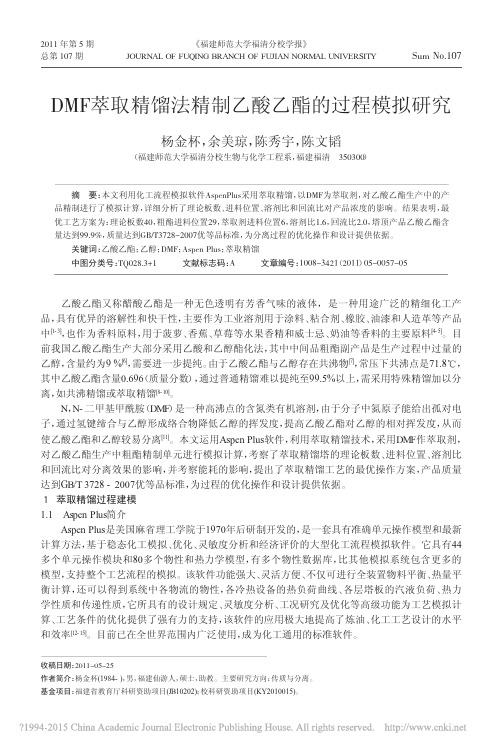
9-ASPEN_萃取蒸馏及溶剂回收循环
萃取精馏分离丙烯醛-水的模拟研究

萃取精馏分离丙烯醛-水的模拟研究程雪妮;龚彦文【摘要】以甘油为夹带剂用萃取精馏过程脱除丙烯醛中的水,基于年度总成本最低的原则,利用化工流程模拟软件Aspen Plus对萃取精馏过程的操作条件进行了优化.模拟结果表明,萃取剂与进料的摩尔比小于0.4时,总成本迅速增加,最优设计条件为:萃取剂与进料的摩尔比为0.5,回流比为0.13,理论塔板数为18时,丙烯醛的摩尔分数达到0.99,回收率为99.2%,两塔的再沸器功率分别为842 kW和302 kW.【期刊名称】《广州化工》【年(卷),期】2017(045)016【总页数】3页(P78-80)【关键词】丙烯醛脱水;萃取精馏;过程设计【作者】程雪妮;龚彦文【作者单位】河南工业大学化学化工与环境学院,河南郑州 450001;河南工业大学化学化工与环境学院,河南郑州 450001【正文语种】中文【中图分类】TQ028.3丙烯醛是一种重要的合成中间体,工业生产中通过丙烯氧化制丙烯醛,蒸馏脱水是丙烯醛生产过程的最后一步,丙烯醛与水在51.9 ℃形成最低沸点共沸物,馏出物中含有质量分数为3%的水,为了提高丙烯醛的浓度,在蒸馏中需要大的回流比下操作[1]。
丙烯醛的质量分数通常低于的97%,需要通过特殊精馏的方式得到高浓度丙烯醛[1]。
非均相共沸蒸馏和萃取蒸馏已广泛用于共沸物分离,如醇脱水等过程[2-3]。
然而非均相共沸蒸馏具有高度非线性、多个稳态、存在蒸馏边界和复杂的液-液平衡等一些缺点[4-5]。
萃取蒸馏是在具有高沸点的非挥发性夹带剂存在下的分离过程,其被加入到共沸混合物中并改变共沸物的相对挥发性。
与共沸蒸馏相比,萃取精馏体系不存在液-液平衡,不形成额外的共沸物[7]。
本文选择甘油作为夹带剂使用萃取蒸馏脱除丙烯醛中的水分,用Aspen模拟软件确定最佳操作条件。
选择NRTL模型用于预测液相的活度系数,气相为理想体系。
已经证明,NRTL模型分别适合用于丙烯醛-水和水-甘油混合物的实验数据[6,7]。
DMF萃取精馏法精制乙酸乙酯的过程模拟研究
乙酸乙酯又称醋酸乙酯是一种无色透明有芳香气味的液体,是一种用途广泛的精细化工产品,具有优异的溶解性和快干性,主要作为工业溶剂用于涂料、粘合剂、橡胶、油漆和人造革等产品中[1-3],也作为香料原料,用于菠萝、香蕉、草莓等水果香精和威士忌、奶油等香料的主要原料[4-5]。
目前我国乙酸乙酯生产大部分采用乙酸和乙醇酯化法,其中中间品粗酯副产品是生产过程中过量的乙醇,含量约为9%[6],需要进一步提纯。
由于乙酸乙酯与乙醇存在共沸物[7],常压下共沸点是71.8℃,其中乙酸乙酯含量0.696(质量分数),通过普通精馏难以提纯至99.5%以上,需采用特殊精馏加以分离,如共沸精馏或萃取精馏[8-10]。
N ,N-二甲基甲酰胺(DMF )是一种高沸点的含氮类有机溶剂,由于分子中氮原子能给出孤对电子,通过氢键缔合与乙醇形成络合物降低乙醇的挥发度,提高乙酸乙酯对乙醇的相对挥发度,从而使乙酸乙酯和乙醇较易分离[11]。
本文运用Aspen Plus 软件,利用萃取精馏技术,采用DM F 作萃取剂,对乙酸乙酯生产中粗酯精制单元进行模拟计算,考察了萃取精馏塔的理论板数、进料位置、溶剂比和回流比对分离效果的影响,并考察能耗的影响,提出了萃取精馏工艺的最优操作方案,产品质量达到GB/T 3728-2007优等品标准,为过程的优化操作和设计提供依据。
1萃取精馏过程建模1.1Aspen Plus 简介Aspen Plus 是美国麻省理工学院于1970年后研制开发的,是一套具有准确单元操作模型和最新计算方法,基于稳态化工模拟、优化、灵敏度分析和经济评价的大型化工流程模拟软件。
它具有44多个单元操作模块和80多个物性和热力学模型,有多个物性数据库,比其他模拟系统包含更多的模型,支持整个工艺流程的模拟。
