奥贝球铁(ADI)材料在球磨机上的应用
我国奥_贝球铁的研究进展及其应用
我国奥-贝球铁的研究进展及其应用上海工程技术大学(上海市200335) 沈利群 摘要:奥贝球铁是70年代发展起来的一种新型工程材料,具有优良的综合机械性能.通过文献调研,综述了我国近年来奥贝球铁的研究进展和应用实例.关键词: 奥贝球铁 研究 应用The Research Progression and Application Examples of Austenite-bainite Ductile IronShen L iqun(Shanghai U niver sity of Engneer ing Science) Abstract:A ust enite-bainite ductile iro n is a new engineer ing mat reial developed in the y ear o f1970s′.It has ex cellent sy nt hetic m echanical pr opert ies.T he resear ch pr o gr ession and a pplicatio n ex amples,in this co untr y,of austenite-bainite ductile ir on w ere r eviwed thr ough liter atur es investig atio n.Key words: A ustenite-bainite ductile ir on, Resear ch, A pplicat ion1 前 言奥氏体-贝氏体球铁(简称奥-贝球铁)是球铁经等温淬火后获得的.其基体为贝氏体和残余奥氏体,具有强度、塑性和韧性都很高的综合机械性能,抗拉强度1000M P a以上,延伸率10%以上[1],特别是具有很高的弯曲疲劳强度和良好的耐磨性,显著地优于其它基体球铁,是一种优良的工程结构材料.奥-贝球铁自1977年问世以来,受到国内外材料工作者的广泛重视,并对其进行了深入研究.本文通过文献调研,归纳总结了近年来我国有关人员对奥-贝球铁的研究进展,并介绍了一些应用实例,以期使这种性能优良的廉价材料得到进一步推广应用.2 研究进展2.1 影响奥-贝球铁组织与性能的因素[2、3、4、5]可归纳为以下几种:(1)原始组织:理想的基体组织是无碳贝氏体和30%~40%的高碳奥氏体,应避免渗碳体的存在;(2)化学成分:对于未经合金化的奥-贝球铁,Si、M n是重要元素,Si抑制碳化物的析出,最终形成奥氏体-贝氏体复合基体,M n能提高淬透性,但要注意其偏析倾向;(3)热处理工艺:提高奥氏体化温度,可增加残余奥氏体的体积百分数,但要注意奥氏体晶粒长大,以避免塑性、韧性下降,在(900±20)℃可获得较好的综合机械性能.为了获得奥氏体-贝氏体基体,等温温度必须高于上贝氏体形成的下限温度.在上贝氏体区等温淬火,随等温温度升高,组织趋于粗化,塑性、韧性升高而强度、硬度下降.在350~370℃等温可获得良好的综合性能.等温淬火后在280℃×24h回火,组织不变;在300~380℃回火,抗拉强度下降,延性很好;在380℃以上回火,组织完全转变,延性下降.2.2 奥-贝球铁合金化 奥-贝球铁的用途不同,对机械性能的要求也不同.但要获得奥-贝组织,就必须为提高它的淬透性而加入一定量的合金元素.2.2.1 Cu-N b合金化[6] N b能形成稳定的C、N化合物,N b化合物的存在能细化奥氏体晶粒和等温后的贝氏体,抑制C的扩散而阻止贝氏体和残余奥氏体的分解.Cu能扩大贝氏体化的壁厚,在不过量时不产生偏析,还能使M n、Si更加均匀化.化学成分:0.06%~0.15%N b,0.7%~1.3%Cu,<0.5%M n, 2.7%~3%Si的奥-贝球铁,在(900±10)℃奥氏体化后350℃×1.5h等温淬火,可获得最佳的综合机械性能.2.2.2 Cu-M o合金化[7] M o是碳化物形成元素,具有良好的淬透性,可保证25m m以上的厚断面全部淬透.Cu的加入,有助于提高奥-贝球铁的塑性和韧性,阻止奥氏体分解,减少贝氏体等温转变产物对时间的敏感性.Cu、M o合理搭配,有助于奥-贝球铁综合机械性能的提高.2.2.3 Si-M n合金化[8] 奥-贝球铁当含M n量小于1.0%时具有较好的综合机械性能,R b可达1080M P a、D达16%、A k达94J/cm2、HR C40,已能满足高强度又要有一定塑、韧性及耐磨性的场合使用.此后随含M n 量增加机械性能下降而硬度提高,可用于要求高耐磨的场合.Si量从2.60%增加到3.86%时,机械性能明显提高.当Si/M n比大于5.0时,具有较好的强韧性.