造纸毛毯的选用
造纸毛毯简介

[造纸工艺] 造纸毛毯简介简介, 造纸毛毯造纸毛毯简介2009-10-18 20:08一、造纸毛毯的名称:根据毛毯在纸机所处的位置及所起的作用,可分为:下毯、上毯、干毯,三个大类,(下毯、上毯有时统称为压榨毯)。
下毯有:成型毯(有时又叫接纸毯),一压下毯、二压上毯、二压下毯、真空下毯、大辊径一压下毯、大辊径二压下毯、正压毯等。
上毯有:引纸毯、预压上毯、回头毯、真空上毯、一压上毯、大辊径一压上毯、大辊径二压上毯、贴缸毯等,根据毛毯的结构和材料不同可分为:机织毛毯、针刺毛毯。
机织毛毯有:羊毛毯(已很少生产)、高化纤毛毯。
针刺毛毯有:无纬毯、普毯、底网毯,(底网毯中有单底网毯、双底网毯、复合毯、叠层毯)。
二、造纸毛毯的作用1. 滤水作用:作为脱水媒介,当纸幅在真空箱和压榨区脱水时,造纸毛毯吸收和滤出纸页脱出的水分。
2. 平整作用:在纸幅传递及脱水过程中,对纸张表面起平整及修饰作用。
3. 传送带的作用:将纸页由网部通过压榨部再传递到烘干部,并带动被动辊及网笼运转。
三、造纸毛毯主要技术指标:造纸毛毯的考核指标有:宽度、长度、单位面积质量、疵点(拆痕、补痕、植绒牢度、边不齐、破洞等),中国纺织行业标准 FZ/T 25002.5---2000对其均有明确规定。
影响造纸毛毯使用性能的重要指标有:强度(N/50mm)、透气量(L/m2.S)、耐磨性、均匀度、抗压性能、厚度、耐热性能、耐化学品腐蚀性能等。
四、造纸毛毯的选用:造纸毛毯的选择取决于所生产纸张的品种、定量和表面修饰的要求、纸机类型、毛毯使用的环境条件以及现有的毛毯清洗净化设备。
当纸张表面修饰的要求较为严格时,要求毛毯底网纵横向纱线要细些,同时结构设计要求表面平滑。
高速和宽幅纸机对毛毯要求强度好和稳定性高,在沟纹、盲孔及真空压榨辊上要求毛毯更坚固。
压榨负荷高和压辊表面较硬时,对毛毯的机械性能要求更高。
配置高压水冲洗的毛毯要求有良好的植绒牢度。
毛毯的选定,通常根据毛毯制造者和造纸工作者的经验,这些经验来源于以往的实践与对工艺设计的修改。
毛毡工艺设计中的材质选择与应用技巧

毛毡工艺设计中的材质选择与应用技巧毛毡作为一种常见的纺织材料,在工艺设计中有着广泛的应用。
毛毡工艺设计的成败往往与材质选择密切相关,因此在进行毛毡工艺设计时,正确选择适合的材质,并掌握相关的应用技巧是非常重要的。
本文将就毛毡工艺设计中的材质选择与应用技巧进行论述。
1. 材质选择毛毡工艺设计中的材质选择的首要考虑因素是工艺的要求。
根据不同的工艺需求,我们可以选择不同的毛毡材质来实现设计的效果。
以下是一些常见的毛毡材质及其特点:(1)羊毛毡:羊毛毡是一种常见的毛毡材质,其具有较好的保温性能和柔软度,适合用于制作冷天保暖用品、服装和家居装饰品等。
(2)羊绒毡:羊绒毡是由羊绒制成的毛毡材料,具有轻盈柔软的特点,适合用于制作高档服装和高级家居用品等。
(3)化纤毡:化纤毡是由化纤纤维制成的毛毡材料,具有较好的韧性和耐磨性,适合用于制作座垫、鞋垫等耐用品。
(4)玻璃纤维毡:玻璃纤维毡是由玻璃纤维制成的毛毡材料,具有优异的耐热性和绝热性能,在工业领域广泛应用于绝热材料的制作。
2. 应用技巧除了正确选择材质外,掌握一些应用技巧也能够帮助我们更好地进行毛毡工艺设计。
(1)调节毛毡密度:通过调节毛毡的厚度和密度,可以改变其手感和坚韧度。
一般来说,较厚的毛毡手感较硬,适合制作结构件和装饰品;而较薄的毛毡手感较软,适合制作服装和细致的工艺品。
(2)毛毡烫画:毛毡烫画是一种常见的应用技巧,在毛毡表面使用烫画工具烫制图案或文字,可以使毛毡工艺品更富有立体感和设计感。
(3)搭配其他材料:毛毡可以与其他材料搭配使用,以扩大设计的可能性。
比如将毛毡与皮革、布料等材料结合使用,可以创作出更具个性和多样化的毛毡工艺品。
(4)粘合与缝合:在制作毛毡工艺品时,可以使用粘合剂或进行缝合来将毛毡与其他材料固定在一起。
选择合适的粘合剂和缝合方式,可以保证工艺品的牢固度和美观度。
总结:毛毡工艺设计中的材质选择与应用技巧是关系到工艺设计成败的重要因素。
复合造纸毛毯
应用技术 生产工艺关键词:复合毛毯;结构;特性;使用近年来纸机的压榨结构采用真空压榨、大滚筒压榨、宽压区压榨、复式压榨等新的压榨形式。
