含未焊透缺陷压力管道的安全评定
薄壁管未焊透缺陷安全评定

《装备维修技术》2021年第4期—97—薄壁管未焊透缺陷安全评定齐喜岑 王 钊 钱英豪(江苏省特种设备安全监督检验研究院,江苏 苏州 215031)在压力管道的定期检验过程中,80%的管道焊接缺陷为未焊透,根据TSG D7005-2018《压力管道定期检验规则—工业管道》,对于材料为20钢、Q345或奥氏体不锈钢的管道未焊透,可以按照局部减薄来定级。
而根据TSG D7005局部减薄超过制造或者验收标准所允许范围,同时满足以下条件的,可以定为2级或3级,否则,安全状况等级定为4级[1]: (1)管道结构符合设计规范或者管道应力分析结果满足有关安全技术规范要求;(2)在实际工况下,材料韧性良好,并且未出现材料性能劣化以及劣化趋向; (3)壁厚局部减薄以及其附近无其他表面缺陷或者埋藏缺陷;(4)壁厚局部减薄处剩余壁厚大于2mm;(5)管道不承受疲劳载荷。
因此,未焊透按照局部减薄来定级必须要满足局部减薄处剩余壁厚大于2mm。
那么对于实际检验中管子壁厚不足2mm,经RT检测,存在未焊透现象的压力管道,按照TSG D7005的要求只能定为4级,不得投入使用。
本文通过计算,采用安全评定的方式来探讨该类管道在一定条件下是否具有安全性。
1 安全评定技术压力管道焊缝的安全评定主要是基于合于使用的基本原则。
在焊接结构的发展初期,要求结构在制造和使用过程中不能有任何缺陷存在,否则就要返修甚至报废;英国焊接研究所首先提出了“合于使用”的概念。
目前很多国家已建立了使用于焊接结构的设计、制造和验收的“合于使用”原则的标准。
通常安全评定需要输入载荷、类型裂纹缺陷和断裂韧度三个参量。
对于未熔合、未焊透和其他类型裂纹缺陷,视为平面缺陷,气孔、夹渣和类似的焊接接线则视为体积缺陷,有时缺陷类型是难以区分的,如某些情况下咬肉可视为简单的应力集中,而在某些情况下又应视为类裂纹缺陷[2][3]。
在安全评定中,通常将各种缺陷模型化。
平面缺陷以包络它的矩形之高度予以理想化,并以此作为安全评定的缺陷尺寸。
含缺陷压力管道的安全评定

一、压力管道直管段体积缺陷安全评定方法 g、含缺陷管道在纯内压和纯弯矩下的塑性极限载荷确定
是 h>0.7B
否 是
否
c=a=h
输出a、c
表面裂纹表征示意图
是
否
是
否
否
是
是
否
输出a、c
埋藏裂纹表征示意图
输出c、a
穿透裂纹表征示意图 4)、斜裂纹
裂纹平面方向与主应力方向不垂直时,将裂纹投影到与主应力 方向垂直的平面内再进行表征。
两共面且位于同侧的表面裂纹表征示意图
否
否 按单个裂纹 进行表征
一、压力管道直管段体积缺陷安全评定方法 e、免于评定的判别
夹渣免于评定的判别条件: 如果夹渣自身高度或宽度不大于0.4T,则该夹 渣可免于评定
夹渣免于评定程序流程图:
夹渣
输入2a, 2c
min(2a,2c)<0.4T
否
继续评定程序
是
合格,免 于评定
一、压力管道直管段体积缺陷安全评定方法 e、免于评定的判别
环向平面缺陷的评定(U因子评定法)
输出
是
“安全”
输出“不能 保证安全”
否
否 U=1
是
U=U
压力管道直管段缺陷
平面缺陷 体积缺陷
塑性失效评定方法 疲劳失效评定方法 塑性失效评定方法 疲劳失效评定方法
压力管道直管段平面缺陷 的疲劳失效评定方法
1、缺陷的表征 (缺陷规则化并
确定a、c)
安全
7、安全性评价 (给出评定结论)
缺陷规则化尺寸的无量纲化处理:
一、压力管道直管段体积缺陷安全评定方法 1、评定总体流程: a、缺陷部位管道尺寸的确定 b、缺陷规则化 c、材料性能数据的确定 d、无缺陷管道在纯内压或纯弯矩下的塑性极限载荷的确定 e、免于评定的判别 f、典型工况载荷组合的确定与缺陷处弯矩的计算 g、含缺陷管道在纯内压和纯弯矩下的塑性极限载荷确定 h、安全性评价
含缺陷压力管道的安全评定技术

含缺陷压力管道的安全评定技术摘要:压力管道主要是用来输送液体或者气体的设备,管道运输在多个领域都有广泛的应用。
