抛光技术
抛光建议
模具表面为什么要力求光洁
如何判断模具的表面质量
影响表面抛光性的因素
模具的研磨和油石打磨
模具的抛光
典型的抛光程序
抛光前的各种表面状态
热处理后的表面粗糙度
如何解决抛光的问题
模具表面为什么要力求光洁
随着塑胶制品日益广泛的应用,对塑胶磨具的表面往往要求达到镜面抛光程度。生产光学镜片的模具对表面光洁度要求极高,因而对抛光性的要求也极高。提高表面光洁度还可以使磨具拥有其他优点,这些优点包括:·使塑料制品易于脱模
·减小局部腐蚀的危险
·减少由于骤然高温或疲劳而产生断裂和开裂的危险
本文总结了影响磨具抛光性的各种因素,针对常使用的钢材如何以经济的方式获得所需的光洁度提出了加工方面的建议。在采纳这些建议以求达到所需光洁度时,抛光者的技巧、经验和技术起着很重要的作用。
如何判断模具的表面质量
判断模具表面质量时要注意两点:首先,模具表面必须具有准确的几何形状,并没有起伏不平的长形波浪纹。这种现象是由于早前用砂轮或油石研磨时留下的缺陷。
其次,经镜面处理的模具表面必须没有刮痕、小孔、橙皮纹(橘皮)及微抗(针孔)等缺陷。通常采用肉眼来判断模具的表面质量,但有时会有些困难,因为用肉眼判断会产生偏差,看上去很光洁的平面在几何学尚并非完全的平坦。
在较复杂的情况下,模具的表面质量需要用仪器来检测,如采用光学干涉技术。
影响表面抛光性的因素
采用研磨的方法可使模具表面光洁,光洁的程度与下列因素有关:
·工具钢的品质
·热处理工艺
·抛光技术
通常认为抛光技术是最重要的影响因素。恰当的抛光技术配合品质优良的工具钢材及正确的热处理工艺才能得到满意的光洁度。反之,如果技术不当,即使采用最优质的钢材也不会达到高度镜面的效果。
工具钢的质量
钢材表面硬度不均匀或特性上有差异往往会产生抛光困难。钢材中的各种夹杂无和气孔都不利于抛光,为了提高抛光性能,ASSAB在其模具钢材生产中采用了真空除气和电渣重熔(ESR)技术。
采用真空除气技术可减少形成大量夹杂物和出现脆性的危险,同时亦获得组织均匀的钢材。采用电渣重熔(ESR)精炼技术可显著地提高抛光性能,比采用真空除气技术效果更佳。
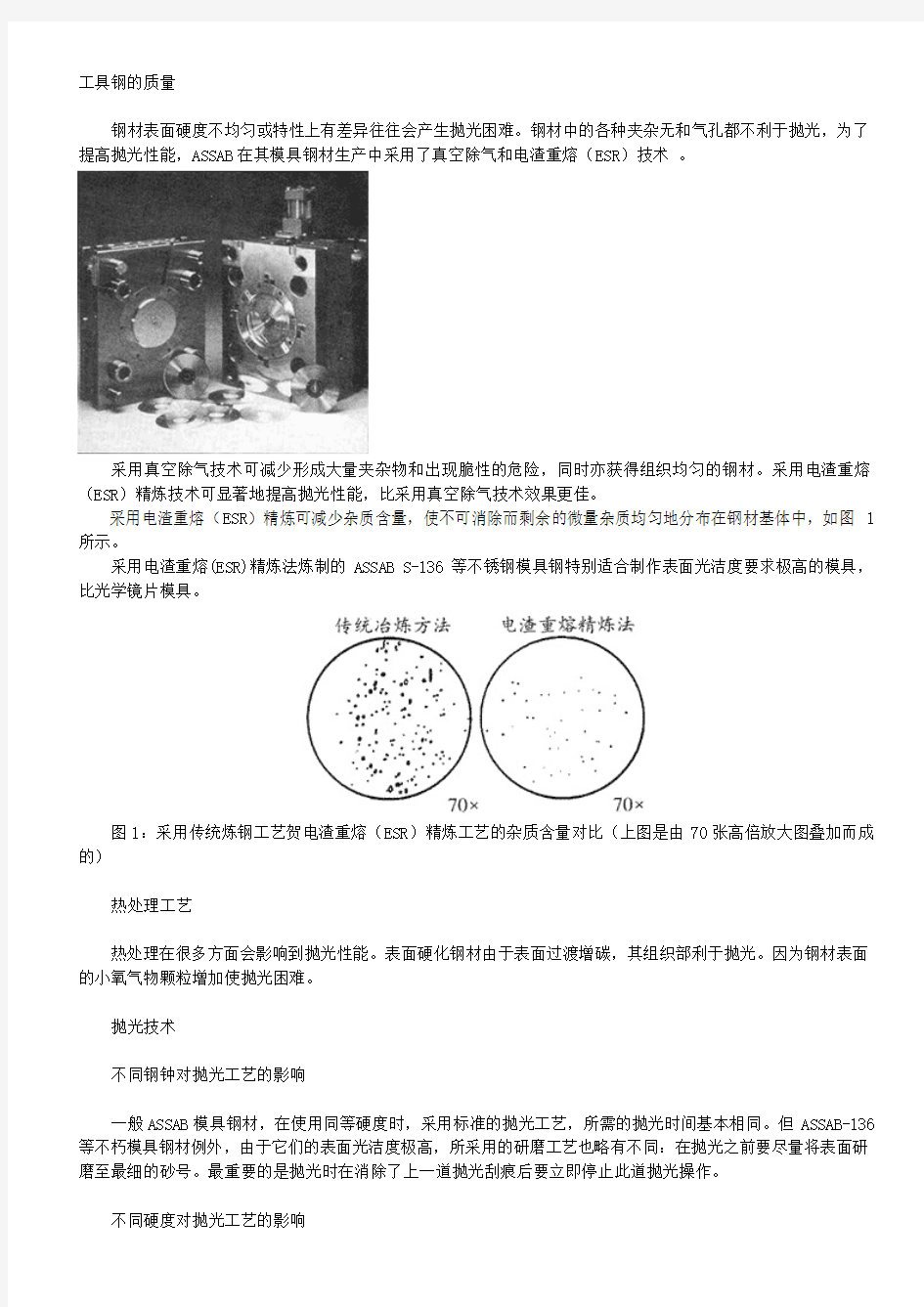
采用电渣重熔(ESR)精炼可减少杂质含量,使不可消除而剩余的微量杂质均匀地分布在钢材基体中,如图1所示。
采用电渣重熔(ESR)精炼法炼制的ASSAB S-136等不锈钢模具钢特别适合制作表面光洁度要求极高的模具,比光学镜片模具。
图1:采用传统炼钢工艺贺电渣重熔(ESR)精炼工艺的杂质含量对比(上图是由70张高倍放大图叠加而成的)
热处理工艺
热处理在很多方面会影响到抛光性能。表面硬化钢材由于表面过渡增碳,其组织部利于抛光。因为钢材表面的小氧气物颗粒增加使抛光困难。
抛光技术
不同钢钟对抛光工艺的影响
一般ASSAB模具钢材,在使用同等硬度时,采用标准的抛光工艺,所需的抛光时间基本相同。但ASSAB-136等不朽模具钢材例外,由于它们的表面光洁度极高,所采用的研磨工艺也略有不同:在抛光之前要尽量将表面研磨至最细的砂号。最重要的是抛光时在消除了上一道抛光刮痕后要立即停止此道抛光操作。
不同硬度对抛光工艺的影响
硬度增高使研磨的困难增大,但抛光后的光洁度增高。由于硬度增高,要达到较高的光洁度所需的抛光时间相应增长。同时,硬度增高,抛光过度的可能性相应减少。硬度增高与研磨性能和抛光性能之间的关系见图2
模具的研磨和油石打磨
模具的型腔通常是采用铣床加工、电火花加工或磨牙法来加工。若要获得非常光洁的表面,需遵循下列加工程序:
铣床加工之后:进行粗研磨、精研磨和抛光。
电火花加工之后:进行精研磨和抛光。
模压加工之后:精热处理之后只需进行一次抛光。
需要强调的是研磨结果直接影响抛光效果的好坏。机械加工留下的刮痕,经过研磨去除后,得到形状正确的纯金属表面。要提高工作效率,确保处理质量,机械研磨和手动人工打磨操作必须遵循这些加工守则。研磨使不应产生过多的热量和使用过大的压力,以免影响钢材的组织和硬度。研磨时要使用大量的冷却剂。
·对于硬度较高的表面,只能采用清洁和软的油石打磨工具。
·研磨中需转换砂号级别时,工件和操作者的双手必须清洗,避免将粗磨粒和尘埃带到下一级较细砂号的研磨操作中。
·研磨砂粒越细,每级别之间的清洗就越重要。
·要进行下一道更细一道的研磨时,研磨方向应与前一级研磨方向成45°角,直至消除前一级研磨的刮痕。前一级研磨刮痕消除后,将研磨使将延长25%才转换下一道更细的砂号(ASSAB S-136除外)。这样做的目的是为了在前一级研磨时由于机械应力所引起的研磨表面的变形层。
·变换研磨方向对于避免形成缺陷和凹凸不平也十分重要。
·研磨大型磨具的平面时,应避免使用手动操作的砂轮。使用油石打磨可减少形成较大的面积缺陷。
模具的抛光
钻石膏是抛光操作最常用的研磨材料。
采用正确的研磨膏和抛光工具,可获得极佳的抛光效果。手动(人工)抛光常用的工具有研磨棒、研磨片和研磨块,机械抛光常用的工具有抛光布轮,抛光刷和抛光转盘。
抛光工具的材料有着不同的硬度,从金属,各种纤维(如木材,人造纤维)到软毛耗。抛光工具的硬度直接影响着钻石磨粒露出的程度,从而影响金属的去除速率,如下图所示。
抛光操作时耗费时间和费用昂贵的工序,遵循一定的守则可以降低抛光操作的成本。抛光的每一个步骤必须保持清洁,这一点最重要。
·抛光必须在清洁无尘的室内进行。硬尘粒会污染研磨材料,损害已接近完成的模具表面。
·每个抛光工具只使用一个级别的抛光钻石膏,抛光工具会显得饱和,随着不断使用情况会有所改善。
·当要转换更细一级的砂号时,必须清洗双手和工件。用肥皂清洗双手,用除至容积清洗工件。用肥皂清洗双手,用除脂容积清洗工件。
·手动(人工)抛光时,钻石膏要涂在抛光工具上,机械抛光时研磨膏要涂在工件上。
·抛光时所用的压力与抛光工具的硬度和研磨膏的等级应互相调整和适应。进行最细一级的抛光时,压力要调整到与抛光工具的重量相当。
·要获得较大的钢材除去率,必须使用较硬的抛光工具和较粗砂粒的钻石膏。
·塑胶模具的最终抛光应沿着工件脱模的方向进行。
·开始抛光是要先处理角落、边角和圆角等较难抛光的地方。
·处理尖角及边角应特别小心,注意不要形成圆角或圆边,应尽量采用较硬的抛光工具。
塑胶模具的抛光
抛光操作的程序
如何选择研磨和抛光的操作次序,完全取决于抛光操作者的经验和其使用的工具与设备。材料的特性对操作程序也有影响。
在抛光过程中通常采用两种方法。第一种方法是确定合适砂号的钻石膏,先使用较硬的抛光工具,然后使用较软和更软的抛光工具。第二种方法是选定中等硬度的抛光工具,先使用粗砂号的钻石膏,然后改用越来越细沙号的钻石膏。将以上两种方法结合使用效果更佳,以下举例说明:
·首先使用较硬的抛光工具和粗砂号钻石膏。
·使用相同砂号的钻石膏,但改用较软的抛光工具。
·改用中等硬度的抛光工具和中等砂号的钻石膏。
·改用较软的抛光工具,但选用相同砂号的钻石膏。
·最后使用较软的抛光工具和细沙号的钻石膏。
抛光工具配合砂粒粒度的例子:
磨床加工后的表面粗糙度,放大倍300×
用钻石膏在尼龙布上抛光后的表面粗糙度,放大倍数300×
抛光前的各种表面状态
电火花加工后的表面比普通机械加工或加热处理后的表面更难研磨,完成电火花加工前应采用细电火花程序。若细电火花程序操作正确,不会产生问题。否则,表面会形成在硬化薄层的硬度比基体硬度更高,必须去除。
已氮化或表面硬化的钢材表面比其基体材料更难研磨,但抛光后的光洁度更高。表面上细微加工缺陷使其难以达到很好的抛光效果。
经火焰硬化或补焊的模具,经处理部位和钢材基体层之间存在一个较软的区域,为了避免研磨时产生沟槽,应使用接触面积较宽的油石条。
不同热处理后的表面粗糙度
许多模具制造商提出同样的问题:"模具在热处理前应研磨到什么程度?"模具在热处理过程中产生尺寸变化,需要进行最后的修整程序。而且,模具表面的光洁度会受热处理介质影响。由于热处理过程中发生尺寸/形状变化或表面变形,模具需要进行研磨,所以在热处理前没有必要把模具表面研磨的非常光洁。
如何解决抛光中出现的问题
抛光中遇到的最大问题就是"抛光过度",抛光过度是指抛光时间越长,模具表面质量越差。发生抛光过度时有两种现象:即"橘皮"(橙皮)和"微坑"(针孔)。抛光过度多发生于机械抛光。
"橘皮"(橙皮)
不规则、粗糙的表面被称为"橘皮"(橙皮),产生"橘皮"(橙皮)有许多不同的原因。最常见的原因是由于模具表面过热或渗碳过度,加上抛光压力过大及抛光时间过长。较硬的钢材能承受较大的抛光应力,较软的钢材容易发生抛光过度,研究证明产生抛光过度的时间因材料硬度不同而有所不同。
发现表面质量不好,许多人就会增加抛光压力,并延长抛光时间。这种做法往往使表面质量变得更差。可采用下列一种方法来补救:
方法1:把有缺陷的表面除去,研磨的粒度比先前使用砂号略粗一级。然后进行精研磨,抛光压力要比先前的压力低。
方法2:以低于回火温度25℃的温度进行去应力。在抛光前使用最细的砂号进行研磨直至达到满意效果。最后以稍低的压力进行抛光。
若效果仍不满意,必须将模具的硬度提高,以下使几种方法的提示:
采用氮化或渗碳的方法提高钢材的表面硬度。
采用热处理技术提高钢材的整体硬度。
"微坑"(针孔)
"微坑"或"针孔"的形成是由于钢材中的非金属夹杂物(杂质),通常是硬而脆的氧化物;在抛光过程中从钢材表面被拉除,形成"微坑"或"针孔"。主要影响因素如下:
·抛光压力和抛光时间
·钢材的纯净度,特别是硬性夹杂物(杂质)的含量
·抛光工具
·研磨材料
产生微坑(针孔)的原因是由于钢材基体与夹杂物(杂质)的硬度不同。抛光时基体被研磨去除的速度比夹杂物大,倘若继续抛光,夹杂物突出,最终会被拉出,留下微坑(针孔)。若钻石膏的砂粒尺寸小于10Цm和使用较软的抛光工具时(如毛耗),最易出现微坑(针孔)。
减少出现微坑(针孔)的方法之一就是选用经真空除气处理或电渣中熔(ESR)精炼的高纯净度的模具钢材。
若仍然出现微坑(针孔),可采用以下措施:
·小心地将表面重新研磨,砂粒粒度比先前所使用的粒度略粗一级。采用软质及削锐的油石进行最后步骤的研磨才在进行抛光程序。
·当砂粒尺寸小于Цm应避免采用最软的抛光工具。
·尽可能采用最短的抛光时间和最小的抛光压力。
ASSAB钢材抛光可达到的表面光洁度
抛光机设计说明书
技术学院 毕业设计(论文) 题目抛光机设计 系 (部) 专业 班级 姓名 指导老师 系主任 年月日
目 录 综 述 ........................................................................................................................... 2 1. 抛光桶设计参数 ...................................................................................................... 5 2. 传动方案 .................................................................................................................. 6 3. V 带的设计 ................................................................................................................ 6 3.1确定设计功率...................................................................................................... 6 3.2选择带的型号...................................................................................................... 7 3.3确定带轮的基准直径21d d 和.............................................................................. 7 3.4验算带的速度...................................................................................................... 7 3.5确定中心距A 和V 带基准长度d L .................................................................... 7 3.6确定中心距和小轮包角...................................................................................... 8 3.7确定V 带根数Z ................................................................................................. 