【工程文档】储罐壁板高度检查记录
立式圆筒形储罐组装质量检验记录

6
8
8
100%
底圈半径偏差
±19
444源自100%罐壁角变形水平方向
≤12
7
14
14
100%
垂直方向
≤12
6
16
16
100%
罐壁垂直度
≤65
8
8
8
100%
局部凹凸变形
罐底板
≤50
16
12
12
100%
罐壁板
水平方向
≤15
8
8
8
100%
垂直方向
≤15
6
16
16
100%
固定顶
≤15
6
10
10
100%
浮顶
符合设计文件和规范要求
检验结论:
检验结果符合设计文件和规范GB50128-2005《立式圆筒形钢制焊接储罐施工及验收规范》的规定。组装质量合格。
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
立式圆筒形储罐
组装质量检验记录
工程名称:xxx有限公司工位空调--制冷站水蓄冷改造工程
单元名称:3000m3拱顶罐制作安装
设备名称
3000m3拱顶罐
设备位号
结构型式
拱顶罐
规格
Φ15000×16280
容积
3000m3
材质
Q235B
项目
允许值
mm
实测最大值
mm
检查点数
合格点数
合格率
%
储罐几何尺寸检查记录

凹凸度偏差
拱顶局部凹凸度偏差
浮顶导向支柱垂直度
内浮顶环形边缘侧板垂直度
结论:
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年 月 日
(项目名称)
Q/SY 1476--2012
SY03-D002
单项工程
单项工程编号
单位工程
单位工程编号
设备名称
位号
规格尺寸
容 积(mБайду номын сангаас)
序
号
项目
允许值
(mm)
实测最大值(mm)
其他测量位置/数值
罐体高度偏差
罐壁垂直度偏差
罐底圈水平半径偏差
罐底局部凹凸度偏差
罐壁内表面局部凹凸度偏差
浮顶单盘板局部凹凸度偏差
储罐几何尺寸检查记录

90°/23、180°/28
3
罐底圈水平半径偏差
±13
8
/
4
罐底局部凹Байду номын сангаас度偏差
≤2%L且≤50mm
25
90°/13、180°/18
5
罐壁内表面局部凹凸度偏差
≤15
5
90°/2、180°/4
6
浮顶单盘板局部凹凸度偏差
/
/
/
7
内浮顶内浮盘板局部凹凸度偏差
/
/
/
8
拱顶局部凹凸度偏差
≤15
6
90°/4、180°/5
(项目名称)
储罐几何尺寸检查记录
单位工程名称:
单位工程编号:
储罐名称
位号
T-68001
规格尺寸
φ5500 H=11429mm
公称容积
200m³
序号
项目
允许值(mm)
实测最大值(mm)
其他测量位置/数值
1
罐体高度偏差
≤0.5%H且≤50mm
35
90°/25、180°/28
2
罐壁垂直度偏差
≤0.4%H且≤50mm
9
浮顶导向支柱垂直度
/
/
/
10
内浮顶环形边缘侧板垂直度
/
/
/
结论:
建设单位
监理单位
施工单位
专业工程师:
年月日
监理工程师:
年月日
质量检查员:
技术负责人:
年月日
最新SY03-A036压力容器大型储罐焊接施工检查记录(T8005B壁板)

新疆独山子天利实业总公司4万吨/年粗汽油中苯乙烯回收利用项目新建罐区
单项工程编号
8000-02
单位工程
罐区储罐制安工程
单位工程编号
8000-02-03
设备名称
C8+馏分罐
设备位号
T-8005B
设备类别
常压
材质牌号
Q235B
焊接材料
CHE427 Ф3.2
焊接方法
SMAW
加热方法
/
清根方法
磨光机打磨
L6-1
866
4.15
/
/
/
合格
L6-2
