炼焦自动配煤控制系统的运用
自动配煤系统简介-II

煤矿用自动装车配煤控制系统简介由于煤矿矿井煤质构造比较复杂,影响煤质的因素较多,造成矿井煤质不稳定,波动性较大,难以符合不同用户的不同需要。
把不同质量的煤相互掺合,从而得到所需要的目标煤质,称为配煤。
对于采用两种煤质的配煤,就是将矸石以一定的比例混入原煤中,使混合后的煤的热值符合用户的要求。
本系统适合两种煤质的配煤,是利用灰分测试仪在线测试混合后煤的灰分,然后动态调节矸石的流量,使混合后的煤符合用户的要求。
对多种煤质的配煤,需重新设计,但原理一样。
一、基本原理在煤的掺合过程中,煤的质和量有以下数学模型A1*Q1+A2*Q2=A3*Q3 -------------①式中各变量的定义:A1-----原煤的产品灰分Q1-----原煤的产品流量A2-----矸石的产品灰分Q2-----矸石的产品流量第 1 页共7 页A3-----配完以后的目标灰分Q3-----配完以后的目标流量,Q3=Q1+Q2由①式可得出:A3=( A1*Q1+A2*Q2)/(Q1+Q2)由于灰分是表示煤中所含杂质的比例,故必须存在A2≥A3≥A1的条件,配煤才有实际意义,只要满足此条件,无论A1、Q1、A2具体的值是多少,都可以通过增加和减少Q2来达到希望的A3,见图1-1。
图1-1第 2 页共7 页第 3 页 共 7 页当A3被指定后,通过指定值和检测值的比较,适时调节矸石流入量,从而达到A3在一个允许的小误差范围内波动,实现配煤自动化。
由此我们可以设计出如图1-2所示的基本系统:图1-2二、系统框图第 4 页共7 页二、系统各单元介绍1.储煤仓储煤仓用来储存待配比的原煤和矸石,本系统最少需要两个储煤仓,分别储存原煤和矸石,如有多个储煤仓轮流使用,效果最好。
2.流量自动调节装置流量自动调节装置是位于储煤仓底部,用来关闭储煤仓和自动调节从煤仓流到传送皮带的煤的流量,由自动控制箱、液压站、液压闸板、位置传感器组成,可受中心站计算机集中控制,能够预置或根据需要自动调节液压闸门的开启位置,由此开启位置中心站计算机可以估算出煤的流量。
活性焦自动配煤系统功能分析与方案设计

活性焦自动配煤系统功能分析与方案设计摘要:为了解决当前在活性焦配料人工配料不准确,工作效率低、工作环境差配料影响品质量及后序工艺操作稳定性的问题,有必要进一步研究活性焦对配煤自动化的设计方案。
文章介绍了活性焦自动配煤的现状,自动配煤功能难以实现的原因,阐述了活性焦自动配煤设计方案,以10万吨活性焦自动配煤运行结果表明,该设计方案的合理性和有效性,具有实用和推广价值。
关键词:活性焦;自动配煤;功能分析;方案设计;引言:活性焦是一种用途极广的工业吸附剂,催化剂、催化剂载体,其外观普通为黑色圆柱状形,常用于废气处理。
其生产过程中需要对需要的原料兰炭、无烟煤、焦煤、沥青等原料进行配煤,保证其产品耐压强度、耐磨强度、灰分等质量指标满足厂家使用要求。
配煤准确性对产品质量指标和成本目标非常重要,但是,由于原料煤水份高、比重小、易挂壁,下料不畅计量误差大等原因,难以实现自动化配料。
本文将对活性焦自动配煤进行分析并给出改进的方案。
一、传统配煤工艺流程依据生产工艺要求对原料兰炭、无烟煤、焦煤、沥青等依据配煤比例进行配煤。
当前各生产厂家通过铲车计量的方式配煤,同时采用配后煤六个方向的混合搅拌实现配煤均匀化,然后把配好的煤进入上煤仓,通过插板阀开关进入皮带输送系统进入磨粉系统。
二、活性焦自动配煤现状活性焦生产过程中需要对原料煤及返料,依据工艺配方进行重新配料,以达到产品所需要的强度、颗粒、工艺等质量要求,因此,配煤很重要。