所以在等淬条件下,采用适量的Si、M n可得到强韧性较好的奥-贝球铁,而无需加入贵重的合金元素.2.2.4 M n-Cu合金化[9] 制造壁厚大于25mm等温淬火球铁件,均要添加Ni、M o或Cu、M o等合金元素,以保证淬透.M n在球铁中偏析严重,致使韧性降低而限制了它的含量.若要以M n代M o合金化,则必须克服M n偏析造成的不利影响.研究表明0.6%F eSi、0.02%Bi复合孕育,可削弱M n的严重偏析的不利影响,扩大M n的含量范围,再配加0.8%Cu形成适合≤40mm中等壁厚的M n-Cu奥-贝球铁,其合适的化学成分:3.3%~3.7%C, 2.6%~2.8%Si,0.7%~0.8%M n,<0.035%S,<0.07%P,≈0.8%Cu,上述成分的奥-贝氏球用T A900℃×60min,在300℃等温淬火60min,可使壁厚≤40m m的铸件达R b>1 200M Pa.M n-Cu奥-贝球铁既使M n代M o,又使原来难以满足的低M n限制大大放宽.2.3 铸态奥-贝球铁为了克服等温淬火易变形、中心部位淬不透的弊病,通过加入适量提高淬透性的N i元素,使之铸态形成上贝氏体加奥氏体为主基体的球铁,它省去了热处理过程,适合于制造结构复杂、形变大、壁厚大的铸件,扩大了奥-贝球铁的生产和应用范围.经反复研究,效果较好的奥-贝球铁的化学成分: 3.4%~3.7%C, 2.3%~2.7%Si,≤0.3%M n,<0.06%P,<0.03% S,0.03%~0.04%RE残,0.03%~0.05%M g残, 1.0%~1.2%Cu,0.5%~0.7%M o,0.7%~0.9% N i[10].为了在低N i含量下获得较高强度的铸态奥-贝球铁,探讨了加入微量B提高基体淬透性以获得以下贝氏体为主基体的可能性.研究认为微量B可降低N i的加入量,较大幅度提高球铁强度和硬度,0.001%B的作用相当于0.4%~0.6%N i的作用.通过四元两水平正交实验法,得出Ni、Cu、M o、B在一定配比下可获得高强度的铸态奥-贝球铁,优选出N i1M o1Cu2B1组的R b能超过940M Pa,N i1M o1Cu1B1组的硬度值能超过HRC62[11].2.4 低合金奥-贝球铁焊条[12]随着奥-贝球铁生产应用的日益广泛,奥-贝球铁的焊补便成为急待解决的问题之一.为了提高焊缝金属的奥-贝化能力并使其具有较高的综合机械性能,研究了Cu、N i、M o对焊缝金属等温转变、奥-贝化能力、机械性能的影响以及奥-贝球铁焊缝的基本结构,目的是研制低合金奥-贝球铁新焊条以满足焊补大缺陷的需要.研究表明Cu、N i、M o可不同程度地提高焊缝金属的奥-贝化能力,其中以M o的作用最为明显,但过多M o含量会降低焊缝机械性能.采用Ni-M o复合加入可改善焊缝机械性能.N i-M o低合金奥-贝球铁新焊条与非合金化奥贝球铁焊条相比,焊缝金属的奥-贝化能力提高2.5倍.N i-M o奥贝球铁焊缝的机械性能为:R b1148M P a,D9.0%,A k130J/cm2;焊接接头的机械性能为:R b1140M P a,D9.2%.焊缝及焊接接头的机械性能均能满足奥-贝球铁的要求.2.5 奥-贝球墨可锻铸铁[13]70年代初发展了一种新型材料球墨可锻铸铁,使石墨呈球状,提高了力学性能,大大缩短了石墨化退火时间,并保留了可锻铸铁的各种优点.为了克服奥-贝球铁对原材料中M n、P及球化干扰元素限制较严和要求严格控制熔铸和热处理工艺等弊病,于是在奥-贝球铁和球墨可锻铸铁的基础上,研制了奥-贝球墨可锻铸铁.它是将球墨可锻铸铁的白口毛坯,加热至(900±10)℃,保温2h,使渗碳体完全分解,完成第一阶段石墨化,并使基体组织转变为均一的奥氏体,然后在(370±5)℃等淬1.5h,获得奥-贝组织.它有以下特点: (1)具有很高的综合力学性能,优良的抗弯曲和抗接触疲劳性能,并具有良好的耐磨性,适于制造齿轮、各种重要受力零件和抗磨件.(2)组织和性能比较稳定,质量易于保证,生产工艺易于掌握,特别适合生产水平不高的中、小厂采用.(3)生产成本较奥-贝球铁低,用其代替钢材20CuM nT i等制造齿轮等零件时,可大大降低生产成本,取得较好的经济效益.(4)可放宽对原材料成分要求,允许含有较高的M n、P、S和球化干扰元素,因而可采用地方生铁熔炼.2.6 奥-贝球铁零件的等淬尺寸变形[14]从目前奥-贝球铁推广情况来看,尚需解决等淬过程中引起的产品变形问题.以目前奥-贝球铁应用最多的典型零件齿轮为例,作了奥-贝球铁等温淬火变形问题控制的试验.球铁经等淬处理后,会发生不同程度的膨胀变化,但尺寸变形方向基本一致,可以通过控制等淬前的加工尺寸而使零件尺寸符合技术要求;但对于不再进行磨削加工的零件,等淬后可能降低精度等级.