微成型的研究现状与展望
微注塑成型技术开发

微注塑成型技术开发微注塑成型技术开发微注塑成型技术是一种高精度、高效率的塑料成型技术,广泛应用于电子、医疗、汽车等领域。
随着科技的不断进步,微注塑成型技术的开发也变得日益重要。
微注塑成型技术采用了微型注射模具和微型注射机,可以将塑料材料注射到微型模具中进行成型。
与传统的注塑成型技术相比,微注塑成型技术具有更高的精度和更小的尺寸限制。
它可以生产出更精细、更复杂的塑料零件,满足了现代产品对尺寸精度和外观要求的提高。
微注塑成型技术的开发对于工业生产具有重要意义。
首先,它可以大幅提高生产效率。
微型注射机的高速喷射和高压注射使得每个周期的成型时间大大缩短,从而提高了生产效率。
其次,微注塑成型技术可以减少废品率。
由于微注塑成型技术的精度更高,零件的尺寸和外观更加稳定,从而减少了废品的产生。
此外,微注塑成型技术还可以降低生产成本。
由于微注塑成型技术采用了微型模具和微型注射机,所需的原材料和能源消耗都大大减少,从而降低了生产成本。
微注塑成型技术的开发面临着一些挑战。
首先,微注塑成型技术的研发需要具备高水平的技术和设备。
微型注射机和微型模具的研发需要投入大量的资金和人力。
其次,微注塑成型技术的应用领域有限。
目前,微注塑成型技术主要应用于电子、医疗、汽车等高精度领域,但在其他领域的应用还比较有限。
最后,微注塑成型技术的市场需求有待提升。
虽然微注塑成型技术具有很多优势,但其市场需求仍然相对较小,需要进一步推广和应用,才能实现技术的商业化。
总之,微注塑成型技术的开发对于提高塑料成型的精度和效率具有重要意义。
虽然面临一些挑战,但随着科技的不断进步和市场需求的增长,相信微注塑成型技术将会有更广阔的应用前景。
通过不断的研发和创新,我们可以进一步提高微注塑成型技术的性能,推动其在工业生产中的广泛应用。
微塑性成形技术的现状及研究进展

微塑性成形技术的现状及研究进展摘要:目前我国伴随科技的发展对微小型化的需求越来越大,这也促进了时代的进步和人民生活水平的提高。
微塑性成形技术占有很重要的地位。
文章主要介绍了微塑性成形技术的背景和意义,并综述了微塑性成形技术的尺度效应和摩擦尺度效应现象,阐明了其技术的研究领域。
关键词:微塑性成形;尺度效应;摩擦随着科技的飞速发展及人们对多功能电子产品小型化的需求,微细加工的技术迅速成为当前的研究和应用热点。
微塑性成形(Micro-forming)技术[1],是指利用材料的塑性变形来生产至少在两维方向上尺寸处于几mm以下零件的技术。
这一技术继承了传统塑性加工技术的高生产率、最小或零材料损失、产品力学性能优秀和误差小的特点,可批量成形各种复杂形状的微小零件。
微制造技术的发展来源于产品微细化的要求,越来越多的用户希望随身用的多功能电子器件体积小型化、功能集成化[2],而在医疗器械、传感器及电子器械等医疗、工业控制等行业也需要制造出更微小的零件[3],以期得到更高的功能要求。
因此,微塑性成形技术有很强的在短时间内得到快速的发展。
一、微塑性成形的尺度效应在成形工艺中,描述材料变形行为的主要参数是流动应力和变形曲线(即应力应变变化关系),因为这些参数直接影响到成形力、工具载荷、局部变形行为以及充模情况等。
根据相似原理将标准样件等比缩小设计,进行的拉伸和镦粗试验表明:由于尺度效应的影响,随着样件尺度的减小,流动应力也呈现减小的趋势。
晶粒尺度对材料应力应变关系已经在宏观成形工艺中得到充分的研究,为了研究微细成形中特有的尺度效应现象,在这些试验中,不同尺度样件的晶粒尺度保持相同的,所以可以肯定实验中观测到的流动应力减小现象与晶粒尺度的变化无关,主要是由尺度微小化引起的。
对于流动应力减小的现象,通常可以用表面层模型解释对于流动应力减小的现象,通常可以用表面层模型解释,如图1所示。