由于传统生产过程中对原料配煤依靠人工铲车配料混匀方式配煤,即传统又落后、扬尘大、环境差,更不能连续生产,配料准确性对成型与炭化质量影响较大。
造成人工配料的主要原因是原料煤含水高,密度低、吸附能力强等因素,使得原煤下料不畅、影响计量不准确,无法实现自动化功能。
三、设计案例分析3.1、项目背景某10万吨活性焦生产工厂属于新建项目,建设目标为数字化工厂,要求实现公司从原料配煤、磨粉、造料成型、炭化、活化、包装等工序的自动化功能,最终实现数字化工厂,通过考察当前活性焦行业,对于此产品的生产状况,基本上传统工艺路线,即:以大量用人为主的生产企业,同时各工厂对自动化的理解不清楚,专业能力弱、前期投入成本高和可借鉴的成功案例太少等因素,基本没有实现自动化。
配煤生产计算机操作系统应用
配煤生产计算机操作系统应用由于自然环境因素的影响,煤炭开采生产常常面临诸多方面的障碍。
在生产技术上,煤炭企业难以达到高难度采矿生产的需要;在生产方式上,煤炭企业缺乏先进的控制技术作为支撑。
这些问题不仅降低了煤炭企业的采煤生产效率,也容易引起各种安全意外事故,增加煤炭企业生产难度,同时扩大了成本投资。
计算机控制系统的运用,大大增强了采煤生产的安全性、可靠性及持续性,提升了采煤生产中的配煤效率。
1计算机控制系统的应用类型考虑到煤炭经济在我国国民经济中的重要性,企业在制定煤炭生产计划时必须要控制好每个环节的作业质量,控制好采煤生产的质量、产量等核心指标。
传统配煤方式造成的各种缺陷,既增加了企业参与煤炭生产的难度,也加大了开采成本的投资金额。
鉴于计算机控制系统的优越性能,其用于煤炭开采的配煤工序时可显著改善生产效率。
计算机控制系统的组成包括:(1)数据采集系统。
数据采集是为了收集到更多的配煤信息,为生产人员的操作提供可靠的依据,计算机控制系统中的数据采集功能则能满足这一要求。
利用该系统可以对生产过程各种工艺变量进行巡回检测、处理、记录及变量的超限报警,并且做好各类实用数据信息的实时分析,以判断采煤生产的状态是否正常,提醒操作人员做好相应的准备工作。
(2)数字控制系统。
数字控制系统运行之前要经过一定的计算处理,再把计算所得的结果经过传输通道递交给控制中心[1]。
计算机控制系统收到信号后,可对被控制对象加以调控处理,以确保采煤数据的准确性。
数字控制系统在模拟阶段运行时信号的传送不需要数字化,只需要结合计算机自带的计算功能便可处理相应的信息,方便了煤炭开采生产控制需要。
(3)监督控制系统。
计算机监督控制系统的作用表现在两方面:一是监督煤炭开采生产,对出现的质量问题及时检测反映;二是指导配煤工作,在配煤时利用监督系统可引导操作人员按照标准的质量分配原煤。
为了保证监督控制系统作用的发挥,计算机操作人员可利用数据建模的形式分析配煤信息,编制更加科学的配煤方案,提升了配煤数据的处理效率。
自动配煤系统配煤精度的影响因素及控制

253随着科学与技术的持续发展,当前我国的大高炉大规模的进行生产运作,相关管理者投入了大量的人力物力资源,在产生了不错的经济效益的同时,对提高焦炭的质量问题进行了进一步的探讨。
众所周知,焦化厂作为钢铁联合企业的附属企业,在面对钢铁行业不景气的行情下对焦化厂产生了直接的影响,这主要是因为焦煤资源短缺,导致了炼焦煤成本增加,在技术受到限制的情况下使得钢铁行业所获得的利润减少。
因此急需找到有效降低炼焦煤成分的方法,而这些相关操作都需要经过自动配煤系统来进行。
1 焦化厂自动配煤系统简介当前比较常用的焦炉自动配煤系统主要可大致分为两种:1-4# 焦炉自动配煤系统和5-6# 焦炉自动配煤系统。
这两种焦炉自动配煤系统主要的区别是所需要的装备配给不同。
