翻边整形模具
冲压手册

目 录录序号序号 内容内容页次页次 1 冲压力的计算冲压力的计算 2 2 工作行程工作行程4 3 凸模托料面的设计凸模托料面的设计 9 4 压件器的强度设计压件器的强度设计 11115 压件器与凹模分界的设定压件器与凹模分界的设定 13136 翻边模刃口的种类及使用翻边模刃口的种类及使用 15157 翻边顶出器的安装标准翻边顶出器的安装标准 25258 退料块及定位块的形状退料块及定位块的形状 28289 翻边变形对策翻边变形对策 3030 1010 铸件壁厚设计铸件壁厚设计 3232 1111 铸造铸造减轻孔设计减轻孔设计减轻孔设计33331.冲压力的计算冲压力的计算1.1.弯曲成形力的计算PB=1/2*σb*L*t P B=σB*L*t P B=3/2*σB*L*tPB=2*σB*L*t P B=2/3*σB*L*t P B=5/6*σB*L*t=0.8*L*t2*σB/(R+t) P B=7/6*σB*L*t P B=3/2*σB*L*t注:⑤、⑥、⑦、⑧其底面如需墩死成,弯曲成形力取计算值的1.5-2倍。
压料力压料力一般为压弯力的15%-30%。
为冲压开始点的压料力外板P=0.3 P B (N)内板P=(0.15-0.2)PB(N)内板件在成形时,如有向外拉料的可能时(如下图示),应加大压料力,计算方法与外板相同。
1.3.弯曲整形力的计算 弯曲整形力P=F*qF:为整形部分的投影面积(mm 2)q:为整形所需的单位压力(MPa),见数据下表: 材料厚度 材料厚度 材料 <3 3~10 材料 <3 3~10 08~20号钢 80~100 100~120 8TiL 120~150 150~180 20~35号钢 100~120120~15010TiL150~180180~210工作行程2.工作行程2.1.翻边行程2.1.1.平面及断面形状为直线时,制件末端距凹模圆角R切点3mm,如下图2.1.2.翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
冲压模具翻边整形l类加工工艺
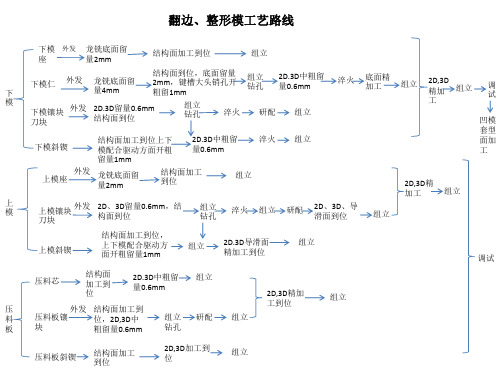
所有底面冲头让位孔沉头程序单所标的孔位 都必须保留在图纸图档里,好方便以后检查 程序,孔位标注要标注清楚孔径大小、用的 锥钻还是平钻,冲头座让位有无加工颜色都需 加工,让位孔在斜面或毛坯的必须用刀具加 工(如刀具限制,必须铣出平台在点钻孔), 压料板冲头过孔厚度一律保留5~8mm 。
深度大于100mm的侧壁让位,在不影响模具 强度情况下,单边过切1mm加工
2D,3D加工到 位
组立
上模座结构面加工
刀块安装面螺钉孔 只需点孔
万向斜锲导板安装面正向开粗 留1mm,万向精加工到位
上下模配合导板、导 柱(套)开粗留1mm
结构面加工到位,刀块安装面螺钉孔点出,上下模配合导板、导 柱(套)开粗留1mm
此类上下模配合导板 (滑)面开粗留1mm
底面防绕倒滑面、正 面安全螺栓过孔不要 遗漏加工
侧修区域考虑间隙补面正 向加工,局部负角在万向 加工到位
2D、3D中粗留量0.6mm 组装镶块 2D、3D精加工到位
底面留量2mm
2D、3D中粗留 0.6mm
键槽、大头销 孔开粗留1mm
正面无法加工的 螺钉过孔从底面 加工
四处翻转孔大 小一致
镶块安装面螺 钉孔点出
模仁螺钉沉头孔见光铣平台,中心点孔,当深度大 于200mm的需加工深度50mm以上钻头导向孔,模 仁底面有落差的直接加工到位
侧修区域较少时,可 以火前不加工,待精 加工结束后淬火
锥形定位器安装面 开粗留量0.5mm
螺钉底孔必须按中心钻点孔 钻孔 定心钻倒角工艺 加工
如导板安装面挂台让位无加 工颜色要求,厚度大于 15mm的,需按15mm加工。
侧销孔按工艺卡加工,侧销面原则上侧向加工, 如侧向无法加工或太深,可以底面加工到位
模具技术要求
模具技术要求-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII模具技术要求一.模具材料及热处理要求1.拉延、成形类模具外板件拉延序凸模、凹模及压边圈使用GGG70L铸铁,淬火硬度HRC50-55;内板件凸模、凹摸及压边圈使用MoCr铸铁,淬火硬度HRC50-55。
特殊情况下须渗氮或TD处理(模具图纸会签时确认)。
变形剧烈及高强度钢板(抗拉强度≥350MPa)的制件应采用整体镶Cr12MoV;淬火硬度要达到HRC58—62。
基体采用HT300。
采用键槽与螺栓链接。
GGG70L铸件厂:天津虹岗或长城精工或经甲方认可的同等铸造品质铸造厂。
2.冲裁类模具普通板料零件料厚小于或等于1.2mm的刃口镶块可采用空冷钢(7CrSiMnMoV 或ICD-5),淬火硬度HRC55-60;料厚大于1.2mm的采用Cr12MoV材料,淬火硬度为HRC58~62。
料厚大于等于1.4mm的镶块采用波浪刃口。
高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58~62。