由于管道运输介质的特殊性,对管道的质量安全有极高的要求,但是管道应用过程中,因为受到腐蚀、外部损伤、制管缺陷等因素的影响,就容易引起管道开裂、泄漏,进而发生爆炸、火灾等安全事故。
所以,对于含缺陷的压力管道要通过合理的技术进行安全评定,判断管道是否能够应用,这样才能有效的保证管道运输的安全。
关键词:安全评定;含缺陷压力管道;技术应用含缺陷压力管道能不能继续应用,对管道运行的经济性和安全性都有较大的影响,因此,需要通过使用合理的技术进行安全评定,明确其是否能够继续进行使用。
有关安全评定的方法国际上有很多,我国也发布了有关含缺陷压力容器安全评定的国家标准,对压力管道的安全评定也适用。
1.缺陷种类对管道含缺陷的种类以及其表现形式有了充分的认识,才能更好的选择适合的安全评定方法。
从缺陷的不同角度来讲,可以分为不同的种类。
1.1不同性质的缺陷按照缺陷性质的不同,管道缺陷主要表现有孔穴、熔合不全、裂纹、夹杂、焊接不足等。
具体来讲,孔穴主要是由于在进行管道焊接时,熔化焊缝吸收的气体没有在冷却前排出而在内部形成,表现形式有气孔和缩孔。
裂纹主要是焊接接头因遭到破坏而产生缝隙,有层状裂纹、冷裂纹、热裂纹等。
1.2不同位置的缺陷按照缺陷所在位置的不同,主要分为内外表面缺陷、穿透缺陷、隐藏缺陷。
内外表面缺陷就是在管道壁的内外侧出现的缺陷。
穿透缺陷是指贯穿管道内外壁的缺陷。
而隐藏缺陷就是存在于管道内外壁内部的缺陷。
1.3不同几何特征的缺陷按照缺陷的不同几何特征,主要有体积型缺陷和平面型缺陷。
体积型的缺陷主要有夹杂、孔穴。
平面型缺陷主要有熔合不全、裂纹等。
对管道进行安全评定时,主要是按照几何特征划分,通过对其表征化来进行安全评定。
2.安全评定技术2.1塑性极限载荷评价压力管道的焊缝一般都是对接式的,焊接缺陷类型主要是环向缺陷,与其他的压力容器相比较,具有较小的缺陷尺寸,管壁较薄,材料具有良好的韧性,所以在极限载荷控制下会容易出现塑形失效。
在用工业压力管道未焊透缺陷容限尺寸的安全性评价
Apn iH B T92 -04 a o tentm ri dpho no pe e i e c n poe e rd ped o G / 16420 .hhsgth e agn et fi m le ln d etadi rv t ae x f 6 c tw d g f s m dhg
用工业管道定期检验规 程》 中未焊透缺陷 的定级范围。对于最大限度地发挥在 用工业压 力管道的经济效能、 高安全监 提
管的科 学性 与有效性具有重要的意义。
关 键 词: 在用工业压力管道 ; 未焊透缺陷 ; 内压 ; 限尺寸 ; 容 安全评价
文献 标 志码 : A 文 章 编 号 :0 52 9 (08 0 -180 10 —85 2 0 )60 1- 4 中 图分 类 号 :H 9 T 4
c cm e neL (r i u fr c / 7 r e D)=10 5,. 5o e odt no nr r sr h v be oeb s g nt e m n m t da d ,. 0 2 nt n io i epe ue ae end n yui f i l et e o n hc i fn s ni的方法 , 对定为 4级的缺陷环向长度与管周 长比 L 竹 分别 为 10 5 0 2 /( D) ,. ,.5的根部 未焊透缺
陷进行 了内压作用下的静强度分析和局部减 薄缺 陷塑性失效安全评定 , 到了新的未焊透缺 陷的容限尺寸 , 得 扩大 了《 在
王 飞 ,陈 坡 ,金志江 ,陈海 云 ,王晓芳
( . 江大 学 化 工机械研 究所 , 江 杭 州 302 ; . 州市特种设 备检 测院 ,浙 江 杭 州 30 0 ) 1浙 浙 107 2 杭 103
摘 要: 针对《 在用工业管道定期检 验 规程》 未焊透缺 陷安 全状况 等级 划分 的保 守性 和局 限性 , 中 借助 有 限元手段 和
压力管道环焊缝缺陷安全评价
环 焊缝缺 陷进行 了安 全评 价 ,得 出了即使 管道 环 焊缝 中存在 相 对 深度 为 a S= . / 0 2的连 续性