表面层模型认为在小尺度的情况下,材料变形已经不符合各向同性连续体的变化规律,在小尺度情况下(根据晶粒尺度与制件局部变形尺度的比率判断),表面晶粒增多,表面层变厚。
微成形技术的研究概述
微成形技术的研究概述【摘要】本文简要介绍了硅基微加工技术、LIGA技术、超精密机械加工技术、微注射成形技术、微铸造成形技术五种微成型加工技术,对其最新研究成果做出了总结,并对微成型技术的发展趋势进行了展望。
【关键词】微成形技术;展望1.引言二十年来微型机电系统有了飞速的发展,而微成形技术是微型机电系统的灵魂,世界上各工业先进国家对微机械的研究重点都放在了微成形技术的研发上。
到目前为止,涌现出了多种成熟的微成形技术,如以美国为代表的硅基表面加工及体加工技术、以德国为代表LIGA技术和以日本为代表的超精密机械加工技术,此外还有高能束加工技术、微注塑成形技术、微粉末注射成形技术及微铸造技术等一些方兴未艾的微成形技术,下面就几种常用的微成型技术进行简单介绍。
2.硅基微加工技术硅基微加工技术由美国的科学家率先提出,是微电子技术飞速发展的延伸。
硅基微加工技术目前主要有表面微机械加工和体微机械加工两种方式。
硅基微加工技术首先是在硅基表面上沉积薄膜,再用光刻技术在薄膜上显影出微结构,最后用各种腐蚀工艺(等离子腐蚀、化学腐蚀等)去除掉多余的部分,从而得到预先想要的微结构。
Sandia国家实验室开发的五层多晶硅表面牺牲层工艺代表了这一方向的最高水平。
体微机械加工技术是将整块材料如单晶硅基片加工成微机械结构的生产工艺,即按照设计图形在硅片上有选择地去除一部分硅材料,形成微机械结构。
通常,微机械结构的形成要经历选择掺杂和结晶湿化学腐蚀两道工序。
和微电子生产中的亚微米光刻工艺比较,这些工艺尺度相对大而粗糙,线度变化在几微米到几百微米之间。
体微加工技术的关键技术主要包括湿法刻蚀和干法刻蚀两种方法。
湿法刻蚀主要是根据材料的性能在刻蚀溶液中进行;干法刻蚀主要是采用物理法(溅射、离子铣)和化学等离子刻蚀,适用于各向同性及各向异性刻蚀。
体微机械加工的一个主要优点是它可以相对容易地制造出大质量的零部件,缺点是它很难制造精细灵敏的悬挂系统。
微注塑成型技术研究进展
微注塑成型技术研究进展摘要:微注塑成型与传统成型有很大的区别,其对成型材料、成型工艺及成型设备等方面都提出了不同要求。
现有很多成熟的注射成型技术和理论并不适用于微注塑成型,必须在理论和实践上对微注塑成型的特点进行系统和彻底的研究与探讨。
关键词:微注塑成型工艺CAE软件微注塑成型技术始于20世纪80年代末,是一门新兴先进制造技术。
在微注塑成型过程中,由于微制品的尺寸、体积和重量的微小使得与传统注射成型有很大的区别,微制品结构在普通工艺条件下容易出现填充不满的现象。
熔体在微型腔中的流动变得复杂。
因此若能够对微注塑成型过程进行数值模拟,预测熔体在型腔内流动行为,从而科学地选择制品、模具设计以及工艺条件的最佳方案,成为提高微制品成型的重要手段。
一、微注塑概念到目前为止,对于微注塑成型技术还没有准确统一的定义,但多数研究者都是从成型微小尺寸与微小体积塑件开始研究的。
Kukla C等[1]从微型塑件的角度,给出了微注塑成型技术的概念。
即微注塑成型技术应能够成型以下类型的塑件:1.塑件的整体结构尺寸微小2.表面具有微细结构的塑件3.微型精密塑件二、研究进展微注塑成型技术同传统注塑成型技术相比在工艺条件的设置上有很大差别,如果仍采用普通注塑成型过程时的模具温度和注射压力,通常会导致微小模具结构的型腔充填不足。
然而目前关于微注塑成型工艺条件的具体研究尚未获得一致的结果。
在Piotter V.[2]等的研究中,使用由LIGA工艺成型的微结构模具型腔进行注塑成型试验,指出必须通过提高模具温度才能保证微型塑件的成型质量。