这些新的压榨形式和纸机条件对造纸毛毯提出了更高的要求。
简单结构的BOM毛毯已难以适应。
根据这一现状,我们开发了适应于现代纸机需要的一个新的毛毯品种 复合造纸毛毯。
1复合造纸毛毯的结构与特性复合造纸毛毯在设计上采用不同的材料制成二个独立的不同组织结构的基网,与不同粗细的高性能纤维层叠合,形成粗网、细网、粗纤、细纤四层结构。
具有以下特性:1.1具有超常的强度复合造纸毛毯的经向断裂强力一般在(4500~8000)N/5cm,因特殊要求而设计的品种的最高强力可超过9000N/5cm。
国内现有造纸毛毯的最高强力尚未有超过5000N/5cm的报道。
在承受高线速、高线压的同时,还要带动所传动部位的被动装置,承受压区前端、洗涤部位的真空抽吸装置所形成的对毛毯吸附拖拽的巨大负荷。
在这一系列苛刻的工作条件下,保证运行时长度不伸展、宽度不收缩。
1.2厚度相当,脱水阻力小国产BOM毛毯的结构,目前还是以单层底网为主(少数几个制毯厂能提供双层网的BOM毛毯),这一结构的毛毯以单丝或单丝股线织成较为疏稀的底网,然后两面铺以短纤维经针刺加工,定型整理而成。
虽然由于底网层的作用,它的抗压性能比BOB毛毯明显增强,但在纤维层定量相等的情况下,它的负面效应明显增强 毯痕严重。
在高线压条件下,为了减轻网痕,保证纸张的平滑度,不得不增大纤维层的厚度;在真空压榨条件下,为了解决真空印痕,也必须采用增厚纤维层的方法。
其结果导致随着厚度的增加,可压缩性上升,毛毯的透气性、脱水性能下降。
复合造纸毛毯由于它的特殊结构决定了它在恒定压力下,厚度与压缩率成反比关系,即厚度增加,可压缩性下降,抗压性上升。
这与现有的BOM毛毯正好相反。
复合造纸毛毯在压区工作时的孔隙率比BOM毛毯高出50%左右,在5.77mm的厚度时,透气量高达867.1m l/s;4.40mm厚度时,透气量为878.5m l/s。
造纸毛毯Appita Pres

BURLING AND JOINING (Base fabric)
BATT PREPARATION (Fibre batt) NEEDLING (Needled felt)
FINISHING (Heat setting, Treatment, Precompaction, etc.) FINAL INSPECTION
濕燃 紙機壓水部有斷紙發生時,如有一團紙斷卡 在捏縫前,其摩擦所生的熱足與目前較為普遍之合 成纖維纏結而使毛布局部失去脫水作用。
SHEET PICKUP
Design Trade-off: 設計的妥協 Felt must be open enough so that the vacuum in the pick-up roll can effectively lift the sheet from the fabric. 毛毯必須夠開放通暢,以利揭紙轆的真空足以將紙匹從網部剝離 Yet closed enough to provide the adhesive force (surface tension) to hold the sheet to the felt. 毛毯本身也必須具有一定的緻密性,來提供紙匹在毛毯上的附著 力(表面張力) Pick-up Problems: 揭紙的問題 Too great a speed differential between the pickup and the fabric. 揭紙毛毯和塑膠網兩者之間巨大的速差 Old fabric / New felt - sheet will tend to follow the ‘smoother’ fabric. 舊網/新毯 – 紙匹會跟著較平滑的織物行走 More prevalent in early stages of felt installation - felt hasn’t ‘broken in yet’. 在毛毯安裝的初期,未到達最佳狀況是很普遍的情形。 (因毯較蓬鬆,含水量較高,速度上不來) As the felt runs in and compacts, the surface conditions and water-handling ability improve to give better pick-up.