866
4.15
/
/
/
合格
L6-3
860
4.15
/
/
/
合格
L6-4
860
4.15
/
/
/
合格
L6-5
860
4.15
/
/
/
合格
L6-6
865
4.15
/
/
/
合格
L6-7
865
4.15
/
/
/
合格
L6-8
865
4.15
/
/
/
合格
焊条扩散氢含量复验报告编号:
监理单位
总承包单位
焊接材料
CHE427 Ф3.2
焊接方法
SMAW
加热方法
/
清根方法
磨光机打磨
焊缝编号
焊工
编号
焊接
日期
预热
温度(℃)
层间
温度(℃)
后热
温度(℃)
表B.0.7 立式储罐底板预制检验批质量验收记录
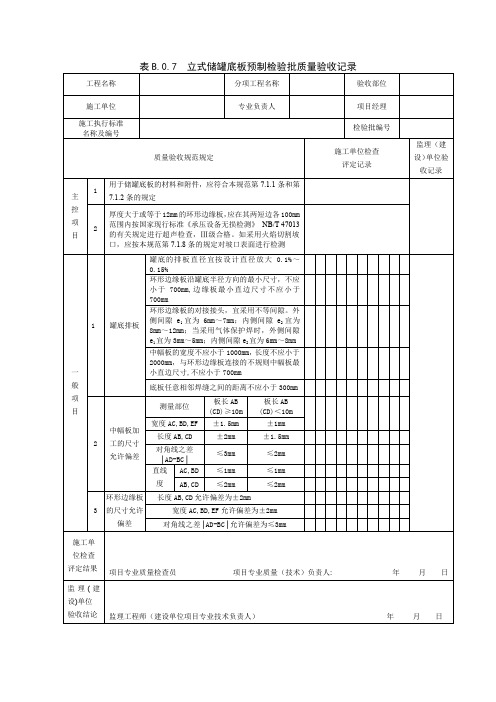
底板任意相邻焊缝之间的距离不应小于300mm
2
中幅板加工的尺寸允许偏差
测量部位
板长AB
(CD)≥10m
板长AB
(CD)<10m
宽度AC,BD,EF
±1.5mm
±1mm
长度AB,CD
监理(建设)单位
验收结论
监理工程师(建设单位项目专业技术负责人)年月 日
表B.0.7 立式储罐底板预制检验批质量验收记录
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准
名称及编号
检验批编号
质量验收规范规定
施工单位检查
评定记录
监理(建设)单位验收记录
主控项目
1
用于储罐底板的材料和附件,应符合本规范第7.1.1条和第7.1.2条的规定
2
厚度大于或等于12mm的环形边缘板,应在其两短边各100mm范围内按国家现行标准《承压设备无损检测》NB/T 47013的有关规定进行超声检查,Ⅲ级合格。如采用火焰切割坡口,应按本规范第7.1.8条的规定对坡口表面进行检测
±2mm
±1.5mm
对角线之差
│AD-BC│
≤3mm
≤2mm
直线度
AC,BD
≤1mm
≤1mm
AB,CD
≤2mm
≤2mm
3
环形边缘板的尺寸允许偏差
长度AB,CD允许偏差为±2mm
宽度AC,BD,EF允许偏差为±2mm
对角线之差│AD-BC│允许偏差为≤3mm
施工单
储气罐基础检查
检查范围:
水平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
基础检查记录
单位工程名称:块煤跳汰车间设备安装
设备名称:储气罐位置号:352
单位工程名称:压滤车间设备安装
设备名称:储气罐位置号:824
检查范围:
1水平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
基础检查记录
单位工程名称:末煤车间设备安装
垂直:垂直度为90°符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
基础检查记录
单位工程名称:块煤跳汰车间设备安装
设备名称:储气罐位置号:351
检查范围:
水平:水平符合设计要求。
单位工程名称:压滤车间设备安装
设备名称:储气罐位置号:823
检查范围:
1.水平:水平符合设计要求。
2.垂直:垂直符合设计要求。
(整理)SY03-A036压力容器大型储罐焊接施工检查记录(T8005B壁板)
/
CHE427 Ф 3.2
清根方法 磨光机打磨
后热 温度
(℃)
线能量 焊缝外观
kJ/cm
质量
/
合格
/
合格
L7-3
860
4.8
/
/
/
合格
L7-4
865
4.8
/
/
/
合格
L7-5
865
4.8
/
/
/
合格
L7-6 L7-7
865
4.8
/
/
/
866
4.8
/
/
/
合格 合格
.................