该软件功能强大、灵活方便、不仅可进行全装置物料平衡、热量平衡计算,还可以得到系统中各物流的物性,各冷热设备的热负荷曲线、各层塔板的汽液负荷、热力学性质和传递性质,它所具有的设计规定、灵敏度分析、工况研究及优化等高级功能为工艺模拟计算、工艺条件的优化提供了强有力的支持,该软件的应用极大地提高了炼油、化工工艺设计的水平和效率[12-15]。
基于Aspen的正丁醇-异丁醇萃取精馏工艺设计及优化

基于Aspen的正丁醇-异丁醇萃取精馏工艺设计及优化陈琦;顾正桂【期刊名称】《现代化工》【年(卷),期】2014()1【摘要】运用Aspen Plus模拟软件对正丁醇-异丁醇萃取精馏塔进行过程模拟,考察了蒸馏流率、理论塔板数、原料和溶剂的进料位置、回流比、溶剂比对正丁醇异-丁醇混合物分离效果的影响。
通过正交化设计优化和验证实验,得到最佳萃取精馏塔的操作条件,即蒸馏流率D=17 kg/h,理论塔板数N=49,原料进料位置N F=29,溶剂进料位置N S=8,回流比R=6,溶剂比S∶F=11∶1。
研究结果表明,在最佳操作条件下,塔顶异丁醇质量分数可以提高到99.80%,得率为89.38%,塔底正丁醇质量分数可达到97.53%,得率为99.96%,验证实验结果与模拟结果相对误差<1%。
【总页数】4页(P145-148)【关键词】萃取精馏;正丁醇-异丁醇;操作条件;Aspen;Plus模拟;正交实验【作者】陈琦;顾正桂【作者单位】南京化工职业技术学院;南京师范大学南京市萃取分离工程技术研究中心【正文语种】中文【中图分类】TQ641.3【相关文献】1.变压-塔顶蒸汽再压缩精馏分离甲苯-正丁醇体系优化工艺 [J], 朱兆友;刘兴振;李鑫;孙科;王英龙2.基于 Aspen Plus 连续萃取精馏过程概念设计及优化 [J], 刘艳杰;王桂英;潘高峰3.基于ASPEN PLUS软件的正丁醇精馏工艺设计 [J], 刘瑞璨;李明哲;杨荣华;汪海4.基于Aspen Plus变压精馏分离甲苯-正丁醇共沸物的研究 [J], 霍月洋5.萃取精馏回收有机废水中异丁醇-乙醇的工艺模拟及优化 [J], 李豪;宋峰;刘雪丽;王雅琦因版权原因,仅展示原文概要,查看原文内容请购买。
乙醇—水萃取精馏实验教学的改进及AspenPlus软件的应用

乙醇—水萃取精馏实验教学的改进及Aspen Plus 软件的应用收稿日期:2016-10-24作者简介:王俊(1986-),男(汉族),安徽马鞍山人,博士,讲师,研究方向:传递过程及过程强化;冷一欣(1961-),女(汉族),江苏丹阳人,博士,教授,研究方向:结晶及绿色催化;韶晖(1969-),女(汉族),江苏如皋人,博士,教授,研究方向:绿色催化。
一、前言精馏是化工原理中重要的传质单元操作之一,其基本原理是根据被分离混合物中各组分相对挥发度的差异,通过多次冷凝和汽化将其分离[1]。
但在实际生产过程中常遇到各组分沸点相差很小或者具有恒沸点的混合物,用普通精馏的方法难以完全分离,此时需要采用特殊精馏,如恒沸精馏、萃取精馏、加盐精馏等[2]。
虽然萃取精馏原理与普通精馏一致,但其复杂程度、操作难度、计算难度又远高于普通精馏,且萃取精馏已经被广泛的应用于化工分离,因此开展萃取精馏实验对本科生利用所学知识分析和处理复杂工程问题能力的培养有重要意义。
萃取精馏实验教学中常用乙醇—水体系为实验对象,并以乙二醇为萃取精馏剂。
然而在实际教学过程中,发现此实验存在一些问题:实验数据记录简单,相对挥发度是影响萃取精馏塔分离效果最为关键的因素,而塔内液相溶剂相对含量又是影响相对挥发度的关键,因此实验过程中监测溶剂在塔内的浓度变化显得尤为重要。
但在实验中并没有考虑这一点,仅测量塔顶和塔釜处乙醇的含量;理论板数计算也不够严谨,教材中一般以芬斯克方程计算理论板数,但由于体系复杂,为了计算方便,相对挥发度通过经验估算得到,这可能使得计算结果与实际相差很大,导致学生对萃取精馏过程的计算产生误解,即没有有效的手段计算待分离体系的相对挥发度。
另外,萃取精馏实验平衡时间较长:对于实验装置少、实验人数较多的大班而言,如果考察不同参数对萃取精馏效果的影响,实验时间会显得不足,降低了实验效果。