所有凹模镶块、废料刀均采用背托,凹模采用镶块结构,凸模可采用整体结构。
模具基体采用HT300。
3.翻边、整形类模具中大型模具凹模镶块原则上应采用侧面固定式以便于调整;小型模具可采用整体式结构,料厚大于1.4mm的凹模采用镶块式。
零件料厚小于或等于1.2mm,材料可选用MoCr/7CrSiMnMoV;零件料厚大于1.2mm 的采用Cr12MoV或与之相当的材料(应取得甲方工艺认可,具体以会签为准)。
普通板料的制件凸模可采用合金铸铁,表面淬火硬度不低于HRC50;高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58-62;如采用分体或镶块式基座(底板)可采用HT300的材料。
对于部分易拉毛部位,必要时需进行TD处理。
4.压料(退料)顶出器可采用铸造结构,但应根据其强度要求,决定用铸铁或球铁或铸钢材料(工艺会签时,甲方根据具体结构决定)。
夹料翻边及整形调试方法

夹料翻边及整形调试方法陈文锋1,陈峤伊2(1.四川成飞集成科技股份有限责任公司,四川成都610091;2.哈尔滨工业大学(深圳),广东深圳518000)【摘要】夹料翻边及整形工艺是模具制造过程中重要的工艺方法,这种工艺方法在顶盖天窗、门外板及侧围等汽车大型外覆盖件模具中使用较为广泛;对改进产品回弹和面品质量有较大的提升作用,通过调整夹料间隙的方式方法来改善外板回弹及面品质量有较为显著的效果。
关键词:夹料;翻边;整形;调试方法中图分类号:TG385.2文献标识码:BDOI:10.12147/ki.1671-3508.2023.07.002Debugging Method for Clamping Shaping Flanging and SizingChen Wenfeng1,Chen Jiaoyi2(1.Sichuan Chengfei Integration Technology Co.,Ltd.,Chengdu,Sichuan610091,CHN;2.Harbin Institute of Technology(Shenzhen),Shenzhen,Guangdong518000,CHN)【Abstract】It is an important process method to use clamping flanging and sizing in the die manufacturing process.This process method is widely used in the die of large automobile outer covering parts,such as roof skylight,outer door panel and side wall;It will greatly improve the rebound of products and the quality of noodles.The method of adjusting the clamping gap to improve the rebound of the outer plate and the quality of the surface product has a relatively significant effect.Key words:material clamping;flanging;sizing;debugging method1引言夹料成形这种可控翻边、整形工艺在多个零件多个项目上普遍应用,针对夹料成形这种控制手段行业内还没有明确的规范可循,高质量的零件迫使工程师尽快找到夹料成形影响零件质量的规律,通过对这种规律的研究,完善并规范夹料成形的控制手段;研究其成形工艺、设计、调试要领等要素,找出其对制件回弹的影响原理,总结出最优的控制手段来解决夹料翻边、夹料整形所产生的尺寸及面品问题。
翻边模具
1,向上翻边;2,向下翻
边;3,上下双活翻边;4, 侧翻整形
1,向上翻边:
下模+托料芯
上模
常规上翻:示例:AC274,V102 标准上翻机构:示例:AB455 非标上翻机构:示例:AB455
2,向下翻边:
下模
上模+压料芯
事例:AC251,V338
3,上下双活翻边:
事例6:AA734:滑车为直推形式。 (兼两侧平推三功能)
下模+托料芯
上模+压料芯
事例:AC861,V342
4,侧翻整形:
事例1:V013:滑车为侧推平推形 式,侧翻边为吊翻,侧翻
事例2:AC22229:滑车为滚轴形 式
事例4:AB818: 滑车为拉车形式 (侧翻驱动器为固定在下模和在滑 车上两种形式)
事例5:T748: 滑车为拉车形式,带 侧压料芯。
模具材料简要介绍
普 通
HT300
薄
板
料
HT300/
45
Mo-Cr
普 45 通
厚
板
料
和
高
强
钢
板
压料芯
7CrSiMnMo V铸
7CrSiMnMo V锻
普 通 薄 板 料
下模
Cr12MoV
普 通 厚 板 料 和 高 强 钢 板
3:翻边整形模
类别
名称
制件材料
材料