纸张抄造过程中与毛毯有关的几个问题
纸张抄造过程中与毛毯有关的几个问题在纸张抄造过程中,我们会经常遇到与毛毯有关的这样或那样的问题,处理不及时会造成大量的纸病产生。
只有及时准确地分析出问题产生的原因,才能迅速地采取有效措施,将损失减小到最小程度,这是造纸工作者每天都要面临的工作,下面列出了一些常见的与毛毯有关的主要问题及其对策。
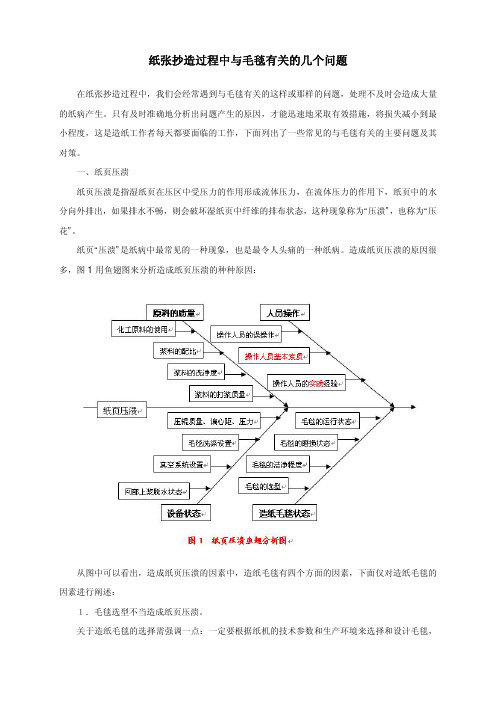
一、纸页压溃纸页压溃是指湿纸页在压区中受压力的作用形成流体压力,在流体压力的作用下,纸页中的水分向外排出,如果排水不畅,则会破坏湿纸页中纤维的排布状态,这种现象称为“压溃”,也称为“压花”。
纸页“压溃”是纸病中最常见的一种现象,也是最令人头痛的一种纸病。
造成纸页压溃的原因很多,图1用鱼翅图来分析造成纸页压溃的种种原因:从图中可以看出,造成纸页压溃的因素中,造纸毛毯有四个方面的因素,下面仅对造纸毛毯的因素进行阐述:1.毛毯选型不当造成纸页压溃。
关于造纸毛毯的选择需强调一点:一定要根据纸机的技术参数和生产环境来选择和设计毛毯,如毛毯的品名、克重、透气度、厚度、原料等,最好多与毛毯制造商的技术人员交流,多听取他们的意见和建议,只有这样才能少走弯路。
2.因毛毯脏污造成纸页压溃。
加强毛毯的洗涤、保持毛毯的洁净,是延长其使用寿命、减少纸病产生的重中之重。
3.因毛毯磨损造成纸页压溃。
造纸毛毯的磨损分均匀磨损和局部磨损两种。
导致毛毯磨损的原因有:新更换真空吸水箱面板、毛毯针刺紧度不足、定型过轻、真空吸水箱真空度过大、毛毯与真空吸水箱面板间无润滑水、真空吸水箱面板材质选择不当或摩擦系数过大,以及毛毯使用时间较长,针对不同原因应采取相应措施。
4.因毛毯运行状态不良造成纸页压溃。
造纸毛毯运行状态主要包括:毛毯的张紧状态;毛毯的横向收缩状态;毛毯标准线平直状态;毛毯表面平整状态等等。
毛毯张力过小、横向收缩过大、真空吸水箱漏气、毛毯标准线变形弯曲、毛毯底布张力不均匀等均容易导致湿纸页脱水不均匀而造成压溃现象。
解决这个问题同样应找准原因,针对性采取措施。
BOM造纸毛毯的使用与维护
BOM造纸毛毯的使用与维护从国外造纸业发展的经验和国内现在的造纸技术装备水平来看,以BOM毛毯(高线压底网针刺毛毯)代替国内造纸企业普遍使用的全化纤针刺毛毯(简称BOB毛毯)潜力很大,而且势在必行。
目前,国内一些毛毯生产厂家不仅已经生产出适于中高速纸机的造纸毛毯,而且已开发出经化学处理的毛毯,这种毛毯在一定范围内可替代进口产品。