对于无定形塑料(如PMMA,PC,PSU等),模具温度要高于其玻璃态转变温度;对于半结晶形塑料(如POM,PA等),模具温度通常要达到其结晶温度。
而且在多数情况下,塑料熔体在注射机喷嘴处的温度经常要达到材料允许的成型温度的上限。
同时他们还认为在微结构模具注射成型中,只有预先将模腔内的气体排净,才能实现微结构塑件的完全充填。
聚合物微成型模具设计及制造技术分析
聚合物微成型模具设计及制造技术分析【摘要】本文从聚合物微成型模具设计和制造技术两个方面展开分析,通过对聚合物微成型模具设计原理和制造技术的详细解读,探讨了模具材料选择与优化、模具结构设计与优化以及模具表面处理技术等关键技术。
最后针对聚合物微成型模具设计与制造技术进行了综述,对未来发展方向进行了展望,总结了本文的主要观点。
通过本文的研究,可以更好地了解聚合物微成型模具设计及制造技术,为相应领域的研究和实践提供理论支持和技术指导。
未来在这一领域的发展方向将更加注重模具设计和制造技术的创新和提高,以适应日益复杂和多样化的生产需求。
【关键词】关键词:聚合物微成型模具设计、制造技术、模具材料、模具结构设计、模具表面处理技术、聚合物微成型模具综述、未来发展方向。
1. 引言1.1 背景介绍聚合物微成型技术是一种用于制造微小尺寸产品的先进技术,在医疗器械、电子产品和微型零部件等领域得到广泛应用。
随着市场对微型产品需求的增加,对微成型模具设计及制造技术的要求也越来越高。
对聚合物微成型模具设计及制造技术进行深入研究和分析具有重要意义。
在过去的几十年中,随着微电子技术的快速发展,对微小尺寸产品的需求不断增加。
传统的注塑成型技术往往无法满足对微小尺寸、高精度产品的要求,而聚合物微成型技术因其高精度、高效率、高质量的特点,成为制造微小尺寸产品的重要手段。
聚合物微成型模具设计及制造技术的研究和发展仍存在一些挑战,如模具的寿命、加工精度和加工效率等方面仍有待提高。
通过对聚合物微成型模具设计及制造技术的深入研究和分析,可以为提高微成型产品的生产效率、降低制造成本、提高产品质量提供有效的技术支持。
本文旨在对聚合物微成型模具设计及制造技术进行全面分析,为相关领域的研究和实践提供指导和参考。
1.2 研究目的本文旨在探讨聚合物微成型模具设计及制造技术,通过对模具设计原理和制造技术的深入分析,探讨模具材料选择、结构设计与优化以及表面处理技术的重要性。
微型模具及微成形技术的发展
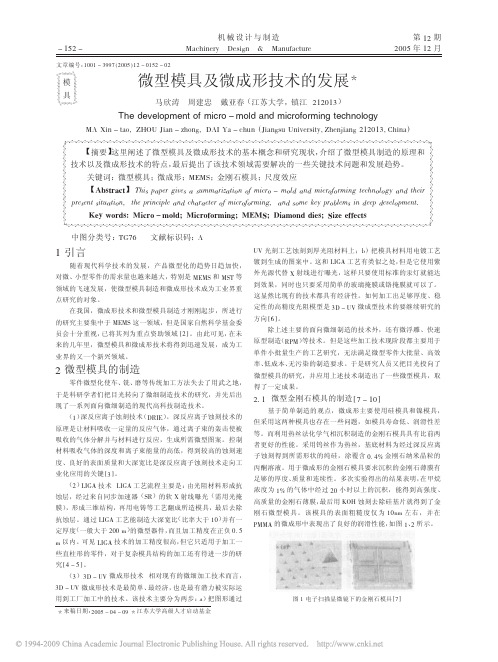
图 % 单面蚀刻的微齿轮模具 ) !! +
图 0 双面蚀刻的微齿轮模具的 67’ 照片 ) !! +
图 $ -1$$(2"$34"5 超塑性微齿轮的 67’ 照片 ) !! +
0 微成形的主要研究问题和关键技术
经过各国学者数十年的研究和实验,微成形技术已得到一 定的发展,取得了一些瞩目的成果。但要把该技术应用到实际 工业生产中, 还有一系列问题和技术需要得到解决。 (! ) 微成形材料 在微尺寸下,材料的各种性质发生了变 化,不能再用宏观下的理论模型来解释微成形过程中材料的变 化。因此, 需要通过实验来研究微成形过程中材料晶粒、 表面晶 粒与内部晶粒尺寸, 以及材料各向异性等性质的影响, 建立微成 形中的理论模型。 (" ) 微模具的制造 虽然目前已经成功研制出了一些微模
【摘要】 这里阐述了微型模具及微成形技术的基本概念和研究现状, 介绍了微型模具制造的原理和 技术以及微成形技术的特点, 最后提出了该技术领域需要解决的一些关键技术问题和发展趋势。 关键词:微型模具;微成形;%K%L;金刚石模具;尺度效应 【!"#$%&’$】 !"#$ %&%’( )#*’$ & $+,,&(#-&.#/0 /1 ,#2(/ 3 ,/45 &05 ,#2(/1/(,#0) .’2"0/4/)6 &05 ."’#( %(’$’0. $#.+&.#/07 ."’ %(#02#%4’ &05 2"&(&2.’( /1 ,#2(/1/(,#0)7 &05 $/,’ 8’6 %(/94’,$ #0 5’’% 5’*’4/%,’0.: ()* +,%-#. /0’%, 1 2,3-4 /0’%,5,%20674 /8/94 :0&2,6- -0)#4 90;) )55)’$# 中图分类号:MNIO 文献标识码:7