等淬后的奥-贝球铁变形与残余奥氏体量有关,增加残余奥氏体量,不但有利于材料获得良好的塑性、韧性,也有利于尺寸变形的减小.2.7 奥-贝球铁的疲劳特性及其影响因素2.7.1 接触疲劳破坏形式及其影响因素[15] 应用奥-贝球铁生产齿轮具有加工性好、成本低、重量轻、噪声小等优点.齿轮的主要失效形式是接触疲劳破坏,故有必要对其进行研究并得出相应的强化措施.应用铁谱技术分析了接触疲劳过程,试验表明:奥-贝球铁接触疲劳破坏形式取决于载荷大小.在重载荷下(疲劳寿命小于5×106次)破坏形式为片状剥落;在轻载荷下破坏形式为麻点剥落.疲劳裂纹是在表面石墨空穴的边角处萌生,并向深处扩展.接触疲劳磨损分三个阶段:磨合阶段;正常磨损阶段及疲劳磨损阶段.应用铁谱技术可以预测寿命.奥氏体对奥-贝球铁接触疲劳性能有正反两方面的作用,只有当奥-贝球铁中奥氏体分布均匀,板条密集,奥-贝球铁才能硬度高、韧性好,具有较好的接触疲劳性能.2.7.2 应变疲劳性能及其影响因素[16、17]用x射线衍射分析方法测定奥-贝球铁在不同应变幅下循环后残余奥氏体量的变化,并联系奥-贝球铁应变疲劳特性的关系研究了残余奥氏体的作用.结果表明:奥-贝球铁应变疲劳中应变诱发残余奥氏体转变为马氏体,相变加速了疲劳裂纹的形核和扩展,降低了疲劳寿命;应变疲劳诱发残余奥氏体相变存在一个临界应变幅,低于此临界值残余奥氏体不发生转变;残余奥氏体的机械稳定性还影响着应变疲劳寿命,稳定性较高的材料应变疲劳寿命长于稳定性较低的材料.此外石墨球化状态对奥-贝球铁应变疲劳性能有着重要影响,球化不良的石墨加速了奥-贝球铁的失效.2.7.3 影响疲劳强度的因素[18]为使奥-贝球铁能应用于齿轮、曲轴、车轮等零件达到取代锻钢件的目的,必须改善其疲劳强度.研究指出影响奥-贝球铁疲劳强度的主要因素是:球铁铸件的铸态质量、热处理工艺和表面处理这三个方面的最佳结合.改善奥-贝球铁疲劳性能的途径是:通过金属型铸造、定向凝固、快速冷却加低温浇注、型内球化处理等措施提高球化率;降低球铁的碳当量;通过合金元素的复合加入,提高奥氏体化温度和等温淬火温度来增加奥-贝球铁中的残余奥氏体量;选择合理的喷丸处理工艺参数.3 应用实例3.1 齿轮第二汽车厂铸造二厂采用成分: 3.6%~3.9%C, 2.2%~2.8%Si,≤0.3%M n,≤0.07%P,≤0.03% S,0.03%~0.05%M g,0.02%~0.04%RE的奥-贝球铁,生产EQ153汽车上的齿轮件,热处理工艺采用分步等淬法,奥氏体化后在略低于等温淬火油槽中淬火3min,保证已形成的奥氏体不会在等温淬火时间内向珠光体转变,然后等温淬火120min后空冷.经上述处理后齿轮的机械性能可达到R b1010~1380M Pa,D2%~8%,A k42~97J/cm2,HR C36~48.3.2 曲轴化学成分3.5%~3.8%C, 2.5%~2.8%Si,≤0.3%M n,≤0.07%P,≤0.03%S,0.2%~0.25%M o, 0.8%~1.7%Cu,≤0.04%M g,≤0.03%RE的Cu-M o奥-贝球铁制作170F曲轴已投产多年,采用890~920℃×2h和350~370℃×2h等温出炉空冷的处理工艺,可保证机械性能达到R b≥880M Pa,D≥4%,A k ≥80J/cm2[7].浙大与杭州柴油机总厂对奥-贝球铁应用于480柴油机曲轴研究表明,在适当的保护措施下,等温淬火后曲轴总体变形在精加工余量范围内,不影响成品曲轴精度,螺纹、链槽等在等温淬火后也不变形.可用先完成除粗-精磨外的所有机加工,再等温淬火,而后粗、精磨的方法生产奥贝球铁曲轴.Cu-M n合金奥-贝球铁(<0.5%M n,0.6%~1.0%Cu,0.2%~0.3% M o)可使直径60mm的曲轴淬透,经380℃×60min淬火后机械性能达R b1101M Pa,A k141J/cm2, D512.2%[20].3.3 汽车后拖钩支承座及衬套[21]CA141载货车后拖钩的支承座、衬套原采用铸态铁素体球铁制造.投产不久,发现这两个零件一般行驶3000公里左右即损坏失效.支承座、衬套承受较大的冲击载荷和由冲击形成的凿削式磨损,处于货车尾部,汽车扬起的粉尘形成了严重的磨料磨损,工况恶劣.使用非合金奥-贝球铁制造支承座及衬套,行车试验表明,使用寿命是铁素体球铁的70倍以上.其最佳的热处理工艺参数为:奥氏体化温度(900±10)℃、时间(30±5)min,等温温度(360±10)℃、时间(30±5) min.目前奥-贝球铁支承座、衬套已投入生产.3.4 汽车后拖曳钩[22]对用奥-贝球铁制CA1091车的后拖曳钩进行了研究和行车试验,并得出了合适的奥-贝球铁成分和热处理工艺.后拖曳钩材料应具有较好综合机械性能和耐磨性能,选择了Cu-N b奥-贝球铁,其热处理规范为:900℃×1.5h,240℃×5min,360℃×1h.