第一种1-4# 焦炉自动配煤系统首先需要相关操作人员输入配煤比的详细信息,因此工控机可以根据操作人员所设置的配煤比来进行深加工,把得到的配煤比信息转换成相关的信号输出到给料器变频器进行变频处理,依据所转换的频率的不同来变换圆盘给料机的给料速度。
下一步电子皮带秤的称重传感器需要把实际所检测到的重量信号转换成相应的电信号处理,从而传输到工控机和现场仪表。
最终由工控机将经过处理后所得到的相应数据结果反馈与一开始操作人员所设定的数值来进行比较,从而进一步控制处理变频器进行相应的变频,进而调整圆盘给料机的速率,将实际操作中的配煤比与所设定的配煤比之间的误差不超过±1%为基准。
另一种常见的5-6# 焦炉自动配煤系统也首先同样是由相关操作人员在工控机中输入所设置的配煤比,经由工控机的控制处理把详细的参数输出到现场仪表中去。
然后经由现场仪表控制称重给料机给料的标准。
主要的不同之处是在于操作进一步是由电子皮带秤的称重传感器与测速传感器来对重量信号和速度信号进行详细的测量之后再上传到现场仪表。
之后主要经由现场仪表进行相关的信号处理,然后将操作处理后的相关结果输入到工控机中去。
自动化配煤工作原理

自动化配煤工作原理
自动化配煤工作原理是利用先进的计算机控制系统和传感技术,实现对煤炭矿山中的配煤过程进行自动化管理和控制的一种工作方式。
其基本原理如下:
1. 数据采集:通过传感器和仪表设备采集煤炭矿山内的相关数据,包括煤炭的品种、质量、产量、库存量、运输状况等信息。
2. 数据传输:将采集到的数据通过通信网络传输给计算机控制系统,以便进行进一步的处理和分析。
3. 数据处理:计算机控制系统对采集到的数据进行处理和分析,通过算法和模型对煤炭的质量、产量、库存等进行预测和评估,同时结合供需情况进行优化调度。
4. 作业指令生成:根据数据处理的结果,计算机控制系统生成相应的作业指令,包括煤炭的配比、运输路径、装载方式等。
5. 控制执行:作业指令通过控制系统传输给具体的设备和机械,包括输送机、破碎机、筛分机等,实现煤炭的分选、配比和运输等工作。
6. 反馈监控:计算机控制系统通过实时监测和控制设备的工作状态、煤炭的运输情况等,不断调整和优化配煤过程,并实时反馈相关信息给操作人员。
通过自动化配煤,可以提高煤炭的配比精度和生产效率,减少
人工操作的误差和劳动强度,提升矿山的安全性和环境保护水平。
同时,通过数据的实时监控和控制,可以及时发现问题并采取相应的措施,保证配煤过程的稳定性和可靠性。
应用案例12选煤厂自动配煤系统
应用案例12选煤厂自动配煤系统1.概述中国煤矿业由于近几年的中国工业的发展,国内需求量越来越大,国外对于中国的煤炭需求量也很大。
国外进口的煤质条件要求也很苛刻,对于不同的煤质的灰份的含量不同市场上具有不同的价格。
用户要求买灰份为14的煤。
如果我们卖给它的煤灰份为12,明显价钱我们很亏。
如卖给灰份在13.5—14之间的煤,我们较卖给12灰份的煤节约了煤质之间的差价。
否则到岸的煤如不合格,有可能对方罚款、不付钱或退货,给我国煤矿造成不必要的损失。
而化验室的数据太滞后,影响了数据的可靠性。
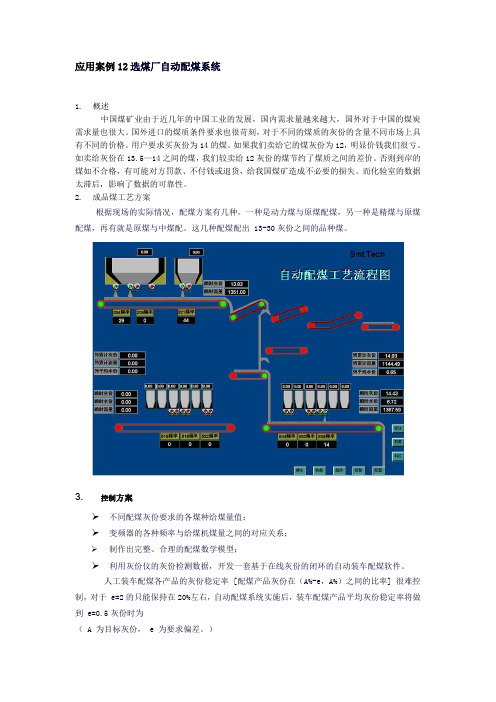
2.成品煤工艺方案根据现场的实际情况,配煤方案有几种。
一种是动力煤与原煤配煤,另一种是精煤与原煤配煤,再有就是原煤与中煤配。
这几种配煤配出 13-30灰份之间的品种煤。
3.控制方案不同配煤灰份要求的各煤种给煤量值;变频器的各种频率与给煤机煤量之间的对应关系;制作出完整、合理的配煤数学模型;利用灰份仪的灰份检测数据,开发一套基于在线灰份的闭环的自动装车配煤软件。