为了提高实验的目的性和效果,使实验能够让学生真正懂得如何运用现有知识去处理萃取精馏,并可举一反三应用到这一类复杂的工程问题上,就有必要对实验过程和数据处理方式进行改进,同时提出将实验与现代仿真模拟手段相结合,通过软件对不同实验因素的萃取精馏进行模拟分析比较,加深学生对萃取精馏的理解,引导学生以合理的方法来解决实际工程问题,最终提高学生的工程实践能力。
基于 Aspen Plus 连续萃取精馏过程概念设计及优化
基于 Aspen Plus 连续萃取精馏过程概念设计及优化刘艳杰;王桂英;潘高峰【摘要】基于Aspen Plus软件,以正庚烷-甲苯-苯酚体系为例,概念设计和优化连续萃取精馏过程。
在满足产品正庚烷摩尔分数0.995以上条件下,设计和优化结果为:理论板数为30,原料进料第23板,萃取剂进料第9板,回流比6.5,溶剂比2.2,在此优化条件下,产品正庚烷摩尔分数达到0.998。
设计结果可为工业化设计提供理论依据和设计参考。
%Concept design and optimization for continuous extractive distillation was executed with N -heptane -toluene-phenol system as example by Aspen Plus software.Aimed at the n-heptane mole fraction of above 0.995 in the products , the results of design and optimization showed that parameters of extractive distillation were the number of theory plates of the whole tower 30, the mixture feed at 23rd plate, the solvent feed at 9th plate, reflux ratio 6.5 and the solvent ratio 2.2.Under the conditions , the n -heptane mole fraction reached 0.998.The results of concept design and optimization would provide a theory basis and design reference for the industrial design.【期刊名称】《广州化工》【年(卷),期】2014(000)020【总页数】3页(P66-67,79)【关键词】Aspen Plus;萃取精馏;概念设计;优化【作者】刘艳杰;王桂英;潘高峰【作者单位】吉林化工学院化工清洁生产技术吉林省高等学校重点实验室,吉林吉林 132022;吉林化工学院化工清洁生产技术吉林省高等学校重点实验室,吉林吉林 132022;吉林化工学院化工清洁生产技术吉林省高等学校重点实验室,吉林吉林 132022【正文语种】中文【中图分类】TQ028Aspen Plus 是基于稳态模拟、优化、灵敏度分析和经济评价的大型通用化工流程模拟软件,广泛应用于化工过程的各个方面。
Aspen精馏过程模拟

SCFrac
第4页
4.1 单元操作模型 -- 塔-严格塔
模型
RadFrac
说明 严格分馏
目的 单个塔的严格核算和设 计
用法 蒸馏, 吸收, 汽提, 萃取和恒沸蒸馏, 反应蒸馏 热集成塔, 空气分离器, 吸收塔/汽 提塔 结合, 乙烯主分馏塔/急冷塔 组合, 石油炼制 预闪蒸塔, 常压原油单元, 减压单元 , 催化裂解塔 或焦碳分馏塔, 减压 润滑油分馏塔, 乙烯分馏塔和急冷 塔 一般恒沸蒸馏, 3-相, 和反应间歇蒸 馏
模型 说明 目的 确定最小回流比, 最小 理论板数, 和用 WinnUnderwood-Gilliland 方 法得到的实际回流比或 实际塔板数 用途 带有一个进料物流和两个 产品物流的塔
DSTWU 简蒸馏 核算 石油馏分的 简捷法蒸馏
