压铸件成本核算完整版
铸造业成本核算制度分步法

铸造业成本核算制度分步法背景铸造业是一个成本较高的行业,不合理的成本分配可能对企业发展带来负面影响。
因此,建立科学的成本核算制度势在必行。
步骤以下是铸造业成本核算制度的分步法:第一步:区分成本种类首先,需要将成本分为直接成本和间接成本。
直接成本是与生产直接相关的成本,如原材料、工人工资等;间接成本是与生产间接相关的成本,如厂房租金、物业费等。
第二步:计算直接成本计算直接成本是非常重要的一步,主要包括以下两个方面:1.原材料成本:原材料成本是铸造业的主要成本之一,计算方式为:原材料单价 × 原材料用量。
2.工人工资:工人工资也是铸造业成本的重要组成部分,计算方式为:每小时工资 × 工时。
第三步:计算间接成本计算间接成本同样需要注意以下事项:1.分摊方法:通常采用人工、机器等因素进行成本分摊,分摊方式应在核算制度中进行详细规定。
2.计算公式:计算方法为:总间接成本 ÷ 总生产量。
第四步:核算制度的完善将以上成本核算分步法汇总起来,得出的成本数据为铸造业实际成本,但需要制定合理的核算制度,才能更好地管理成本。
具体可以从以下几个方面进行完善:1.优化产品结构:不同产品结构的成本核算会有所不同,因此可以根据产品结构来制定相应的核算制度。
2.完善考核制度:企业可根据实际情况,设计适合的考核制度,以达到更好的成本管理目的。
3.逐步完善系统:在完善核算制度的同时,也需要完善相应的系统建设,以提高工作效率和精度。
总结以上是铸造业成本核算制度的分步法,铸造企业可以根据自己的实际情况,制定合理的成本核算计划和管理制度,以提高成本控制能力和核算精度,进而推动企业可持续发展。
铸件成本核算
铸件成本核算
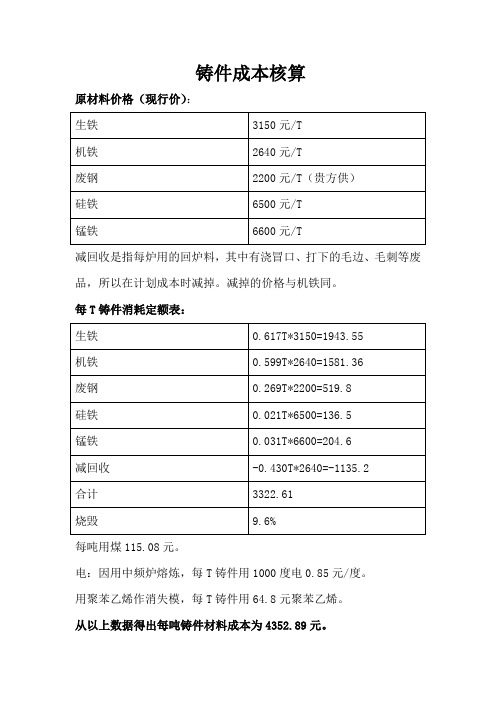
原材料价格(现行价):
减回收是指每炉用的回炉料,其中有浇冒口、打下的毛边、毛刺等废品,所以在计划成本时减掉。
减掉的价格与机铁同。
每T铸件消耗定额表:
每吨用煤115.08元。
电:因用中频炉熔炼,每T铸件用1000度电0.85元/度。
用聚苯乙烯作消失模,每T铸件用64.8元聚苯乙烯。
从以上数据得出每吨铸件材料成本为4352.89元。
根据《全国机电工业铸件出厂价计算办法》基准件每吨耗用工时为56.7时/T.