微成型的研究现状与展望
微成型的研究现状与展望摘要:综述了近年来微成型在微热压成型、微挤出成型、微注射成型三个领域的发展及现状,概述了三种成型模具的设计方式,对微成型的发展进行了总结和建议,并对微成型的发展趋势进行了展望。
关键词:微热压成型; 微挤出成型; 微注射成型; 模具设计Research Status and Prospect of MicroformingAbstract: This paper summarizes the development and current situation of microform in Micro-hot forming, Micro-extrusion Molding and Micro-injection molding in recent years. The design methods of three molds are summarized, and the development of microforming is summarized and summarized. The development trend of microforming is prospectedKey words:Micro-hot forming; Micro-extrusion Molding; Micro-injection molding; Mold design0 引言微机电系统(MEMS)技术经过十几年的发展,现已取得了长足的进步,并在流体、医疗、光学和电信等领域得到了广泛的应用。
为了进一步拓展微机电系统的应用领域,微型部件或构件的批量生产具有重要的意义。
虽然现有的生产方法可以生产三维的单晶硅、纯金属和一些二元合金等微型部件,然而多数情况下生产成本是非常高的,且难以做到批量生产。
与其他工业领域一样,塑料在微机电系统中也是一种不可或缺的原料,因为其可以通过注射成型技术进行批量生产,于是微成型技术应运而生。
微注射成型技术的现状与发展
位 的微 注射成 型 技术 在 物料 、成 型工 艺 及成 型设 备 等方 面 都 提 出 了不 同要 求 。本 文 将 在 以下 几 个 方 面 进行
分析 阐述 。
及 P 2 C 等 。 但 现 有 的 聚 合 物 材 料 很 少 能 同 时 兼 顾 所 Al 一
像传 输 、生化 医疗 、信息 存储 、精 密 机械 等 领域 .如 插
头 式 光 纤 连 接 器 、 医 学 用 微 量 泵 、 内 窥 镜 零 件 、 旋 转 传 感 器 中 的 衍 射 光 栅 以及 微 齿 轮 等 。2 0 0 2年 全 世 界 在 这 一
差值 越 小 ,流动 充模 后熔 体 固化所 需 的时间越 短 。
日本等 紧随 其后 。我 国 目前 有 清华 大学 微 纳米 中心 、上 海 交通 大学 微纳 米研 究 院 、中科 院力 学 所 和 中南大 学模 具技 术研 究 所对 微流 体 流动 行 为 、微 流 体实 验 技术 及 微
注 射 成 型 机 理 进 行 了 一 些 卓 有 成 效 的 研 究 探 讨 。但 都 尚 未 开展 实 质 性 的工 程 应 用 。 同传 统 注 射成 型 技 术 相 比 , 成 品 重 量 以 毫 克 为 计 量 单 位 、成 品 尺 寸 以 微 米 为 度 量 单