8 3.8确定初拉力0F ..................................................................................................... 8 3.9计算作用在轴上的压力...................................................................................... 8 3.10带轮结构设计.................................................................................................... 9 4. 滚筒的设计 ............................................................................................................ 10 4.1滚筒结构............................................................................................................ 10 4.2轴承的选择........................................................................................................ 10 4.3键的校核............................................................................................................ 10 5. 结论 ........................................................................................................................ 11 6. 参考文献 . (12)
汽车抛光技术工艺流程
汽车抛光技术工艺流程 抛光操作方法及流程: 如果说洗车是车体护理的基础,研磨时漆面翻新的关键,那么抛光应是漆面护理的艺术创作。 汽车漆面抛光有三个步骤即研磨、抛光、还原。抛光之所以能产生无比光亮的效果主要是靠研磨,即靠摩擦材料把细微划痕去除,其次是靠车蜡,抛光剂里大多含有增亮成分,可以依靠抛光剂的光泽来弥补漆面的缺陷。 抛光原理: 1、表面粗糙,不平:任何一点光线的射入角和折射角不一样,造成表面亮度降低。 2、表面平滑:镜面反射,射入角和反射角一致,可得到最高反射亮度。所以,美容施工一定首先要将漆面整平,才有最佳的表面亮度和保护层。 操作方法:用于研磨作业的研磨剂是在随着抛光机和研磨剂摩擦作业进行,由于磨擦起热,使研磨剂中所含的"水","溶剂"成分减少,最后研磨剂变成干燥的粉状。研磨的初期阶段,研磨剂起着润滑剂的作用,几乎没有研磨力,研磨剂薄薄地随这着抛光机的转动向外涂抹;研磨溶剂中所含的水分和溶剂为了保护研磨粒子会慢慢的干燥,研磨粒子因为有了水和溶剂保护研磨粒子就会使研磨的时间比较长;水,溶剂由于磨擦发热而被蒸发,含量也减
少,变的不能保护研磨粒子,不能受到保护的研磨粒子渐渐开始破碎,研磨力下降,但是光泽呈现出来了。为了有效的使用这种时间带,为了不让发热而进行作业,如果用过大的力进行研磨就容易起热,研磨剂很就快会完全干燥,不仅研磨剂变的失去作用,而且还会因研磨剂颗粒留下出现伤痕。抛光研磨作业不是用力和快速进行的,而是为了有效的使用研磨剂的切削性来进行。 抛光的基础使用方法 1、盘面带有角度的情况 抛光机倾斜度比较的大的情况下会使漆面起热快,而且抛光盘的边的部位摩擦力加大,容易研磨坏车漆,也会使抛光盘面的接触漆面面积会变狭窄。 2、移动抛光机的基本方法 研磨作业是为了把漆面均匀地进行研磨做为基础,为此,需要想办法"在一定程度上控制抛光所承受的压力"。 (1)按动的压力--以抛光机自身的重量为基础,把在平面上的抛光机的自身重量作为基础,不要不需要使用太大的压力,即使在侧面进行抛光作业,也是需要使用与平面同等压力。不要增加或减少压力,这样就不容易因为压力不均匀产生有的部分抛的严重有的部位较轻而产生的光圈或是划痕没有清除。 (2)盘面与抛光的角度--避免在局部增加压力 抛光是根据盘面的形状使用压力。如果过度地抛光会形成"研磨面不均匀","抛光分界线","抛光伤痕"等原因,由于局部发热,会
抛光工艺流程及技巧
模具抛光的工艺流程及技巧 抛光在模具制作过程中是很重要的一道工序,随着塑料制品的日溢广泛应用,对塑料制品的外观品质要求也越来越高,所以塑料模具型腔的表面抛光质量也要相应提高,特别是镜面和高光高亮表面的模具对模具表面粗糙度要求更高,因而对抛光的要求也更高。抛光不仅增加工件的美观,而且能够改善材料表面的耐腐蚀性、耐磨性,还可以方便于后续的注塑加工,如使塑料制品易于脱模,减少生产注塑周期等。目前常用的抛光方法有以下几种: ㈠机械抛光 机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件
被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。 ⑴机械抛光基本程序 要想获得高质量的抛光效果,最重要的是要具备有高质量的油石、砂纸和钻石研磨膏等抛光工具和辅助品。而抛光程序的选择取决于前期加工后的表面状况,如机械加工、电火花加工,磨加工等等。机械抛光的一般过程如下: ①粗抛经铣、电火花、磨等工艺后的表面可以选择转速在35 000—40 000 rpm的旋转表面抛光机或超声波研磨机进行抛光。常用的方法有利用直径Φ3mm、WA # 400的轮子去除白色电火花层。然后是手工油石研磨,条状油石加煤油作为润滑剂或冷却剂。一般的使用顺序为#180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000。油石抛光方法,这个作业是最重要的高难度作业,根据加工品的不同规格,分别约70度的角位均衡的进行交叉研磨。最理想
CMP化学机械抛光Slurry的蜕与
