聚晶金刚石钻头复合片焊接工艺研究
金刚石钻头
第二节 金刚石钻头和扩孔器
三、金刚石钻头碎岩机理
(一)、孕镶金刚石钻头
孕镶金刚石钻头的孔底碎岩过程不同于表镶钻头。因为它用的金刚 石颗粒小,且埋藏于胎体之中,孕镶钻头必须在钻进规程中保持自磨出 刃的性能(称为"自锐"),才能维持钻速恒定而不衰减。 总体来说,孕镶钻头的实际碎岩机理类似于砂轮磨削工件,即以唇 面上多而小的硬质点(金刚石)对加工件(孔底岩石)进行刻划、磨削, 并随着硬质点的逐渐磨损和消失及粘结胎体的不断磨耗,新的硬质点又 裸露出来参加工作。当然,如果唇面金刚石出露较好时,也不排除在磨 削的同时存在着孔底的微剪切和微压碎作用。实际上,砂轮在高速磨削 工作中,自身也被磨耗,由于它的"自锐"作用而常处于锐利状态。
第一节 钻探用金刚石
(一)、天然金刚石
2、非晶质金刚石。 主要有黑色金刚石,产于巴西,颜色为黑色或暗灰色,天然形 状为圆形,呈聚晶结构,硬度、强度、韧性和耐磨性超过所有天然 金刚石,最早用于钻探,后来因稀少而被包尔兹取代。 3、介于结晶与非结晶的金刚石 主要有巴拉斯,多产于巴西和非洲,属于金刚石的变种。颜色 有透明到暗褐色,多呈柱状或圆球状。表面硬度高,主要用于工业。
金刚石钻头
六中队:杜春生
金刚石是目前发现最硬的材 料,广泛应用于工业、国防、科学 研究等。金刚石钻进是目前钻探工 艺中一种比较先进的钻进方法,由 于这种方法的钻进效率比较高,钻 孔质量好,施工劳动强度比较轻, 钻探成本比较低,因此得到了越来 越广泛的应用。最初,金刚石钻进 主要应用于硬岩和坚硬岩石;近年 来由于金刚石烧结体和复合片的研 制成功,并广泛应用,金刚石钻进 的应用越来越广泛,地质钻探用金 刚石约占世界工业金刚石用量的五 分之一。
P
金刚石复合片的现状及新的应用范围

金刚石复合片的现状及新的应用范围赵尔信【摘要】国产金刚石复合片的水平已有大幅度提高,但与国外复合片相比,仍有差距,主要是复合片热性能较差,为此采用有效技术措施,进行脱钴技术的研究。
为充分发挥复合片的性能,研究一种复合片与牙轮的组合式钻头,已在页岩气钻进中发挥了显著的作用。
%The standard of domestic diamond compact has been substantially improved. But it is still not as good as that of the other countries.The main weakness of our product is the poor thermal properties.In order to solve this problem,the research of cobalt-elim-ination technology has been conducted through effective technical measures.To bring the performance of the diamond compact into full play,a type of integral drill bit which com-bines diamond compact and roller cone has been under research and it has been playing a remarkable role in shale gas drilling.【期刊名称】《超硬材料工程》【年(卷),期】2016(028)002【总页数】4页(P50-53)【关键词】金刚石复合片;组合式钻头;齿状复合片【作者】赵尔信【作者单位】北京探矿工程研究所,北京 100083【正文语种】中文【中图分类】TQ164我国金刚石复合片产业取得了突飞猛进的发展,可以说是世界上的生产大国,基本上能满足国内油气田和地质勘探的需求,但尚存在一些问题,特别是对金刚石复合片的热性能仍研究不深,致使复合片仅限用于软——中硬地层,要扩大其应用范围,应研究提高复合片的抗热性能以及改变复合片的结构,更为有效的是研究复合片和牙轮钻头的组合,可使复合片应用于复杂地层,拓展复合片的应用领域。