有 的成 型 与使 用性 能 的要 求 .因此 用 具有 微小 尺 寸 的填
1 微 注 射 成 型 的物 料
用 于 微 注 射 成 型 的 物 料 要 在 尺 寸 微 小 的情 况 下 具 有
料 填充 基体 .过 加入 特 殊助 剂 的方 法使 物料 更适 合微
微成形
关于微成形技术发展概况051130323 尹相雨摘要:近年来随着电子及精密机械的高速发展,细微零件的成形加工越来越重要。
随着结构微型化趋势的发展,对微型工件的需求将不断增加。
微成形理论与技术不断被创新,并走向成熟。
关键词:微成形、材料、模具和工艺一、引言。
近年来随着制造业微型化的不断发展,细微零件的成形加工越来越重要,对微型工件的需求不断增加。
微成形就是利用塑性变形来生产至少两个尺寸达到亚毫米级的零件或者结构件的成形技术。
典型的微成形工艺有微挤压、微钣金、微模锻工艺等,这一技术继承了传统的塑性加工技术的高效率、最小或零材料损失、最终产品力学性能优秀、误差小的持点,使得近净产品或净产品的可以大批量生产,正是由于这一技术的诸多优势和广泛应用,许多国家投入大量资金进行相关研究,我国也高度重视,并在这方面取得了一些成绩。
二、微成形技术特点。
在微小尺度,微成形不再是单纯的金属塑性加工工艺问题,它已经成为多学科的交叉的高新技术,与传统工艺相比,微成形有自身特点。
1、材料的变化。
在微小尺度下被加工材料各种性质发生变化,出现尺度效应,如在微成型拉伸中,板料厚向异性指数减小,导致板料厚度易于变薄 ,在拉延成形中成形极限降低。
而且进入塑性变形阶段的均匀延伸率降低,甚至断裂之前的细颈形变也会缩短,但平面各向异性未见有明显变化。
在微成形中,毛刺增多的现象也与尺度效应有关 ,这主要是由板料中晶粒位向的随机性和晶粒尺度与局部制品尺度的比率增大而引起的材料各向异性行为造成的。
在弯曲成形中 ,尺度效应确实引起了流动应力和成形力的降低,但是当晶粒尺度接近于板料厚度时(这意味着在板料厚向只有单晶粒分布),成形力没有降低,反而增大(这与宏观成形力学中的晶粒增大成形力减小的规律相反)。
2、摩檫与润滑变化,微成形过程中摩檫与润滑发生了变化,随着样件尺度的减小,成形过程中的摩擦增加。
宏观摩檫理论与控制不再适应。
3、模具的设计、制造、材料变化,微成形过程中,传统的模具的设计、制造、材料的选择发生了变化,多采用光电子行业的腐蚀、光刻等技术。
微注射文献综述
微注塑成型工艺研究现状及展望摘要:阐述了微注塑成型技术的工艺特点及其应用前景,分析总结了微注塑成型工艺的实验和模拟研究现状,展望了微注射成型的发展趋势。
关键词:微注塑成型;工艺参数;模拟分析Current Situation and Prospectof the process research in Micro Injection Molding Abstract:The paper elaborated the process characteristic and application trend of micro injection molding technology, then the present situation and research fields of experiment research and simulation analysis of process in micro injection molding were analyzed. The development direction and trend of micro injection molding were pointed out at last. Key words:Micro Injection Molding;Process Parameters;Simulation Analysis1 概述随着科学技术的进步,特别是微机电系统(MEMS)的发展,微注塑制品以其质量轻、体积小、抗腐蚀及绝缘性能好、尺寸一致性好、成型效率高等优点,在航空航天、精密仪器、生物与基因工程、医药工程、信息通讯、环境工程和军事等领域,得到了广泛的应用和发展[1]。