人工装车配煤各产品的灰份稳定率 [配煤产品灰份在(A%-e,A%)之间的比率] 很难控制,对于 e=2的只能保持在20%左右,自动配煤系统实施后,装车配煤产品平均灰份稳定率将做到e=0.5灰份时为( A 为目标灰份, e 为要求偏差。
)4.硬件配置在211皮带上安装一台皮带称和一台灰份仪。
在536皮带上安装一台皮带称和一台灰水仪。
在537皮带上安装一台皮带称和一台灰水仪。
2台上位机1 台触摸屏1 台 SIEMENS PLC5 台 ET200S 远程站。
9 台变频器和九块 CB15 变频器通讯模块。
5.实现功能装车设备开、停及保护的集中控制;通过配煤控制系统,可实现装车配煤设备的自动开、停及闭锁控制;并可实现就地手动操作与系统自动操作的集中切换。
调度室和就地控制室可进行配煤参数设定及配煤策略计算,并可通过配煤系统实现手动和自动配煤。
也可通过现场控制柜对变频器直接进行操作。
焦化配煤自动化控制系统优化设计研究
焦化配煤自动化控制系统优化设计研究发布时间:2021-09-16T02:27:30.110Z 来源:《中国电业》2021年14期作者:黄小胖[导读] 配煤精度不准,将直接造成焦炉炼焦产量下降黄小胖丰城新高焦化有限公司江西宜春 331141摘要:配煤精度不准,将直接造成焦炉炼焦产量下降。
在对焦化配煤自动化控制问题展开分析的基础上,提出了配煤系统的优化设计方案,通过对系统变频器、通讯模块、配煤称等硬件进行改造,并完成PLC控制系统软件升级,能够实现配料过程的联锁控制,将单煤种配料误差控制在0.5%以下,满足焦化配煤需求。
关键词:焦化配煤;自动化控制;控制系统优化设计引言:配煤作为焦化生产重要环节,在应用自动化控制系统实现配煤数量和质量控制过程中,需要及时完成系统技术更新,通过加强配煤原料添加管理,保证产品整体质量。
但实际焦化生产车间较大,配煤管理较为粗放,造成配煤设备损耗较大,容易出现精度下降问题。
因此应研究配煤控制系统优化问题,通过科学设计取得理想配煤效果。
1焦化配煤自动化控制问题某焦化厂于2010年进行扩容改造,实施分区配煤,为不同焦炉设备配送焦炭。
在改造期间,在原配煤系统中引入了西门子的S7-400PLC 系统,通过与MM440变频器通讯实现配煤自动化控制。
发展至今,系统面临电气元件老化、变频器频繁发生通讯故障等各类问题,不仅严重影响配煤效率,也造成配煤准确率下降,仅能达到97%左右,距离同行业98%标准存在较大差距。
目前,焦化厂旧配煤区采用称重皮带,受恶劣环境影响,固定端轴销位置容易因煤粉堆积阻碍皮带转动,设备故障率较高。
而新区采用圆盘调速设备,能够维持稳定调速。
新旧区共用一台数据采集和监视HMI设备,搭载VB编写的运行软件,以打包方式封锁在指定硬盘内,一旦损坏将引发停产问题。
而称重设备统一布置在控制层,通过串口方式和HMI实现数据交互。
受通讯协议限制,容易发生通讯故障。
此外,PLC控制系统下设多个通讯子站,分别负责与各自称重仪表、变频器等通讯,容易引发循环通讯故障,导致配料准确性受到影响。
PLC自动控制技术在焦化厂煤系统中的应用
技术应用TECHNOLOGYANDMARKETVol.27,No.8,2020PLC自动控制技术在焦化厂煤系统中的应用邹海龙(拜城县众泰煤焦化有限公司,新疆拜城842300)摘 要:探讨目的是发挥PLC控制应用的优势,将PLC自动控系统应用到备煤工段,实现焦化厂备煤工段的自动控制。
该系统采用自动称配煤控制系统可以自动配煤。
该系统对生产中出现的异常情况进行报警,并能够实现集中监视和管理,对各个煤种的配入量实现单独调节和控制。
关键词:PLC;备煤工段;自动控制doi:10.3969/j.issn.1006-8554.2020.08.042 引言在大多数焦化厂中,很多工段尚未实现自动控制,手动控制操作比较普遍。