金刚石工件的钎焊参考模板

金刚石工件的钎焊金刚石是目前世界上发现并在工业上能大量使用的最硬的材料。
它除了具有超硬特性外,有独特的力学、光学、声学、热学及电学性质,很难找到一种想金刚石这样集多种优异性能于一身的材料。
它既是一种重要的超硬材料,同时也是一种具有特殊用途的新型功能材料。
金刚石晶体结构中,碳原子拥有四价状态,即sp3杂化状态。
金刚石结构的基本特点是每个碳原子与四个邻近的碳原子共用四对价电子,形成4个共价键与周围的原子连接,形成一个四面体。
其键长均0.154mm,它们的方向性很强,分别指向以碳原子为中心的正四面体的四个顶角。
金刚石晶体是由许多四面体叠加而成。
共价键是饱和键,具有很强的方向性,因使金刚石具有很大的强度。
由于在结晶晶格中碳原子形成的正四面结构在空间的排列有两种形势,从而存在着立方晶系和六方晶系两种金刚石结构。
在金刚石的各种性能中,硬度、耐磨耗性和刚度性能最具特色。
金刚石是迄今地球上最硬的天然物质,在莫氏硬度,金刚石的莫氏硬度为10。
莫氏硬度1~9级之间几乎为等间隔的,而9~10级之间不符合这一等差排列梯度。
碳化硅(Sic)和刚玉(Al2O3)的莫氏硬度为9,碳化钨(WC)为9.5。
金刚石的硬度是刚玉硬度的5倍,石英的12倍,碳化钨的4.7倍,碳化硅的4倍,碳化硼的3.7倍,立方氮化硼的2倍。
需要注意的是,金刚石的硬度呈各向异性,不同晶面和不同方向上的硬度不同。
金刚石的体积弹性模量为5.42×105MPa,比公认体积弹性模量非常大的钨还要大。
虽然金刚石的抗压能力很强,而抗拉强度则不高(硬脆性)。
金刚石的磨耗量因摩擦方法不同而有很大变化,用于钻头的人造金刚石烧结体的磨耗比一般在1:3×104 ~ 1:8×10之间;用作拉丝模的磨耗比在1:105 ~ 1:3×105之间。
由于碳原子稳定特性,以及金刚石是强共价键结合,因而金刚石在常温下的化学性质非常稳定,耐磨碱及其他化学药物的腐蚀。
石油钻井设备与工具王镇全聚晶金刚石钻头
石油钻井设备与工具王镇全聚晶金刚石钻头简介石油钻井设备和工具是石油行业中不可或缺的关键设备。
其中,全聚晶金刚石钻头是一种应用广泛的钻井工具,它具有出色的钻井性能和长寿命。
本文将介绍全聚晶金刚石钻头的原理、结构和应用领域。
原理全聚晶金刚石钻头利用金刚石的硬度和耐磨性来进行钻进作业。
金刚石是地球上最硬的物质,因此非常适合用于钻井工具。
全聚晶金刚石钻头的工作原理是将钻头载在钻柱底部,通过钻孔液的压力将钻头转动并施加力量进行钻进。
金刚石刃部分会磨损,但由于其硬度,磨损程度非常慢。
结构全聚晶金刚石钻头由许多金刚石晶粒均匀分布在背衬合金基体上组成。
这些金刚石晶粒通过高温高压技术与合金基体牢固结合,形成坚固的刃部。
同时,钻头的结构还包括钻头体、中心孔、水力喷嘴、导向装置等。
这些部分共同作用,使得全聚晶金刚石钻头能够在各种地质条件下进行稳定的钻进作业。
应用领域全聚晶金刚石钻头广泛应用于石油勘探、开发和钻井作业中。
它可以用于开展水平井、定向井和深井等不同类型的钻井工作。
由于全聚晶金刚石钻头具有耐磨性好、抗冲击性强等特点,可以适应各种地质条件。
它可以用于石油勘探和开发作业中的各个环节,包括勘探孔、试油孔、工业水井和地热井等。