行车试验寿命达8万公里后状况仍很好,原锻钢后曳钩行驶3.7~4.5万公里即磨损严重甚至造成断裂.用奥-贝球铁取代锻钢生产拖曳钩,每件可节约材料1/3左右,减重1kg.・管 理Management・铸造废品分析与制订对策的方法成都机车车辆厂(四川省成都市610051) 黎觉仪 摘要:分析了铸造废品的类型与产生特点,总结现场经验,将防止废品采取的对策归纳为四种方法:对症下药法;系统对策法;材料隔离法;小步骤法.通过实例,说明如何对废品情况进行宏观分析,并从方法论的角度对制订对策的思路进行了探讨.关键词: 铸造废品 铸件质量分析 对策Rejected Casting Analysis and thier Prevention MeasuresL i Jueyi(Cheng du L ocomo tiv e and R olling Sto ck W or ks) Abstract:In this paper the author analy zes the ty pe and feat ur es o f reject ed casting s,and sum up the ex peri-ence fr om site.T he author sugg ested four kinds o f method fo r avo id cast ing lo ssing.T hen by w ay of exam ples, the author descr ibes how to analyse the r ejected castings,it also discusses the measur es of avo id casting defects fr om the v iew of metho lo gy.Key words: Cast ing r ejection Q ualit y anlaysis of casting M easures 铸造生产是一项系统性很强的生产工程,任何一道工序离开了节奏,某种原辅材料脱离了标准,都可能产生质量问题.由于影响废品的因素几乎是无限的,而我们掌握的现场实际情况及可能采取的手段却是有限的,分析与选择对策的时间必须紧张而及时.因此,本文对废品出现的几率及选择对策的方法进行了认真的分析.本文是资料[1]的继续与发展.从废品出现的几率来看,有两种性质完全不同的废品.一种是偶然性废品,一种是长期性废品.偶然性废品是由生产中偶发性原因造成的.例如,由于生产线临时发生故障造成停顿,工人注意力分散造成操作一次性失误.这些都不足为怪,暂时可不予理会.但是有些偶发性因素包含有某种必然,有些变化虽属偶然,却显示出警报信号,如金属化学成分暂时脱离标准,型砂性能的波动等,应密切观察,防止成为有一定倾向的:脱标F,由偶然性废品转化为惯性废品.长期性废品是由造型材料、炉料、模具、造型、熔炼等工艺设备方面的原因造成的.废品是成批性、阶段性的发生,往往是重复出现,在未采取有效措施前,废品不会自行消失,而是由其内在规律性的作用,继续发生,直至其根源被排除为止.从废品产生的原因及必须采取的手段来看有两种参考文献1 王怀林等.汽车工艺,1990(2),172 刘光华等.球铁,1991(2),63 郭戟荣等.汽车工艺,1990(5),304 申澎运等.现代铸铁,1989(3),195 沈百令等.兵器材料科学与工程,1993(3),49 6 王环林等.球铁,1989(3),67 徐 雍等.球铁,1990(2),78 徐 铮等.球铁,1991(1),79 谭宋勤等.河北机械,1991(2-3),4110 张金山等.山西机械,1992(4),1611 李子全等.甘肃工业大学学报,1993(3),2012 孙大谦.焊接学报,1994(2),13113 赵伯王番等.铸造,1992(8),1914 王立人等.球铁,1991(1),1115 范鹤立等.大连理工大学学报,1989(3),295 16 梅 志等.理化检验(物理分册),1992(1),8 17 梅 志等.物理测试,1993(3),10618 郭立新.江苏冶金,1993(5),1519 陈富茂.球铁,1990(2),4320 宋金山.现代铸铁,1991(1),321 王环林等.汽车工艺与材料,1992(6),2822 张瑞卿等.汽车工艺与材料,1993(6),17。
磨球市场调查报告

磨球市场调查报告1、奥贝球铁简介奥贝球墨铸铁(austempering ductile iron)是基体组织以上贝氏体为主和残留30%〜40%奥氏体的球墨铸铁(简称球铁);也有叫上贝氏体球铁。