手动操作意味着需求更多的人力资源,其缺点和存在的安全隐患也比较多。
手动操作既繁重又不精确,不仅浪费人力,同时作业质量受人力影响比较大,在很大程度上增加了操作的不确定性。
而通过自动控制系统操作设备是不会存在这些问题。
本课题目的是发挥PLC控制应用的优势,从而实现焦化厂工段的自动控制,在同等的条件下创造出更多的价值。
!"的特点PLC具有可靠、安全、灵活、方便、经济等特点,PLC之所以能迅速发展,被广泛应用,决定于它的以下突出特点:①运行稳定、可靠性高、抗干扰能力强。
②设计、使用、维护方便。
③编程语言直观易学。
④与网络技术相结合。
⑤易于实现机电一体化。
!"自动控制技术在焦化厂煤系统中的应用2 1 控制系统要求现有系统只有手动运行方式,设计增加自动运行方式,实现双运行模式切换,现场操作箱增加远程和就地转换开关。
通过对电气回路线路进行改造增设集控室,安装PLC硬件设施,实现PLC输出模块控制电气元件,PLC输入模块检测现场设备状态信号的目的,安装核子称测量系统,架设工控机,编程下装自动配煤及工艺联锁开停机程序,用画面组态软件编辑控制画面流程图,完成后进行调试。
选择手动时,现场操作,单台设备开机,自动控制断开;选择远程时,手动断开,由集控室工控机电脑操作,根据工艺开停机联锁关系进行开停机操作。
自动化控制在煤化工中的应用
自动化控制在煤化工中的应用摘要:如今,随着国内科学技术的迅猛发展,各类化工控制仪表也得到了有效地升级和优化,仪表控制系统发生的故障频次也变得多了起来。
然而,不管科学技术如何提升,其自动化程度如何发展,我们都应当先从基础故障入手,积累更多丰富的故障处理经验,进一步学习更多创新性技术,不断探索其他问题的可能,提升自身的技术处理及故障处理水平,方能更好地化解仪表故障,也能更好地维护系统工作,确保化工仪表自动控制系统更加稳定且有序地运行。
关键词:自动化控制技术;煤化工仪表;运用;引言对于我国煤化工企业而言,仪表自动化设备在其日常生产及运作环节中所扮演的角色至关重要,可以有效提高煤化工企业的生产控制效果,对产品质量提升、运作效率强化及企业战略目标达成,均具有至关重要的现实意义。
特别是在当前信息化和智能化时代环境之下,煤化工企业更加重视仪表自动化设备的运用,依托这一设备的应用,促使煤化工企业生产运作朝着信息化、自动化、智能化的方向发展,极大程度上减少了煤化工企业的成本支出。
但是需要说明的是,在日常运作期间,仪表自动化设备也经常会出现一些故障,如何有效积极预防故障并采取有效措施加以维护,则需要引起煤化工企业的深入思考。
1煤化工仪表自动化设备良性运作的重要意义对于煤化工企业而言,在其经营管理过程中,依托仪表自动化设备的应用,可进一步提高煤化工企业的生产管理水平。
在增加企业经济效益的同时,也可进一步促进煤化工企业战略目标的达成。
现阶段,越来越多的煤化工企业意识到仪表自动化设备的优势,在经营管理过程中重视仪表自动化设备的应用,并将其广泛应用于生产环节当中,使得煤化工经济得到了进一步的发展。
但是需要说明的是,煤化工企业在使用仪表自动化设备时,其也对煤化工产品的生产产生重要影响。
因此,煤化工企业若想确保仪表自动化设备的功能效用最大限度发挥,则需要定期对其进行维护和检修,保证仪表自动化设备的性能,确保其处于正常高效、良性稳定的运作状态。
焦化厂储配一体配煤管理系统的开发与应用
军 (9O ), , 北 张 家 口人 , 职 于 河 北 钢 铁集 团 宣钢 公 司焦 化 厂 , 间 主 任 , 级 工 程 师 , 期 从 事焦 炭 配 煤 的 研 究 17 一 女 河 就 车 高 长