用 Edmister 方法在回流 带有一个进料物流和两个 比、理论板数和D:F比 产品物流的塔 的基础上确定分离 用分离指数确定产品的 复杂塔, 例如原油加工装 组成和流量, 每段的塔 置和减压塔 板数,负荷
2)指定第一调整变量 --- Specifications 调整distillate rate 在0.2-0.6kmol/sec之间变化
第35页
例4.2 使用“DESIGN SPEC-VARY”功能
3) 运行模拟 --- Control Pannel
第36页
例4.2 使用“DESIGN SPEC-VARY”功能
4) 查 看 结 果
第37页
例4.2 使用“DESIGN SPEC-VARY”功能
5)指定第二控制变量--- Specifications 第二控制变量为塔底中c3的浓度值为0.01
第38页
例4.2 使用“DESIGN SPEC-VARY”功能
Aspen Plus教程:共沸抽提蒸馏
Aspen Plus教程:共沸/抽提蒸馏这个教程将会一步一步的指导你用RADFRAC设计一个共沸精馏塔残留和相容性在我们建立模型之前,这个教程将会一步一步的指导你如何去利用Aspen软件的功能去创建一个根据你自己选择的模式以及其补充液体的残留曲线和相容性曲线。
流程图在Aspen软件里面开始一个新的流程并增加一个Flash3单元和一个物流Feed到到流程图的物流中去,V APOR增加到蒸汽流里面,1-LIQUID到第一液体流里面去,2-LIQUID到第二液体流里面。
组分和信息物料组成是乙酸乙烯(V A,VINYL-ACETATE,C4H6O2-1)、水(H2O, WA TER, H2O)、还有醋酸(AA, ACETICACID,C2H4O2-1)。
我们将利用NRTL-RK模式来设定。
进料我们之后将对设定的Aspen稍作变动,现在来定义进料物料:温度=230F;压力=65psi;乙酸乙烯=1 lbmol/小时;水=1 lbmol/小时,这是精馏塔顶部的压力。
FLASH3按照下表来定义容器,这里我们将压力设为0表明没有压降和热负荷也为0来表明这是一个绝对相的分离,这样这个单元就会有和进料相同的状态。
第二液体流里面的关键组分则是水。
灵敏度分析我们可以用Aspen软件可以了解到当过程在变化的时候的灵敏度,利用这个特性来得到水-乙酸乙烯-醋酸体系的一系列液液平衡数据。
稍后将把这些数据放到一个三元平衡相图上面去为了设定灵敏度,扩大“模型分析工具”然后点击灵敏度,增加一个新的项目,之后你将需要增加FORTRAN变量来计算你的数据。
但是不必绝望,我们不会使用任何重的FORTRAN负荷,通过学习这个教程你就可以胜任基本操作了。
正如你所知,基本的陈述和其他的编程语言一样。
y = 2 (2+ 2x-sin(x)/2)x-1可以写成y = 2*(2+2*x-sin(x)/2)**(x-1),但是话所回来,你可能根本就用不上那些。
乙二醇萃取精馏制取无水乙醇的模拟和优化
乙二醇萃取精馏制取无水乙醇的模拟和优化作者:王明赵兴科冯立品阳杰来源:《赤峰学院学报·自然科学版》2018年第12期摘要:以乙二醇为萃取剂,用Aspen Plus 在NRTL-RK 的物性条件下,来模拟乙醇和水的萃取精馏分离.并对萃取精馏塔和溶剂回收塔进行设计与优化,得到了两塔最佳的操作条件如下:萃取精馏塔最佳的塔顶馏出比为0.52,最佳的理论板数为27块,原料液进料位置为第23块板,乙二醇进料位置为第4块板,操作回流比为1.3,溶剂比为1.0;溶剂回收塔最佳的馏出比为0.15,最佳的理论板数为13块,进料位置为第10块板,操作回流比为1.6.在最佳操作条件下,萃取精馏塔顶无水乙醇的含量高达99.97%,萃取精馏塔再沸器的热负荷为2392.26kW ,溶剂回收塔再沸器的热负荷为591.67kW.关键词:Aspen Plus;萃取精馏;模拟;设计中图分类号:O658;TQ028; 文献标识码:A; 文章编号:1673-260X(2018)12-0033-04无水乙醇是工业生产中一种重要的有机化工原料,它广泛应用于医药、农药、食品、电子、汽油醇和取代抗爆剂四乙基铅等行业中[1].