奥贝球铁的研究与应用始于20 世纪70年代初,这种材质的抗拉强度达1600MPa,在抗拉强度达1000MPa,其伸长率可达5%以上,广泛应用于机械制造业以及各种结构件。
与合金钢相比,奥贝球墨铸铁具有显著的经济效益和社会效益。
奥贝球铁具有很高的耐磨性与疲劳强度,同时与其它铸铁以及经过热处理的铸钢和锻钢相比,奥贝球铁的弯曲疲劳强度也较高,其接触疲劳强度比珠光体和铁素体铸铁高,实际上与经过气体氮化或渗碳的锻钢的特性相同。
奥贝球铁的强度超过了微合金钢。
奥贝球铁在喷丸处理过程中,铸铁材料所含的剩余奥氏体会转变成马氏体。
由于在表面形成了具有很高硬度的耐磨层,同时在内部保持了塑性和韧度,以及很高的弯曲疲劳强度。
国外奥贝球铁一般在发动机齿轮、汽车发动机曲轴、柴油发动机支承架零件等方面,表现出高强度、低噪声、低价格等优势。
我国现今在奥贝球铁方面应用的产品,大致分为以下3个方面:(1 )普通抗磨件多用于矿山、建筑、电力、农业等机械上的抗磨零件。
如磨球、衬板、锤头、锤片等。
(2)机械承载构件多用于汽车、拖拉机、铁路车辆、农用车辆、农业机械等产品。
这些构件以前多用锻钢、铸钢、可锻铸铁等材料制造,如汽车上的牵引钩支承座、柴油机的凸轮轴等。
(3)高性能、高精度要求的重要构件主要是高疲劳性能的柴油机曲轴和各类高精度、高性能齿轮等。
这些产品受力复杂、负荷大、对材料性能和成品尺寸精度要求高。
纵观国内外,奥贝球铁经过多年的发展,以其价格成本低(与锻钢比较),比重比钢小,综合力学性能优良(b=800~1400MPa,而伸长率可达5%以上)吸震性和减音性能好,以及抗摩擦磨损性强等诸多优良性能,已经成为机械制造业的主要结构材料,也是21 世纪人们所关注的热点材料和新技术之一。
等温淬火球铁(ADI)及其应用

S 应被严格限制,以保证球化成功,防止过 多的夹杂物产生和球化衰退。P促进脆性,为有 害元素。Mo 、Ni 、 Mn 、Cu 是由强变弱的促进 硬度的元素。Mn 应低于普通球墨铸铁,因为Mn 有显著的偏析倾向,致使石墨分布不均匀。Cu 可 以部分消除 Mn 的不利影响,在使用Cu 后,Mn 含量可放宽至0.5%。加入合金元素Cu 、Mo 、Ni 、Nb可以提高淬透性及力学性能。干扰元素Ti 、 Sn 、 Sb 、V 等破坏球形,要用稀土元素中和, 但Ce过多反球化,应加以控制。
1.2.3 等温淬火时间和奥氏体含碳量 在生产等淬球铁过程中,等淬时的长短起着主要作 用。在铁素体生核期,奥氏体接受铁素体生核与生长排 出的碳份,使得奥氏体中碳份由淬火时的0.8%-1.1%, 增加至1.2%-1.6%。这一碳份还不够使奥氏体在室温稳 定,还要在等温液中继续保温;在铁素体生长期,生长 的铁素体将更多的碳推入剩余奥氏体,使奥氏体碳浓度 增至1.8%-2.2%。这一碳浓度无论从热力学和动力学都 是稳定的。
1.1.3 铸造工艺 采用先进的成形方法和科学的浇冒口设计技 术,防止铸件产生缩孔、缩松、气孔、夹渣等隐 藏性缺陷。孔洞和显微缩松体积<1%。只有提 供完善的原始铸件,才能保证等淬球铁高性能的 稳定性和可靠性。 铸铁水平连铸和金属型铸造是制造等淬球铁 原件先进的成形方法,这种方法铸件冷却快,石 墨球数又多、又圆整,不易产生铸造缺陷。
互相合作
共同发展
共同进步
等温淬火球铁(ADI)及其应用
等温淬火球墨铸铁(Austempering Ductile Iron)是将球墨铸铁加热至奥氏体温度(850- 950℃)保温(1-2h)至奥氏体为碳所饱和, 然后急冷至使铸件不生成珠光体并高于马氏体 开始形成温度(Ms), 在此温度(250-380℃ )保持足够长的时间(1.5-3.5h)生成针状铁素 体和高碳奥氏体(称为奥氏铁素体)的热处理 态铸铁。等温淬火球墨铸铁简称等淬球铁( ADI),国内也有称为奥氏体球铁,贝氏体球 铁,奥贝球铁。
奥贝球铁(ADI)材料在球磨机上的应用

一
般 球磨 机 衬板 主要 失 效形 式 是 宏 观 断裂 、 形 、 料 磨 损 , 变 磨 以及 磨球
小能 量 多次 冲击 造成 的 局部 缺损 。因 此 , 磨 机 衬 板 制 造 材 料 应 有很 高 的 球 耐磨 性 和一 定 的抗 冲击 能力 。 由 于奥 贝球 铁化 学 成分 和热 处 理工 艺 的不 同 , 硬度 、 其 抗拉 强 度和 抗 冲
3 热 处 理 工 艺
图 1所 示 为 热 处 理 工 艺 : 氏 奥
体化 在 台 车 箱 式 炉 中 进 行 , 温 淬 等 火在 带 有强 力 机械 搅 拌 和强 制 风 冷 的盐 浴 炉 中进行 。为 使 同一 炉 产 品 不至 于 因进 出 盐浴 炉 先后 顺 序 差 别 而影 响 配 件 的 热 处 理 质 量 , 以 采 所 用专 用 工具 实 现整 炉 产 品 同时 入 炉