优势与挑战全聚晶金刚石钻头具有许多优势。
首先,它的耐磨性能非常好,可以在恶劣的地质条件下持续进行钻进作业。
其次,由于金刚石的硬度,全聚晶金刚石钻头的寿命相对较长,能够节约钻井成本。
此外,全聚晶金刚石钻头还具有良好的导向能力,能够实现精确的钻井方向控制。
然而,全聚晶金刚石钻头也面临一些挑战。
首先,其制造成本较高,需要高温高压工艺以及精密的合金基体制备技术。
此外,由于金刚石刃部磨损较慢,当遇到特别硬的地层时,可能导致堵塞和钻头失效。
结论全聚晶金刚石钻头是石油钻井中的一种重要工具,具有出色的钻井性能和长寿命。
它在石油勘探、开发和钻井作业中扮演着重要的角色。
随着石油工业的不断发展,全聚晶金刚石钻头将继续改进和创新,以适应更多地质条件和钻井需求。
PDC钻头工作原理及相关特点剖析
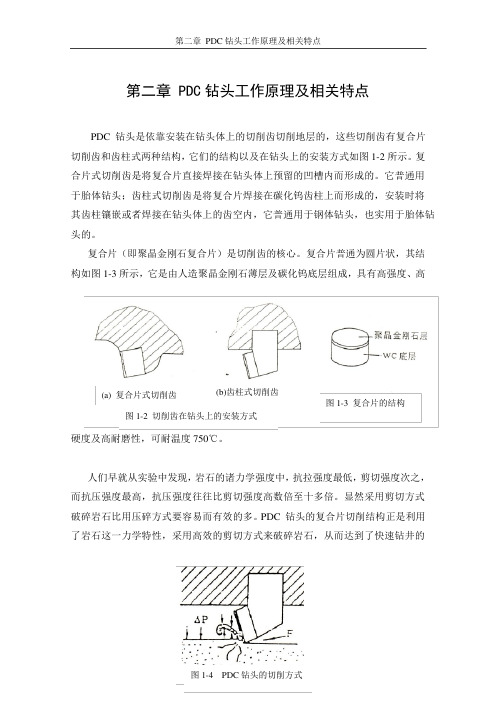
第二章 PDC 钻头工作原理及相关特点PDC 钻头是依靠安装在钻头体上的切削齿切削地层的,这些切削齿有复合片切削齿和齿柱式两种结构,它们的结构以及在钻头上的安装方式如图1-2所示。
复合片式切削齿是将复合片直接焊接在钻头体上预留的凹槽内而形成的。
它普通用于胎体钻头;齿柱式切削齿是将复合片焊接在碳化钨齿柱上而形成的,安装时将其齿柱镶嵌或者焊接在钻头体上的齿空内,它普通用于钢体钻头,也实用于胎体钻头的。
复合片(即聚晶金刚石复合片)是切削齿的核心。
复合片普通为圆片状,其结构如图1-3所示,它是由人造聚晶金刚石薄层及碳化钨底层组成,具有高强度、高硬度及高耐磨性,可耐温度750℃。
人们早就从实验中发现,岩石的诸力学强度中,抗拉强度最低,剪切强度次之,而抗压强度最高,抗压强度往往比剪切强度高数倍至十多倍。
显然采用剪切方式破碎岩石比用压碎方式要容易而有效的多。
PDC 钻头的复合片切削结构正是利用了岩石这一力学特性,采用高效的剪切方式来破碎岩石,从而达到了快速钻井的(a) 复合片式切削齿 (b)齿柱式切削齿图1-2 切削齿在钻头上的安装方式图1-3 复合片的结构图1-4 PDC 钻头的切削方式目的。
当PDC钻头在软到中等级硬度地层进时,复合片切削齿在钻压和扭矩作用下克服地层应力吃入地层并向前滑动,岩石在切削齿作用下沿其剪切方向破碎并产生塑性流动,切削所产生的岩削呈大块片状,这一切削过程与刀具切削金属材料非常相似(见图1-4)。
被剪切下来的岩屑,再由喷嘴射出泥浆带走至钻头与井壁间的环空运至井外。
PDC钻头因使用了聚晶金刚石复合片作切削元件而使得切削齿有很高的硬度和耐磨性。
PDC齿的缺点是热稳定性差,当温度超过700℃时,金刚石层内的粘结金属将失效而导致切削齿破坏,因此PDC齿不能直接烧结在胎体上而只能采用低温钎焊方式将其固定在钻头体上。
在工作中,切削齿底部磨损面在压力作用下向来与岩石表面滑动磨擦要产生大量的磨擦热,当切削齿清洗冷却条件不好,局部温度较高时,就有可能导致切削齿的热摩损(350-700℃时,切削齿的磨损速度很快,这一现象称为切削齿的热磨损)而影响钻头正常工作,所以钻头要避免热磨损浮现就必须有很好的水力清洗冷却,润滑作用配合工作,这就是要求泥浆从喷嘴流出后水力分布要合理,能有效地保护切削齿,这即是对钻头水力计的基本要求之一。
PDC钻头工作原理及相关特点

第二章PDC 钻头工作原理及相关特点第二章 PDC 钻头工作原理及相关特点PDC 钻头是依靠安装在钻头体上的切削齿切削地层的,这些切削齿有复合片切削齿和齿柱式两种结构,它们的结构以及在钻头上的安装方式如图1-2 所示。
复合片式切削齿是将复合片直接焊接在钻头体上预留的凹槽内而形成的。