现 在 河北 理 工 大 学 攻 读 工 程硕 士 。 8 2 《 净煤 技 术 ) o o年 第 1 第 5期 洁 ) l 2 6卷
低配煤 成本 。为 了满 足 高 炉 冶炼 需 要 , 稳定 和 提 高
高配煤精 度 就成 为技术攻 关 的重点 。
1 工 艺 简 介
贮 配 一体 的配 煤 系统 工 艺 流程 为 : 厂 煤通 过 进 螺旋 卸车 机到受 煤 坑 , 由皮带 系统 经破 碎 机 到储 配 煤仓 , 给料 系 统 由 圆盘 给 料 机 、 电子 皮 带 秤 和 调 节
焦炭 质 量。 实现 配煤 自动化 对 降低配 煤成 本 和 系统 开发 成 本都 非 常 重要 。通 过 多种 自控 手
段 实现 了配煤 自动化 , 并且 通过 自编程序 降低 了硬 件投 资成 本 , 多方 面提 高 了配煤 准 确度 , 从 形成 了一套 适合 焦化 企业 实际生 产的备煤 工 艺及 控 制技 术。
焦炭质 量 , 高配 煤 准 确度 , 提 降低 原 料采 购 成 本 , 改
造落后 的传 统配煤 工 艺 , 现配 煤 自动化 已是 大 势 实
所 趋 , 在必行 ¨ 。 势 ~J
系统组 成 , 它借助 电子皮 带 秤 和 自动调 节 系 统来 调
节 圆盘 电机 的转 速从 而 实 现 自动配 料 , 煤 经粉 碎 配 机粉碎 后送 往焦 炉煤塔 , 工艺 流程 如 图 1 示 , 所 圆盘
就不 再适用 了。为 了 降低 原料 成 本 , 保证 质量 的 在 前提 下 , 低 价 格 高 的 焦 煤 和 气 煤 的用 量 , 高 价 降 提 格较 低 的弱 粘结性 煤 的配 入量 , 可使 炼 焦用 煤 的成 本大 幅度降 低 ~ 。然 而在 配煤实 际生产 过 程 中发
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 接第 3 上 6页 )
层 ,所 以炉 内热 量 易传 递 到炉 门本体 上 ,在 生产 过
性 ,以适应 炉 门在不 同高 度上 的密 封压 力要 求 。该 刀 边腹 板 的密封 性能 较好 ,但 制作 精度要 求 较高 。
『
程 中 ,炉 门本体 的热变形 相 对较 大 。
该 刀边框 架 与炉 门本 体之 间无 连 接 .刀边 更换
组 配合 后 的炼 焦 用煤 ,经过 粉碎 由带 式输 送机运 至
2 76 m 焦 炉 座 .3
布 料小 车上 ,在移 动过 程 中不断 地接 收 固定标 尺发 出的信 号 ,从 而获 得布 料小 车 的绝对地 址 。
根 据可逆 皮带 输送 机 的连续 位置信 息 ,可 实现
控 制可 逆皮带 输送 机 的行走 定位 ,配套 料位 检测 系
收稿 日期 :2 1 - 5 1 010—7 作 者 简 介 :查 旭 东 (9 9 ,男 ,工 程 师 1 6一)
以实现 系统选 择处 理 ;通过 配料 线 自动顺 序启停 和 连锁 、给料 机变 频器运 转 、 自动 仓振 控制 和报 警控
2 l 年 9月 O1
第4 2卷 第 5期
上保 证 了冶 金焦炭 的质量 。鉴 于系统 的优越性 和 近 年来 的使 用情 况 .近期 马钢 老 区焦化 也对 配煤 装 置 进行 了控 制 系统 的改造 ,同样 达到 了 良好 的效 果 。
侯 冬梅 编 辑
秤传 感 器 和控制 箱 ,否则 易 引起 强磁 干扰 ,影 响测
量精 度 。 4 )定 期 对 雷 达 料 位 计 进 行 干 扰 盲 区 的 消 除 , 进行 参 数校 准 。