球磨 机 是冶 金磨 矿 、 泥 、 电 等行 业用 得 最多 的 粉磨设 备 。据权 威部 水 发 门统计 , 国 每年 在球 磨 机 上 消 耗 的 钢 铁 达 数 百 吨 。长 期 以来 , 磨 机衬 我 球 板 、 球等 易 耗件 主要 使 用锰 系 、 系金 属作 为 制作 材 料 , 磨 铬 寿命 较 短 , 机 检 停 修频 繁 , 重 影响 了生 产 。奥贝 球 铁作 为 我 国新 型耐 磨 材料 , 严 具有 优 良的 力 学 和铸 造性 能 , 良好 的耐 磨性 和抗 冲击 疲 劳 性 能 , 生产 成 本 较 低 , 延 长 且 对 球磨 机 检修 周期 , 节能 降 耗 , 高生 产率 , 提 起到 了 积极 的推 动 作用 。
技 术 讲 座
铁道机 车车辆工人 第 1 2 1 年 ( 0 0 0 0 2 0 10 0 2 2 1 ) 1— 0 8— 2
贝氏体球铁——精选推荐
贝氏体球铁的研究现状与展望时间:2008-10-07贝氏体球墨铸铁,由于具有优异的综合力学性能,被誉为近30年来铸铁冶金方面的重大成就之一,被越来越广泛地应用于各工业部门。
本文综合介绍贝氏体球铁的研究和发展概况及其主要生产方法,旨在推动我国贝氏体球铁的研究和应用。
1 贝氏体球铁的产生、发展与应用贝氏体球铁主要分为两大类:一类是以奥氏体+贝氏体为基体组织的贝氏体球铁,称为奥贝球铁(Austempered Ductile Iron),简称ADI。
这种材料具有较高的强度高同时具有一定的耐磨性。
另一类是以贝氏体+少量碳化物为基体组织的贝氏体球铁,称为贝氏体球铁(Bainite Ductile Iron),简称BDI。
这种材料具有很好的耐磨性,同时具有一定的强度和韧性。
1949年W.W.Braidwood就曾预言,针状组织(贝氏体)铸铁可能是机械性能最好的铸铁。
随后,美国国际收割机公司于1952年曾用这种球铁代替铸造高锰钢生产军用履带。
但在此后的20年间,由于这种材料的需要有限,在工业生产中很少应用,致使它的发展基本上处于停滞状态。
直至60年代末70年代初,国际上才重新开始这种材料的研究, 1977年M.Johansson宣布芬兰Kymi-kymmene公司所属的Karkkila铸造厂开发了一种使用性能优异的新型球铁,即奥氏体-贝氏体球墨铸铁,并在美、英、法、加等13个国家申请了专利。
这一报导引起了广泛重视,各国从不同角度进行了规模巨大的研究工作。
目前生产贝氏体球铁的方法已由过去的等温淬火单一方法发展到连续冷却淬火和合金化铸态等多种方法。
我国是最早研究和应用贝氏体球铁的国家之一,一些高等院校和科研单位相继研制成功这种新材质并将其应用于生产实践。
贝氏体球铁优异的综合力学性使其具有非常广泛的用途,如用在耐磨、耐冲击、高强度、高韧性和耐疲劳的场合。
在大齿轮方面,贝氏体球铁甚至可以完全代替渗碳钢,在某些条件下比渗碳钢作用更好。
磨机衬板、磨球新材质的应用

磨机是水泥工业生产的主机之一,其中衬板与磨球是主要的易损件。
由于对衬板、磨球选材不当或耐磨材料本身的问题,往往会造成耐磨材料使用寿命低,甚至早期开裂、失效,消耗大量的钢材,降低设备运转率,因此,提高耐磨材料的寿命势在必行。
提高耐磨件的使用寿命,材质虽是重要因素之一,它还涉及到制造质量,工艺控制,生产管理等诸多问题。
现将我厂十几年来对耐磨材料的应用、研究情况作一简单介绍,以求共同探讨。
1 磨机衬板对衬板材料的选择原则是:有整体均匀的硬度和组织结构;高的抗冲击疲劳强度;低磨损率、不变形、不破碎。
在符合水泥粉磨工艺要求的前提下,还要进行合理的结构设计。
同时,可根据磨料的特性及不同的粗、细磨仓选择不同的材料。
根据生产需要,我厂自1982年起与科研、生产部门相结合,开始探讨、研制和选用新型耐磨材料衬板。
我们本着以下原则选用新型耐磨材料衬板:(1)技术上可靠。
不能片面追求耐磨性而忽略综合力学性能。
(2)生产上可行。
要注重选用材料制造上有较为普通的生产工艺,并且能形成批量生产。
(3)综合效益好。
采用新材料的最终目的是提高经济效益,要以价值工程观念来分析考虑,不能单看某一材质的单价,要分析提高寿命、运转率,减轻劳动强度等多种因素,看整体工程效益来决定。
(4)科研、生产和使用三方相结合,针对工况进行科学分析、设计、制造和试用,才能取得良好效益。
1.1 高铬白口铁衬板高铬白口铁衬板成分见表1、热处理工艺见图。
表1 高铬白口铁衬板化学成分(%)高铬白口铁热处理工艺衬板的硬度HRC 58~62。
高铬白口铁材料属于硬、脆材料。
硬度高、耐磨、韧性差,应力集中敏感性强。
我厂第一次试用的高铬白口铁衬板是鞍山一家铸钢厂生产的,于1982年5月装在Φ2.6m×13m水泥磨机的第一仓。
