数控车床编程中圆弧插补指令的使用

经验之谈
编辑︱孙雁︱E-mail:zhiyezazhi@https://www.360docs.net/doc/c15724139.html,
改革探索
GOOD EXPERIENCE 在数控车床编程中,有一对指令是圆弧插补指令,即G02/G03,在各种数控系统的手册中都规定G02是顺圆插补指令,G03是逆圆插补指令。在实际编程中,经常有学生将这对指令用错,笔者根据自己的教学实践,从分析机床坐标系的规定出发,对圆弧插补指令的使用判别进行了一些研究。
一、数控机床坐标系与运动方向的规定
目前,国际标准化组织(ISO)已经统一了标准坐标系,我国也颁布了《数字控制机床坐标和运动方向的命名》(JB 3051-82)的标准,对数控机床的坐标和运动方向作了明文规定。
1.机床坐标系与运动方向
(1)坐标和运动方向命名的原则。永远假定刀具相对静止,工件坐标而运动的原则。
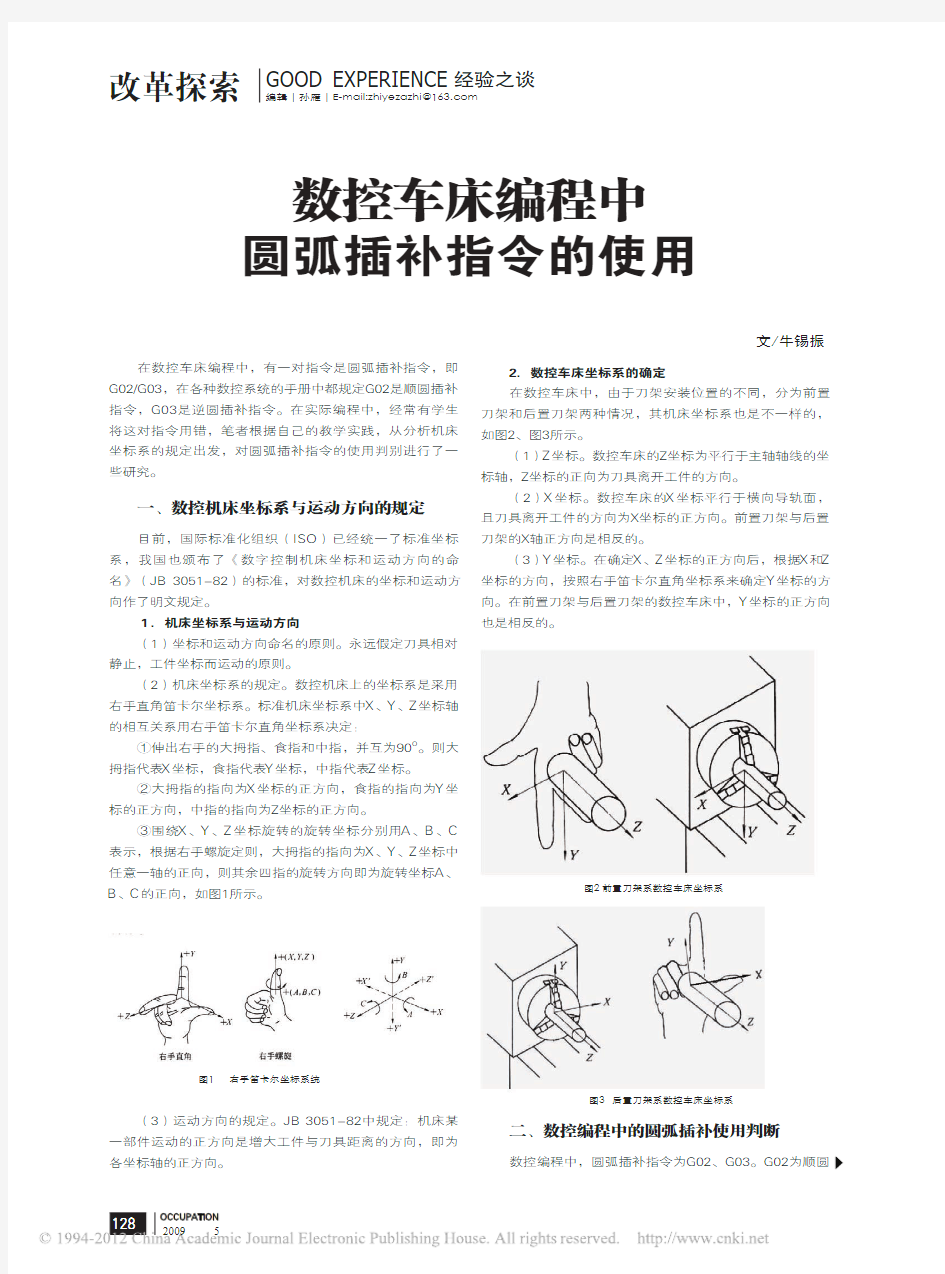
(2)机床坐标系的规定。数控机床上的坐标系是采用右手直角笛卡尔坐标系。标准机床坐标系中X 、Y 、Z 坐标轴的相互关系用右手笛卡尔直角坐标系决定:
①伸出右手的大拇指、食指和中指,并互为90o 。则大拇指代表X 坐标,食指代表Y 坐标,中指代表Z 坐标。
②大拇指的指向为X 坐标的正方向,食指的指向为Y 坐标的正方向,中指的指向为Z坐标的正方向。
③围绕X 、Y 、Z 坐标旋转的旋转坐标分别用A 、B 、C 表示,根据右手螺旋定则,大拇指的指向为X 、Y 、Z 坐标中任意一轴的正向,则其余四指的旋转方向即为旋转坐标A 、
B 、
C 的正向,如图1所示。
图1 右手笛卡尔坐标?统
(3)运动方向的规定。JB 3051-82中规定:机床某一部件运动的正方向是增大工件与刀具距离的方向,即为各坐标轴的正方向。
2.数控车床坐标系的确定
在数控车床中,由于刀架安装位置的不同,分为前置刀架和后置刀架两种情况,其机床坐标系也是不一样的,如图2、图3所示。
(1)Z 坐标。数控车床的Z坐标为平行于主轴轴线的坐标轴,Z坐标的正向为刀具离开工件的方向。
(2)X 坐标。数控车床的X 坐标平行于横向导轨面,且刀具离开工件的方向为X坐标的正方向。前置刀架与后置刀架的X轴正方向是相反的。
(3)Y 坐标。在确定X 、Z 坐标的正方向后,根据X 和Z 坐标的方向,按照右手笛卡尔直角坐标系来确定Y 坐标的方向。在前置刀架与后置刀架的数控车床中,Y 坐标的正方向也是相反的。
图2 前置刀架?数控车床坐标?
图3 后置刀架?数控车床坐标?
二、数控编程中的圆弧插补使用判断
数控编程中,圆弧插补指令为G02、G03。G02为顺圆
数控车床编程中圆弧插补指令的使用
文/牛锡振
经验之谈改革探索
编辑︱孙雁︱E-mail:zhiyezazhi@https://www.360docs.net/doc/c15724139.html,
GOOD EXPERIENCE
插补,即从圆弧起点到圆弧终点为顺时针圆弧插补。G03
为逆圆插补,即从圆弧起点到圆弧终点为逆时针圆弧插
补。以上是很多教程里面的描述,但是很多人对什么时候
用G02,什么时候用G03还是很迷惘,主要原因在于数控车
床有前置刀架和后置刀架之分,于是,就有人针对数控车
床的前置刀架和后置刀架分别总结出了G02、G03的使用方
法,如图4所示。
从图4中可以看出,G02、G03使用起来好像名不符
实,在后置刀架坐标系中与G02、G03的定义一致,可
是到了前置刀架坐标系中,与G02、G03的定义背道而驰
了。这是什么原因呢?笔者总结了下述判定方法:从刀具
插补平面(数控车床是XZ平面)的垂直坐标轴(数控车床
是Y轴)的正方向往插补平面看去,从圆弧起点到圆弧的