另外,随着新型汽车环保燃料的发展,乙醇汽油的需求越来越大,这就更加大了对无水乙醇的市场需求[2-3].但是,由于常压下,乙醇与水存在共沸组成,工业上乙醇的含量(质量分数,下同)多为95%,继续进行常规精馏分离时,无法得到无水乙醇.当前,工业上生产无水乙醇的方法主要有共沸精馏法、膜分离法、分子筛吸附脱水法、加盐萃取精馏法,以及萃取精馏法[4-7].其中,由于萃取精馏法具有能耗低,无污染、设备简单等优点[8]而备受关注.本次萃取精馏在是在Aspen Plus软件中模拟进行的.Aspen Plus是大型化工流程模拟软件,该软件具有丰富的数据库,可以处理非理想、极性高的复杂物系.本文以乙二醇为萃取剂,在Aspen Plus软件中模拟萃取精馏法制取无水乙醇的过程优化.1 萃取精馏模型建立1.1 工艺流程乙二醇萃取精馏分离乙醇和水的工艺流程如图1所示.工业乙醇从萃取塔(T1,下同)的下部进入塔内,萃取剂乙二醇从T1的上部进入塔内.在T1的顶部获得无水乙醇,水和乙二醇由塔釜进入萃取剂回收塔(T2,下同).然后在T2顶部得到废水,塔釜得到高浓度乙二醇.塔釜得到的萃取剂乙二醇与新鲜补充的乙二醇混合后进入T1中循环使用.1.2 热力学模型Aspen Plus在进行模拟计算时,最重要的是选取合适的热力学模型,它直接决定着计算结果物理性能的准确程度.其中NRTL能够模拟极性和非极性化合物的混合物,甚至很强的非理想的VLE和LLE[9-11],另,软件中的RK方程能够计算汽相中的逸度系数.因此在本文中,Aspen Plus选择既包含有活度系数NRTL方程,又包含有逸度系数RK方程的热力学模型NRTL-RK.1.3 进料组成本设计条件为:原料为乙醇含量95%(质量分数,下同),水含量为5%的混合溶液,进料流率为5000kg/h,萃取剂为乙二醇,原料和萃取剂均为泡点进料,两塔均在常压下操作,产品为无水乙醇,要求纯度大于99.5%.2 设计与优化方法本文设计的思路是依次对萃取精馏塔T1和溶剂回收塔T2进行模拟和优化,分别获取两塔最佳操作参数,最后在两塔最优的条件下加上循环物流进行全流程运算.本文使用Aspen Plus 中的RadFRac模块对两塔进行严格设计计算.而RadFRac模块运算时,需要塔顶馏出比,理论塔板数,回流比,进料位置,以及溶剂比等参数.对于初始运算,可以根据经验,赋予两塔运算初值如下表1所示.3 结果及讨论在表1的初始参数下,使用Aspen Plus中的RadFRac模块对两塔进行初始运算,所得结果如下表2所示.从表2可以看出,T1塔顶乙醇的含量仅为99.4%,并且T2塔顶也夹带着大量的乙醇和少量的乙二醇馏出,整个过程没有达到分离要求.因此,为了提高萃取精馏的分离效率,就需要对T1和T2依次进行优化.3.1 萃取精馏塔的优化萃取精馏塔的作用主要是在塔顶蒸出乙醇,塔底分出萃取剂乙二醇和水的混合物.因此,可以在Aspen Plus中对T1塔顶乙醇含量,T2塔顶水含量做灵敏度分析,依次考察塔顶馏出比,理论板数,原料进料位置,萃取剂进料位置,回流比,溶剂比等参数对T1塔顶乙醇含量和T2塔顶水含量的影响.3.1.1 T1塔顶馏出比的影响T1塔顶馏出比对T1塔顶乙醇含量和T2塔顶水含量的影响如图2所示.由图2可知,当T1塔顶馏出比在0.1~0.52时,随着馏出比的增大,T1塔顶乙醇含量有增大趋势,但是变化不大;T2塔顶水含量逐渐增大.当馏出比大于0.52时,两塔塔顶产品含量均顯著下降.因此,T1塔适宜的馏出比是0.52.3.1.2 理论板数的影响在T1塔顶馏出比0.52,其他条件不变,理论板数对两塔塔顶产品含量的影响如图3所示.从图3可以看出,两塔塔顶产品含量均随着T1塔塔板数的增大而逐渐增大,当塔板数大于27时,T1塔顶乙醇含量和T2塔顶水含量均几乎保持不变,因此T1塔较适宜的理论板数为27块.3.1.3 原料液进料位置的影响T1塔馏出比0.52,理论板数为27,其他参数不变,原料液进料位置对两塔塔顶产品含量的影响如下图4所示.由图4可知,在进料板数1~26块板时,随着进料板的下移,T1塔顶乙醇含量和T2塔顶水含量均逐渐增大,并当进料位置大于23块板时,两塔塔顶产品含量几乎不变.