它普通用于胎体钻头;齿柱式切削齿是将复合片焊接在碳化钨齿柱上而形成的,安装时将其齿柱镶嵌或者焊接在钻头体上的齿空内,它普通用于钢体钻头,也实用于胎体钻头的。
复合片(即聚晶金刚石复合片)是切削齿的核心。
复合片普通为圆片状,其结构如图1-3 所示,它是由人造聚晶金刚石薄层及碳化钨底层组成,具有高强度、高(a) 复合片式切削齿(b)齿柱式切削齿图1-3 复合片的结构图1-2 切削齿在钻头上的安装方式硬度及高耐磨性,可耐温度750℃。
人们早就从实验中发现,岩石的诸力学强度中,抗拉强度最低,剪切强度次之,而抗压强度最高,抗压强度往往比剪切强度高数倍至十多倍。
显然采用剪切方式破碎岩石比用压碎方式要容易而有效的多。
PDC 钻头的复合片切削结构正是利用了岩石这一力学特性,采用高效的剪切方式来破碎岩石,从而达到了快速钻井的图1-4 PDC 钻头的切削方式目的。
当PDC 钻头在软到中等级硬度地层进时,复合片切削齿在钻压和扭矩作用下克服地层应力吃入地层并向前滑动,岩石在切削齿作用下沿其剪切方向破碎并产生塑性流动,切削所产生的岩削呈大块片状,这一切削过程与刀具切削金属材料非常相似(见图1-4)。
被剪切下来的岩屑,再由喷嘴射出泥浆带走至钻头与井壁间的环空运至井外。
PDC 钻头因使用了聚晶金刚石复合片作切削元件而使得切削齿有很高的硬度和耐磨性。
PDC 齿的缺点是热稳定性差,当温度超过700℃时,金刚石层内的粘结金属将失效而导致切削齿破坏,因此PDC 齿不能直接烧结在胎体上而只能采用低温钎焊方式将其固定在钻头体上。
在工作中,切削齿底部磨损面在压力作用下向来与岩石表面滑动磨擦要产生大量的磨擦热,当切削齿清洗冷却条件不好,局部温度较高时,就有可能导致切削齿的热摩损(350-700℃时,切削齿的磨损速度很快,这一现象称为切削齿的热磨损)而影响钻头正常工作,所以钻头要避免热磨损浮现就必须有很好的水力清洗冷却,润滑作用配合工作,这就是要求泥浆从喷嘴流出后水力分布要合理,能有效地保护切削齿,这即是对钻头水力计的基本要求之一。
PDC钻头

PDC 钻头英文:Polycrys talline Diamond Compact聚晶金刚石复合片钻头的简称。
是石油钻井行业常用的一种钻井工具。
PDC 产品性能不断改进。
在过去的几年间,PDC 切削齿的质量和类型都发生了巨大的变化。
如果将20世纪80年代的齿与当今的齿进行比较的话,差异是相当大的。
由于混合工艺与制造工艺的变化,当今的切削齿的质量性能要好得多,使钻头的抗冲蚀以及抗冲击能力都大为提高。
工程师们还对碳化钨基片与人造金刚石之间的界面进行了优化,以提高切削齿的韧性。
层状金刚石工艺方面的革新也被用于提高产品的抗磨蚀性和热稳定性。
除了材料和制造工艺方面的发展以外,PDC 产品在齿的设计技术和布齿方面也实现了重大的突破。
现在,PDC 产品已可被用于以前所不能应用的地区,如更硬、磨蚀性更强和多变的地层。
这种向新领域中的扩展,对金刚石(固定切削齿)钻头和牙轮钻头之间的平衡发生了很大的影响。
最初,PDC 钻头只能被用于软页岩地层中,原因是硬的夹层会损坏钻头。
但由于新技术的出现以及结构的变化,目前P DC 钻头已能够用于钻硬夹层和长段的硬岩地层了。
PDC 钻头正越来越多地为人们所选用,特别是随着PDC 齿质量的不断提高,这种情况越发凸显。
由于钻头设计和齿的改进,PDC 钻头的可定向性也随之提高,这进一步削弱了过去在马达钻井中牙轮钻头的优势。
目前,PDC 钻头每天都在许多地层的钻井应用中排挤掉牙轮钻头的市场。
