机箱检查表首件鉴定模板
设备到货开箱检验表
设备到货开箱检验表1. 设备信息设备名称:[填写设备名称] 设备型号:[填写设备型号] 设备数量:[填写设备数量] 到货日期:[填写到货日期] 供应商:[填写供应商名称]2. 外观检查在设备到货时,首先需要对设备的外观进行检查,确认是否有任何物理损坏或缺失。
序号检查项目结果1 外观完整性[填写]2 是否有划痕[填写]3 是否有凹陷[填写]4 是否有变形[填写]5 是否有损坏[填写]6 是否有缺失[填写]7 是否有异味[填写]8 是否有杂质[填写]9 是否有灰尘[填写]10 是否有液体渗漏[填写]3. 配件检查同时,还需要对设备的配件进行检查,确认是否有任何配件的丢失或损坏。
序号检查项目结果1 是否有电源线[填写]2 是否有数据线[填写]3 是否有说明书[填写]4 是否有保修卡[填写]5 是否有其他配件[填写]6 是否有配件损坏[填写]4. 功能检查在完成外观和配件检查后,还需要对设备的功能进行检查,确保设备能正常工作。
序号检查项目结果1 电源开关[填写]2 系统启动[填写]3 运行状态[填写]4 响应速度[填写]5 触摸屏/键盘[填写]6 其他功能测试[填写]5. 备注在备注栏中,可以记录一些其他需要注意的事项或发现的问题。
[填写备注内容]6. 结论根据以上的检查,可以得出设备到货的结论。
[填写结论内容]以上是对设备到货开箱检验的表,通过对设备外观、配件和功能的检查,能够确保设备的完整性和正常运行。
如果在检查过程中发现任何问题,请及时与供应商联系,进行维修或更换。
备注:请根据具体情况填写相关内容,并将检查结果以 Markdown 格式保存。
首件检验记录表

NO: 客 型 户 号 品 规 名 格 日 期
订单号码 IPQC □重要异常后 □工程变更 □其他
机台编号 首件类别 □量产初件
送检人 □起班首件 □修模后
检验项目
材料名称/料号
检验项目
判定
备注
原材料
1.形状、厚度、颜色是否与图纸相符; 2.材料有无伤、折痕、异物、脏污、波浪 观
检查依据 各产品<检查基准书>
检验项目 检查有无划伤、脏污、不断、裁切不良、 白点、黑白、异物、溢胶、移位等不良。 检测记录 #3
判定
备注
№ 1 2 3 4 尺 寸 5 6 7 8 9 10 综合判定 备注:
标准/规格
#1
#2
#4
#5
单项判定
□合格(可正常量产)
□不合格(不能生产)
1.所有量产初件、起班时、修模后、重要异常后、工程变更均需首件合格后方可生产 2.当首件NG时需立即停机处理
设备开箱检验表

面板等装配是否松动或缺少紧固螺钉
□是□否