终点,是顺时针方向的用G02,是逆时针方向的用G03。
下面我们就用这个判定方法来分析一下前置刀架坐标系中
G02、G03的使用:在前置刀架的坐标系中,Y轴正方向是
向下的(见图2),反映到图4中,Y轴正方向是从纸的外
面指向里面的,根据上述判定方法,我们应该站在纸的反
面往XZ插补平面看,而不是从纸的正面往XZ插补平面看,
这样由于我们站的方位不同,左右就不相同了,从圆弧起
点到圆弧的终点,是顺时针方向的用G02,是逆时针方向
图4 G02、G03?使用判断
从上述分析可以确认,在数控车床编程中,在使用圆
弧插补指令时,关键是要分析好插补的平面以及看插补平
面的方向,只要遵循我们上述所提到的判定方法,G02、
G03指令就不会用错了。
(作者单位:山东冶金技术学院)
的用G03;在后置刀架的坐标系中,Y轴正方向是向上的
(图3中),反映到图4中,Y轴正方向是从纸的里面指向
外面的,根据上述判定方法,我们站在纸面的正面往XZ插
补平面看,从圆弧起点到圆弧的终点,是顺时针方向的用
G02,是逆时针方向的用G03。
英语学习的最终目的是交际,而交际是通过口语来进
行的,语音在此过程中起着至关重要的作用。语言有三要
素:语音、语法和词汇,其中语音是语言学习的基础,只
有学好发音才能听懂人家说的话,才能对所学的材料以正
确的形式在脑子里储存下来,以正确的形式再现,从而建
立语感,提高运用语言的能力。然而,笔者从教多年来发
现大多数学生不太重视对语音的学习。尽管他们掌握了大
量的词汇和牢固的语法基础有一定的读写功底,但听说、
交流能力却很差。他们既听不懂外国人讲的英语,也不能
用标准的英语表达自己的思想,造成英语学习中所出现的
“哑巴英文”、“聋子英语”的不良现状。因此,在英语
学习中要充分认识语音的重要性,学好语音为英语学习打
下坚实的基础。
一、语音是掌握语言知识和获得言语技能
的基础
从语音学的角度来看,语言是语音的符号,语音是
第一性的、文字是第二性的。语言之所以能作为人们交流
的工具,正是依赖于语音这个物质外壳。语音是掌握语言
知识和获得言语技能的基础,英语语言学家麦卡锡(Mac
Carethy)强调必须先学好发音再学习语言,所以学习语言
必先从语音开始。
二、语音不好会影响英语学习者的信心
英语学习的信心来自于个人对自己的英语学习能力和
成绩做出的自我评价,如一个人的语法不好,或口语不流
浅谈语音在
英语学习中的重要性
文/吴海珠
x
z
z
数控车床编程与操作(机工版)教案:5.2 圆弧插补指令G02、G03.doc
5.2圆弧插补指令G02、G03 教学目的和要求: 1、掌握圆弧插补指令G0 2、G03方向的判别 2、掌握圆弧插补指令G02、G03的用法 教学重点难点: 1、圆弧插补指令G0 2、G03的应用 教学方式:课堂理论教学 教学时数:4学时 授课内容: (一)圆弧插补指令G02、G03 指令格式:G02/G03 X(U)___Z(W)___I___K___F___; G02/G03 X(U)___Z(W)___R___F___; 1.圆弧顺逆的判断 圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。圆弧插补的顺逆可按图5-4给出的方向判断:沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向为G02,逆时针方向为G03。 数控车床是两坐标的机床,只有X轴和Z轴,按右手定则的 方法将Y轴也加上去来考虑。观察者让Y轴的正向指向自己 (即沿Y轴的负方向看去),站在这样的位置上就可正确判断 X-Z平面上圆弧的顺逆时针了。 图5-4 圆弧顺逆的判断 2.说明: ①采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值, 用X、Z表示。当采用增量值编程时;圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。 ②圆心坐标I、K为圆弧起点到圆弧中心所作矢量分别在X、Z坐标轴方向 上的分矢量(矢量方向指向圆心)。本系统I、K为增量值,并带有“±” 号,当分矢量的方向与坐标轴的方向不一致时取“-”号。