为确保生产,只选用一种凸型衬板,并且将原件的沉头带榫型衬板孔改成椭圆形。
经一年试验,效果良好。
于是,1985年将该磨全套衬板都采用高铬白口铁衬板。
奥贝球铁工艺性能分析

奥贝球铁工艺性能分析由于等温淬火球铁(ADI)优越可靠的静力学和动力学性能,以及降噪音的独特优势和兼具低成本的吸引力,使其在汽车、机械、建材、铁路、农机、军工、冶金、矿山等机械发挥着越来越重要的作用。
近年来,欧美发达国家的各类等淬球铁件产量正以每年15%的速度飞速增长,并且随着研究的不断深入,应用领域不断扩大,被称为“21世纪最具发展前景的金属材料”。
ADI高的强度/重量比是十分吸引人的,在合适的设计下,用ADI代替铝件可使零件重量相等或更轻。
在北美ADI 代替钢可节省30%以上。
ADI的模量是铝的2~3倍,屈服强度是铝的3倍,疲劳或强度是铝的5倍,而且具有良好的减震降噪效果。
ADI的研究和生产集中在三个主要问题:一是用于进行ADI处理的球铁铸件的生产,二是热处理(等温处理),三是ADI的性能。
所有影响铸态球铁的因素都影响ADI,有质量好的球铁才能有优质的ADI,生产ADI和铸态球铁的关键是要求球墨铸铁具有:稳定的化学成分;石墨球数不低于100个/cm2,球化率不低于90%,碳化物及夹杂不高于0.5%,显微缩松不高于1%,珠光体/铁素体的比例恒定。
只有在稳定的化学成分下才能有确定的热处理规范。
最终的组织是无碳化合物析出的针状组织。
奥氏体等温转变反应过程:第一阶段:工件淬入奥氏体等温盐浴中,起初,奥氏体无变化,短暂孕育期,针状铁素体在奥氏体中生长(增加奥氏体中含碳量),20~30min后,奥氏体中的碳增至1.2~1.6%(室温稳定,力学上不稳定,温度下降会转娈成马氏体),保温1~2小时后,奥氏体中的碳量增至1.8~2.2%(富碳奥氏体,热力学、力学上都稳定,理想的ADI组织),此时,ADI中高碳稳定奥氏体有两种形态:一是存在于针状铁素体之间的近似于等轴形的块状铁素体,二是存在于针状铁素体之间的薄片形的条状铁素体;第二阶段:铸件在盐浴中保温超过2~3小时后,高碳奥氏体将分解为更加稳定的铁素体和碳化物,碳化物的出现对ADI力学性能有害,主要是降低伸长率和韧性。
ADI球铁介绍成分性能

ADI及CADI介绍等温淬火球墨铸铁(Austempered Ductile Iron,简称ADI),是近四十年来发展起来的新一代球墨铸铁材料,被誉为“材料领域的高科技”。
它是通过将一定成分的球墨铸铁经过等温淬火后获得的以贝氏体型铁素体和富碳奥氏体为基体的高附加值铸件产品。
其具有优良的综合力学性能:(1)高强度、高韧性:根据美国ADI标准(ASTMA897/897M-06),ADI的σb可达到750~1600Mpa,而延伸率可达11%以上。
与普通球墨铸铁相比,在相同延伸率的情况下,ADI 的σb约为普通球墨铸铁的2倍;而在相同的σb的情况下,ADI 的δ约为普通球墨铸铁的2倍以上。
(2)轻量化 ADI的密度为7.1g/cm3,而钢的密度为7.8g/cm3。
这就意味着对于同一体积的零件,与钢件相比,ADI的重量要轻10%左右。
(3)噪音低 ADI中存在的石墨球具有很强的吸音性能,同时ADI的弹性模量(E=1700Mpa)比钢的弹性模量(E=2100Mpa)低约20%,具有好的吸震性。
(4)耐磨性好 ADI中存在大量的石墨球,具有较好的润滑作用,能降低摩擦系数和运转温度。
同时基体中存在的大量残余奥氏体,其中部分由于外力作用会转变为稳晶或微晶马氏体,提高了材料的表面硬度,导致ADI的中晚期寿命较高。
(5)价格成本低增进部件的强度,使它更加坚韧、更加轻巧以及更加耐磨,这样就可以减少部件生产所需的材料数量。
使用更少的材料意味着部件的原材料成本更低。
另外,ADI和钢材、铝材、镁材以及其材料相比都是相当廉价的材料。
带碳化物的等温淬火球墨铸铁(Carbdic austempered ductile iron,简称CADI),是在ADI的基础上加入一部分碳化物形成元素,如铬等,从而获得一部分碳化物,使得其在具有较高韧性的同时还具有较高的耐磨性。
ADI标准ADI化学成分推荐范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奥贝球铁(ADI)材料在球磨机上的应用
王忠雷
【摘要】@@ 球磨机是冶金磨矿、水泥、发电等行业用得最多的粉磨设备.据权威部门统计,我国每年在球磨机上消耗的钢铁达数百吨.长期以来,球磨机衬板、磨球等易耗件主要使用锰系、铬系金属作为制作材料,寿命较短,停机检修频繁,严重影响了生产.奥贝球铁作为我国新型耐磨材料,具有优良的力学和铸造性能,良好的耐磨性和抗冲击疲劳性能,且生产成本较低,对延长球磨机检修周期,节能降耗,提高生产率,起到了积极的推动作用.