未焊透缺 陷 ,管道也 不会发 生 弹塑性 断裂控制 的 失效破 坏的 结论 。
关键 词 压 力 管道 环焊缝 安 全评价 压 力容 器
0 前 言
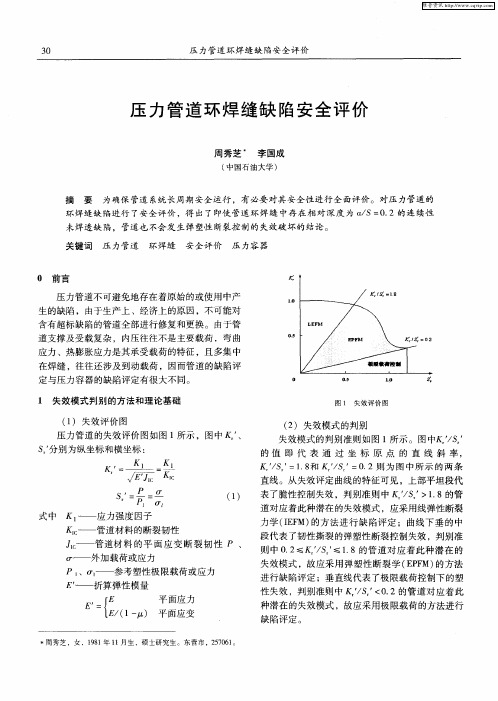
压力管 道不 可避 免地存 在着原 始 的或使用 中产 生 的缺 陷 ,由于生产 上 、经 济上 的原 因 ,不可 能对 含 有超标 缺 陷的管道 全部进 行修 复和更 换 。由于管
表 了脆性 控制失 效 ,判别 准则 中 K / >18的管 S . 道 IF 的方 法进 行 缺 陷评 定 ;曲线 下 垂 的 中 段代 表 了韧性撕 裂 的弹塑 性断裂 控制 失效 ,判别准 则 中02 r S . ≤K ' ≤18的管 道对 应 着此 种 潜 在 的 / . 失 效模式 ,故 应采 用 弹塑 性 断裂 学 ( P M) E F 的方法 进 行缺 陷评定 ;垂 直线代 表 了极 限载 荷控制 下 的塑 性 失效 ,判别 准则 中 K / < . S 0 2的管道 对 应 着此 种潜在 的失效 模式 ,故应 采用极 限载荷 的方法进 行
维普资讯
3 0
压 力管道 环焊 缝缺 陷安全 评价
压 力 管道 环 焊 缝缺 陷安 全 评价
含未焊透缺陷工业管道的强度分析与安全评定
V0 . 8 No 1 12 . F b2 1 e .0O
[ 环保 ・ 安全 ]
D I 036/ in1 5 8521.106 O: . 9js .0 - 9. 00.2 1 9 .s 0 2 0
c t i ri— ri n uta i l e f i —e et t n t au a en cl lt n hce i s n b reo f s v ei s r l p i s nt e m n r gh vlehsbe a u e a cekdw t d i y irn o n e c d i p en e l i se cad d he g aayi m to , en hl, e ft ae s sdb e ae s s et to fr r srp e oti n o p t nl s e d m a w i t i s e r a e e t ft a e m n h d o pe ue i na igi m le s h e h r a y s y h s ys s s e m s pc n c n e w l n fc ae ncm i dbn i 、 ro n t n l r sr l dn s ho g t nt hc iga ds e e i d et bsdo o bn e n t s na i ra e ue o ig.T ru hs e g c ekn n a t d ge s e d g oi d n e p s a r h fy
assme tte rs l h w ta ea o eic mpeewedn ee t crd4 d ge i o fe t e sft f ie ses n , eut so t b v n o lt ligd fcssoe e reddn ta c ae o p s h s h t h h t y p i elw s e slvl a d tec n ev t no ae iie to g lris e t r e o ri—evc n u t a n t o t s e e ,n h o srai f ft dvd d meh d i Reua p c i r n f srieid sr l h r o s y n n c ti o n i
压力管道完整性评价原理及案例介绍
<匕1•妾舍为讯庇2021年第1期设备与安全压力管道完整性评价原理及案例介绍王志成王超然江苏省特种设备安全监督检验研究院江苏南京210036摘要:介绍了管道完整性评价的原理及CEGB R6评定原理及程序,并给出了采用基于断裂力学的CEGB R6规范评价的应用案例。
管道完整性分析可以科学评价管道潜在失效事故的可能性,实现对管道运行过程的风险管理。