8-1/2T D164A 4刀翼PDC 钻头 2TD194B 4刀翼PDC 钻头 8-1/2T D165A 5刀翼PDC 钻头8-1/2T D196A 6刀翼PDC 钻头 9TD195A5刀翼PDC 钻头 9-1/2T D166A 6刀翼PDC 钻头6TD136A 6刀翼PDC 钻头12-1/4TD166A 6刀翼PDC 钻头 8-1/2T D13APDC钻头厚层砾岩钻进技术探索与实践:为了降低海上钻井作业成本、提高作业效率,开发了PDC钻头厚层砾岩钻进技术.在保持普通PDC钻头快速切削性能的基础上,通过优选新型高强度PDC切削齿、改进钻头切削结构提高钻头的整体强度,通过采用后倾角渐变、力平衡设计、加强切削齿保护等方法提高钻头的稳定性,并且在使用中通过优化钻具组合、采用合理的钻井参数和"中低排量-中低转速-中高钻压"的平稳钻进模式预防PDC钻头在砾岩段的先期破坏,有效延长了钻头在砾岩钻进中的寿命.应用该技术实现了用PDC钻头在辽东湾一次性钻穿馆陶组和东营组上部疏松地层中垂厚近80 m的砾岩段,有的井钻穿砾岩段后又直接钻下部中硬地层至完钻井深.采用PDC钻头厚层砾岩钻进技术,可以大量节省海上钻井作业时间,显著降低钻井费用.PDC钻头工程技术措施石油钻井装备:1)、首先做好PDC钻头的选型工作,钻头水眼、流道设计应利于排屑;2)、下入PDC钻头之前,应充分循环泥浆,清洗井眼,防止起钻后滞留在井眼内的钻屑继续水化分散;3)、下钻时钻头不断刮削井壁,井壁上的泥饼或滞留于井内的钻屑会在钻头下堆积,到一定程度便会压实在钻头上,那么下钻中途进行循环,将钻头冲洗干净也是有其必要的;4)、下钻过程中还应适当控制速度,防止钻头突然冲入砂桥,钻进一堆烂泥中;另外如果速度恰当,PDC钻头会顺着上一只钻头所钻的螺旋形井眼轨道行进,而不是在井壁上划拉下大量泥饼。
聚晶金刚石复合片无损检测方法的探讨

1 引言
聚晶金刚石复合 片( D ) P C 作为 P C钻头的切削 D 齿既要求具有高的强度 、 硬度 , 又要求具有足够的韧性 和抗冲击性等¨ 。因此 ,D J P C的失效将直接导致 P C D 钻头的失效。P C钻头的各种损坏特征如断齿 、 D 牙齿 破裂等, 都是 由于 P C内部缺陷如分层 、 D 裂纹所造成 的 。生产实践及现场使用说 明,D J P C钻头大多数在 发生失效前 已存 在严重伤害性缺陷 J 。特别 是 P C D 钻头的切削齿 一 D , P C 若在构成钻头前就存在缺陷 , 将
t cekt andf t o D ( l r tln i odcm at s i usdT em jrehi l aa e r fr laoi t t o h em i e sf P C p y y aied m n o pc)i d c s .h a nc rm t s o tsnc e c h e c o cs l a s e ot c ap e ur s
f ae r pcx o l iao n rc r r et so o sdt t a :i l poe( n-msi 。 nt tn ni o w vf m i , f d a ntnadcakfep sn da l w :e cn w ys g rb ui i n c s n it s r o t ̄ em i i e e fl ei g ne e s g o a e —
h tr s l i d c td ta h stc nq e h s o vo sc aa tr t e p s o dl mi ai n rc s i P C. T e ts e ut n ia e h tti e h iu a b iu h r ce si r s n e t ea n t n a d ca k D e s i c o _ o n Ke wo d p lcy tl n i mo d c mp c ; o d sr c ie d tc in t h oo y wa e om i tr s y rs oy r sal e d a n o a t n n e t t ee t e n lg ; v f r p c e i u v o c u