接缝是否有明显不合或高低不平
□是□否
观 功能键或插口是否标记清楚(若不清楚,请注明:无标记、标 □是□否
记有误或模糊不清,影响使用)
机□是□否
监理单位 记录人 日期
备注
□是□否
装 说明书规定的备件是否完整
包装箱内有无异物
□是□否 □有□无
是否倒装(产品实物与箱上标志方向不符)
□是□否
包装箱、说明书上是否有生产厂址、厂名
□是□否
出厂日期、质量标记是否有缺或错
□是□否
机壳情况:严重开裂、变形、损伤、脱漆或锈蚀、良好
表面情况:轻微划伤、变形、脱漆、锈蚀、毛刺、良好
外 表面脏污,但可擦去
表 B-20 设备开箱检验表
设备开箱检验表
工程名称
文档序号
分项名称
日期
开箱检验内容
项目
检验内容
结果
包装箱与产品型号是否相符
□是□否
箱内产品数量是否短缺
□是□否
包装箱上有无产品名称、牌号(或型号)、生产企业等标记 □有□无
包装箱是否严重破损
包 箱内泡沫衬垫是否缺少或严重损坏
□是□否 □是□否
附件、合格证、说明书其中是否完整(与装箱单相符)
品质部门首件检验记录表样板
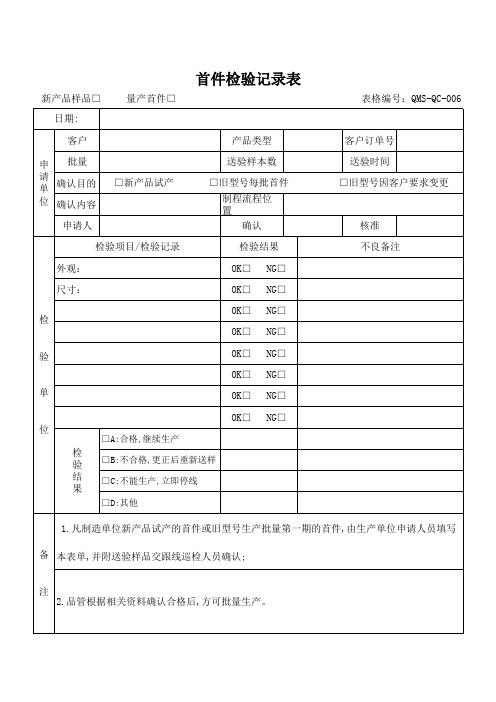
首件检验记录表
量产首件□
日期:
客户
产品类型
申 批量
请 单
确认目的
位 确认内容
申请人
□新产品试产
送验样本数
□旧型号每批首件 制程流程位 置 确认
检验项目/检验记录
检验结果
外观:
OK□ NG□
尺寸:
OK□ NG□
OK□ NG□ 检
OK□ NG□
验
OK□ NG□
OK□ NG□
单
OK□ NG□
OK□ NG□ 位
注 2.品管根据相关资料确认合格后,方可批量生产。
□A:合格,继续生产
检 验 □B:不合格,更正后重新送样 结 □C:不能生产,立即停线 果
□D:其他
表格编号:QMS-QC-006
客户订单号 送验时间
□旧型号因客户要求变更
核准 不良备注
ห้องสมุดไป่ตู้
1.凡制造单位新产品试产的首件或旧型号生产批量第一期的首件,由生产单位申请人员填写
备 本表单,并附送验样品交跟线巡检人员确认;
公司首件检验报告模板
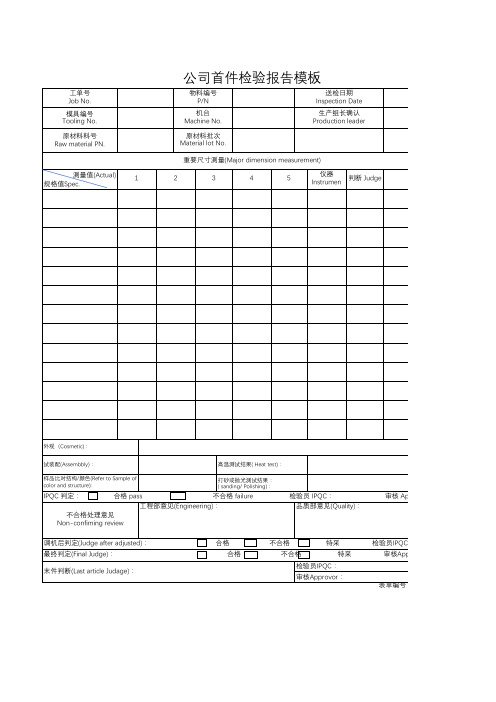
工单号 Job No.
模具编号 Tooling No.
原材料料号 Raw material PN.
测量值(Actual)
1
规格值Spec.
公司首件检验报告模板
物料编号 P/N
机台 Machine No.
送检日期 Inspection Date
生产组长确认 Production leader
原材料批次 Material lot No.