③当用半径只指定圆心位置时,由于在同一半径只的情况下,从圆弧的起点 到终点有两个圆弧的可能性,为区别二者,规定圆心角≤180°时,用“+R”表示。若圆弧圆心角>180°时,用“-R”表示。 ④用半径只指定圆心位置时,不能描述整圆。 图5-5 G02应用实例图5-6 G03应用实例 如图5-5所示G02应用实例: (1)用I、K表示圆心位置,绝对值编程: N03 G00 X20.O Z2.O; N04 G01 Z-30.0 F80; N05 G02 X40.0 Z-40.0 IO.O KO F60; (2)用I、K表示圆心位置,增量值编程: N03 G00 U-80.O W-98.0; N04 G01 UO W-32.0 F80; N05 G02 U20.O W-10.0 I0.0 K0 F60; (3)用R表示圆心位置 N04 G01 Z-30.O F80; N05 G02 X40.0 Z-40.O R10 F60, 如图5-6所示G03应用实例: (1)用I、K表示圆心位置,采用绝对值编程。 N04 G00 X28.0 Z2.O; N05 G01 Z-40.0 F80; N06 G03 K40.O Z-46.0 I0 K-6.0 F60; (2)采用增量值编程 N04 G00 U-150.O W-98.0; N05 G01 W-42.O F80; N06 G03 U12.0 W-6.0 10 K-6.0 F60; (3)用R表示圆心位置,采用绝对值编程。 N04 G00 X28.0 Z2.O; N05 G01 Z-40.0 F80; 3. G02/G03车圆弧的方法: 应用G02(或G03)指令车圆弧,若用一刀就把圆弧加工出来,这样吃刀量
(完整版)数控G02-G03圆弧插补指令教案
G02/G03圆弧插补指令 一、场地安全: 1. 强调实习课堂安全要求; 2. 上机安全操作规程。 二、教学目的: 知识目标:1. 了解并掌握G02/G03指令的功能和格式。 2 .掌握简单形面的程序设计思路和方法。 技能目标:1.通过对简单零件的加工,能熟练使用数控车床面板上的各功能键 2 .通过车削带圆柱、倒角、倒圆及圆弧的工件,培养学生基本操作 技能,养成安全文明生产的习惯。 3 .培养学生综合分析能力。 三、教学重、难点: 重点:1. G02/G03指令格式,参数含义。 2.顺逆圆弧的判断。 难点:顺逆圆弧的判断。 四、教学方法: 任务驱动法、仿真教学法 五、课堂设计: 1 .课时安排: 2 课时 2.理论与仿真练习相结合 3. 时间分配:复习与新课导入:5 分钟理论讲授:30 分钟课堂练 习:40分钟总结:3分钟作业布置:2分钟 六、教学过程: (一)组织教学:1 .检查学生出勤情况、工作服及胸卡佩戴情况 2 .强调课堂纪律,做到安全文明生产 3 .简要总结上次课题的教学情况
二)新课导入:
回顾前面所学的快速定位G00直线插补G01指令,我们学会了简单台阶零件的编程,但实际很多零件的外形轮廓往往是圆弧连接的,例如这个(教具):同学们都知道,加工直线轮廓用直线插补,那加工圆弧轮廓呢? 生:用圆弧插补 师:对,这就是今天我们要学习的,圆弧插补指令G02/G03. 提问学生: (三)新课讲解: 1 ?认识新指令: ①指令概述:G02/G03圆弧插补指令使刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓。 ②圆弧顺、逆的判断:圆弧插补指令分为顺时针圆弧插补指令和逆时针圆弧插 补指令.(那么什么时候用顺时针圆弧插补指令和逆时针圆弧插补指令),这里首先要看机床是前置刀架,还是后置刀架 我们用的机床是前置刀架,因此,顺时针方向用G03圆弧指令,逆时针方向用G02圆弧指令。 ③指令格式: G02 X(U) Z(W)R F(逆时针圆弧插补) G03 X(U) Z(W)R F( 顺时针圆弧插补) ④字母含义: X、Z:圆弧终点的绝对坐标 U、W圆弧终点相对于圆弧起点的坐标增量 R:圆弧半径 F:切削进给速度 2 ?指令注意事项: (a)前置刀
广州数控车床 指令代码大全
1、GSK980Ta功能列表代码组别意义格式 G00快速定位 G00X(U)_ Z (W) _ G01直线插补 G01X(U)_ Z (W) _ F_ G02圆弧插补(顺时针方向CW)G02 X_Z_R_F 或G02 X_Z_ I_K_F G03圆弧插补(逆时针方向CCW)G03 X_Z_R_F 或G03 X_Z_ I_K_F G04暂停G04 P_;(单位:秒) G04 X_;(单位:秒) G04 U_;(单位:秒) G28自动返回机械原点G28 X(U)_ Z (W) _ G32切螺纹G32X(U)_ Z(W) _ F _(公制螺纹) G32X(U)_ Z(W) _ I _(英制螺纹) G50坐标系设定G50 X(x) Z(z) G70精加工循环G70 P(ns) Q(nf) G71外圆粗车循环G71U(△D)R(E)F(F) G71 P(NS)Q(NF)U(△U)W(△W)S(S)T(T)G72端面粗车循环G72W(△D)R(E)F(F) G72 P(NS)Q(NF)U(△U)W(△W)S(S)T(T)G73封闭切削循环G73 U(△I)W(△K) R(D)F(F) G73 P(NS)Q(NF)U(△U)W(△W)S(S)T(T)G74端面深孔加工循环G74 R(e) G74 X(U) Z(W) P(△i)Q(△k)R(△d)F(f) G75外圆、内圆切槽循环G75 R(e) G75 X(U) Z(W) P(△i)Q(△k)R(△d)F(f) G76复合型螺纹切削循环G76 P(m)(r)(a)Q(△dmin)R(d) G76 X(U) Z(W) R(i) P(k)Q(△d) F(L) G91外圆、内圆车削循环G90X(U)_Z(W)_R_F_ G92螺纹切削循环G92X(U)_ Z(W) _ F _(公制螺纹) G92X(U)_ Z(W) _ I _(英制螺纹) G94端面车削循环G94 X(U)_Z(W)_F_ G98每分进给G98 G99每转进给G99 2、GSK980T M功能列表代码意义格式: M00程序暂停,按“循环起动”程序继续执行 M01程序计划停止 M02程序结束 M03主轴正转 M04主轴反转 M05主轴停止 M08冷却液开 M09冷却液关
数控车床编码指令大全
数控车床编程基本指令大全 常用编程指令的应用 车削加工编程一般包含X和Z坐标运动及绕Z轴旋转的转角坐标C 。 (1)快速定位(G00或G0) 刀具以点位控制方式从当前所在位置快速移动到指令给出的目标位置。 指令格式:G00 X(U) Z(W) ; (2)直线插补(G01或G1) 指令格式:G01 X(U) Z(W) F ; 图1 快速定位图2 直线插补 G00 X40.0 Z56.0; G01 X40.0 Z20.1 F0.2; /绝对坐标,直径编程; /绝对坐标,直径编程,切削进给率0.2mm/r G00 U-60.0 W-30 G01 U20.0 W-25.9 F0.2; /增量坐标,直径编程 /增量坐标,直径编程,切削进给率0.2mm/r