即计划成本=每吨用的工时数总工时
总工时费用成本
每吨铸件材料成本⨯+
=7.56249236
9621037
89.4352⨯+
=6541.63
增值税:由于铸件价格低,处于亏损状态,所以增值很少,但各级政府规定,只要开票必须纳税,所以增值税按8%计,计划成本利润率按5%计。
即:
T /7537%
8105
.163.6541元=基准价格=-⨯。
MG压铸件成本分析表.doc

產品成本分析表- MG產品類別Product Type :客戶Customer:產品名稱Product Name:產品編號Product Numbe:r收到日期Date: 非汽車類Non-auto 銷售形工作天工作小時班次Shift海關退內銷直接轉廠一般出口出口貿易人工26 12.50工資匯率6.01410Curr匯率0.77602Curr付款條款RMB/HRMB/1URMB/1香港及國成本分析資料機器效率訂單單位量/Unit原料噴砂磨光部震機部外發壓鑄部CNC 二次加工部水安拋陽沖校校檢小噴進廠價出啤小CNC CNC CNC CNC CNC 檢小沖刮打鑽搭小前噴噴小磨磨打打檢小產品信息工序: 口定光極重處加加加加加震( ¥/T) 模時水批批處砂夾氧熔理工工工工工机成全15876 數產口正 1 計 1 2 3 4 5 查計鋒鋒磨孔牙計理砂計口光磨磨查計 1 正查計化粉本檢標準工序成本: 17.15 1出400 4.27 12.5 12.5 30 50 50 50 50 50 12.5 21 21 21 21 21 21 21 12.5 180 12.5 33 33 33 33 12.5 86 12.5 12.5生產力或數量: 1 1 損 5.0 0.5 0.5 0.5 6.4 0.5 0.5 3.0 0.5 0.5 1.0 5.9 3.0 1.0 7.3 1.5 3.0 1.5 5.9 1.5 3.0 1.5 1.5 7.3 2.0 1.0 1.0 4.0 2.0 2.0 損耗: 00.5 0.5 0.5 1.0 1.0% % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % % 耗#DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI產品成本: 0.00V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 設備配置:4. 4.模、夾具配置: #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V #V 5 5模、夾具成本: 小計: 原料#VALUE#VALUE#VALUE#VAL#VALUE#VALUE#VA #VA #VA #VA #V #VA #VA #VA #VA #VA #VA #V #VA #V #VA #VA #VA #VA#VA#VLUE LUE LUE LUE AL LUE LUE LUE LUE LUE LUE AL LUE AL LUE LUE LUE LUE LUE AL噴油部裝配部包裝/裝配物料#VALUE#VALUE#VAL0 0進廠價前噴油天固打噴油天固打噴油天固打移移固脫全小檢裝包小紙膠隔刀貼卡小大陸到工序:( ¥/T) 處底拿化面拿化光拿化印化運運15876 理油漆水劑磨油漆水劑磨油漆水劑磨印油劑油檢計查配裝計箱袋紙卡紙板計(卡(散12. 12. 12. 0.0標準工序成本: 17.15 12.5 600 300 60 186 12.5 600 360 60 186 600 172 165 186 30 650 186 0.8 19 19 19 64 128 0.745 5 5 2生產力或數量: 0 0 0 0 0 0 0 1 1 0 02.0 10. 6.0 6.0 2.5 2.5 2.5 7.3損耗: 3%10.0% 10.0% 10.0% 5.0%#DI #DI #DI #DI #DI #%D I#DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #DI #0D%I#0D%I#0D%I#%D I#%D I#%D I#%D I#DI 0.0 #DI #DI #DI #DI #DI #DI #DI產品成本: 0.000.00V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 V/0 0 V/0 V/0 V/0 V/0 V/0 V/0 V/0設備配置: 產品成本模、夾具配置: #V #V #V #V #V #V #V #V #V #V #V #V #模、夾具成本: 小計:#VA LUE 原材料 小計: 0.00 成本百分率:#DIV/0!#VALUE 加 成 工 本 #VA #VA LUE LUE 小 計百: #DIV/0! 分 #DIV/0! 表 成 面 本 #VA LUE #VA #VA 小L UE LUE 計百: #DIV/0! 分 #DIV/0! #VA LUE外 成 發 本 #VA #V LUE AL 小 百計: #DIV/0! 分 #DIV/0!#VA LUE #VA LUE 外 成 購本 #VA LUE #V 小AL 百計: #DIV/0! 分#DIV/0!模 成 夾本 模具成本 小 0模具成本 運百計:#VALUE! 分#VALUE!成 輸 本產品表面積:dm2產品Mar產品外尺寸: mm 模夾具M壁厚:mm備注:簡 圖銷售經理 *. 以上產品之外觀收貨標準請根據附件 DFM 之內容標注在給客戶的報價單上。
压铸件加工价格计算办法

有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.13.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸成本计算方法

压铸成本计算方法1. 嘿,你知道吗?压铸成本计算那可得搞清楚材料费用呀!就好比做蛋糕,面粉不就是很关键的材料嘛,这可是一大笔开销呢!比如我们做一个压铸零件,那材料成本不就得好好算算。