1 BOM造纸毛毯的结构BOM造纸毛毯根据结构不同可分为:单层底网毛毯、双层底网毛毯、多层底网毛毯等3个系列;根据用途不同可分为:BOM成形毯、BOM压榨毯、BOM上毯、BOM干毯、BOM浆板毯等。
BOM毛毯一般由底网层和纤维层组成,其中底网层分为单层、双层、多层3种类型,其中双层底网又分为经二重结构和“1+1”复合结构,多层底网分为“1+2”和“2+2”复合结构。
所有底网均由锦纶单丝或单丝合股组成的经线和纬线经不同的织法织造而成。
纤维层是由不同粗细度的锦纶短纤维分层铺设而成。
纤维层与底网层结合是通过针刺工艺完成的。
2 BOM造纸毛毯的性能2.1 滤水、透气性能极好,孔隙率大,便于毛毯的洗涤,不易被异物堵塞,极适于真空、盲孔等压榨形式的垂直脱水。
2.2 毛毯具有良好的弹性而内部基网具有不可压缩性,能耐极高线压,最高可适应300kN/m的线压力,能有效降低湿纸页的出压区水分,减少纸页断头,便于提高车速。
2.3 抗张强度大,在高拉力、高负载情况下,不易被拉断或撕裂。
结构稳定,挺度好,不易打折,伸长、收缩率极小,一般不大于1%。
2.4 毯面平整、厚实,有利于改善纸张外观质量,能有效减轻和消除毯痕、沟纹痕、盲孔痕、真空痕等印痕。
2.5 使用寿命长,耐磨损,耐磨蚀,经化学处理后的毛毯,具有抗沾污、防起毛等特点,其综合性能与进口毛毯相当,比一般毛毯寿命长50%~300%。
3 BOM造纸毛毯对造纸机的要求3.1 要求纸机整个真空系统真空度高,真空泵的配置及真空箱的设置合理。
根据纸机结构及生产纸种的不同,一般要求系统真空度在0.049MPa以上。
BOM压榨毛毯的技术研究及其选用原则
榨、 大辊宽区压榨等。 多辊复合压榨有 j辊两压区 压榨和四辊三 区压榨。复合压榨包括复式压榨或
多压 区压 榨 。
@ , - l 6 1T X IE - md N ¥ E TL r  ̄ l l J
维普资讯
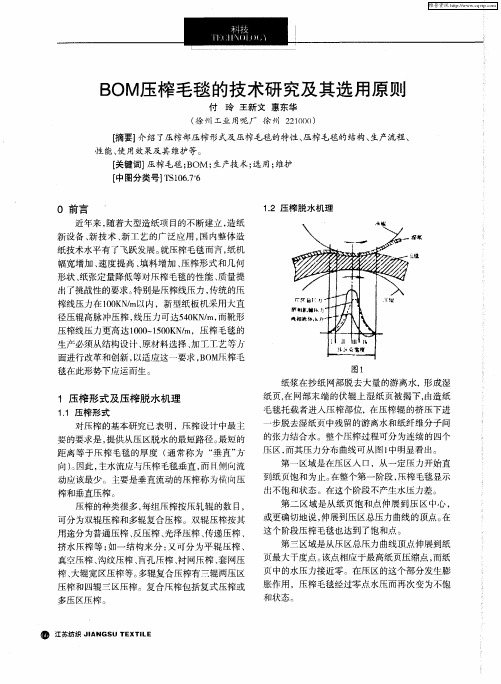
第 四区域是湿纸和压榨毛毯承受得的压力继 续减轻 , 直至各 自离开压区。在此区域内, 当湿纸 的压力减轻至压力等于零时, 体积电随之扩张 , 而 其所含水分呈不饱和状态 ,但 F于湿纸纤维间的 } 1 毛细管要比毛毯的微细 ,其毛细管效应要 比毛毯 的作用更大, 因此有可能从毛毯 中吸回水分 , 这种 现象 , 称为“ 回湿” 反而增加了湿纸水分。 为了防止 这种现象, 一般当湿纸和毛毯一离开压区时, 就应 立刻将湿纸与毛毯分开. .