重要尺寸测量(Major dimension measurement)
2
3
4
5
仪器 Instrumen
判断 Judge
备注 Remark
外观(Cosmetic):
试装配(Assembbly):
高温测试结果( Heat test):
样品比对结构/颜色(Refer to Sample of color and structure):
末件判断(Last article Judage):
合格 合格
不合格
特采
不or:
检验员IPQC : 审核Approvor:
表单编号:DG-GW-QC-08
备注 Remark
审核 Approvor: 检验员IPQC :
审核Approvor: 表单编号:DG-GW-QC-08
打砂或抛光测试结果: ( sanding/ Polishing):
IPQC 判定:
合格 pass
不合格 failure
工程部意见(Engineering):
不合格处理意见 Non-confiming review
检验员 IPQC: 品质部意见(Quality):
审核 Approvor:
调机后判定(Judge after adjusted): 最终判定(Final Judge):
设备开箱检查记录表填写模板
设备开箱检查记录表填写模板
设备名称:_________
设备型号:_________
开箱日期:_________
检查人员:_________
一、开箱检查记录
1. 检查外包装是否完好,有无破损、变形、潮湿等现象。
2. 检查设备外观是否完好,有无划痕、凹陷、变形等现象。
3. 检查设备附件是否齐全,与装箱清单是否一致。
4. 检查设备电源线、电缆等连接线是否完好,有无破损、断线等现象。
5. 检查设备说明书、保修卡等文档资料是否齐全。
6. 其他需要记录的情况。
二、检查结果
1. 正常:设备及附件均完好,无异常情况。
2. 异常:发现设备或附件存在异常情况,需要进一步处理或维修。
三、处理意见
1. 对于正常设备,直接入库或进行下一步操作。
2. 对于异常设备,需要填写维修申请单,联系厂家或专业人员进行维修。
3. 其他处理意见。
四、备注
其他需要说明的情况或注意事项。
3C首件检验记录表
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”:本表单保留一年。
FQC:
IPQC:
生产拉 长:
是否同意量产: 口是 口否
检验签名:
1、所有项目均需连续检查最少5件。 注意 事项
2、根据质量统计的不良项目进行持续跟进。
1、产品新开线生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最 填写 终检查工位。 说明
XXXX有限公司
首件检验记录表
订单号
产品名称
拉别
生产日期
口开拉首检 首件 信息
口生产参数变更
口修模首件 口材料变更
口工程图纸 口标准样件 检验依据 口制程检验标准 口产品标准 检验时间
口转产首件
口其他:
口其他
序号
检验项目
判定
备注
1 按键喷油是否不均匀、积漆和色差现象
口OK 口NG
2 外壳是否有披锋或毛刺
口OK 口NG
3 外壳是否有异色
口OK 口NG
检查 记录
4 装电池是否开机 5 是否可以蓝牙连接
口OK 口NG 口OK 口NG
6 指示灯是否亮
口OK 口NG
7 各功能键是否都有功能
口OK 口NG
8
PE袋厚度0.05mm±0.005mm
口OK 口NG
9 标识和使用说明
口OK 口NG
最终判定结果
口合格 口不合格
首件检查记录表
首件 信息
料号
□开机/开线首检 □材料变更Fra bibliotek版本规格
□换模转线首件 □制程变更
生产日期
□生产参数变更 □其他
检验时间
时 分
□标准作业指导书(SOP) 检验 □标准样板 依据 □制程检验标准
□其他:
项目
检验标准
1
尺寸
外观
结构/装配
实测值
2
3
4
判定 5
备注
功能
检 查 记 可靠性 录
老化
包装
持续改善
客诉跟进
最终 判定
结果
□合格 □不合格
检验员: 生产确认:
是否同意量 产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查≧3PCS。 注意 2、首件的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落,振动等) 事项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检 查判定合格后生产。 填写 说明 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产 线最终检查工位。