方 面 的工作 。取 得 了较好 的效果 。 1 )保 证 测 量设 备 的准 确 性 。 经 常用 链 码 校 准 电子皮 带秤 ,优 化秤 的系统 参数 。皮 带秤 计量 要 防 止称 重 段皮 带 的跑偏 .经常 对皮 带调 整 。
的灰尘 ,读 取正 确 位置信 号 ,避 免无 法启 动设 备或
过 紧 。否则 压迫 测 速轮增 加 测速 误差 ,从 而增 大 下 料 的计 量误 差 。 3 )皮 带 上 的 除 铁器 尤 其 是 永磁 除铁 器 要 远 离
统 ,操 作 方便 可 靠 ,不 同煤 种 配 比控 制 稳 定 精确 , 故 障低 ,极 大地 降低 了操作 工 的劳 动强 度 ,从 源 头
燃 料 与 化 工 F e &C e i l r ess ul hm c o s aP c e
3 9
制 以实 现 系统 的运 转控 制 。
5 )经 常 清扫 布 料 小 车红 外 编 码位 置 检 测 器上
2 系统 运 行 维 护
由于焦 化环 境 的高 温 、粉尘 和腐 蚀性 都可 能 大 大 降低 系统 设备 的控 制精 度 和寿命 ,通过 以下 几个
方便 ,更 换成 本 较低 ,但 使用 寿命 相对 较 短 。 由于 炉 门本 体 为 铸铁 材 质. 刀 边 框 架 为不 锈 钢 材 质 , ,而 在高 温使 用 环境 下 .刀边 框架 膨胀 量 远大 于炉 门本 体 的 膨 胀 量 ,使 刀 边 框 架 与炉 门本 体 之 间 产 生 间 隙 ,造成 烟气 泄 漏 ,因此 密封 性能 较差 。 4 )不 等 高式 刀 边 腹 板 与 炉 门本 体 的 安装 形 式 与整 体焊 接式 刀 边腹板 相 同 ,采用 不等 高式 刀边 腹
板 ,是 为 了改 变 刀 边 腹 板 在 纵 向不 同 位 置 上 的 刚
3 结 语
炉 门刀边腹 板 是焦 炉炉 门上 的关 键部 件 ,刀边
腹板 的结 构 、材质 和精 度 直接影 响 炉 门的整体 密封
性能。不同结构的刀边腹板与炉门本体的安装形式
有所 不 同 ,刀边 腹板 在 密封 性能 、使用 寿命 、 日常 维护成 本 、安装 和更换便 捷 性方 面也 各有 利弊 。
马钢 新 区新 建 的 2 0万 t 2 , a焦化 系 统 备煤 车 间 承担 为 焦炉 制备装 炉用 煤 的任务 。从贮 煤 场运来 的 单种 煤 ,在配 煤 室 内经 配煤槽 顶 部 的可逆 带式输 送 机 分别 布入 1 6个 8 的双 曲线 斗 嘴配煤 槽 中。配 m 煤槽 双 排 布置 ,每 排 8 ,各单 种 煤按 煤 质分 为 2 个 组 分别贮 存 ,总 贮量 为 88 0。配煤 槽 下部 设置 自 0t 动 配煤 装置 ,各 单种煤 按 给定 的配 比进行 配合 ,分
配煤 系统包 含现 场物 料计量 部分 和微 机控 制部 分。
1 . 物料 计量 部分 _1 2
备 自动连 锁功 能 ,杜 绝混 料事 故 的发生 ,见 图 I 。
计 量控 制 系统采用 双 托辊 电子皮 带秤 ,其 计量 精 度 为 4 . %。 电子 秤 的 称 重信 号 经 过 现 场 称 重 -2 05 二次 仪表 转换 为标 准 的 4 2 r 电流信 号 接人 P C ~0 A n L
系统分 为 自动布 料和 自动 配料 两部分 ,分 别完 成 煤仓 储煤 和炼 焦煤 的 自动配 比功 能 。
1 自动布 料 系统 . 1
111 系统 结构 ..
转 ,准 确下料 。若正在 下料 作业 的物料 名 不一致 即 出现 混煤情 况 ,系统 则 给 出报警 提示 和连 锁停 机 。
量 、配 比和水 分 的选择 ,快 速选定 配料 仓 号及煤 种
11 布料小 车位 置检 测 .2 .