压榨辊的挤压力越大 ,从湿纸页巾排出的水分就 越多 , 托载湿纸页的毛毯 , 在进入压榨 区时 , 自身 含水越少孔隙量越大 ,吸收纸页中排 出的水分就
越多 , 如果 毛毯 的孔 隙被堵 塞 , 造成 脱水 量 的减 会
少, 湿纸页中被挤 }水份无法及时脱离 , } J 积存在湿 纸页与毛毯之间 , 它反而会冲击湿纸页, 造成纸页
毯 在此形 势下 应 运而 生 。
图1
1压榨形式 及压榨脱水机理
11 压 榨形 式 . 对压 榨 的基 本研究 已表 明 ,压 榨 没计 中最 主
纸浆在抄纸网部脱去大量的游离水, 形成湿 纸页, 在网部末端 的伏辊上 湿纸页被揭下 , 由造纸 毛毯托载者进入压榨部位, 在压榨辊 的挤压下进
这 个 阶段 压 榨毛 毯也 达到 了饱 和点 。
向)因此 , 。 主水流应与压榨毛毯垂直 , 日 l向流 而 .l f J ! J 动应该最少。主要是垂商流动的压榨称为擞 向压
毛毯的生产工艺流程

毛毯的生产工艺流程
《毛毯的生产工艺流程》
毛毯是一种传统的织物,它既保暖又舒适,因此在许多地区被广泛使用。
毛毯的生产工艺流程包括选料、剪毛、纺织、染色和加工等多个环节。
首先是选料。
毛毯通常由羊毛或羊绒制成,因此选料是非常重要的一环。
只有选用高品质的羊毛或羊绒才能制成高质量的毛毯。
一般来说,优质的羊毛或羊绒应该柔软、细腻、有光泽和有弹性。
接下来是剪毛。
选定好原料后,需要对毛进行剪裁。
这一过程需要经验丰富的工匠使用专业的工具对毛进行修剪,确保毛料的均匀性和质地。
然后是纺织。
剪好的毛料会被送入纺织机进行织造。
纺织机会将毛料进行编织,形成毛毯的基本结构。
这一过程需要密切监控,以确保毛料的质地和色彩均匀。
接着是染色。
已经织造好的毛料会被送入染色车间进行染色处理。
染色是非常关键的一步,因为它决定了毛毯的外观和色彩。
工匠会根据设计要求对毛料进行染色处理,确保毛毯色彩鲜艳。
最后是加工。
染色好的毛料需要进行后续的加工处理,包括烘干、整理、修剪和包装等环节。
这些加工环节是为了让毛毯更加美观和耐用。
毛毯的生产工艺流程繁琐而精细,需要工匠们的精湛技艺和耐心细心的操作。
只有经过这些环节的精心处理,才能制成高品质的毛毯,让人们在寒冷的冬季获得温暖和舒适。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸毛毯的选用受纸机条件、纸张品种、毛毯性能等诸多因素的制约,毛毯对纸机的适用能力是有限的,而纸机对毛毯的要求却是十分严格的而纸机对毛毯的要求却是十分严格的。
要获取一床理想的毛毯要获取一床理想的毛毯,,必须了解造纸毛毯的特性必须了解造纸毛毯的特性,,并根据纸机的结构、生产条件和纸张的特点,谨慎而合理的优选。
一、压榨毛毯的选择和使用一、选择压榨毛毯所包含的内容1、压榨毛毯品种、克重、尺寸的选择品种的选择是指在众多不同的造纸毛毯品种中,选择适合本机台、不同部位的毛毯是指在众多不同的造纸毛毯品种中,选择适合本机台、不同部位的毛毯。
克重的选择当所选择的毛毯类型确定以后当所选择的毛毯类型确定以后,,必须根据造纸机的诸多因素合理选择毛毯的平方米克重。
尺寸的选择尺寸的选择包含造纸毛毯长度和宽度的选择。