CMP Slurry的蜕与进 岳飞曾说:“阵而后战,兵法之常,运用之妙,存乎一心。”意思是说,摆好阵势以后出战,这是打仗的常规,但运用的巧妙灵活,全在于善于思考。正是凭此理念,岳飞打破了宋朝对辽、金作战讲究布阵而非灵活变通的通病,屡建战功。如果把化学机械抛光(CMP,Chemical Mechanical Polishing)的全套工艺比作打仗用兵,那么CMP工艺中的耗材,特别是slurry的选择无疑是“运用之妙”的关键所在。 “越来越平”的IC制造 2006年,托马斯?弗里德曼的专著《世界是平的》论述了世界的“平坦化”大趋势,迅速地把哥伦布苦心经营的理论“推到一边”。对于IC制造来说,“平坦化”则源于上世纪80年代中期CMP技术的出现。 CMP工艺的基本原理是将待抛光的硅片在一定的下压力及slurry(由超细颗粒、化学氧化剂和液体介质组成的混合液)的存在下相对于一个抛光垫作旋转运动,借助磨粒的机械磨削及化学氧化剂的腐蚀作用来完成对工件表面材料的去除,并获得光洁表面(图1)。 1988年IBM开始将CMP工艺用于4M DRAM器件的制造,之后各种逻辑电路和存储器件以不同的发展规模走向CMP。CMP将纳M粒子的研磨作用与氧化剂的化学作用有机地结合起来,满足了特征尺寸在0.35μm以下的全局平坦化要求。目前,CMP技术已成为几乎公认的惟一的全局平坦化技术,其应用范围正日益扩大。 目前,CMP技术已经发展成以化学机械抛光机为主体,集在线检测、终点检测、清洗等技术于一体的CMP技术,是集成电路向微细化、多层化、薄型化、平坦化工艺发展的产物。同时也是晶圆由200mm向300mm乃至更大直径过渡、提高生产率、降低制造成本、衬底全局平坦化所必需的工艺技术。 Slurry的发展与蜕变 “CMP技术非常复杂,牵涉众多的设备、耗材、工艺等,可以说CMP本身代表了半导体产业的众多挑战。”安集微电子的CEO王淑敏博士说,“主要的挑战是影响CMP工艺和制程的诸多变量,而且这些变量之间的关系错综复杂。其次是CMP的应用范围广,几乎每一关键层都要求用到CMP进行平坦化。不同应用中的研磨过程各有差异,往往一个微小的机台参数或耗材的变化就会带来完全不同的结果,slurry的选择也因此成为CMP工艺的关键之一。” CMP技术所采用的设备及消耗品包括:抛光机、slurry、抛光垫、后CMP清洗设备、抛光终点检测及工艺控制设备、废物处理和检测设备等。其中slurry和抛光垫为消耗品。Praxair的研发总监黄丕成博士介绍说,一个完整的CMP工CM和抛光垫是slurry艺主要由抛光、后清洗和计量测量等部分组成。抛光机、.P工艺的3大关键要素,其性能和相互匹配决定CMP能达到的表面平整水平(图2)。
化学抛光技术简介及应用
化学抛光技术简介及应用 零件内通道相交处粗糙并带有毛刺一直令人头痛问题。电化学去毛刺解决这些问题好方法。这一技术用成形工装,对工件选定部位进行加工,接通电流电解液工件工装之间通过,瞬间溶解毛刺,去毛刺同时,内通道相交处产生均匀、精确倒圆边角。加工时间一般10秒到30秒之间。大多数工件采用多个电极头工装,可以达到更高工作效率。去除量取决于工件(正极)工装(负极)之间电流量大小。电极头通常设计成与工件表面相对称形状。对金属材料制成零件自动地、有选择地完成去毛刺作业。它可广泛用于气动、液压、工程机械、油嘴油泵、汽车、发动机等行业不同金属材质泵体、阀体、连杆、柱塞针阀偶件等零件去毛刺加工。 电化学去毛刺一种有特色,效率高生产技术,适宜加工各种金属零件,用以去毛刺,成形机加工,边角倒圆、精整。铸造、锻造、机加工,或电火花加工零件都可以用电化学方法抛光。去除量0.01mm到0.5mm之间。一般情况,光洁度可改善5到10个数量级。抛光后产品表面均匀光滑,而且镜样闪亮。 电化学抛光典型应用包括:有高纯净度要求零件;人体手术植入件;瓶模;以及各种各样不锈钢零件。如:电解加工柴油机喷油嘴零件时,孔处加工出一个壁面光滑定量空腔,同时对交叉孔道、边角倒圆。 美国电解自动去毛刺设备,具有一小时能加工成百件产品能力。电化学去毛刺自动系统上加工汽车用安全气囊装置上壳体,每个壳体上共有48个小孔,8个壳体同时加工,10秒钟以内完成所有孔去毛刺加工。 抛光制造型腔模具一道重要工序。它成本占模具成本5%~30%,急需使用模具往往抛光时间跟不上要求。电化学机械抛光,同时结合SD1型独有液体抛光技术,应用于各种复杂形状金属模具零件,收到了极佳效果。 电化学去毛刺原理 化学抛光利用金属电化学阳极溶解原理进行修磨抛光。将电化学预抛光机械精抛光有机结合一起,发挥了电化学机构两类抛光特长。它不受材料硬度韧性限制,可抛光各种复杂形状工件。其方法与电解磨削类似。导电抛光工具使用金钢石导电锉或石墨油石,接到电源阴极,被抛光工件(如模具)接到电源阳极。 电修磨抛光机可用来修磨抛光各种复杂开头零件模具,不受材料硬度所限制。 经电火花加工后型腔模具,基表层产生由溶化层热影响层组成硬化层硬度高达60~70HRC。钳工手工打磨非常困难。电修磨抛光能有效地去除这层“硬化层”,并将原表现为Ra4~7μm粗糙度改善为Ra0.35~0.6μm,生产率为3min/cm3左右。 用它来修磨抛光复杂形状,特别模具窄缝、沟糟、角部、根部以及内孔等能明显地提高劳动生产率。
化学机械抛光工艺(CMP)全解
化学机械抛光液(CMP)氧化铝抛光液具体添加剂 摘要:本文首先定义并介绍CMP工艺的基本工作原理,然后,通过介绍CMP系统,从工艺设备角度定性分析了解CMP的工作过程,通过介绍分析CMP工艺参数,对CMP作定量了解。在文献精度中,介绍了一个SiO2的CMP平均磨除速率模型,其中考虑了磨粒尺寸,浓度,分布,研磨液流速,抛光势地形,材料性能。经过实验,得到的实验结果与模型比较吻合。MRR 模型可用于CMP模拟,CMP过程参数最佳化以及下一代CMP设备的研发。最后,通过对VLSI 制造技术的课程回顾,归纳了课程收获,总结了课程感悟。 关键词:CMP、研磨液、平均磨除速率、设备 Abstract:This article first defined and introduces the basic working principle of the CMP process, and then, by introducing the CMP system, from the perspective of process equipment qualitative analysis to understand the working process of the CMP, and by introducing the CMP process parameters, make quantitative understanding on CMP.In literature precision, introduce a CMP model of SiO2, which takes into account the particle