关键词:压力管道;完整性;合乎使用;评价;检验管道在实际使用过程中会由于各种各样的原因,如温度、压力,或由于焊接时产生的缺陷使管道的使用存在着一定的风险,这就要求我们要对这些管道进行安全评价,确定管道能否继续使用,能在什么情况下使用,还能使用多长的时间,即还有多长的寿命。
对于这些管道,一般采用完整性分析方法评价其合乎使用性。
合乎使用是指结构在规定的寿命期内具有足够的可以承受预见的载荷和环境条件(包括统计变异性)的功能。
管道完整性分析主要研究各种因素对管道强度、耐久性和损伤容限等性能的影响,从而对影响管道完整性的各种因素进行综合识别,科学评价管道潜在失效事故的可能性,实现对管道运行过程的风险管理。
1管道完整性评价原理管道在工作条件下产生结构性破坏的形式有断裂和塑性破坏。
断裂是由于管道结构存在面型(裂纹类)缺陷,在载荷作用下产生的主要失效形式,它的评定是采用断裂力学的理论加以解决。
而塑性破坏是由于管道结构所承受的载荷超过结构本身的塑性极限载荷而产生的破坏,在一定条件下含面型缺陷和体积型缺陷(如局部减薄)的管道结构都可能产生这类破坏。
失效评定图(FAD)是英国中央电力局(CEGB)1976年提出的一种含缺陷结构完整性评定技术,经3次修订已日趋成熟和完善。
该技术己被英国国家标准BS7910.美国石油协会标准API579合乎使用评价(FFS,Fitness For Service)和我国的国家标准《在用含缺陷压力容器安全评定》(GB/T19624-2019)所采用。
在用含未焊透缺陷工业管道的安全评定
㊀2021年㊀第1期Pipeline㊀Technique㊀and㊀Equipment2021㊀No 1㊀收稿日期:2020-09-10在用含未焊透缺陷工业管道的安全评定王海锋,郭㊀涛,周海彦(绍兴市特种设备检测院,浙江绍兴㊀312071)㊀㊀摘要:文中对检验中发现的一条含未焊透缺陷的工业管道,采用CAESARⅡ软件对其进行了应力分析,在此基础上,按照GB/T19624—2019中的方法对该管道进行了安全评定㊂结果表明:在正常操作工况下,管道缺陷处尚有较大的安全裕度,在评定周期内可以安全运行㊂关键词:工业管道;未焊透;CAESARⅡ;安全评定中图分类号:U173㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1004-9614(2021)01-0006-03SafetyAssessmentofIn⁃useIndustrialPipelinewithIncompleteWeldingDefectsWANGHai⁃feng,GUOTao,ZHOUHai⁃yan(ShaoxingSpecialEquipmentTestingInstitute,Shaoxing312071,China)Abstract:Inthispaper,anindustrialpipelinewithincompleteweldingdefectswasfoundintheinspection.CAESARⅡsoftwarewasusedtoanalyzethestress.Onthisbasis,thesafetyassessmentofthepipelinewascarriedoutaccordingtothemeth⁃odinGB/T19624 2019.Theresultsshowthatundernormaloperatingconditions,thereisstillalargesafetymarginatthepipelinedefects,anditcanoperatesafelywithintheassessmentperiod.Keywords:industrialpipeline;incompletewelding;CAESARⅡ;safetyassessment0㊀引言近年来,随着工业管道定期检验的全面开展,在射线检测中发现很多管道的对接环焊缝都存在未焊透缺陷㊂由于TSGD7005 2018‘压力管道定期检验规则 