因此,原料液较适宜的进料位置为第23块板.3.1.4 萃取剂进料位置的影响T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,其他参数不变,萃取剂乙二醇的进料位置对两塔塔顶产品含量的影响如图5所示.由图5可知,两塔塔顶产品含量随着萃取剂进料位置的下移,先增大而后减小,并在第4块板时,T1塔顶乙醇含量取得最大值.因此,萃取剂较适宜的进料位置为第4块板.3.1.5 回流比的影响T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,萃取剂进料位置为第4块板,其他参数不变,T1塔回流比对两塔塔顶产品含量的影响如图6所示.由图6可知,随着回流比的增大,T1塔顶乙醇含量和T2塔顶水含量均逐渐增大,当回流比大于1.3时,两塔塔顶产品含量均几乎没有变化.因此,萃取精馏塔较适宜的回流比为1.3.3.1.6 溶剂比的影响T1塔馏出比0.52,理论板数为27,原料液进料位置为第23块板,萃取剂进料位置为第4块板,回流比为1.3,其他参数不变,溶剂比(萃取剂与原料液的质量流率之比)对两塔塔顶产品含量的影响如图7所示.由图7可知,在溶剂比0.1~1.0时,随着溶剂比的增大,两塔塔顶产品含量均增大,但当溶剂比大于1时,两塔塔顶产品含量均降低,这是由于萃取剂流量增大到一定程度之后,进入到了T2塔的塔顶,影响了T2塔的分离效率.因此,综合考虑,较适宜的溶剂比为1.0.3.2 溶剂回收塔的优化溶剂塔的优化主要对T2塔顶水含量作灵敏度分析.分别对T2塔顶馏出比,理论板数,进料位置,操作回流比等参数对T2塔顶水含量的影响,从而获取最优的操作参数.3.2.1 馏出比的影响在T1塔最优操作参数下,考察T2塔顶馏出比对T2塔顶水含量的影响,其结果如下图8所示.当馏出比在0.1~0.15时,塔顶水含量随着馏出比的增大而逐渐增大,但当馏出比大于0.15时,塔顶水含量显著降低,因此,T2塔较适宜的馏出比为0.15.3.2.2 理论板数的影响在T1塔最优操作参数下,T2塔馏出比0.15,考察T2塔理论板数对T2塔顶水含量的影响,其结果如下图9所示.从图9可以看出,T2塔顶水含量随着T2塔理论塔板数增大而逐渐增大,当塔板数为13块时,塔顶水浓度几乎没有变化.因此,T2塔较适宜的理论塔板数为13.3.2.3 进料位置的影响在T1塔最优操作参数下,T2塔馏出比0.15,理论塔板数13,其他操作参数不变的情况下,考察T2塔进料位置对塔顶水含量的影响,其结果如下图10所示.从图10可以看出,在第一块板进料时候,塔顶水含量最低,当进料位置在2~13时,塔顶水含量先增大而后减小,并在第10块板取得最大值.因此,T2塔选择第10块板进料.3.2.4 回流比的影响在T1塔最优操作参数下,T2塔馏出比0.15,理论塔板数13,进料位置为第10块板,其他操作参数不变的情况下,回流比为对塔顶水含量的影响如图11所示.由图11可知,当回流比在1~1.6时,随着回流比的增大,塔顶水含量逐渐增大,当回流比大于1.6时,塔顶水含量几乎没有变化.因此T2塔适宜的回流比为1.6.3.3 全流程运算通过上述设计与优化,两塔最优的操作参数如下表3所示.在最优操作参数下进行全流程运算,所得结果如表4所示,T1塔顶乙醇的的质量分数高达99.97%,T2塔顶水的的质量分数达92.7%,满足分离要求.整个萃取精馏过程中,萃取精馏塔再沸器的热负荷为2392.26kW,溶剂回收塔再沸器的热负荷为591.67kW.4 结论以乙二醇为萃取剂,用Aspen Plus在NRTL-RK物性条件下,对含量95%的乙醇水溶液的萃取精馏分离进行模拟和优化,得到两塔最优的操作条件如下:萃取精馏塔最佳的馏出比为0.52,最佳的理论板数27块,原料液进料位置为第23块板,乙二醇进料位置为第4块板,操作回流比为1.3,溶剂比为1.0;溶剂回收塔最佳的馏出比为0.15,最佳的理论板数为13块,进料位置为第10块板,操作回流比为1.6.