size, concentration, distribution of grinding fluid velocity, polishing potential terrain, material performance.After test, the experiment result compared with the model.MRR model can be used in the CMP simulation, CMP process parameter optimization as well as the next generation of CMP equipment research and development.Through the review of VLSI manufacturing technology course, finally sums up the course, summed up the course. Key word: CMP、slumry、MRRs、device 1.前言 随着半导体工业飞速发展,电子器件尺寸缩小,要求晶片表面平整度达到纳米级。传统的平坦化技术,仅仅能够实现局部平坦化,但是当最小特征尺寸达到
不锈钢抛光工艺
粗砂打磨,明亮的,平淡结束,发线,染色完成,光明退火,镜面抛光 抛光方法 目前常用的抛光方法有以下几种: 1.1机械抛光机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。 1.2化学抛光化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。 1.3电解抛光电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。 电化学抛光过程分为两步:(1)宏观整平溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>1μm。(2)微光平整阳极极化,表面光亮度提高,Ra<1μm。 1.4超声波抛光将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。 1.5流体抛光流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。 1.6磁研磨抛光磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削
化学机械抛光液配方组成,抛光液成分分析及技术工艺
化学机械抛光液配方组成,抛光原理及工艺导读:本文详细介绍了化学机械抛光液的研究背景,机理,技术,配方等,需要注意的是,本文中所列出配方表数据经过修改,如需要更详细的内容,请与我们的技术工程师联系。 禾川化学专业从事化学机械抛光液成分分析,配方还原,研发外包服务,提供一站式化学机械抛光液配方技术解决方案。 1.背景 基于全球经济的快速发展,IC技术(Integrated circuit, 即集成电路)已经渗透到国防建设和国民经济发展的各个领域,成为世界第一大产业。IC 所用的材料主要是硅和砷化镓等,全球90%以上IC 都采用硅片。随着半导体工业的飞速发展,一方面,为了增大芯片产量,降低单元制造成本,要求硅片的直径不断增大;另一方面,为了提高IC 的集成度,要求硅片的刻线宽度越来越细。半导体硅片抛光工艺是衔接材料与器件制备的边沿工艺,它极大地影响着材料和器件的成品率,并肩负消除前加工表面损伤沾污以及控制诱生二次缺陷和杂质的双重任务。在特定的抛光设备条件下,硅片抛光效果取决于抛光剂及其抛光工艺技术。 禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。 样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。有任何配方技术难题,可即刻联系禾川
化学技术团队,我们将为企业提供一站式配方技术解决方案! 2.硅片抛光技术的研究进展 20世纪60年代中期前,半导体抛光还大都沿用机械抛光,如氧化镁、氧化锆、氧化铬等方法,得到的镜面表面损伤极其严重。1965年Walsh和Herzog 提出SiO2溶胶-凝胶抛光后,以氢氧化钠为介质的碱性二氧化硅抛光技术就逐渐代替旧方法,国内外以二氧化硅溶胶为基础研究开发了品种繁多的抛光材料。 随着电子产品表面质量要求的不断提高, 表面平坦化加工技术也在不断发展,基于淀积技术的选择淀积、溅射玻璃SOG( spin-on-glass) 、低压CVD( chemical vapor deposit) 、等离子体增强CVD、偏压溅射和属于结构的溅射后回腐蚀、热回流、淀积-腐蚀-淀积等方法也曾在IC艺中获得应用, 但均属局部平面化技术,其平坦化能力从几微米到几十微米不等, 不能满足特征尺寸在0. 35 μm 以下的全局平面化要求。 1991 年IBM 首次将化学机械抛光技术( chemical mechanical polishing , 简称CMP)成功应用到64 Mb DRAM 的生产中, 之后各种逻辑电路和存储器以不同的发展规模走向CMP, CMP 将纳米粒子的研磨作用与氧化剂的化学作用有机地结合起来, 满足了特征尺寸在0. 35微米以下的全局平面化要求。CMP 可以引人注目地得到用其他任何CMP 可以引人注目地得到用其他任何平面化加工不能得到的低的表面形貌变化。目前, 化学机械抛光技术已成为几乎公认为惟一的全局平面化技术,逐渐用于大规模集成电路(LSI) 和超大规模集成电路(ULSI) ,可进一步提高硅片表面质量,减少表面缺陷。
抛光工艺流程及技巧