随着微塑件的应用领域不断拓展, 人们对其质量有了越来越高的要求, 获得其合理的工艺参数设置越来越迫切。
由于微塑件特征尺寸微小、模具型腔表体比较大、微小熔体具有的热量较小、微尺度效应影响熔体流动行为等原因,使得微注塑成型过程中工艺参数设置与传统注塑成型有所差别,若仍采用传统注塑成型过程时的常规设置,容易导致微注塑模具中型腔充填不足、翘曲、收缩、气穴等缺陷,从而影响塑件的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微成型的研究现状与展望摘要:综述了近年来微成型在微热压成型、微挤出成型、微注射成型三个领域的发展及现状,概述了三种成型模具的设计方式,对微成型的发展进行了总结和建议,并对微成型的发展趋势进行了展望。
关键词:微热压成型; 微挤出成型; 微注射成型; 模具设计Research Status and Prospect of MicroformingAbstract: This paper summarizes the development and current situation of microform in Micro-hot forming, Micro-extrusion Molding and Micro-injection molding in recent years. The design methods of three molds are summarized, and the development of microforming is summarized and summarized. The development trend of microforming is prospectedKey words:Micro-hot forming; Micro-extrusion Molding; Micro-injection molding; Mold design0 引言微机电系统(MEMS)技术经过十几年的发展,现已取得了长足的进步,并在流体、医疗、光学和电信等领域得到了广泛的应用。
为了进一步拓展微机电系统的应用领域,微型部件或构件的批量生产具有重要的意义。
虽然现有的生产方法可以生产三维的单晶硅、纯金属和一些二元合金等微型部件,然而多数情况下生产成本是非常高的,且难以做到批量生产。
与其他工业领域一样,塑料在微机电系统中也是一种不可或缺的原料,因为其可以通过注射成型技术进行批量生产,于是微成型技术应运而生。
微成型技术是一种可以进行重复的批量生产复杂而有精密微细结构塑件的制造技术。
应用微型注塑模具成型微机电系统中的构件,与目前应用在微机电系统领域的硅基材料构件相比,其制造成本低,生产周期短,成型工艺简单,构件质量更易于保证。
1 微热压成型微热压成型作为一种快速复制微结构的成型技术,其过程主要包括以下几个步骤:①加热、②加压、③保压、④冷却脱模。
首先将聚合物放到模具上,把基板加热到温度使其软化,恒温一段时间,施加一定的压力把模具上微结构图案复制到聚合物上,保压一段时间,最后冷却脱模,获得所需制品。
热压成型示意图如图1所示:图1 微热压成型示意图1.1微热压成型的研究微热压成型方法最早是在1972年由Ulrich[1]提出发现的。
他利用热压法将宽为7um,深3.5um的微通道压印到高聚物PMMA上,从而制备出光波导元件,但后续研究较少。