在最佳操作条件下,萃取精馏塔顶无水乙醇的含量高龙源期刊网 达99.97%,萃取精馏塔再沸器的热负荷为2392.26kW,溶剂回收塔再沸器的热负荷为591.67kW.参考文献:〔1〕胡晖,邬慧雄,徐世民,等.分批萃取精馏回收无水乙醇的新工艺[J].现代化工,2006,26(6):53-57.〔2〕马晓建,吴勇,牛青川.无水乙醇制备的研究进展[J].现代化工,2005,25(1):26-29.〔3〕方凯,吴淑晶.盐效应制取无水乙醇的研究现状及发展前景[J].广东化工,2014,41(7):97-99.〔4〕FIGUEROA J J,LUNELLI B H,FILHO R M.Improvements on anhydrous ethanol production by extractive distillation using ionic liquid as solvent[J].Procedia Engineering,2012,42:1016-1026.〔5〕LI Qunsheng ,ZHU Wei ,WANG Haichuan , et al . Isobaric vapor-liquid equilibrium for the ethanol+water+1,3-dimethylimidazolium dimethyl-phosphate system at 101.3 kPa[J]. Journal of Chemical Engineering Data,2012,57:696-700.〔6〕ALCANTARA-AVILA J R, KANO M,HASEBE S.Environmental and economic optimization of distillation structures to produce anhydrous ethanol[J].Computer Aided Chemical Engineering,2012,30:712-716.〔7〕夏珊珊,裘兆蓉,葉青.隔离壁精馏塔萃取精馏制无水乙醇[J].江苏工业学院学报,2009,21(1):34-37.〔8〕王洪海,李春利,方静,等.加盐萃取精馏制取无水乙醇过程的模拟[J].石油化工,2008,37(1):258-261.〔9〕付勇.醋酸乙酯生产装置中精馏分离系统的模拟和优化[J].现代化工,2015,35(2):162.〔10〕沈冬平.萃取精馏分离水-乙腈二元共沸物[D].浙江工业大学,2017.〔11〕梁燕.加盐萃取-精馏耦合分离乙醇-甲苯恒沸物的研究[D].烟台大学,2017.。
Aspenplus模拟环丁砜萃取精馏苯乙烯工艺过程
1 前言 我国苯乙烯的供应量将在很长一段时间内处
于相对紧缺的状态 ,需要大量进口 , 2009 年我国 的苯乙烯需求将达到 319 M t [ 1 ] 。随着苯乙烯后 续产品需求量的增加 ,苯乙烯的生产成为重要的 制约因素 。
以石脑油 、柴油为原料的乙烯厂的裂解汽油 中苯乙烯的质量分数约为 4% ~6% ,传统的加工 方法是将裂解汽油 C6 ~C8 馏分进行两段加氢 ,其 中苯乙烯被饱和成为乙苯后 ,随二甲苯一同作为 汽油调合组分 ,或作为 C8异构化的原料 。如果从 裂解汽油 C8 馏分中直接回收苯乙烯 ,不但可以廉 价地获得部分苯乙烯产品 ,而且可以大幅度地减 轻装置的加氢负荷 ,降低氢耗量 ,同时 C8 芳烃因 不含乙苯 ,作为异构化原料的使用价值也相应地 提高了 。从裂解 C8 馏分中回收苯乙烯包括原料 的预处理脱苯乙炔 、萃取精馏以及粗苯乙烯的精 制等环节 ,但萃取精馏是技术关键 ,该工艺开发与 应用前景十分广阔 。
3 萃取精馏工艺流程 (见图 1) 裂解汽油 C8 馏分进入萃取精馏塔 ( ED ) 中
部 ,贫溶剂从 ED 塔顶进入 ,经过萃取精馏后 ,塔 顶抽余油经过冷凝后得到含少量苯乙烯的 C8 副 产物 。为了保证苯乙烯的回收率并回收 C8 副产 物中的少量溶剂 ,该塔保持一定量的回流 。塔釜 中富含苯乙烯的溶剂 (富溶剂 )进入溶剂回收塔 (RD ) ,分离后塔底溶剂循环回到萃取精馏塔 ,塔 顶得到苯乙烯产品 。为了降低温度减少聚合 , ED 塔使用了负压操作 ,同时塔底引入了一定量的急 冷水 。