的工艺流程及技巧 在制作过程中是很重要的一道工序,随着塑料制品的日溢广泛应用,对塑料制品的外观品质要求也越来越高,所以塑料型腔的表面质量也要相应提高,特别是镜面和高光高亮表面的对表面粗糙度要求更高,因而对的要求也更高。不仅增加工件的美观,而且能够改善表面的耐腐蚀性、耐磨性,还可以方便于后续的注塑加工,如使塑料制品易于脱模,减少生产注塑周期等。目前常用的方法有以下几种: ㈠机械 机械是靠切削、表面塑性变形去掉被后的凸部而得到平滑面的方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到μm的表面粗糙度,是各种方法中最高的。光学镜片常采用这种方法。 ⑴机械基本程序 要想获得高质量的效果,最重要的是要具备有高质量的油石、砂纸和钻石研磨膏等工具和辅助品。而程序的选择取决于前期加工后的表面状况,如机械加工、电火花加工,磨加工等等。机械的一般过程如下: ①粗抛经铣、电火花、磨等工艺后的表面可以选择转速在35 000—40 000 rpm的旋转表面机或超声波研磨机进行。常用的方法有利用直径Φ3mm、WA # 400的轮子去除白色电火花层。然后是手工油石研磨,条状油石加煤油作为润滑剂或冷却剂。一般的使用顺序为#180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000。油石抛光方法,这个作业是最重要的高难度作业,根据加工品的不同规格,分别约70度的角位均衡的进行交叉研磨。最理想的往返范围约为40毫米~70毫米。油石作业也会根据加工品的材质而变化。许多制造商为了节约时间而选择从#400开始。 ②半精抛半精抛主要使用砂纸和煤油。油石作业结束后是砂纸作业,砂纸作业时,要注意模仁的圆边、圆角和桔皮的产生。所以油石流程尽量做到最细加工。砂纸抛光的重点。砂纸配合较硬的木棒像油石作业一样约70度角交叉地进行研磨,一面砂纸研磨次数约10次~15次。如果研磨时间过长,砂纸的研磨力会减低,这样就会导致加工面出现不均匀现象(这也是产生橘皮的原因之一)。 砂纸作业时一般都采用竹片进行研磨,实际使用材质弹力小的木棒或硬度低的铝棒约45度角进行研磨是最为理想的。研磨面不能使用或者弹性高的材料,不能用45度角研磨的形状可以用锐角。砂纸的号数依次为:#220 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500。实际上#1500砂纸只用适于淬硬的(52HRC 以上),而不适用于预硬钢,因为这样可能会导致预硬钢件表面烧伤。 ③精抛精抛主要使用钻石研磨膏。若用布轮混合钻石研磨粉或研磨膏进行研磨的话,则通常的研磨顺序是9μm(#1800)~ 6μm(#3000)~3μm(#8000)。9μm的钻石研磨膏和布轮可用来去除#1200和#1500号砂纸留下的发状磨痕。接着用粘毡和钻石研磨膏进行,顺序为1μm(#14000)~ 1/2μm(#60000)~1/4μm(#100000)。 精度要求在1μm以上(包括1μm)的工艺在加工车间中一个清洁的室内即可进行。若进行更加精密的则必需一个绝对洁净的空间。灰尘、烟雾,头皮屑和口水沫都有可能报废数个小时工作后得到的高精密表面。 ⑵机械中的技巧 Ⅰ用砂纸应注意以下几点: ①用砂纸需要利用软的木棒或竹棒。在圆面或球面时,使用软木棒可更好的配合圆面和球面的弧度。而较硬的木条像樱桃木,则更适用于平整表面的。修整木条的末端使其能与钢件表面形状保持吻合,这样可以避免木条(或竹条)的锐角接触钢件表面而造成较深的划痕。 ②当换用不同型号的砂纸时,方向应变换45°~ 90°,这样前一种型号砂纸后留下的条纹阴影即可分辨出来。在换不同型号砂纸之前,必须用100%纯棉花沾取酒精之类的清洁液对表面进行仔细的擦拭,因为一颗很小的砾留在表面都会毁坏接下去的整个工作。从砂纸换成钻石研磨膏时,这个清洁过程同样重要。在继续进行之前,所有颗粒和煤油都必须被完全清洁干净。
化学机械抛光液(CMP)氧化铝抛光液具汇总
化学机械抛光液(CMP)氧化铝抛光液 一、行业的界定与分类 (2) (一)化学机械抛光 (2) 1、化学机械抛光概念 (2) 2、CMP工艺的基本原理 (2) 3、CMP技术所采用的设备及消耗品 (2) 4、CMP过程 (2) 5、CMP技术的优势 (2) (二)化学机械抛光液 (3) 1、化学机械抛光液概念 (3) 2、化学机械抛光液的组成 (3) 3、化学机械抛光液的分类 (3) 4、CMP过程中对抛光液性能的要求 (3) (三)化学机械抛光液的应用领域 (3) 二、原材料供应商 (4) 三、化学机械抛光液行业现状 (4) (一)抛光液行业现状 (4) 1、国际市场主要抛光液企业分析 (4) 2、我国抛光液行业运行环境分析 (4) 3、我国抛光液行业现状分析 (5) 4、我国抛光液行业重点企业竞争分析 (5) (二)抛光液行业发展趋势 (5) (三)抛光液行业发展的问题 (5) 四、需求商 (6) (一)半导体硅材料 (6) 1、电子信息产业介绍 (6) 2、半导体硅材料的简单介绍 (6) (二)分立器件行业 (7) (三)抛光片 (8)
化学机械抛光液行业研究 一、行业的界定与分类 (一)化学机械抛光 1、化学机械抛光概念 化学机械抛光(英语:Chemical-Mechanical Polishing,缩写CMP),又称化学机械平坦化(英语:Chemical-Mechanical Planarization),是半导体器件制造工艺中的一种技术,用来对正在加工中的硅片或其它衬底材料进行平坦化处理。 2、CMP工艺的基本原理 基本原理是将待抛光工件在一定的下压力及抛光液(由超细颗粒、化学氧化剂和液体介质组成的混合液)的存在下相对于一个抛光垫作旋转运动,借助磨粒的机械磨削及化学氧化剂的腐蚀作用来完成对工件表面的材料去除,并获得光洁表面。 3、CMP技术所采用的设备及消耗品 主要包括,抛光机、抛光液、抛光垫、后CMP清洗设备、抛光终点检测及工艺控制设备、废物处理和检测设备等,其中抛光液和抛光垫为消耗品。 4、CMP过程 过程主要有抛光、后清洗和计量测量等部分组成,抛光机、抛光液和抛光垫是CMP工艺的3大关键要素,其性能和相互匹配决定CMP能达到的表面平整水平。 5、CMP技术的优势 最初半导体基片大多采用机械抛光的平整方法,但得到的表面损伤极其严重,基于淀积技术的选择淀积、溅射玻璃SOG(spin-on-glass)、低压CV D(chemicalvaporde-posit)、等离子体增强CVD、偏压溅射和属于结构的溅射后回腐蚀、热回流、淀积-腐蚀-淀积等方法也曾在IC工艺中获得应用,但均属局部平面化技术,其平坦化能力从几微米到几十微米不等,不能满足特征尺寸在
化学机械抛光液行业研究
化学机械抛光液行业研究 一、行业的界定与分类 (2) (一)化学机械抛光 (2) 1、化学机械抛光概念 (2) 2、CMP工艺的基本原理 (2) 3、CMP技术所采用的设备及消耗品 (2) 4、CMP过程 (2) 5、CMP技术的优势 (2) (二)化学机械抛光液 (3) 1、化学机械抛光液概念 (3) 2、化学机械抛光液的组成 (3) 3、化学机械抛光液的分类 (3) 4、CMP过程中对抛光液性能的要求 (3) (三)化学机械抛光液的应用领域 (3) 二、原材料供应商 (4) 三、化学机械抛光液行业现状 (4) (一)抛光液行业现状 (4) 1、国际市场主要抛光液企业分析 (4) 2、我国抛光液行业运行环境分析 (4) 3、我国抛光液行业现状分析 (5) 4、我国抛光液行业重点企业竞争分析 (5) (二)抛光液行业发展趋势 (5) (三)抛光液行业发展的问题 (5) 四、需求商 (6) (一)半导体硅材料 (6) 1、电子信息产业介绍 (6) 2、半导体硅材料的简单介绍 (6) (二)分立器件行业 (7) (三)抛光片 (8)