工业管道“[1]对未焊透缺陷的定级较保守[2-3],在实际检验中有较大比例的管道安全状况等级将被定为4级,需对缺陷进行处理,否则管道不得继续使用㊂而大量的工程实践经验表明,很多带有此类缺陷的管道经过长周期的运行并未出现问题,若进行修理或更换,会给使用单位造成损失㊂本文以定期检验中一条含未焊透缺陷㊁安全状况等级为4级的工业管道为例,采用管道应力分析软件CAESARⅡ,结合GB/T19624 2019‘在用含缺陷压力容器安全评定“[4]中的方法,对缺陷管道进行安全评定,以评价管道在评定周期内能否继续正常使用,为在用含超标缺陷工业管道安全评定的开展提供参考㊂1㊀含缺陷工业管道的情况简介某制药厂一条在用工业管道进行定期检验,在射线检测过程中发现所抽查环焊缝均存在整圈未焊透缺陷㊂该管道于2017年8月投入使用,2020年7月进行首次定期检验,压力管道的基本参数见表1,无保温层㊂按射线检测的结果,最严重的未焊透缺陷深度尺寸为1.5mm,沿轴向的宽度为1mm,缺陷部位为直管段环焊缝㊂根据缺陷尺寸,按照‘压力管道定期检验规则 工业管道“进行评级,该管道的安全状况等级为4级,应进行返修㊂但由于企业停工周期短㊁修复施工难度大,无法对缺陷进行修复,为了确保管道的安全运行和不影响企业正常生产,从合于使用的角度对该管道进行安全评定㊂表1㊀压力管道的基本参数管道级别管道规格/mm材质介质最高工作压力/MPa工作温度/ħ实测最小壁厚/mmGC2Φ76ˑ420#甲醇0.4常温3.92㊀管系应力分析为得到管道的实际受力状况,通过查阅管道的设㊀㊀㊀㊀㊀第1期王海锋等:在用含未焊透缺陷工业管道的安全评定7㊀㊀计㊁安装和竣工资料,并对现场管道走向㊁支吊架位置等情况进行实际查勘,利用CAESARⅡ软件建立管道的整体应力分析模型,如图1所示㊂图1㊀管道应力分析模型由CAESARⅡ软件推荐的工况进行计算,得到管道一次应力校核时节点处的最大综合应力值为61.517MPa,应力比率为47.3%;二次应力校核时节点处的最大综合应力值为33.627MPa,应力比率为12.8%㊂按照ASMEB31.3规范的校核准则,管道一次㊁二次应力的校核均满足要求㊂根据未焊透缺陷在应力分析模型中的节点位置,由计算可知,在操作工况(OPE)下,最严重缺陷处管道横截面的弯矩载荷M=0.065kN㊃m㊂3㊀管道的安全评定受检管道材质为20#,在检验中未发现材料脆化倾向,可以按照GB/T19624 2019标准附录H给出的评定方法,对管道未焊透缺陷进行安全评定㊂3.1㊀缺陷部位管道尺寸的确定假设检验周期初定3a,管道实测最小壁厚为3.9mm,则周期性腐蚀量C2=(4-3.9)ˑ3/3=0.1mm,管道计算壁厚T=3.9-0.1=3.8mm㊂管道外径实测最大值Do=76mm,外半径Ro=Do/2=38mm,内半径Ri=Ro-T=34.2mm㊂3.2㊀缺陷的规则化及无量纲化处理由射线检测结果可知,缺陷性质为整圈未焊透,最严重缺陷处的深度为1.5mm,缺陷沿轴向的宽度为1mm㊂按图2所示进行规则化处理,则轴向半长A=0.5mm㊁环向半长B=πRi=107.39mm㊁深度C=1.5mm㊂缺陷尺寸的无量纲化处理如下:相对轴向长度a=A/RoT=0.5/38ˑ3.8=0.042,相对环向长度b=B/(πRi)=1,相对深度c=C/T=1.5/3.8=0.395㊂图2㊀未焊透缺陷表征示意图3.3㊀材料性能数据的确定按文献[5]确定在评定工况下材料的屈服强度σs=245MPa,抗拉强度σb=390MPa㊂则材料的流变应力:σᶄ=σs+σb2=245+3902=317.5MPa3.4㊀无缺陷管道在纯内压和纯弯矩下的塑性极限载荷的计算在纯内压下的塑性极限内压:PL0=23σᶄlnRoRi=23ˑ317.5ˑln3834.2=38.63MPa在纯弯矩下的塑性极限弯矩:ML0=4σᶄR3o-R3i3=4ˑ317.5ˑ383-34.233=6.295kN㊃m3.5㊀免于评定的判别未焊透缺陷若要免于评定,则须同时满足下列条件:(1)管道结构符合设计制造要求;(2)Pmax/PL0ɤ0.3;(3