2. 还有啊,加工费也不能小瞧!这就像给房子装修,工人的工钱可是要占不少比例的呢!做压铸产品加工也是一样呀,加工费得算仔细了。
比如说一台机器运作一小时得花多少钱。
3. 模具费用呢,这可重要啦!你想想,模具就像是钥匙,没有它可不行。
就好比去开门,没钥匙怎么进得去呀!像做一批特定的压铸产品,模具费用就不能忽略呀。
4. 水电费你可别不当回事儿!它就像生活中的小开支,积累起来也不少呢!压铸过程中机器运行要用不少电和水吧,这就是成本呀!比如一个月水电费花了多少。
5. 废品率也是要考虑的哦!哎呀,要是做蛋糕做坏了几个,那不就浪费了嘛。
压铸也会有废品产生呀,得把这部分的损失算进去。
就像有时候压铸出来几个不合格的产品。
6. 管理费用可不能忘呀!这就像是一个团队的指挥棒,得花钱来维持呢!想想压铸工厂的运营管理,是不是要有人力物力呀,这也是成本哟!比如说管理人员的工资之类的。
7. 包装费用也得算上呀!包装就好像给产品穿上漂亮衣服,也得花心思和钱呢!像压铸产品包装起来运出去,这包装的费用可不能不算。
比如用了多少纸箱子和包装材料。
8. 设备折旧也是成本呢!设备用久了会老化会贬值呀,就像你的手机用久了也没那么值钱了吧!压铸设备也一样呀,要把折旧的部分算进来呢。
比如说每年设备要折旧多少。
9. 人工成本绝对不能漏呀!这就像盖房子的工人,他们的工资可是要付的呀!压铸生产线上的工人工资等,都是我们要算进去的成本呢!比如一个工人一天的工资是多少。
总之,压铸成本的计算可不简单呀,这方方面面都得考虑到,一个都不能少!不然怎么知道赚不赚钱呢!。
铸件成本核算方法

铸件成本核算方法,冲天炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁75%,废钢25% 硅铁0.6% 锰铁 1.3% 焦铁比1:7 新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2240X1.1X75% =1837 元废钢=2000X1.1X25% =550 元硅铁=4700X1.1X0.6% =31 元锰铁=4950X1.1X1.3% =71 元焦炭=1170X1.1X14.3% =184 元吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
吨铁水熔化成本=130+184+15X5+71+31= 491 元2,球墨铸铁(QT400-15 QT400-18 QT450-10 QT500-7)配料:新生铁95%,废钢5% 硅铁 1.6% 锰铁0.3% 焦铁比1:7球化合金 1.6% 新生铁,废钢按10%消耗。
(1 ),吨铁水熔化材料成本:新生铁=2330X1.1X95% =2435 元废钢=2000X1.1X5% =110 元硅铁=4700X1.1X1.6% =83 元锰铁=4950X1.1X0.3% =17 元焦炭=1170X1.1X14.3% =184 元球化合金=7300X1.1X1.6% =128.5元吨铁水熔化材料成本=2435+110+83+17+184+128.5=2957.5 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁,球化合金。
吨铁水熔化成本=130+184+15X5+83+17+128.5= 617.5元,电炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁80%,废钢20% 硅铁0.5% 锰铁 1.3% 新生铁,废钢按10%消耗。
(1 ),吨铁水熔化材料成本:新生铁=2240X1.1X80% =1971.2元废钢=2000X1.1X20% =440 元硅铁=4700X1.1X0.5% =25.85 元锰铁=4950X1.1X1.3% =71 元电费=吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
铸造厂成本核算
铸造厂成本核算为加强成本管理,更好地组织本公司的成本核算,提供真实客观的成本信息,根据公司现状,特制定此成本核算办法。
一、公司实行一级核算制。
以后随着生产规模扩大,将采用分步法实行班组、车间、公司三级核算。
二、成本核算任务:(1) 认真贯彻执行国家有关成本计算的法令和制度,正确及时地计算反映生产过程中所发生的各项成本。
(2) 准确、合理地计算产品总成本和单位成本,掌握计划成本的执行情况;分析成本资料,提供降低成本措施。
(3) 建立定期盘点制度,正确计算产成品和在产品成本,划清开支界限,为销售定价提供依据。
三、产品成本计算对象1、灰口铸铁(下可细分)2、球墨铸铁(下可细分)四、成本的计算方法:暂按品种法,以后待产量饱和后如形成批量则采用逐步结转法。
品种法是以产品品种为产品成本计算对象,归集和分配生产费用,计算产品成本的一种方法。
主要适用于大量大批单步骤生产企业,但我公司现状是尚未形成大批量生产,且企业生产规模较小,管理上暂不要求提供各步骤的成本资料,所以采用品种法计算产品成本。
五、实施本法应具备的前提条件1、集团公司或铸造车间技术或工艺人员必须制定出全部产品的技术标准,包括毛坯单重、成品单重和材质,形成技术文件。
2、要有所有产品的材料消耗定额(最基本的须有QT和HT的主材消耗定额。
)3、生产车间须准确统计各工段班组材料消耗情况及工时发生情况。
以上三点是成本计算准确性的关键,且为进行成本分析与管理的基础,也是对车间进行绩效考核的主要依据。
六、费用的归集:a) 原主材料(金属投炉料),原主材料范围:生铁、废钢、回炉铁、硅铁、锰铁等。
车间领用时开据《材料领料单》,必须分清某种产品使用,在领料单用途栏中注明,也可简明标注批单号,稀有金属一定标注该材料用于哪种产品。
仓库保管员在仓管软件中据以输入成本对象,材料会计依仓库管理软件月终编制《月份材料出库汇总表》并按成本对象区分主材与辅助材料,记账凭证只附材料出库汇总表,故应由车间主任及领料员签章后报给财务部。