长度的确定是指造纸毛毯在造纸机上张紧状态下能满足正常运行时的实际长度是指造纸毛毯在造纸机上张紧状态下能满足正常运行时的实际长度,,应充分考虑到所选择毛毯的伸长率变化状态。
宽度的确定是指造纸毛毯在造纸机上张紧状态下能满足正常运行时的实际宽度是指造纸毛毯在造纸机上张紧状态下能满足正常运行时的实际宽度,,也应充分考虑到所选择毛毯的收缩率变化状态。
2、压榨毛毯透气度及密度的选择透气度的选择准确选择适合于本机台的毛毯透气度准确选择适合于本机台的毛毯透气度,,是决定造纸机正常是决定造纸机正常、、高效运转和毛毯使用寿命的关键,同时应充分考虑到所选择毛毯的透气度在使用过程中的变化曲线。
密度的选择是侧面衡量毛毯透气度的重要指标。
3、选择压榨毛毯时的特殊要求开发造纸毛毯的特殊性能来满足特殊造纸机和特殊纸种对毛毯的特殊要求。
二、选择压榨毛毯的技术考虑对于某一纸机某个位置毛毯的选定,应根据毛毯厂商和造纸工作者的经验,通常这些经验来源于工艺试验和生产实践。
对于一台新纸机,要在类似纸机的同样位置上进行压榨毛毯的模拟试验。
压榨毛毯经运行后,要作检查和分析,必要时对原设计进行修改。
造纸工作者通常总是对压榨毛毯使用寿命长和每吨纸生产成本低感兴趣。
毛毯厂商愿意满足这些要求,虽然也不一定强调降低多方面成本的趋向。
更有效的湿压榨能节约蒸汽,增加车速和减少断头。
压榨毛毯的选择取决于所生产纸的品种、定量和表面修饰的要求;纸机类型;压榨毛毯使用的的环境条件;以及现有的毛毯清洗净化设备。
在设计和选择毛毯时,我们必须特别关注造纸机的有关生产技术参数,只有根据造纸机的实际使用条件,适当的调整毛毯的相关工艺和技术参数,才能使造纸毛毯更有效地满足造纸机的实际需求。
现在人们普遍认为部位的技术要求,,每条毛毯是针对某台确定纸机、、部位的技术要求现在人们普遍认为,,造纸毛毯是订制的造纸毛毯是订制的,,每条毛毯是针对某台确定纸机根据车速、生产纸种、规格等而设计制造的,因此,在设计和选择压榨毛毯时,以下几个方面的因素必须关注。
1、根据造纸机生产的技术条件选择在选择压榨毛毯时,我们必须特别关注造纸机的有关技术参数,只有根据造纸机的实际使用条件,适当的调整毛毯的相关工艺和技术参数,才能使造纸毛毯满足造纸机的实际需求。
1)线压力与机械负荷对毛毯强力的要求纸机压榨区的线压力、机械负荷与毛毯的强力要求呈正比关系。
线压力越大,要求所选择的造纸毛毯在生命周期中所能承受抗压性能越高,同时要求造纸毛毯具有良好的弹性回复性能,这样才能使毛毯长时间保持良好的滤水性能和容水空间。
机械负荷越大,要求造纸毛毯在传递动力时所具有的抗张(断裂)强力越大,同时要求其伸长、收缩率要小。
图1所示不同底网层数的造纸毛毯所能承受线压力的曲线图。
2)真空度状态造纸机系统真空度的高低以及真空系统的设置状态直接决定着造纸毛毯特别是底网造纸毛毯的含水量大小、洁净程度和脱水性能状态。
真空度过小,将导致湿纸页脱水差、毛毯含水量大、压区压力加不上去、引纸困难以及毛毯洗不干净等问题。
真空度过大,将导致造纸机传动负荷增大、网毯磨损加重、能源浪费等问题。
关于真空系统的设置等有关知识,将在后面篇幅作重点介绍。
3)洗涤条件洗涤条件包括洗涤装置的配置、洗涤水质的要求、洗涤水压和真空度的设定等方面,洗涤条件好坏与洗涤效果呈正比关系。