(3)圆弧插补(G02或G2,G03或G3) 1)指令格式: G02 X(U)_Z(W)_I_K_F_ ; G02 X(U) Z(W) R F ; G03 X(U)_Z(W)_I_K_F_ ; G03 X(U) Z(W) R F ; 2)指令功能: 3)指令说明: ①G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧的顺、逆方向判断见图3左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图3右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断; 图3 圆弧的顺逆方向 ②如图4,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。I、K为圆心在X、Z轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。
数控车床G指令和M代码
数控车床G指令和M代码详细解释
FANUC数控G代码,常用M代码:代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G20------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三 G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸 G91------相对尺寸 G92------预制坐标
数控车床编程常用指令
数控车床编程常用指令 2008-05-1709:00 1.F功能 F功能指令用于控制切削进给量。在程序中,有两种使用方法。 (1)每转进给量 编程格式G95F~ F后面的数字表示的是主轴每转进给量,单位为mm/r。 例:G95F0.2表示进给量为0.2mm/r。 (2)每分钟进给量 编程格式G94F~ F后面的数字表示的是每分钟进给量,单位为mm/min。例:G94F100表示进给量为100mm/min。 2.S功能 S功能指令用于控制主轴转速。 编程格式S~
S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。 (1)最高转速限制 编程格式G50S~ S后面的数字表示的是最高转速:r/min。 例:G50S3000表示最高转速限制为3000r/min。 (2)恒线速控制 编程格式G96S~ S后面的数字表示的是恒定的线速度:m/min。 例:G96S150表示切削点线速度控制在150m/min。 (3)恒线速取消 编程格式G97S~ S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。 例:G97S3000表示恒线速控制取消后主轴转速3000r/min。 3.T功能 T功能指令用于选择加工所用刀具。
编程格式T~ T后面通常有两位数表示所选择的刀具号码。但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。 例:T0303表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。 T0300表示取消刀具补偿。 4.M功能 M00:程序暂停,可用NC启动命令(CYCLESTART)使程序继续运行; M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效; M03:主轴顺时针旋转; M04:主轴逆时针旋转; M05:主轴旋转停止; M08:冷却液开; M09:冷却液关; M30:程序停止,程序复位到起始位置。 5.加工坐标系设置G50
数控车床编程常用指令介绍.