—吨合格铸件成本核算
考虑铁水 利用后的 铁水成本
工艺出品率
项
目
单位 新砂 树脂 乌洛托品 硬脂酸钙 505胶水 石墨粉 煤
kg kg kg kg kg kg kg
单耗 数量
材料单价 (不含税)
单位成本
辅助材料 造型、砂 处理成本
辅助小计
地模 新砂 陶土 煤粉
kg kg kg
模具费
辅助小计 模具
制芯 设备用油
维修材料
电耗 人工成本 造型后的 铸件成本 小计
铁水辅材小计
化验费用 炉体维修材料费用
铁水低值 铁水包维修材料费用 材料 浇包维修材料费用
设备维修材料费用
铁水低值材料小计
铁水电耗
电耗小计
直接看炉人工工资 炉前吊铁水工人工资 称料人员工资 工人保险等费用
kwh
铁水人工小计
熔炼(铁水)成本合计
铁水平均利用率(材料氧化和铁水飞溅)
考虑铁水 利用后的 铁水成本
人工成本 电耗 合计
小计 电耗小计
kwh
铸造报价计算表
单耗
项
废钢 铁销
目
配料比例(%) 单位
kg kg kg kg kg
数量
材料单价 (不含税)
单位成本
铁水主材
回炉料 生铁(18#) 75#硅铁
铁水主材小计
除渣剂(珍珠岩) 增碳剂 硫铁 磷铁
kg kg kg kg 个 kg kg 个
铁水辅料 快速热电偶
75SiFe孕育剂 SiBaCa孕育剂 定碳杯
低值材料小计 电耗小计
造型人员工资 保险等费用
kwh
人工小计
单位成本
产品合格率
造型后考虑了合格率的半成品成 本
铸件成本核算
件成本核算表 运输费(元/ 吨) 350.00 包装费(元/ 税收(10.8%) 吨) 300.00 2914.49 合计 29900.49
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.23 铸造加工费 税收(10.8%) (元/件) 6.00 2.72 合计 27.95
铸件成本核算表 运输费(元/ 吨) 700.00 包装费(元/ 税收(10.8%) 吨) 300.00 0.00 合计 35336.00
合计加工费的铸件成本核算表 包装费(元/ 毛坯重量(千 单件前述费 吨) 克) 用(元/只) 300.00 0.80 19.84 铸造加工费 税收(10.8%) (元/件) 3.00 0.00 合计 22.84
论吨合计加工费的低压铸件成本核算表 A00铝价(元/ 铝(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 14000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 15200.00 5000.00 损耗(8%) 0.00 热处理费(元 抛砂费(元/ /吨) 吨) 3600.00 0.00 运输费(元/ 吨) 700.00
论吨合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 损耗(8%)(元 铸造加工费 热处理费(元 抛砂费(元/ 吨) (元/吨) /吨) (元/吨) /吨) 吨) 15200.00 1500.00 1336.00 6000.00 1800.00 500.00
论件合计加工费的铸件成本核算表 A00铝价(元/ 铝锭加工费 吨) (元/吨) 17700.00 1500.00 损耗(8%) 1536.00 热处理费(元 抛砂费(元/ /吨) 吨) 1800.00 500.00 运输费(元/ 吨) 700.00
压铸件-加工价格计算办法
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸件成本核算
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
压铸件成本核算,以亿高的脚踏为例:
1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。
2、材料费:产品重量+损耗(3~5%)乘以材料价格。
后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+)*分/g=500分=5元/件。
(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。
)
3、合模费:由人工+水电+压铸设备折旧费构成
具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。
压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。
比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,万1年,2000块1月,66块1天,元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为元/件;人工:按100元每天,均摊到500个则为元/件,总计合模费:元/件。
4、熔炼费
计算方法暂不详。
每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)
5、后处理费用
主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱)
6、包装运输费用
按包装数量均摊+运输费(根据距离而定)。
7、模具均摊
开模费用为万按10万模的使用寿命,均摊元/件。
8、税点和利润
税点计7%,利润计10%。
总计:(5+++++)**=8元/件。
9、压铸机台费用+使用过程中还有一些易损件均摊费用
180T:元/啤;250T:元/啤;400T:元/ 啤;500T:元/啤;
650T:12元/啤; 800T:元/啤;1000T:元/啤 1250T:元/啤
冲头上的密封环,约2000块一个,可以使用约3万次,一个均摊约元成本。
10、压铸模具费用
材料国内多使用进口日本牌号材料
如H13、SKD61、8407来制作型芯型腔;模架多为45#钢。
11、原材料价。