常用对应材料 热处理
7CrSiMnMoV(
凹模镶块(包
普通薄板料
通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组 织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材 料的铸件。
二:分类介绍 1:拉延模
类别 名称
制件材料
材料
常用对应材料 热处理
凹模
普通薄板料
Mo-Cr(合金铸铁) GM241 QT700L(球墨铸铁) GGG70L
普通厚板料或高强钢板
Cr12MoV
GM241 GGG70L
SKD11
≥HRC50
≥HRC50 HRC58-
62
模座
所有
HT250(灰口铸铁) FC250
—
HT300(灰口铸铁) FC300
—
举例
Mo-Cr
普 通 薄 板 料
上模
Mo-Cr
HT300
普
通
厚
Cr12Mo
板
V
料
和
高
强
钢
板
HT300
Mo-Cr
普
通
普
Cr12Mo
厚
通
抽风筒翻边——整形复合模设计

1 m C l 锈钢板 制 成 . . mI r3不 5 两件 配合 焊接 后 形成 一
个 完 整 的抽 风筒 。 由于 结构 需 要 , 在其 成 形后 的零 件 口部须 翻边 , 由于是 外 观件 , 求 翻边 后 , 口 又 要 其
边 模 翻 边 工序 多 、 生产 周 期 长 的 问题 。 证 了产 品 质 量 要 求 , 高 了 生产 效 率 。 保 提
【 关键 词 】 边 整 形 复 合模 翻
设 计
【 src] h a e nrd c d te srcue o rwn a ,a ay i te f n ig fr n e h iu fi Abt tT i p p rit u e h t tr fa da ig fn n l s h l gn omi tc nq e o t, a s o u s a g a c rig t ii l o fr n ,d s n o h e In jg c odn o df u f omig e i fte n w f gn ——— l l o o i d l, ov h u sin f ct g a pa j c mp se mo e t s l te q e t s o sc t o e o
部清 晰 、 整 、 完 无损 伤 。
传统 的翻边模 工 作 时 .压 机 上行 ,翻边 凸模 1
随 之 上 升 , 料 置 于 翻边 凹模 3定 位 部 位 , 着 压 坯 随
机 滑块 下 移 , 紧块 2与翻 边 凹模 3先 行 接触 将 坯 压 料压 紧 ,随着翻边 凸模 1 下行 ,其 与 翻边 凹模 3 的
31 . 模具 结构 新 型 翻边 整 形模 在 保持 传 统 翻边 模 “ 直 下压 垂
模具技术要求
模具技术要求一.模具材料及热处理要求1.拉延、成形类模具●外板件拉延序凸模、凹模及压边圈使用GGG70L铸铁,淬火硬度HRC50—55;内板件凸模、凹摸及压边圈使用MoCr铸铁,淬火硬度HRC50-55。
特殊情况下须渗氮或TD处理(模具图纸会签时确认)。
●变形剧烈及高强度钢板(抗拉强度≥350MPa)的制件应采用整体镶Cr12MoV;淬火硬度要达到HRC58—62。
●基体采用HT300。
采用键槽与螺栓链接。
●GGG70L铸件厂:天津虹岗或长城精工或经甲方认可的同等铸造品质铸造厂。
2。
冲裁类模具●普通板料零件料厚小于或等于1。
2mm的刃口镶块可采用空冷钢(7CrSiMnMoV 或ICD-5),淬火硬度HRC55-60;料厚大于1.2mm的采用Cr12MoV材料,淬火硬度为HRC58~62。
料厚大于等于1。
4mm的镶块采用波浪刃口。
●高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58~62。
●所有凹模镶块、废料刀均采用背托,凹模采用镶块结构,凸模可采用整体结构。
●模具基体采用HT300.3.翻边、整形类模具●中大型模具凹模镶块原则上应采用侧面固定式以便于调整;小型模具可采用整体式结构,料厚大于1.4mm的凹模采用镶块式。
●零件料厚小于或等于1.2mm,材料可选用MoCr/7CrSiMnMoV;零件料厚大于1.2mm 的采用Cr12MoV或与之相当的材料(应取得甲方工艺认可,具体以会签为准)。
●普通板料的制件凸模可采用合金铸铁,表面淬火硬度不低于HRC50;高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58-62;如采用分体或镶块式基座(底板)可采用HT300的材料。
●对于部分易拉毛部位,必要时需进行TD处理.4.压料(退料)顶出器可采用铸造结构,但应根据其强度要求,决定用铸铁或球铁或铸钢材料(工艺会签时,甲方根据具体结构决定)。
5.其它部件材质及热处理按国家标准执行.二.模具结构及技术要求1.模具结构1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。