选择造纸毛毯时,一定要关注造纸机的洗涤条件。
正常情况下,我们要求每一台造纸机都应该有良好的洗涤条件来满足网、毯的要求,而实际情况是每台造纸机的情况各不相同,每台造纸机在不同时期的情况也不相同。
因此,选择造纸毛毯时,在一定的范围之内,对造纸毛毯的品种调整、定量调整、结构比例和制作于工艺调整、定型程度调整,以迎合造纸机的需要是完全有必要的。
一般而言,小一般而言,小于0.3MPa的低压冲水只能选用低定量和薄型毛毯,0.3~0.5MPa的低压冲水可选用普通)的可选用高定量毛毯与底网毛毯。
毛毯;既具备低压冲水又有高压冲水(0.6~3.0MPa)的可选用高定量毛毯与底网毛毯关于造纸毛毯的洗涤技术详见后面的章节。
4)浆料情况浆料的质量好坏不仅影响到所要抄造的纸张的质量,同时对毛毯的滤水状态、使用寿命也起到至关重要的作用。
浆料的叩解度、填料的粘性和杂质的含量与毛毯的滤水性能成反比关系,另外化纤毛毯耐弱碱、忌酸,浆料PH值的高低对毛毯也有一定影响。
在选择所匹配的造纸毛毯时,一定要关注浆料的配比、浆料的叩解度和湿重、化工产品的使用、浆料的酸碱度等参数,这些将直接影响到造纸毛毯的滤水性能和使用寿命,同时也影响到造纸毛毯的表面粘浆状态。
5)脱水方式造纸机的压榨型式决定着湿纸页的脱水方式,此项内容在前面的第一章中已经详述,不同的压榨型式所适应的造纸毛毯是不同的。
必须根据压榨的线压力、真空度、毛毯的配合状态、真空系统的设置状态以及洗涤状态等参数来选择性能适宜的造纸毛毯。
关于造纸一般情况以水平脱水为主的纸机,,宜选用压缩性较大宜选用压缩性较大、、毛毯的性能上面的章节也作了介绍。
一般情况以水平脱水为主的纸机毛毯的性能上面的章节也作了介绍一般选用压缩性较小、、压榨脱水和真空抽吸并存的作垂直脱水的造纸机,,一般选用压缩性较小定量较小的毛毯定量较小的毛毯;;压榨脱水和真空抽吸并存的作垂直脱水的造纸机弹性好、定量较大的毛毯。
压榨毛毯底网层数的选择同样要根据上述造纸机压榨部的参数来确定,条件比较好的情况下,可以选择层数较多的毛毯使用,以便延长造纸毛毯的使用寿命、提高造纸机车速和纸张的质量。
2、参照过去使用造纸毛毯的情况选择对于正常运转的造纸机,在重新选择造纸毛毯时,必须参考以前使用造纸毛毯时的情况加以改进,这样才能在毛毯的品种、克重、透气度、厚度以及其他方面的特殊要求做出正确的选择,使重新选择的造纸毛毯更加适应造纸机的需求,防止因毛毯选择不当而带来的生产不正常因素。
3、密切与造纸毛毯供应商的技术人员交流随着造纸技术和造纸机械装备水平的不断提高,对与之配套的造纸毛毯性能方面的要求也越来越高,因此造纸毛毯的性能更加细化,品种越来越多。
目前,仅BOM造纸毛毯这一系列的品种就多达几十种,且在生产造纸毛毯的过程中需要调整的因素还很多,这些无疑给纸厂的工程技术人员在选择造纸毛毯时带来很多麻烦。
与毛毯供应商技术人员经常的技术交流是一个很好的办法,真正做到造纸毛毯是在造纸机旁边设计出来的。
二、选择造纸毛毯时应注意的几个问题根据纸机装备情况,我们在选择和设计造纸毛毯时主要应考虑以下几个方面。
1、毛毯品种的选择随着造纸毛毯的功能细化,其品种也将逐渐繁多。
现有的BOM造纸毛毯和其它普通型的压榨毛毯大约有几十个品种,所以,我们在选择毛毯时,应根据造纸机不同的压榨型式、不同的部位、不同的纸种、不同的洗涤条件等因素,来选择不同品种的毛毯。