3、适用范围:产品新开线、变更工艺/参数、制程、变更材料等均需要进行首件检查。
编号:xxxxx
首件检查表
惠州市鑫永诚光电科技红外模组部首 件 检 查 表编号:确认: 工程部确认: 审核:客户 订单号品号下单日期 批量 品名检查日期首件数客户要求S M T序号 检 查 项 目异常描述 处理结果 1 产品反有物料规格是否与BOM 表相符 是( )否( )2 PCBA 板元件位置是否与图纸相符合 是( )否( )3 经回流焊后,锡面是否到位达到检验标准 是( )否( )4 锡膏是无铅低温( ) 无铅中温( ) 无铅高温( )5 回流焊设置温度( ) 实际温度( ) 组长: IPQC :后 焊6 产品所有物料规格是否与BOM表相符 是( )否( )7 产品所插元件位置是否与图纸相符合 是( )否( )8 PCB 经浸锡后是否有元件烫伤、浮高、错件等不良 是( )否( ) 9 PCB 经执锡后是否有空焊、假焊、半边焊等不良 是( ) 否( )10 PCB 板剪脚后,脚长是否在规定范围内 是( )否( ) (引脚长度标准1.5-2mm) 11 PCB 经测试后有无功能不良 无( )有( )12 波峰焊及锡炉温度是否在规定范围内 是( )否( )波峰焊265℃±5℃ 浸锡炉285℃±5℃组长: IPQC:外观功能检查测试13 供电电压为: 3.3V ( ) 5V ( ) 12V ( ) 其它( )14 首样电流分别是:1 2 3 4 15 LED 的波长: 650nm ( )850nm ( )940nm ( ) 其它( )16 LED 的功率: 9mil ( )10mil ( )12mil ( ) 14mil ( )16mil ( )其它( ) 17 LED 角度: 30度( )45度( )60度( )80度( )100度( )120度( )18 红外模组的开启照度: Lux 19 红外模组的关闭照度: Lux20 红外模组是否有过流保护:是( )否( ) 21 红外模组是否有过压保护:是( )否( ) 22 红外模组是否有双档位照度:是( )否( ) 23 模组是否清洗干净:是( )否( ) 24产品信赖性试验是否正常,具体描述:组长: IPQC : 备注:成品出货的运输方式,包装方法。
首件检验记录表(模版)
WORD格式可以编辑
首件检验记录表
检验日期:年月日
产品图号产品名称数量1
检验依据□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目检查标准检查方式检查结果描述判定
尺寸设计图纸要求游标卡尺
SMT贴片目视/显微镜
电装□
手工焊接目视/显微镜
钳装□螺钉装配目视
焊锡/渣目视/显微镜
孔毛刺目视/显微镜
边毛刺目视/显微镜
划伤目视/显微镜
外观□
元件方向目视/显微镜
缺料目视/显微镜
分层目视/显微镜
变形目视/显微镜
表面清洁度目视/显微镜
信号线焊接目视
总装□导线焊接目视
结构件组装目视
□作业文件
其它□□作业人员
□设备能力
□合格(开始量产);
综合判
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
专业资料整理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此项不适用。
1.19
供方对于关键零部件是否实施了可追溯性的唯一的跟踪标识,并存有可追溯性记录?
√
每批机箱都有批次号,可追溯。
1.20
供方是否建立了老化管理程序,是否有效实施?
√
此项不适用。
1.21
供方是否建立了产品软件开发管理机制,版本履历、变更管理是否规范有效?
√
此项不适用。
1.22
其它。
√
大连海天通过质量管理体系认证(ISO9000),证书编号为:00618Q30299R1M
√
此项不适用。
1.11
其他人员资质(无损检测、理化试验、检验人员等)
√
此项不适用。
1.12
特殊过程现场环境控制等是否满足要求(防火、防爆、防毒、防辐射等)
√
此项不适用。
1.13
供方生产现场使用的工艺装备、工艺设备以及试验设备是否按照工艺策划方案进行了配备,是否按照程序规定进行了管理?
√
此项不适用。
1.14
√
电源模块供应商大连海天兴业科技有限公司通过了上海杰之能软件对其进行的供应商基本情况调查。
1.2
是否对委外的特殊工序以及采购的关键、重要零部件分供方提出了技术要求?
√
以零部件承认书的方式对机箱提出了规格要求
1.3
是否对委外的特殊工序以及采购零部件的质量控制方式进行策划?如FAI等。是否按照策划内容实施相关工作?