)未焊透缺陷的相对深度c0不超过表2规定的容限值,其中c0=[C+(T0-T)]/T0㊂表2㊀压力管道未焊透缺陷容限值缺陷的相对环向长度b容许的最大缺陷相对深度c0bɤ0.250.450.25<bɤ0.500.400.50<bɤ0.750.350.75<bɤ1.000.25㊀㊀受检管道结构符合设计制造要求,且Pmax/PL0=0.4/38.63=0.01<0.3,满足条件(1)和(2),但相对深度c0=[C+(T0-T)]/T0=[1.5+(4-3.8)]/4=0.425>㊀㊀㊀㊀㊀8㊀PipelineTechniqueandEquipmentJan 2021㊀0.25,不满足条件(3),故该缺陷不能免于评定,应对其进行安全评定㊂3.6㊀缺陷管道在纯内压和纯弯矩下的塑性极限载荷的计算在纯内压下的塑性极限内压:PLS=pLSˑPL0(1)式中:pLS=0.95-(0.85+0.013a/b)Ae=0.864,Ae=c(aebc)1/3=0.1007,ae=min(3.0,a)=0.042㊂将相关数据代入式(1),计算得PLS=33.38MPa㊂在纯弯矩下的塑性极限弯矩:MLS=mLSˑML0(2)式中:mLS=(1-c)sinπ(1-bc)2(1-c)éëêêùûúú+csin(πb)2=0.605㊂将相关数据代入式(2),计算得MLS=3.808kN㊃m㊂3.7㊀安全性评价若式(3)的判据成立,说明该缺陷是安全或可接受的;否则,说明管道在操作工况下不能保证安全或不可接受㊂PPLSæèçöø÷2+MMLSæèçöø÷2ɤ0.44(3)P取管道最高工作压力值0.4MPa,将计算出的PLS=33.38MPa㊁M=0.065kN㊃m㊁MLS=3.808kN㊃m代入式(3),计算可得:PPLSæèçöø÷2+MMLSæèçöø÷2=0.00043<0.44通过计算可知,在正常操作工况下,该含未焊透缺陷的管道在评定周期内是可以安全运行的㊂4㊀结论(1)本文对检验过程中发现的超标未焊透缺陷进行了安全评定分析,详细介绍了评定步骤及计算过程,给出了管道安全评价的结果㊂结果表明:在正常操作工况下,缺陷处尚有较大的安全裕度,在评定周期内可以安全运行,满足合于使用要求㊂(2)对部分含超标缺陷安全状况等级定为4级的工业管道,在企业由于各种原因无法及时进行返修的情况下,可以采用安全评定的方法对管道的安全状况进行评估,在保证管道安全运行的前提下,进一步发挥了在用含缺陷管道的使用经济性㊂参考文献:[1]㊀国家质量监督检验检疫总局.压力管道定期检验规程工业管道:TSGD7005 2018[S].北京:新华出版社,2018:13-15.[2]㊀梁文军,陈坡,盛水平,等.含未焊透缺陷压力管道极限载荷数值分析[J].轻工机械,2008,26(5):113-116.[3]㊀张叔自.对‘在用工业管道定期检验规程“(试行)几个问题的探讨[J].化工设备与管道,2005,42(1):21-23.[4]㊀国家市场监督管理总局.在用含缺陷压力容器安全评定:GB/T19624 2019[S].北京:中国标准出版社,2020:105-110.[5]㊀国家质量技术监督局.工业金属管道设计规范:GB50316 2000[S].北京:中国计划出版社,2008:104.作者简介:王海锋(1985 ),工程师,硕士研究生,主要从事承压类特种设备的检验检测工作㊂E⁃mail:sxwhf20@163.com。
在用含未焊透缺陷工业管道的安全评定
在用含未焊透缺陷工业管道的安全评定摘要:近年来,随着工业管道定期检验的全面开展,在射线检测中发现很多管道的对接环焊缝都存在未焊透缺陷。
由于TSGD7005—2018《压力管道定期检验规则—工业管道》对未焊透缺陷的定级较保守,在实际检验中有较大比例的管道安全状况等级将被定为4级,需对缺陷进行处理,否则管道不得继续使用。
而大量的工程实践经验表明,很多带有此类缺陷的管道经过长周期的运行并未出现问题,若进行修理或更换,会给使用单位造成损失。
本文基于在用含未焊透缺陷工业管道的安全评定展开论述。
