控制图计算公式
控制图计算公式 It was last revised on January 2, 2021
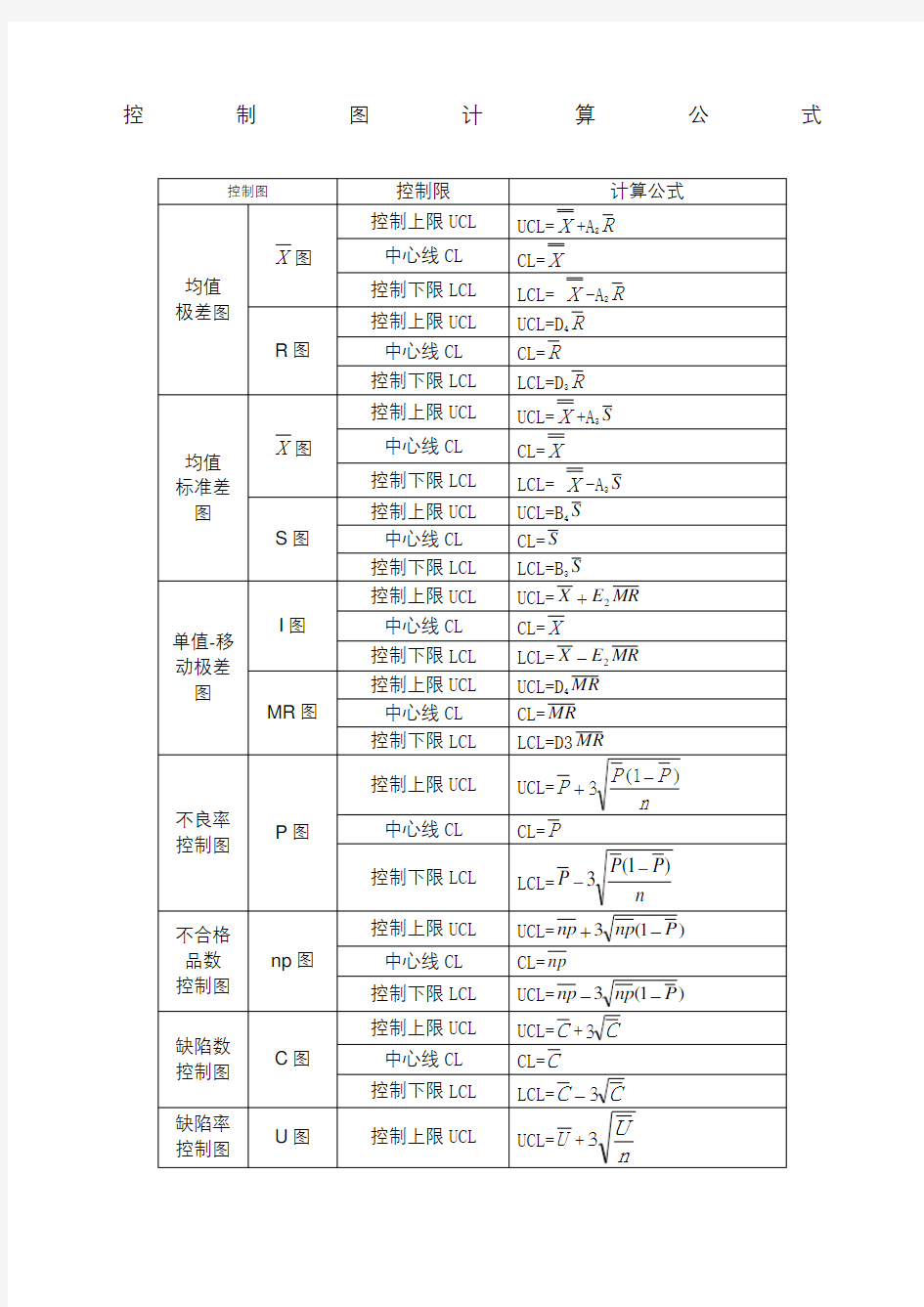
控制图计算公式
控制图的常数和公式
附录E 控制图的常数和公式表 X—R图*X—S图*均值X图极差R图均值X图标准差S图 计算控制限标准差估计计算控制计算控制标准差估计计算控制 子组容量 用的系数值的除数限用的系数限用的系数值的除数限用的系数n A2d2D3D4A3C4B3B4 2 1.880 1.128 3.267 2.6590.7979 3.267 3 1.023 1.693 2.57 4 1.9540.8862 2.568 40.729 2.059 2.282 1.6280.9213 2.266 50.577 2.326 2.114 1.4270.9400 2.089 60.483 2.534 2.004 1.2870.95150.030 1.970 70.149 2.7040.076 1.924 1.1820.95940.118 1.882 80.373 2.8470.136 1.864 1.0990.96500.185 1.815 90.337 2.9700.184 1.816 1.0320.96930.239 1.761 100.308 3.0780.223 1.7770.9750.97270.284 1.716 110.285 3.1730.256 1.7440.9270.97540.321 1.679 120.266 3.2580.283 1.7170.8860.97760.354 1.646 130.249 3.3360.307 1.6930.8500.97940.382 1.618 140.235 3.4070.328 1.6720.8170.98100.406 1.594 150.223 3.4720.347 1.6530.7890.98230.428 1.572 160.212 3.5320.363 1.6370..7630.98350.448 1.552 170.203 3.5880.738 1.6220.7390.98450.466 1.534 180.194 3.6400.391 1.6080.7180.98540.482 1.518 190.187 3.6890.403 1.5970.6980.98620.497 1.503 200.180 3.7350.415 1.5850.6800.98690.510 1.490 210.173 3.7780.425 1.5750.6630.98760.523 1.477 220.167 3.8190.434 1.5660.6470.98820.534 1.466 230.162 3.8580.443 1.5570.6330.98870.545 1.455 240.157 3.8950.451 1.5480.6190.98920.555 1.445 250.153 3.9310.459 1.5410.6060.98960.565 1.435 UCL X,LCL X=X±A2R UCL X,LCL X=X±A3S UCL R=D4R UCL S=B4S LCL R=D3R LCL S=B3S ^^ σ=R/d2σ=S/C4 *摘自ASTM—STP—15D,《数据和控制图分析形式手册》1976年版,第134~136页。ASTM版权所有,经允许后复制(1916Race Street,Philadelphia,Pennsylvania19103) 105