数控车床编程常用指令介绍 1. F功能 F功能指令用于控制切削进给量。在程序中,有两种使用方法。 (1)每转进给量 编程格式 G99 F~ F后面的数字表示的是主轴每转进给量,单位为mm/r。 例:G99 F0.2 表示进给量为0.2 mm/r。 (2)每分钟进给量 编程格式G98 F~ F后面的数字表示的是每分钟进给量,单位为 mm/min。 例:G94 F100 表示进给量为100mm/min。 2. S功能 S功能指令用于控制主轴转速。 编程格式 S~ S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。 (1)最高转速限制 编程格式 G50 S~ S后面的数字表示的是最高转速:r/min。 例:G50 S3000 表示最高转速限制为3000r/min。 (2)恒线速控制 编程格式 G96 S~ S后面的数字表示的是恒定的线速度:m/min。 例:G96 S150 表示切削点线速度控制在150 m/min。 (3)恒线速取消 编程格式 G97 S~ S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留 G96的最终值。 例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min。 3. T功能 T功能指令用于选择加工所用刀具。 编程格式 T~ T后面通常有两位数表示所选择的刀具号码。但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。 例:T0303 表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。 T0300 表示取消刀具补偿。 4. M功能 M00:程序暂停,可用NC启动命令(CYCLE START)使程序继续运行; M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效; M02:程序结束,该指令表示执行完程序内所有指令后,主轴停止,进给停止,冷却液关闭,机床处于复位状态。 M03:主轴顺时针旋转; M04:主轴逆时针旋转;
数控车床所有常用指令
数控车床所有常 用指令 主要用他们编程还有f进给速度 s主轴转速等等 这是g代码 G00 快速移动点定位 G01 直线插补 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 暂停 G05 --- G17 XY平面选择 G18 ZX平面选择 G19 YZ平面选择 G32 螺纹切削 G33 --- G40 刀具补偿注销G41 刀具补偿——左 G42 刀具补偿——右 G43 刀具长度补偿——正G44 刀具长度补偿——负 G49 刀具长度补偿注销 G50 主轴最高转速限制 G54~G59 加工坐标系设定 G65 用户宏指令 G70 精加工循环 G71 外圆粗切循环 G72 端面粗切循环 G73 封闭切削循环 G74 深孔钻循环 G75 外径切槽循环 G76 复合螺纹切削循环
撤销固定循环 G81 定点钻孔循环 G90 绝对值编程 G91 增量值编程 G92 螺纹切削循环 G94 每分钟进给量 G95 每转进给量 G96 恒线速控制 G97 恒线速取消 G98 返回起始平面 G99 返回R平面 G功能字SIEMENS系统 G00 快速移动点定位 G01 直线插补顺时针圆弧插补 G03 逆时针圆弧插补 G04 暂停 G05 通过中间点圆弧插补 G17 XY平面选择 G18 ZX平面选择 G19 YZ平面选择 G32 --- G33 恒螺距螺纹切削 G40 刀具补偿注销 G41 刀具补偿——左 G42 刀具补偿——右 G43 --- G44 --- G49 ---
--- G54~G59 零点偏置 G65 --- G70 英制 G71 米制 G72 --- G73 --- G74 --- G75 --- G76 --- G80 撤销固定循环 G81 固定循环 G90 绝对尺寸 G91 增量尺寸 G92 主轴转速极限直线进给率 G95 旋转进给率 G96 恒线速度 G97 注销G96 G98 --- G99 --- 辅助功能 M 代码功能作用范围功能代码功能作用范围功能 M00 * 程序停止 M36 * 进给范围1 M01 * 计划结束 M37 * 进给范围2 M02 * 程序结束 M38 * 主轴速度范围1 M03 主轴顺时针转动 M39 * 主轴速度范围2 M04 主轴逆时针转动 M40-M45 * 齿轮换档 M05 主轴停止 M46-M47 * 不指定 M06 * 换刀 M48 * 注销M49 M07 2号冷却液开 M49 * 进给率修正旁路 M08 1号冷却液开 M50 * 3号冷却液开