关键词:未焊透缺陷;工业管道;安全评定引言由于焊接、管理不善等原因,压力管道中不完整的贯穿缺陷很常见。
因此,对国内外有不完全渗透缺陷的压力管道的安全评估进行了大量研究,并制定了相关的标准和规范,如欧洲工业结构完整性评估方法(SINTAP)、美国EPRI评估规则、英国缺陷结构完整性评估标准(R6)。
目前压力管道的安全评估方法主要有以下几种:局部减薄缺陷塑性失效评估法、简化因子评估法、净截面塑性失稳准则、ASMEIWB-3650压力管道缺陷评估法、失效评估图(FAD)法、中低压管道焊缝单侧未焊透缺陷安全评估法。
1我国现行工业管道未焊透缺陷评级标准与规范在我国现行的与工业管道未焊透缺陷评定相关的标准和规范中,《有缺陷可重复使用压力容器安全评定》(GB/T19624-2004)给出了压力管道直管段体积缺陷的安全评定方法,《现场设备和工业管道焊接工程施工及验收规范》(GB/T50236-98)对设备、施工和用户的要求比其他规范更严格,但,后者在满足安全运行要求的基础上,兼顾了我国在用工业管道的实际情况和企业运营成本,可操作性强。
因此,本文采用后者对在用工业管道的不完全贯穿缺陷进行安全等级评定。
2案例分析检查说明:在对工业管道进行全面检查时,现场半径检测发现了未焊接的焊缝,具体参数如下:管道编号:HG04-200-1.6A2-(H.60)、管道等级:GC2、管道外径(D)219mm、管道壁厚介质:化学物质,壁厚测量没有显着减小(确定介质基本上不受材料腐蚀),射线检测缺陷的性质:未焊接,根据放置的特定试验块确定自己的高度(h)2.0mm,缺陷长度453.83mm为此,我们使用断裂弹性模型对正在使用的缺陷压力管道进行了兼容性评估,以确定缺陷是否满足使用要求。
压力管道定期检验-无损检测
(2)在实际工况下,材料韧性良好,并且未出现材料 性能劣化以及劣化趋向;
(3)壁厚局部减薄以及其附近无其他表面缺陷或者埋 藏缺陷;
(4)壁厚局部减薄处剩余壁厚大于2mm; (5)管道不承受疲劳载荷。
5、其他 一)RT检测时必须放置对比试块; 二)对比试块的高度需和需要和评级时需要对比
3、扩拍要求
抽查发现安全状况等级3级或者4级的缺 陷,应当增加抽查比例,增加的抽查比例 由检验人员与使用单位结合管道运行参数 和实际情况进行协商确定。
注:对于3级的缺陷尽量进行返修,否则下 次检验周期不一致,会增加企业定检压力。
4、缺陷描述
(一)咬边
GC1咬边深度不超过0.5mm,GC2、GC3咬边 深度不超过0.8mm,不影响定级,否则,应打磨 消除,并且按照局部减薄评级。(咬边缺陷描述: 深度,长度(打磨消除))
(五)未熔合
GC1级管道的单个焊接接头未熔合总长度不大
于焊接接头长度的50%时,按照表4-4定级,否则 定为4级;GC2级、GC3级管道未熔合的长度不限, 按照表4-4定级。 (未熔合缺陷描述:长度,自身 高度)
有效厚度
安全状况等级
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算 得 i =1 , 7 3 2 m m。
管基 本参数
某化 工企 业聚酯 工艺 的压力管道 , 经 无 损 检 测 发 现, 在 直管 段 与 弯头 焊 接 部 位存 在 未焊 透 的超 标 缺 陷 , 见图1 。管道 的 基 本 参 数 见表1 , 其 保温 层 厚 1 0 0 mm ; 检 验
根 据 国质 检 锅 【 200 3】 1 0 8号 《在 用 工 业 管 道 定 期 检 验 规 程 》,未 焊 透 缺 陷 按 局 部 减 薄 定 级 。 根 据 缺 陷尺 寸该 管道 安全 状况 等级 应 定为 4 级 , 可 按 GB/ T1 9 6 2 4 —2 00 4《 在 用 合 缺 陷 压 力 容 器 安 全 评定 》 进 行 评 定 。根 据 标 准 对 未 焊 透 缺 陷 进 行 规 则 化 处 理 。 得 到 长 2 c =6 5 am , r 深a = 1 . 5 mm 的表 面 裂 纹 , 其等 效 裂 纹长 度 为:
型 ,见 图2 。
‘
.