控制图如何制作修订稿
控制图如何制作 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
控制图如何制作 控制图,是制造业实施品质管制中不可缺少的重要工具。它最早 是由美国贝尔电话实验室的休华特在1924年首先提出的,它通过设置合理的控制界限,对引起品质异常的原因进行判定和分析,使工序处于正常、稳定的状态。 控制图是按照3 Sigma 原理来设置控制限的,它将控制限设在X±3 Sigma 的位置上。在过程正常的情况下,大约有%的数据会落在 上下限之内。所以观察控制图的数据位置,就能了解过程情况有无变化。
工具/原料 电脑 待解决问题 方法/步骤 1.1 确定抽样数目,平均值—极差控制图的抽样数目通常为每组2~6个。确定抽样次数,通常惯例是每班次20~25次数,最少20组,一般25组较合适,但要确保样本总数不少于50个单位。
2.2 确定级差、均值及均值、级差控制界限(通过公式计算)。 3.3 制作Xbar--R控制图。
4.4 分析控制图并对异常原因进行调查及对策;继续对生产过程进行下一生产日的抽样并绘制控制图,以实现对工程质量的连续监控。
END 注意事项 制作Xbar--R控制图,需要明确记录抽样数据的基本条件(机种、项目、生产线、规格标准、控制界限、抽样时间及日期、抽样频次等),在控制图的上方可开辟“基本条件记录区”以记录上述条件;另外抽样的数据及计算出的X和R值记录在控制图的下方区域,形成“抽样数据区”,最下方可作为“不良原因对策区”,这样就可形成一份完整的Xbar--R控制图。 二、控制图的轮廓线 第3页/(共6页)
控制图计算公式
各类控制图控制限的计算公式 1. 均值-极差控制图(X-R chart) x CL x = R CL R = n d R x UCL x 2 3 += R d d UCL R )31(23 += n d R x UCL x 2 3 -= R d d UCL R )31(2 3 -= 2 ?d R =σ 2. 均值-标准差控制图(X-Sigma Chart) x CL x = s CL s = n c s x UCL x 43 += s n c UCL s )) 1(231(4-+ = n c s x UCL x 43 -= s n c UCL s )) 1(231(4-- = 4 ?c S =σ 其中3 4) 1(44--=n n C ,n 为子组样本容量 3. 单值-移动极差控制图 x CL x = R M CL R =
23d R M x UCL x += R M d d UCL R )31(2 3 += 2 3 d R M x UCL x -= R M d d UCL R )31(2 3 -= 2 ?d R M =σ 相当于n=2时的极差控制图 4. 不良率控制图(P 图) ) 1(1 3) 1(1 3P P n P LCL P P n P UCL P CL --=-+== 5. 不良数控制图(Pn 图) k k k k n n n p n p n p n p k np np np p n P n P P n P n P LCL P n P n P UCL n P CL ???+++???++= +???++=--=-+==21221121,) 1(3)1(3为平均不合格品率 为平均不合格品数,其中 6. 缺陷数控制图(C 图)