最好根据毛毯制造商工程师的建议来选择毛毯。
2、毛毯克重的选择选择毛毯的克重同样应根据造纸机压榨型式、毛毯使用部位、所生产的纸种、洗涤条件、真空度大小等因素来选择。
克重过大,则易导致毛毯含水量大、造纸机车速上不去、毛毯容易脏污等问题;克重过小,则易导致毛毯透气度过大、不耐磨、表面粗糙、底网痕重等缺点。
浆料的状态、压榨和洗涤条件较好的造纸机可以选择平方米克重稍大一些的造纸毛毯,以提高造纸毛毯的耐用性能。
3、毛毯尺寸的选择造纸毛毯是一种织物,其制作后的尺寸,装在造纸机上的尺寸及使用后的尺寸都略有不同,因此在确定订货尺寸上应得体。
确定的订货尺寸应该是张紧状态下的尺寸。
(1)长度的确定所用毛毯的长度与对毛毯的强力的要求呈正比关系所用毛毯的长度与对毛毯的强力的要求呈正比关系,,毛毯越长毛毯越长,,要求其强力也应越大要求其强力也应越大。
在选择造纸毛毯的长度时在选择造纸毛毯的长度时,,当使用BOB 造纸毛毯时造纸毛毯时,,必须考虑到其伸长率较大必须考虑到其伸长率较大,,一般在1~1.5%范围%范围;;当选用BOM 造纸毛毯时造纸毛毯时,,特别是选择双层以上的BOM 毛毯时毛毯时,,就无需过多的担心其伸长和收缩率了的担心其伸长和收缩率了,,BOM 造纸毛毯的伸长率一般不会大于1%,宽度变化在正常情况下不会超过±20mm 的。
一般我们在造纸机上量取造纸毛毯的长度时,将张紧器置于其张紧范围的2/5的位置,使用不伸缩线顺毛毯运行的圈路量取其实际尺寸,此即为所需毛毯的订货长度。
(2)宽度的确定以压榨辊的辊面宽度面宽再增加-5~+5cm 为准。
如果所订的造纸毛毯过宽,则容易出现毛毯边部被磨烂现象,毛毯的边部被磨烂以后,露出的底网(基布)丝线容易被甩进湿纸页中,造成纸页断头频繁;另外,也容易造成撕裂毛毯。
如果所订的造纸毛毯过窄,则会导致毛毯在运行中不稳定则会导致毛毯在运行中不稳定,,容易跑偏漏气容易跑偏漏气,,标准线稍微偏斜以后标准线稍微偏斜以后,,毛毯则很容易变窄毛毯则很容易变窄,,以至于不能承载整个纸幅以至于不能承载整个纸幅。
一般来讲一般来讲,,BOB 造纸毛毯的订货宽度要稍微宽一些造纸毛毯的订货宽度要稍微宽一些,,基本上以压榨辊面宽为准,表1不同造纸毛毯的强力和尺寸变化要求,其或者在压榨辊面宽的基础上适当的加上3~5cm宽度,这样,当毛毯上机张紧后宽度,这样,当毛毯上机张紧后,宽度基本上和压榨辊面宽一致。
对于BOM造纸毛毯来讲,其订货宽度一般与压榨辊面宽度一致,或者稍微窄与压榨辊面宽3~5cm,因为BOM毛毯的横向收缩率很小。
表1列出了不同品种的造纸毛毯,其尺寸变化要求和断裂强力要求。
4、透气度的选择透气度的选择应根据造纸机综合的技术参数来确定,这是一个比较经验的数值。
在实际生产中,新毛毯的透气度、毛毯使用最佳状态时的透气度、毛毯失效下机时的透气度均不一样,透气度将会越来越差。
我们在选择造纸毛毯的订货透气度时应略大于毛毯使用最佳状态时的透气度,如果选择透气度过大会造成真空系统的真空度上不去、毛毯的含水量过大、纸页的水分脱不出去、毛毯透浆等问题;如果选择的造纸毛毯透气度过小,又会导致毛毯在真空吸水箱处跳动、真空系统负荷过大、毛毯磨损加重、纸页脱水困难等症状。