竹道材质
缺I : f i 长 度
2 0 #
6 5 am r
1 : 道 格
缺 深 度
击 8 8 . 9 4 . 5
1 . 5mm 4 . 3 4mm 1 . 1MP a 3 3 0 ℃ 导热 i l l I
测最 小J 厚 塌I I 作 瓜 操 作 参 数 最 高 : 作 温 度 介质
P . 7 2
防范 质 量 安 全 风 险 P r e v e n t T h e Qu a l i t y R i s k
栏 目责编 / 陆一 l u y i 7 4 3 1 7 5 @1 6 3 . c o m
评估 , 结 果 表 明在 低 应 力 情 况 下4级 未 焊 透 缺 陷 不 影 响 管 道 的 安 全 运 行 。前述 研 究 多 针 对 压 力 管道 直管 段 的 安
验过程中, 发 现 许 多 管 道 的 焊 接 缺 陷 均 为 4级 缺 陷 , 按照 《 规程》 应 停止 使 用 。而 大 量 的 工程 应 用 表 明 , 有 很 大 比例 的 此 类 管 道 在 实 际 使 用 中 并 未 出 现 过 问题 , 这 种 定
级 具 有 较 大 的 保 守 性 。许 多学 者相 继 开 展 了对 于压 力 管 道 的 安 全 评 定 方 法 的研 究 。
防范 质 量 安 全 风 险 P r e v e n l T h e Qu a l i t 3 R i s k
文l 王敏 唐萍 凌张伟 金南辉 雷胜 军
压 力管 道 是 一种 输 送 易 燃 、易爆 、 有毒、 强 腐 蚀 性介质 的 危 害 性较 大 的 特 种 承压
设备, 广 泛应 用 于 石油 、 化工 、 能源 、 钢铁等领域 , 其安 全 性 能 要 求高 。 其 中未 焊 透 缺 陷 是 压 力 管 道 最 主 要 且数 量 最 多的 一 种 焊接 缺 陷 , 对 压 力 管道 的安 全 构 成 严重 的威
其 中金 志 江等 人研 究 了复 杂 载 荷 下含 未 焊 透 缺 陷压 力 管道 的 塑 性 极 限载 荷 分 析 。 建 立 了基 于 内 压/ 弯矩/ 扭 矩 复 杂 载 荷 作用 下 的 含未 焊 透 缺 陷 工 业 压 力管 道 塑 性 极 限 载
荷理 论方法 ; 李 政 林 、孟 昭 北 等 人 对 含 缺 陷 管道 进 行 了安 全 评 定 ;王 晓 芳 等人 采 用 修 订 的 直 管段 安 全 评 定 方 法 对 弯 头 与 直管 连 接 焊 缝 位 置 处 未 焊 透 缺 陷 进 行 了安 全
全评定 , 且 目前 ,国家 标 准 GB/ T1 9 6 2 4 —2 0 0 4《 在 用 含 缺 陷 压 力 容 器 安 全 评 定 》附录 G、H也 仅 规 定 了压 力 管 道 直 管段 的 安 全 评定 方 法 , 而 对 于压 力 管 道 弯 头 焊缝 位 置 处 缺 陷 的 评 定 方 法 并 未 明确 规 定 ,因此 , 针 对此 种 情 况, 本文以某化工企 业聚酯工艺的压力管道为例 , 依 据 GB/ T1 9 6 2 4 —2 0 0 4, 采 用 考 虑 影 响 因 素 更 为 全 面 的 平
! I
一
计 定温度 下 材料屈服 度
1 5 3MP a
管道应力分析模型
为减小局部 结构 模型 、 约 束 等 对 缺 陷 位 置 处 受 力
过 程 中, 该 管道 以1 . 5 倍 的 设 计压 力 进行 耐 压 试 验合 格 。
情 况 的影 响 , 得到更符合实 际的管道受力情况 , 首先 ,
建 立 整 体 管系 的 应 力 分析 模 型 , 计 算得 到管 系 的 实 际 受 力状况 。 根 据管道规 格、 工 艺流程 、 支 吊架 安 装 图纸 及 现场 勘察 , 采 用 CAES AR I I 软 件 建 立 管 系 应 力 分 析 模
=
) a
面缺 陷简 化 评 定 方 法 。 对 弯 头 焊 缝 位 置 处 含未 焊 透 缺 陷
的管 道 进 行 了安 全 评 定 。
其中:
¨ 。 一 o - 。 。 + - 0 . 5 4 + o . x , J 』 I , i J 2[ + 0 I 5 一 + t ( - 一 州( )