设备名称
C8+馏分罐 设备位号 T-8005B 设备类别
常压
材质牌号
Q235B
焊接材料
CHE427 Ф 3.2
焊接方法 焊缝编号
L8-1
SMAW
焊工 编号
865
加热方法
焊接 日期
预热 温度
(℃)
4.3
/
/
层间 温度
(℃)
/
清根方法 磨光机打磨
后热 温度
(℃)
线能量 焊缝外观
kJ/cm
质量
/
合格
L8-2
监理单位
总承包单位
监理工程师:
专业工程师:
施工单位 质量检查员: 技术负责人:
年月日
年月日
年月日
.................
L2-2
865
4.25
/
/
/
合格
.................
GB50128-2014表格
要求检测长度(m)
实际检测长度(m)
实际抽查比例(%)
检测情况
检测部位编号
焊工
代号
缺陷
类型
指示
长度
(mm)
累计
长度
(mm)
返修
部位数
(处)
返修
次数
评定
级别
检测
结论
检测单位:
(公章)
年月日
技术负责人:
资格:级
年月日
审核人:
资格:级
年月日
报告人:
资格:级
年月日
表C.0.7焊缝磁粉检测报告
监理工程师:
年月日
专业工程师:
年月日
专业工程师:
技术负责人:
年月日
表C.0.5焊缝射线检测报告
(项目名称)
焊缝射线检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
m³
罐壁材质
储罐编号
罐壁厚度
检件名称
设备型号
照相质量等级
检测比例
管电压
冲洗条件
坡口形式
管电流
胶片牌号
焊接方法
焦距F
年月日
报告人:
资格:级
年月日
表C.0.6焊缝超声检测报告
(项目名称)
焊缝超声检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
检测标准/合格等级
检件名称
材质
规格/板厚
坡口形式
设备编号
对比试块
焊接方法
检测面
评定灵敏度
储罐第二圈壁板组对记录
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:
储罐第二圈壁板组对记录
记录人: 质量员: 日期:。
油库储罐年度检查表细则
附录1:储罐顶板年度检查项目表储罐安全的情况应及时上报并采取措施,必要时,进行全面评价。
储罐基础年度检查项目表注:年度检查工作完成后,检查人员根据实际检查情况按上表出具检查报告,对有危及储罐安全的情况应及时上报并采取措施,必要时,进行全面评价。
6 附录:附录1 阴极保护系统年度检查表所属单位:检测单位:检测人:检测日期:附录2 阴极保护定期检验与评价表所属单位:检测单位:检测人:检测日期:6 附录:附录1:年度检查记录表附录2:定期检验-宏观检查记录表附录3:定期检验-涂层厚度检测记录附录4:定期检验-涂料电阻率检测记录附录5:定期检验-防腐涂层漏点检测记录附录1:呼吸阀在线检查项目表审核人:检查人:检验日期:附录2:呼吸阀定期检验项目表审核人:检验人:检验日期:附录3:防雷设施检查记录检查人:检查时间:注:1、运行保障中心负责填写。
2、检查内容:引下线是否发生断裂、损伤、脱焊、锈蚀、松动。
附录4:防静电设施检查记录检查人:检查时间:注:1、生产厂负责填写。
2、检查内容:跨接线是否发生断裂、损伤、脱焊、锈蚀、动。
报告编号:常压储罐年度检查报告使用单位:储罐名称:单位内编号:检查日期:常压储罐年度检查结论报告报告编号:1:储罐顶板年度检查项目表注:年度检查工作完成后,检查人员根据实际检查情况按上表出具检查报告,对有危及储罐安全的情况应及时上报并采取措施,必要时,进行全面评价。
燕6. 阴极保护系统年度检查表7. 常压储罐防腐蚀涂层年度检查表8. 呼吸阀在线检查项目表10. 防雷防静电检测报告注:检查内容:引下线是否发生断裂、损伤、脱焊、锈蚀、松动。
常压储罐定期检验报告储罐名称:储罐编号:检验日期:检验单位:注意事项1. 本报告书封面未加盖检验专用章无效。
2. 报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,涂改无效。
3. 本报告书一式二份,由检验机构和使用单位分别保存。
4. 受检单位对本报告结论如有异议,请在收到报告书之日起15 日内,向检验机构书面提出意见。