数控车床编程指令大全
1. F功能 F功能指令用于控制切削进给量。在程序中,有两种使用方法。 (1)每转进给量 编程格式G95 F~ F后面的数字表示的是主轴每转进给量,单位为mm/r。例:G95 F0.2 表示进给量为0.2 mm/r。 (2)每分钟进给量 编程格式G94 F~ F后面的数字表示的是每分钟进给量,单位为mm/min。 例:G94 F100 表示进给量为100mm/min。 2. S功能 S功能指令用于控制主轴转速。 编程格式S~ S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机
床上,S功能指令还有如下作用。 (1)最高转速限制 编程格式G50 S~ S后面的数字表示的是最高转速:r/min。 例:G50 S3000 表示最高转速限制为3000r/min。 (2)恒线速控制 编程格式G96 S~ S后面的数字表示的是恒定的线速度:m/min。 例:G96 S150 表示切削点线速度控制在150 m/min。 (3)恒线速取消 编程格式G97 S~ S后面的数字表示恒线速度控制取消后的主轴转速,如S 未指定,将保留G96的最终值。 例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min。 3. T功能
T功能指令用于选择加工所用刀具。 编程格式T~ T后面通常有两位数表示所选择的刀具号码。但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。 例:T0303 表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。 T0300 表示取消刀具补偿。 4. M功能 M00:程序暂停,可用NC启动命令(CYCLE START)使程序继续运行; M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效; M03:主轴顺时针旋转; M04:主轴逆时针旋转; M05:主轴旋转停止;
数控车床G指令和M代码详细解释48321
FANUC数控G代码,常用M代码:代码名称-功能简述 G00------快速定位 G01------ G02------顺时针方向 G03------逆时针方向 G04------定时暂停 G05------通过中间点 G07------Z 插补 G08------进给加速 G09------进给减速 ------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三
G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸 G91------相对尺寸 G92------预制坐标 G94------进给率,每分钟进给 G95------进给率,每转进给 功能详解 G00—快速定位 格式:G00 X(U)__Z(W)__ 说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。移动过程中不得对工件进行加工。 (2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他 轴继续运动, (3)不运动的坐标无须编程。 (4)G00可以写成G0 例:G00 X75 Z200
数控车床G02、G03指令的应用(上课教案)