5。 ED 的理论塔板数对其分离能力的影响如图 2 所示 。
工艺条件
进料量 / t·h - 1 进料温度 / ℃ 进料压力 / kPa
表 4 工艺条件初设
萃取精馏的基本操作步骤
萃取精馏的基本操作步骤一、什么是萃取精馏萃取精馏呢,就是一种很神奇的化学操作哦。
它是在普通精馏的基础上加入了一种特殊的溶剂,这个溶剂可不得了呢。
它能够改变原溶液中各组分的相对挥发度,让那些本来很难分开的组分可以比较容易地分开啦。
就好像是给那些分不开的小伙伴们找了一个特别的“中间人”,这个“中间人”一来,大家就可以乖乖地按照我们想要的方式分开啦。
二、萃取精馏的前期准备在进行萃取精馏之前呀,我们得先把要用的东西都准备好。
首先得有一个合适的精馏塔,这个精馏塔就像是一个大舞台,各种物质要在这个舞台上表演分离的戏码。
这个塔得是干净的,没有杂质的哦,不然会影响后面的操作呢。
然后就是我们的原料啦,原料得是经过初步处理的,不能有太多的杂质。
还有那个很重要的萃取剂,这个萃取剂的选择可是很有讲究的呢。
要根据我们要分离的物质的特性来选择,就像是给不同的锁找不同的钥匙一样。
比如说,如果要分离的物质是比较容易和极性溶剂相互作用的,那我们可能就会选择一种极性的萃取剂。
三、萃取精馏的操作过程1. 进料把我们准备好的原料和萃取剂按照一定的比例放进精馏塔里面。
这个比例可不能随便定哦,是要经过计算和实验验证的。
就像做饭的时候,盐和食材的比例得合适,不然饭就不好吃啦。
原料和萃取剂进入精馏塔的时候呢,要慢慢地、平稳地进去,不能一下子就倒进去,那样会让塔里面的状态变得很混乱的。
2. 加热接下来就是加热啦。
通过加热,塔里面的物质就会开始沸腾,然后不同的组分就会有不同的挥发情况。
这个加热的温度也是要控制好的哦,不能太高也不能太低。
如果温度太高了,可能会导致一些我们不想看到的反应发生,或者是让一些物质挥发得太快,还没来得及好好分离就跑出去了。
如果温度太低呢,那可能很多物质都不怎么挥发,分离也就没办法很好地进行啦。
3. 精馏过程在加热的过程中,物质就开始在精馏塔里面进行分离啦。
比较容易挥发的物质会往塔顶跑,而不太容易挥发的物质就会留在塔底附近。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
萃取精馏及溶剂回收循环模拟计算
一、工艺流程简述
用苯酚作为萃取剂,用萃取精馏分离甲苯、甲基环已烷,其工流流程如图29-1所示,所涉及主要模块有萃取精馏塔(C101)、溶剂再生塔(C102)。
QR=8.429
QC=-3.202QR=4.032
图29-1 萃取精馏及溶剂回收循环模拟计算流程图
二、需要输入的主要参数
1、 装置进料数据
表29.1 进料数据
物流号 1 8
温度,℃ 104 104
压力,MpaG 0.04 0.20
组份流量,kg/h
TOLUENE(甲苯)8358.85 0 PHENOL(苯酚)0 12.78 MCH(甲基环已烷)8907.48 0
2、 单元操作参数
萃取精馏塔C101 溶剂再生塔C102
操作压力MpaG0.01 0.01 全塔压降KPa 20 30
22 20 理论板数(含冷凝
器、再沸器)
进料板(溶剂、物料)7/14 10 冷凝器类型 全凝器全凝器
塔顶产品 8897 kg/h 8200kg/h
回流比 8 2 3、 设计规定
萃取精馏塔C101溶剂再生塔C102
热力学 UNIFAC UNIFAC
设计规定1 塔顶MCH≥98%(mol) 塔顶PHENO L≤100ppm(wt)
设计规定2 塔底TOLUENE≤50ppm(wt)
变量1 溶剂的量 7200≤塔顶产品≤9200
变量2 5.5≤回流比≤1.50
4、 计算要求
4.1 循环物流的收敛,提供初值。
4.2如何用计算模块计算补充溶剂的量,并解决流程收敛问题。
三、软件版本
采用ASPEN PLUS 软件V7.2版本,文件名MCHMAKE-UP.APW。