化学机械抛光液行业研究 一、行业的界定与分类 (一)化学机械抛光 1、化学机械抛光概念 化学机械抛光(英语:Chemical-Mechanical Polishing,缩写CMP),又称化学机械平坦化(英语:Chemical-Mechanical Planarization),是半导体器件制造工艺中的一种技术,用来对正在加工中的硅片或其它衬底材料进行平坦化处理。 2、CMP工艺的基本原理 基本原理是将待抛光工件在一定的下压力及抛光液(由超细颗粒、化学氧化剂和液体介质组成的混合液)的存在下相对于一个抛光垫作旋转运动,借助磨粒的机械磨削及化学氧化剂的腐蚀作用来完成对工件表面的材料去除,并获得光洁表面。 3、CMP技术所采用的设备及消耗品 主要包括,抛光机、抛光液、抛光垫、后CMP清洗设备、抛光终点检测及工艺控制设备、废物处理和检测设备等,其中抛光液和抛光垫为消耗品。 4、CMP过程 过程主要有抛光、后清洗和计量测量等部分组成,抛光机、抛光液和抛光垫是CMP工艺的3大关键要素,其性能和相互匹配决定CMP能达到的表面平整水平。 5、CMP技术的优势 最初半导体基片大多采用机械抛光的平整方法,但得到的表面损伤极其严重,基于淀积技术的选择淀积、溅射玻璃SOG(spin-on-glass)、低压CV D(chemicalvaporde-posit)、等离子体增强CVD、偏压溅射和属于结构的溅射后回腐蚀、热回流、淀积-腐蚀-淀积等方法也曾在IC工艺中获得应用,但均属局部平面化技术,其平坦化能力从几微米到几十微米不等,不能满足特征尺寸在
目前常用的抛光方法
目前常用的抛光方法有以下几种: 1.1机械抛光 机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。 1.2化学抛光 化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。 1.3电解抛光 电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。电化学抛光过程分为两步:(1)宏观整平:溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>lμm。(2)微光平整:阳极极化,:表面光亮度提高,Ra 化学机械抛光工艺(CMP) 摘要:本文首先定义并介绍CMP工艺的基本工作原理,然后,通过介绍CMP系统,从工艺设备角度定性分析了解CMP的工作过程,通过介绍分析CMP工艺参数,对CMP作定量了解。在文献精度中,介绍了一个SiO2的CMP平均磨除速率模型,其中考虑了磨粒尺寸,浓度,分布,研磨液流速,抛光势地形,材料性能。经过实验,得到的实验结果与模型比较吻合。MRR 模型可用于CMP模拟,CMP过程参数最佳化以及下一代CMP设备的研发。最后,通过对VLSI 制造技术的课程回顾,归纳了课程收获,总结了课程感悟。 关键词:CMP、研磨液、平均磨除速率、设备 Abstract:This article first defined and introduces the basic working principle of the CMP process, and then, by introducing the CMP system, from the perspective of process equipment qualitative analysis to understand the working process of the CMP, and by introducing the CMP process parameters, make quantitative understanding on CMP.In literature precision, introduce a CMP model of SiO2, which takes into account the particle size, concentration, distribution of grinding fluid velocity, polishing potential terrain, material performance.After test, the experiment result compared with the model.MRR model can be used in the CMP simulation, CMP process parameter optimization as well as the next generation of CMP equipment research and development.Through the review of VLSI manufacturing technology course, finally sums up the course, summed up the course. Key word: CMP、slumry、MRRs、device 1.前言 抛光方法 目前常用的抛光方法有以下几种: 1.1机械抛光 机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。1.2化学抛光 化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的核心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。 1.3电解抛光 电解抛光基本原理与化学抛光相同,即靠选择性的溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,可以消除阴极反应的影响,效果较好。电化学抛光过程分为两步:(1)宏观整平溶解产物向电解液中扩散,材料表面几何粗糙下降,Ra>1μm。 (2)微光平整阳极极化,表面光亮度提高,Ra<1μm。 1.4超声波抛光 将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。 1.5流体抛光 流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。 