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
除 去油 污 再
,
,
的优 劣
此 种方 法 简 单
。
,
适 合 对 大 批 量 复合 齿
≅
. Η ∗0 − 后
。
擦 净放 入
柱 进 行检 测
以 备使 用
,
! ∀ 现 场验 证
使用
一
号 焊料 焊接 的 复
∃7〔
焊接 过程 中
Ι
严 格 控 制 加 温 时间 和 焊 接 温
,
合齿 制 作成
头和
Ν ΜΟ &&
0
月
焊料
。。
Β ∃ % / Χ1几
0
刀焊料 。
并 保证 焊 缝 有 足 够 的 强 度 和 抗 高 压 液 流
,
Β ∃ ,,
0 # ∃
Δ 1∋3
。
冲 蚀 能 力 以 满 足 制作 的
∋− .
钻 头 在 井 下工 作
焊接 工 艺 与技术
的要 求
。
复 合 片与合 金柱 的焊 接 面 必 须 经 磨 床加 工
、 一
ΝΜ7 # Γ #
# Ο :0
0
的
定 向井钻
,
加温 时 间过 长 会 导 致 焊缝 氧化
,
合金 柱 变
# :0 0
、
>
2 7
全 面钻 进 钻 头
、
分别
,
加温 时 间过 短 会造 成 因 焊 料流 动性 不 好而
在大港 中原 胜 利等 油 田 软至 中硬 地层 使 用
定 向井 钻 头 可几 次 下 井 完 成 造 斜
。
。
分 析 的结 果 看 出 焊 料 的 主 要 成 分 是 铜
、
,
,
又 不影 响 复
锰 钻 可 能 还 加入 了 其 它 微 量 元 素 这 些 微 量 元 素 会 在 焊 接 过 程 中挥 发掉 根 据 以 上 分 析 采
用 铜 锰 钻 作 为焊 料 的 主 要 成分 再 加 入 其它
元 素 组 成 不 同 比例 成 分 的 多 种 配 方 炼 制 成 各
在, !
−.
。
下经 受 #
0
/
0
, #1 2
4 的压 力达 /
料要 具 有 良好 的 润 湿 性
还要 保 证 焊 缝 有 足 够
进 行扩 散 焊
这 样 得 到 的焊 接 强 度 5 纯 剪切 强
71
度 6 为 /∃
∋
0
, ∃ 一!
3 ∋
。
经 实 验 室和现 场 试
,
作 为 研 制 的起 点
,
首 先 分 析 了 国 外 三 种复
,
、
但这
。
∃∀
&∃
∃ ∃∀
0
∃∀
&!
!∃ !/
0
&&
/,
种真 空 扩 散焊 接 装 置 价 格 昂贵 技 术难 度大 近 年 来 国 外 又 出现 了 激 光 焊 电 子 束焊 等新工 艺 料熔 化
,
# ∀
0
Α# # ∃#
0
0
∀∃
0
0
&∀
!Α % !
0
余最 余最 余量
、
这 些 方法 能 在 瞬 间 内 使 复合 片与合 金 柱 之 间焊 同时实 现 高 强 度的连 接
这些 都是 造成 在钻井 过 程
。研究 内 容#源自0中 ∃ 7 钻 头 复 合 片脱 落 的原 因 3
旧 芝 ‘ 欲 易 燃 侧
设 备 的改 装 及 技 术要 求
对现 有 的 焊 接 设 备进 行 改 装 以 满 足 高 温 快
。
速焊 接 的工 艺和 技 术要 求
改 装 后 的焊 接 装 置 具 有 加 压 系统
合 片的 坏接 问 题
。
,
关往词
聚 晶金刚 石复 合片钻 头
高 温 快速 焊 接
#
前言
聚 晶金 刚 石 复合 片 钻头 , ∃ !%
&∋ ( ) ∋ ∗ + &&− , .