《数控车床G02、G03圆弧插补指令的应用》教案 备课教师:易建伟【教学目标】 知识目标:掌握G02、G03指令编程格式及各项内容的含义 能力目标:熟练运用G02、G03指令编程和加工,培养学生运用所学知识解决问题的能力 德育目标:培养学生勤于动脑、大胆实践、勇于探索以及严谨的工作习惯。 【教学重点】 圆弧顺、逆的判断和圆心位置(R正负的确定和IK的计算) 【教学难点】 圆弧顺逆的判断 【教学方法】 启发提问法、仿真演示法、角色扮演法、小组讨论法等 【教学过程】 学生在课下或自习课上对本节所要学习的内容进行全面的预习,在此基础上由老师先来讲解本节课的内容。首先来学习G02、G03指令 一、圆弧插补(G02、G03) 1、指令格式: G02/G03 X(U)Z(W)RF; G02/G03 X(U)Z(W)IKF; 2、指令功能: X、Z—绝对值终点坐标尺寸 U、W—相对值终点坐标尺寸 R—圆弧半径 I—从始点到圆心在X轴方向的距离 K—从始点到圆心在Z轴方向的距离 F—切削进给速度 3、指令说明 ①、G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧的顺逆方向判 断见图1左图,朝着与圆弧所在平面相垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03,图1右图分别表示了车床前置刀架和后置刀架对圆弧顺与逆方向的判断;
图1 圆弧的顺逆方向 ②、如图2,采用绝对坐标编程,X、Z为圆弧终点坐标值;采用增量坐标编程,U、W为圆弧终点相对圆弧起点的坐标增量,R是圆弧半径,当圆弧所对圆心角为0°~180°时,R取正值;当圆心角为180°~360°时,R取负值。I、K为圆心在X、Z 轴方向上相对圆弧起点的坐标增量(用半径值表示),I、K为零时可以省略。 图2 圆弧绝对坐标、相对坐标 图3 圆弧插补 G02 X50.0 Z30.0 I25.0 F0.3;G03 X87.98 Z50.0 I-3O.0 K-40.0 F0.3 G02 U20.0 W-20.0 I25.0 F0.3;G03 U37.98 W-30.0 I-3O.0 K-40.0 F0.3 G02 X50.0 Z30.0 R25.0 F0.3 G02 U20.0 W-20.0 R25.0 F0.3
数控车床编程中圆弧插补指令的使用
经验之谈 编辑︱孙雁︱E-mail:zhiyezazhi@https://www.360docs.net/doc/c15724139.html, 改革探索 GOOD EXPERIENCE 在数控车床编程中,有一对指令是圆弧插补指令,即G02/G03,在各种数控系统的手册中都规定G02是顺圆插补指令,G03是逆圆插补指令。在实际编程中,经常有学生将这对指令用错,笔者根据自己的教学实践,从分析机床坐标系的规定出发,对圆弧插补指令的使用判别进行了一些研究。 一、数控机床坐标系与运动方向的规定 目前,国际标准化组织(ISO)已经统一了标准坐标系,我国也颁布了《数字控制机床坐标和运动方向的命名》(JB 3051-82)的标准,对数控机床的坐标和运动方向作了明文规定。 1.机床坐标系与运动方向 (1)坐标和运动方向命名的原则。永远假定刀具相对静止,工件坐标而运动的原则。 (2)机床坐标系的规定。数控机床上的坐标系是采用右手直角笛卡尔坐标系。标准机床坐标系中X 、Y 、Z 坐标轴的相互关系用右手笛卡尔直角坐标系决定: ①伸出右手的大拇指、食指和中指,并互为90o 。则大拇指代表X 坐标,食指代表Y 坐标,中指代表Z 坐标。 ②大拇指的指向为X 坐标的正方向,食指的指向为Y 坐标的正方向,中指的指向为Z坐标的正方向。 ③围绕X 、Y 、Z 坐标旋转的旋转坐标分别用A 、B 、C 表示,根据右手螺旋定则,大拇指的指向为X 、Y 、Z 坐标中任意一轴的正向,则其余四指的旋转方向即为旋转坐标A 、 B 、 C 的正向,如图1所示。 图1 右手笛卡尔坐标?统 (3)运动方向的规定。JB 3051-82中规定:机床某一部件运动的正方向是增大工件与刀具距离的方向,即为各坐标轴的正方向。 2.数控车床坐标系的确定 在数控车床中,由于刀架安装位置的不同,分为前置刀架和后置刀架两种情况,其机床坐标系也是不一样的,如图2、图3所示。 (1)Z 坐标。数控车床的Z坐标为平行于主轴轴线的坐标轴,Z坐标的正向为刀具离开工件的方向。 (2)X 坐标。数控车床的X 坐标平行于横向导轨面,且刀具离开工件的方向为X坐标的正方向。前置刀架与后置刀架的X轴正方向是相反的。 (3)Y 坐标。在确定X 、Z 坐标的正方向后,根据X 和Z 坐标的方向,按照右手笛卡尔直角坐标系来确定Y 坐标的方向。在前置刀架与后置刀架的数控车床中,Y 坐标的正方向也是相反的。 图2 前置刀架?数控车床坐标? 图3 后置刀架?数控车床坐标? 二、数控编程中的圆弧插补使用判断 数控编程中,圆弧插补指令为G02、G03。G02为顺圆 数控车床编程中圆弧插补指令的使用 文/牛锡振