接着到1995 年美籍华裔科学家chou[2]率先使用热压技术应用于纳米尺度,成功将点阵列微结构复制到PMMA薄膜上,之后很多学者针对热压过程中材料的充填高度、变形特征及产品质量等方面进行了研究。
Pan Li-Wei[3]等研究了时间、温度、压力对微透镜成型高度的影响,得出聚合物粘度以及表面张力对微透镜的曲率和成型高度有直接关系;压力对微透镜的曲率影响较小,但成型高度随着压力增大呈线性增长趋势;温度对微透镜高度及曲率影响大且复杂;随时间延长,在相同温度、相同压力下,微透镜的充填高度呈非线性增加,最后趋于平缓。
奥克兰大Yao Dong-gang[4]等人研究聚合物在非等温情况下微流道,实验结果表明,当微流道的宽厚比一定时,随着宽度变大,聚合物在成型中逐渐出现爬壁行为,原因是聚合物热压过程快于热传递过程,靠近壁面处聚合物温度较高,充填高度高于中心部位。
浙江大学贺永[5]对聚合物在热压过程中的理论基础和装备技术等方面做了很多工作。
研究了聚合物在微热压成型过程中,模具结构和工艺参数对基板流动形貌、微结构复制精度以及应力分布等影响;同时也探究了聚合物在小变形脱模阶段,基板的应力场随脱模速率、脱模角度的变化规律。
吉林大学左春柽[6]教授通过热压法成型微流控芯片,研究工艺参数对芯片微结构的影响,同时通过数值仿真模拟芯片在热压过程中的变化规律,得到微结构尺寸与工艺条件之间的相互关系1.2微热压成型模具设计微热压成型需要首先在模具表面加工微结构,然后经过热压将微结构转印到聚合物基体。
微热压成型过程大多在专门设计的热压装备上进行。
国外的热压装备研究较早,一些科研院所和公司已经研制出各自的成型试验设备,而且部分已经实现产业化。
国内的一些高校对热压工艺及装备开展了研究,如大连理工大学开发出的RYJ系列热压机及微流控芯片全自动加工系统。
在热压成型装备研究中,合理设计参与压印的微热压模具尤为重要。
平压式热压工艺中,模具被平整地压在基板表面,在一次工艺周期中转印复制出模具上所有特征结构。
步进式热压工艺中,一个小面积模具在大面积基板的一个位置完成转印之后移动到下一个位置,重复进行热压过程。
连续滚压式热压转印工艺成型可以分为辊子—平和辊子—辊子滚压成型2类。
设计辊子—平板热压模具有2种方法:①加工出圆形辊子模具,接着使模具在聚合物基板上滚压成型;②将平板模具放在基板上,然后用光滑辊子滚压平板模具。
设计辊子—辊子热压模具时,可以首先将微结构加工在板状模具表面,然后弯曲固定在辊子上,但难以避免地出现连接缝隙,造成周期性的不连续压印。
因此,可以将微结构直接设计在金属辊子表面,对于保证滚压成型质量更为有利。
微热压成型过程,脱模前需要降低模具温度以保证填充模腔的聚合物充分固化。
冷却阶段会增加成型时间,因此可以通过提高模具的热循环速率来提高微热压成型效率和质量。
例如,美国麻省大学的FAGAN等[7]设计了一种传送带式的变温滚压模具。
传动带模具和聚合物薄膜预热后进入压印系统,充分冷却后脱模进入下一个热压循环,不仅保证了较高的滚压效率,而且提高了微结构复制精度。
采用微热压方法成型大深宽比微结构时,往往需要自动脱模装置。
常规自动脱模装置可能会导致聚合物翘曲变形,因此可以通过设计新型的脱模机构提高微热压制品质量。
例如,浙江大学的贺永等[5]设计了气动脱模机构集成到自行设计的热压装备中,并且通过压印试验验证了该脱模装置的有效。
2 微挤出成型微挤出成型一般是指成型截面尺寸微小(外径≤ϕ2 mm)、壁厚为微米量级型材的微成型技术。
由于微挤出制品通常尺寸小、中空内腔、截面形状复杂、壁厚不均匀、几何精度要求高,传统挤出模设计理论不再完全适用于微挤出成型模具设计,同时对模具微小成型流道的加工也提出了更高的要求。
典型的微挤出成型如图2所示。