【期刊名称】《轨道交通装备与技术》
【年(卷),期】2010(000)001
【总页数】3页(P28-30)
【作者】王忠雷
【作者单位】南京新东方铁路机车车辆实业有限公司开发部,江苏,南京,210037【正文语种】中文
球磨机是冶金磨矿、水泥、发电等行业用得最多的粉磨设备。
据权威部门统计,我国每年在球磨机上消耗的钢铁达数百吨。
长期以来,球磨机衬板、磨球等易耗件主要使用锰系、铬系金属作为制作材料,寿命较短,停机检修频繁,严重影响了生产。
奥贝球铁作为我国新型耐磨材料,具有优良的力学和铸造性能,良好的耐磨性和抗冲击疲劳性能,且生产成本较低,对延长球磨机检修周期,节能降耗,提高生产率,起到了积
极的推动作用。
1 球磨机衬板材料的选择
一般球磨机衬板主要失效形式是宏观断裂、变形、磨料磨损,以及磨球小能量多次冲击造成的局部缺损。
因此,球磨机衬板制造材料应有很高的耐磨性和一定的抗冲击能力。
由于奥贝球铁化学成分和热处理工艺的不同,其硬度、抗拉强度和抗冲击能量有很大差异。
根据奥贝球铁斜楔在铁路货车上成功应用的经验和奥贝球铁技术的新发展,我们选择以等温淬火后获得的主要以下贝氏体为基体的微合金奥贝球铁作为球磨机衬板的材料。
其化学成分如表1所示。
表1 奥贝球铁化学成分表/%C Si Mn Cu Mo P S Mg Re 3.3~3.72.1~2.80.5~0.80.4~0.60.15~0.2 ≤0.06 ≤0.020.03~0.060.01~0.04
球磨机衬板尺寸较大,厚度一般在 100mm以上,根据理论和经验,在保证获得良好球化率和较高石墨球个数的同时,为了提高衬板的淬透性和硬度,碳当量范围应控制在4.1%~4.4%,相应的碳质量分数在 3.3%~3.7%,终硅质量分数在 2.1%~2.8%。
在奥贝球铁中,当锰的质量分数超过 0.5%时,容易以碳化物的形式富集在晶界处,产生偏析,所以一般作为有害元素严加控制,但锰能提高厚大铸件的淬透性,且价格较一般合金低,因此锰控制在 0.5%~0.8%为宜。
铜是反偏析元素,能抵消由锰引起的偏析,与钼结合使用,在提高厚大铸件淬透性方面效果很好。
少量的钼能溶解于铁素体,细化晶粒,在热处理时增加过冷奥氏体的稳定性,可显著提高厚大断面的淬透性,但钼的价格昂贵。
所以钼的质量分数宜控制在0.15% ~0.2%,铜的质量分数控制在0.4% ~0.6%。
磷、硫作为球铁中的有害元素应严格控制,以保证球化稳定。
原铁水中磷的质量分数要求控制在0.06%以下,硫的质量分数控制在 0.02%以下。
2 熔炼与浇注
熔炼采用 750kg中频感应电炉,选用优质Q12#生铁作为原材料,球化剂采用中镁低稀土球化剂。
采用炉前快速化学分析及时调整化学成分,球化处理采用洞穴式冲入法。
在球化处理前在原铁水中加入少量金属铝和硅铁进行预处理,有效地脱氧、脱氮,提高石墨化能力,增加石墨形核的核心。
孕育处理分两次,第一次在球化处理时用冲入法进行,再在浇注时用随流孕育方法进行二次孕育,以加强孕育效果。
冷却速度对铸件球化质量影响很大,在生产中采用了消失模铸造和湿型砂铸造两种方法。
通过比较发现,消失模铸造虽然能获得高的几何尺寸,但是由于冷却速度过缓,球化衰退现象严重,而采用湿型砂并增加内部冷铁的铸造方法,附铸试块基本能反应铸件本体的球化率,工件切片分析,整体球化率在 3级以上。
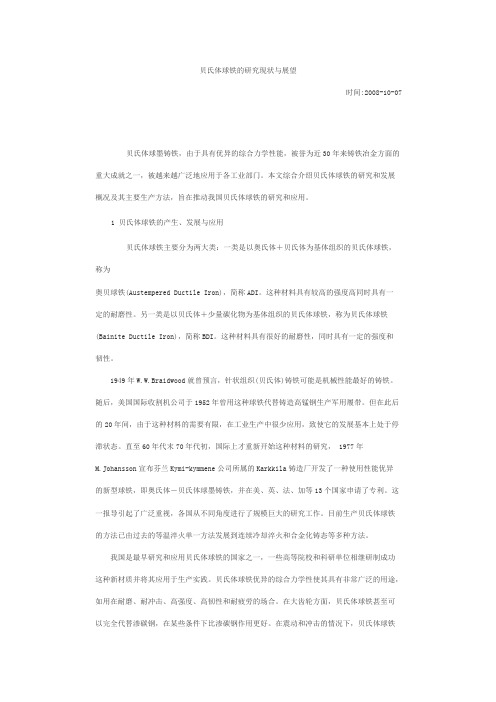
3 热处理工艺
图1所示为热处理工艺:奥氏体化在台车箱式炉中进行,等温淬火在带有强力机械搅拌和强制风冷的盐浴炉中进行。
为使同一炉产品不至于因进出盐浴炉先后顺序差别而影响配件的热处理质量,所以采用专用工具实现整炉产品同时入炉的方法。
图1 热处理工艺图
盐浴的初始温度设在马-贝氏体转变温度附近,以便在工件刚入炉时形成大量的核心和少量马氏体,而随着工件带入的大量热量使盐浴温度快速升温,在贝氏体转变温度区等温转变,提高了工件的淬透性和硬度。
4 结论
等温淬火后,基体组织以下贝氏体为主,其中还有一定数量的马氏体和残余奥氏体,工件硬度达HRC50以上。
铸件球化率越高,石墨球数越多,热处理工艺越容易控制,热处理后工件的硬度、强度、耐磨性等综合机械性能也越好。
通过 3年多在4m×4m铁矿球磨机上的运用发现,奥贝球铁衬板的耐磨性与高铬铸铁相当,优于中、低铬合金铸铁,失效形式主要以磨耗为主,基本不发生断裂现象,满足
了客户一个大修期的使用要求。
□。