√
对大连海天提供机箱进行原材料质检
1.4
是否对委外的特殊工序以及采购零部件的分供方提出了技术变更管理要求?
√
原材料供应商提出技术变更需得到杰之能软件研发部门批准
1.5
委外的特殊工序以及采购零部件的质量问题处置机制是否完善,是否有效实施?
√
有质量问题处置机制
1.6
供方是否按照制定的进货检验策划实施了进货检验工作?是否提交了相关的进货检验记录?重点关注重要原材料及关键零部件
√
进货检验记录(机箱)2018.11.28,检测结论:合格
2.9
试装检验。
√
符合要求。
2.10
产品软件版本是否符合规定。
√
此项不适用。
2.11
如需要,提供有毒有害物质报告。★
√
提交了其供应商提供的机箱水性环保漆的RoHS报告,编号为:CANEC1813756811
2.12
如需要,提供禁用限用物质报告。★
供方生产现场是否按照产品标识程序进行了相应标识?
√
此项不适用。
1.15
供方生产现场是否清洁?区域标识是否清晰?
√
此项不适用。
1.16
供方生产现场工艺布局是否合理?
√
此项不适用。
1.17
供方生产现场是否采取了定置管理?
√
此项不适用。
1.18
供方生产现场检测器具及设备是否在计量有效期内?对器具及设备的计量是否进行了管理?
√
提交了其供应商提供的机箱水性环保漆的RoHS报告,编号为:CANEC1813756811
2.13
使用该原材料的产品是否通过型式试验。★
√
型式试验报告电磁兼容E201902255225-1
型式试验报告环境H201902265598-01
注:要求中带“★”的为KO项。
√
此项不适用。
2.3
产品铭牌清晰、牢固;铭牌位置、尺寸以及铭牌标识的内容,若上海杰之能软件或用户有要求时,应符合要求。
√
丝印内容与设计图纸相符,丝印应清晰、完整、牢固。
2.4
按照设计输出的《非金属材料清单》查对是否与产品实物一致。
√
此项不适用。
2.5
按照设计输出的《BOM清单》查对是否与产品实物一致,并核查记录分供方信息。
√
此项不适用。
1.7
供方仓储现场是否满足零部件仓储要求?(重点关注化工品和电子产品的存储,如温湿度防爆等)
√
此项不适用。
1.8
供方生产现场产品图纸是否齐全?是否为有效版本?
√
此项不适用。
1.9
供方是否按照工艺文件实施操作?对特殊及重要工序符合性重点检查。★
√
此项不适用。
1.10
供方是否提交了特殊过程人员资质证明?(铸、锻、焊、热处理、表面处理、粘接、压接、硫化等)★
√
此项不适用。
2.6
按照设计输出的产品例行试验大纲进行产品功能性试验,是否符合例行试验大纲要求★
√
此项不适用。
2.7
按照设计输出的产品图纸,对产品外观、尺寸等进行检验,是否符合要求,并记录检查数据及结果。
√
进货检验记录(机箱)2018.11.28,检测结论:合格
2.8
产品接口规格是否符合设计输出的产品图纸要求★
注:要求中带“★”的为KO项。
检查记录表2
第2部分:首件产品检验
序号
要求
确认结果
检查记录(可附页)
不必要
合格
不合格
2.1
产品实物表面处理是否符合技术条件或图纸要求?表面处理质量是否良好?
√
外观无明显划伤、磕伤、掉漆、污迹。外表面喷涂均匀、无明显色差。
2.2
产品内部布线质量是否规范?布线需符合相关标准要求,布线需整齐,线缆防护应满足要求。
原材料供应商提出技术变更需得到杰之能软件研发部门批准15委外的特殊工序以及采购零部件的质量问题处置机制是否完善是否有效实施
首件鉴定报告
产品名称
产品型号
文件编号
摘要:
编制
审核
首件鉴定确认
测试部
质量部
检查记录表1
第1部分:产品实现
序号
要求
确认结果
检查记录
不必要
合格
不合格
1.1
是否对委外的特殊工序以及采购的关键、重要零部件分供方进行了识别?