图2 微挤出成型过程示意图2.1 微挤出成型的研究G. Hetsroni等[7]研究了直径在15~4000 μm范围内,圆形、矩形、三角形、梯形等截面微流道中流体的流动行为和热传递现象,研究结果表明,微流道的长径比和流体的雷诺数是影响流体热传递的主要因素,而一定量的热量耗散将导致流体产生不稳定流动,但G. Hetsroni 等没有讨论流体的速度波动对层流和湍流的影响。
W. B. Young[8]研究了聚合物熔体在具有微结构型腔中的流动行为,并提出了一种简化的二维数值模型,用于估算聚合物熔体在微流道中的填充能力,并显示填充能力与成型工艺和型腔几何结构之间的关系,虽然W. B. Young 提出的二维模型能较好的显示聚合物熔体在具有微结构型腔中的填充能力与成型工艺和型腔几何结构的关系,但用二维模型指导实际中三维模具的设计必然会存在一定的局限性。
徐斌等[9]在分析聚合物熔体的壁面滑移机理和微通道中尺度效应对壁面滑移影响的基础上,建立了微通道的壁面滑移模型,并通过数值模拟的方法,计算出了直径为0.5 mm 的微通道中在不同剪切速率下的滑移速度和压力降。
L. Meng等[10]研究了微流道直径大小对PP熔体黏度和壁面滑移速度的影响,结果表明,微流道中熔体的流动行为有别于宏观尺度流道中的流动行为,且微流道直径的大小对熔体的流动行为也存在明显影响。
2.2 微挤出成型模具设计在聚合物微挤出成型过程中,模具流道结构是否合理将直接影响制品的成型质量。
模具结构参数设计不合理,可能会导致制品内筋开裂、壁厚不均、熔体破裂、扭曲、翘曲等缺陷。
聚合物微挤出模具设计主要包括模具结构形式设计、非对称流道的流动平衡设计、成型段流道设计和注气系统设计等。
(1)模具结构形式设计。
根据聚合物熔体挤出成型方向和挤出机轴线的关系,微挤出模具主要分为直通式、十字头和补偿式3种结构形式。
直通式模具的成型流动方向与挤出机轴线方向相同。
这种结构可保证聚合物熔体的流动平衡,但是容易产生熔接痕,且模具的注气孔难以加工和密封。
大连理工大学的赵丹阳等[11]和北京化工大学的邹维东等[12]分别设计了无注气系统和具有分路注气系统的直通式双腔挤出模。
十字头模具的挤出成型流动方向与挤出机轴线呈一定角度。
这种结构的优点是制品不会产生熔接痕,注气孔也相对容易加工和密封,然而其转角处的非对称流道结构较难实现熔体流动平衡。
补偿式模具流道过2次转向后,模具成型段流道与挤出机轴线平行。
这种结构通过第2次转向来补偿第1次转向引起的熔体流动不平衡,但模具结构复杂,生产中较少使用。
(2)模具非对称流道的流动平衡设计。
聚合物熔体流动平衡是指在挤出模出口各个区域获得均匀的挤出压力和挤出速度。
国外的微挤出模设计主要是凭借多年试错法获得宝贵的经验,被国Guill、Maillefer、M&S、Putnam 等公司所垄断。
随着计算机仿真技术的快速发展,在模具制造前进行挤出流动模拟及模具结构优化,成为提高挤出模设计质量和效率的有效手段。
华南理工大学的龚炫[13]基于数值模拟进行了微挤出模的流动平衡性设计。
但是由于仿真程的大量简化假设,其计算结果通常与真实的成型过程存在较大差异,还需要建立流动平衡理论。
(3)模具成型段流道设计。
微挤出模成型段流道设计主要包括成型段长度设计和成型段截面设计2个方面。
模具成型段长度较短容易引起显著的挤出胀大,但是成型段长度的增加会导致挤出机压力显著增大而降低生产效率、增加能耗。
大连理工大学的靳国宝等[14]根据力学平衡原理推导了狭缝形、圆形和非规则形3 种口模的微挤出模成型段长度模型。
成型段截面设计的合理性是决定微挤出制品精度的重要因素。
具有复杂截面形状的多腔微管具有各向异性的粘弹性挤出胀大,难以通过传统模具设计方法实现模具成型段截面形状的准确设计。
由于制品形状的杂性,对模具成型段截面的设计多基于数值分析和优化设计理论实现。
例如,(4)注气系统设计。
对于具有中空型腔的微小型材,微挤出模需要引入微细注气系统。