布 料 小 车 的 位 置 检 测 采 用 红 外 编 码 位 置 检 测 器 。固定标 尺安 装在 布料小 车轨 道一 侧 ,不 断发射
自身位 置信 号 的编码调 制 红外线 。活动标 尺安 装在
1 . 自动配 料 系统 2
在炼 焦配煤 系统 中 ,传统 布料 方式 为操 作工 肉
眼观 察 料位 ,根据 物 料种 类 决 定 给哪 一个 仓 下 料 ,
若控 制不 当将 发生煤 仓混 煤事 故 。煤仓 布料 自动化
控制 系统 能显示 布料 小车 当前 下料 位置 、煤仓 当前
料位 ,控 制煤仓 上 可逆小 车 自动行 走 ,实现 系统设
小车
布料 小 车位 置 检 测
"-
-
I
位 信 置 号
r 二
模 拟 量 模 块 。 由于 电子 皮 带 秤 的传 感 器 防 护 等 级
高 .具有 过载 保护 功能 。称重 流 量可达 2 0 t 。 00 0/ h
配 煤 系 统
P C L
布料 小 车行 走 控 制 小 车 行 走 控 制 信 号
产 生连 锁停 机 。 6 )保 持 P C控 制 系统 良好 的工 作环 境 。控 制 L 适 宜 的温度 和湿 度 ,定期 对 系统硬 件 清灰维保 ,软
件 安全语
炼 焦配 煤装 置应 用 自动布 料和 自动 配料 控制 系
2 )皮 带 的重锤 拉 紧装 置 不 可 使两 头 皮 带 拉 得
1 . 控 制部 分 .2 2
配煤 系统 的 电控操作 界 面实现皮 带及 配料 圆盘
・
一
煤仓料位信号 : I_ _ -_ =
一
图 1 自动 布 料 系统 控 制 功 能 框 图
等 电气 设 备 的启, 、集 中, 机 等操 作 。配煤 系 统 停 单 的仪 控 操作 界面 实现配 煤控 制系 统操作 。 另 外 .配 煤 系统开 关量 控制 功能 实现 系统 总流
3 8
Fe u l& C mi8 rc se he c1P oe ss
燃 料 与 化 工
Sp2 1 e . 01 Vo .2 No5 1 . 4
炼焦 自动配煤控制系统的运用
查旭 东 李铁 民 ( . 1马鞍 山钢 铁股 份有 限公 司煤 焦化公 司,马鞍 山 2 3 0 ) 4 0 0
统 精 确 的测 定 料 位 实 现 可 逆 皮 带 输 送 机 的 自动 行
走。
11 煤 仓料 位检 测 系统 .- 3
l 6个 煤 仓上 各 装 有 罗 斯 蒙 特 雷 达料 位 计 .料
位 计将 测量 范 围为 6 m 的料位 信号 传 至 P C系统 , 0 L
参 与对 布料 小车 的行走 、皮 带正 反转 的控 制 。操 作 站 同 时显示各 煤仓 的连 续料 位 ,系统 把料 位信 号转
刘晓明 编 辑
( 上接 第 3 7页)
34 a .MP 。经 过一 段时 间 的使用 ,导 烟效 果 良好 ,设 备维 护率 也不 高 。
5 )确 保煤 饼 送 人 炭化 室与 开 启 高 压氨 水 阀 的
的施 工方 案 ,将 托 煤底板 高 度 降至与 炭化 室底 相差 8 1mm,以减 少煤 饼 不 到 位现 象 的发 生 ,缩 短 装 ~5
采 取 上述措 施后 ,仍 有些 问题 不 能解决 ,针对
机侧炭 化 室 口冒烟 和高压 氨水 泵压 力 控制 的问题 将 进 一 步采取 改进 措施 。消除 机侧炭 化 室 口的荒煤 气 泄漏 ,延 长高压 氨水 泵 的使用 寿命 。
张国富 编 辑
水 ,n号 高 压氨 水 的开启 时 间可 根据 冒烟 量调 整 。 6 )经 过对 托 煤 底 板标 高 与 炭 化 室底 标 高 的测 量 ,对 托 煤底 板 高于炭 化 室底 3 m 的 ,制定 专 门 0m
系列 P C,具 有较 高 的系统 可靠性 。 L
系 统 P C用 小 车 的位 置 信 号 和 可 逆 皮 带 的转 L
向来 生成 当前相 应仓位 信 号 .并 根据 各料 仓料 位 的 多少 发 出加 减料 命令 。 同时根据 判 断煤仓 预置 的物
料 名 与上料 系统 物料名 的一 致性 。控 制布 料小 车 自 动行走 到相 应 的煤仓下 料位 置 ,并控 制皮 带 的正反