1.6磁研磨抛光 磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到Ra0.1μm。 在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级:AO=Ra0.008μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。 在塑料模具加工中所说的抛光与其他行 业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平 整度、光滑度以及几何精确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级:AO=μm, A1=μm,A3=μm,A4=μm,由于电解抛光、流体抛光等方法很难精确控制零件的几何 精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。 镜面抛光的要点 超镜面抛光时最重要的一点是抛光的尺寸,油石研磨到镜面抛光的距离是10μ。(最理想是#1500(#1000)油石开始进行研磨。砂纸的号数依次为: (#320 ~ )#400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500~ #01~ #02~ #03~ #04~ #05~ #06~ #015)最基本的原则,在进行下一步作业之前,一定要将模仁 彻底清洗干净,才会达到好效果。要非常慎重不要重复修改(反复修改会影响品质问题)。 纳期的期限、时间上的压力、过度疲劳、集中力下降,这些因素都容易影响工作,这一点要非常注意。 抛光操作是一项耗费时间和费用昂贵的工序,遵照一定的守则可以降低抛光操作的成本。抛光的每一个步骤都必须要保持清洁,这一点最重要。 抛光注意事项: 1、抛光必须在清洁无尘的室内进行。因为硬尘粒会污染研磨材料,损害已接近完成的模具表面。 2、每个抛光工具只使用一个级别的抛光钻石膏,并存放在防尘或密封的容器内。 3、当要转换更细一级的砂号时,要注意该级砂号是否完全覆盖上一级(较粗)砂纹,必须清洗双手和工件。 玻璃抛光加工的主要经济技术指标是由抛光效率,被加工玻璃边的尺寸精度、光亮度以及抛光磨具消耗情况或抛光磨具使用寿命来表征的。虽然玻璃磨边机性能、磨削抛光方式、冷却方式、转速,玻璃本身的内在质量以及操作人员的技术水平也会影响玻璃抛光的光亮度,抛光效率等,但是最根本的是选择合适的抛光磨具,以满足玻璃边抛光的技术要求。因此如何正确地选择和使用玻璃边抛光磨具是一项十分重要的问题。选择和使用玻璃边抛光磨具应考虑以下因素:(1)玻璃磨边机的种类;(2)玻璃边粗磨、精磨所用的金刚石磨轮情况;(3)对玻璃边的光亮度的要求;(4)磨削抛光规范等。2 玻璃边抛光磨具的种类玻璃边抛光磨具的种类很多,随着玻璃磨边机的生产厂家不同,其配套使用的抛光磨具的规格和性能也有所不同。因玻璃边抛光磨具在国内还没有一个统一的代号和标记,在磨料磨具行业也没有制定一个具体的产品标准,因此,目前大家都还习惯地按照最初由国外进口的玻璃边抛光磨具上的代号和标记来进行选择和使用。同时,国内的玻璃边抛光磨具生产厂家也按照自己所采用的结合剂的特性制定了各自的产品代号和名称。因此,本文根据国内目前普遍使用的几种玻璃磨边机类型,对玻璃边抛光磨具进行了分类:(1)10S系列抛光磨具(2)9R系列抛光磨具(3)BD系列抛光磨具(4)BK系列抛光磨具(5)玻璃车刻机用抛光磨具(6)氧化铈抛光磨具(7)羊毛毡类抛光磨具3 玻璃边抛光磨具的选择玻璃边抛光磨具的选择,要根据所采用的玻璃磨边机种类、加工方式以及加工要求来选择。下面就几种常用的玻璃磨边机的类型分别进行阐述。(1)直线磨边机一般采用10S系列或9R系列的抛光磨具(见图1所示)。10S系列抛光磨具的弹性、抛光性能要比9R系列抛光磨具好,因此,国内绝大部分的玻璃深加工厂家都在使用10S 系列抛光磨具。10S系列抛光磨具和9R系列抛光磨具又分别有两种类型,一种是用于抛光玻璃底边的底边抛光轮,另一种是用于抛光玻璃倒角的倒角抛光轮。由于9R系列抛光磨具的硬度相对10S系列抛光磨具较硬,因此,它具有磨削力强、磨削效率高和使用寿命长的特点。针对一些家具玻璃和工艺玻璃的加工方面,要求有很高的光亮度,常常还要使用氧化铈抛光磨具。它们的常用规格见表1。表1 单位:mm 外径厚度孔径10S系列抛光磨具底边轮150 30、35、40 70 倒角轮130 30、35 60 9R系列抛光磨具底边轮150 30、35、40 70 倒角轮130 30、35 60 氧化铈抛光磨具150 30、35 70 (2)直线斜边机一般采用10S系列抛光磨具和羊毛毡类抛光磨具。通常使用的10S系列抛光磨具规格为底边轮的规格,具体见表1。羊毛毡类抛光磨具要与氧化铈抛光粉配合使用(见图2所示)。其具体规格见表2。(3)单臂异形磨边机在抛光玻璃的直边、园边、鸭嘴边和波表2 单位:mm 外径厚度孔径羊毛毡类抛光磨具150 30、35、40 70、110 浪边时,一般采用BD系列抛光磨具和BK系列抛光磨具(见图3所示)。它们的常用规格见表3。一般根据要抛光的玻璃厚度来选择合适的抛光磨具的厚度。在抛光玻璃的斜边时,一般要采用10S系列抛光磨具和羊毛毡类抛光磨具。羊毛毡类抛光磨具也要与氧化铈抛光粉配合使用。它们的选择方法与直线斜边机的相同。表3 单位:mm 外径厚度孔径BD 系列抛光磨具100、150 15、20、25、30 22 BK系列抛光磨具100、150 15、20、25、30 22 (4)直线园边机通常采用BK系列抛光磨具和BD系列抛光磨具。其具体的规格见表4。表4 单位:mm 外径厚度孔径BD系列抛光磨具200 20、25 90 BK系列抛光磨具200 20、25 90 (5)玻璃车刻机通常采用玻璃车刻机专用抛光磨具(见图4 所示)。其规格按机器的类型可分为两种,见表5。表5 单位:mm 外径厚度孔径半自动车刻机用200 6、8、10、15、20 50 CNC数控车刻机用160 20、25 22、90 (6)其他磨边机及专用磨边机除以上玻璃磨边机以外,还有一些结构简单、用途单一的磨边机,如倒角机,小园片机、便携式磨边机等。另外还有一些专用磨边机,如直线双边磨边机、洗手盆磨边机、靠模磨边机等。它们采用的抛光磨具的种类一般都与以上介绍的几种磨边机用抛光磨具类似,只是规格上有所差别。在选择时,应根据要加工的玻璃边的形状、特点、光亮度和磨边机的种类,选择相应的抛光磨具和规格尺寸。 4 玻璃边抛光磨具的使用正确合理地使用玻璃边抛光磨化学机械抛光工艺(CMP)
抛光方法
抛光工艺流程及技巧
玻璃抛光介绍