,
随着 国 产 聚晶 金 刚石 复合 片的 出现
,
许 多油 田
相 继开 始 研 制 适 合本 油 田 的
(
∃
3 %
钻 头 以满 足
易于 充
,
Π Ε 全面 钻 进钻 头 在 井下 连 续 工 作 达
ϑ9 Ε
,
# ΓΕ ,
,
。
纯 进尺 8
平 均 机 械 钻速
,
Γ ϑ
,
0
ΠΕ
。
达到
焊 后 的 齿 柱要 放 入 Γ : 2 的 保 温 箱 内 9
一8 Ε
ϑ
,
保
该 地 区 使 用 引进 行 国 外钻 头 的 平均 水平
钻头
以 消 除 焊接 应 力
使得 焊 缝 变 厚
影响 连 接 强度
,
。
实践 证 明 最佳
,
增 斜和 扭 方
Φ
焊 接温 度 是 比 焊 料 的 熔 点 高 Γ Η : ℃ 9 9
这 时焊
位作业
:
0
。
。
累 计进 尺 达 9
:
Φ
0
,
Γ 平 均 机 械 钻速 #
:
Φ
料 的 润 湿性 最 好
满 整个 焊缝
温
Φ
填 充 间 隙能 力 最强
,
、
冷却 系
,
统 和 足 够 的 功率 的时 间 内 达 到
室温
!∀亡
#!∀ ℃ ∃!∀ 亡
,
使 得 复合 片焊 接 面 能 在极 短
∀ ℃ 的高 温 焊 接 要 求
∀∀∀ 一
冷 却 系 统 能 确 保 金刚 石 层 的 温 度 不 超 过 & ∀ ℃
的极 限 温 度
图
% &%
#
,
加 压 系 统使焊 接 元 件 在 整 个焊接
焊 接技术
一
年第
期
聚晶金 刚 石 钻 头 复合片焊接工 艺研 究
杨 宝德 缪 青维
‘
范传 友
吴志 明
张雷
! 山东 东营 石 油大 学 ∀
摘要
在 分析 国 外 聚 晶金 刚 石 复 合 片 坏 接 技 术 的 基础 上 结 合 研 究 室 现 有 条件 提 出 一 种 新 的 坏 接
,
、
,
,
复 合 片 的 才 法 并对 设 备 改 装 焊 料 配 制 及 坏 接 技 术 等 问题 进 行 了研 究 成 功 地 解 决 了聚 晶 全 刚 石 钻 头 复
,
、
,
,
,
,
合 片与 合 金 柱的 性 能
试 验 阶段
,
这 些 新 工 艺 国外 仍 处 于
、
,
分 析 国 外 聚 晶 复 合 片 的焊 接 技 术 发展 趋
势
结合 现 有 条 件
。
,
确 定研 究高 温 快速焊 接 复
种 熔 点 的焊 料 经过 反 复 试验 选 择 出 在 焊缝 强
。
,
度 流 动 性 润 湿 性 方面 均 满 足高 温 快速 焊接 复 合片 的 要 求 的 两 种焊 料 进 行 试 验
它以
响了 点
9 ;
。
∃
3 %
钻 头 能 力 的充 分发挥
。
聚 晶金 刚 石 复合 片具 有高 耐 磨 能 自锐 的优
但复 合 片金 刚 石层 的热稳 定极 限温 度 只 有
,
9℃
超 过 极 限 温 度 复 合 片金 刚石层 的 抗 磨
,
,
能 力下 降
影 响钻 头 的 寿 命
。
因而 对 复 合 片 焊
结论
!& ∀
,
实 践证 明
Β
高 温 快 速焊 接 工 艺 对 复 合 是 一 种 简单
。 、
剪切 掉 片是 复 合齿 柱 的 主 要 失效形式
的抗 剪能 力
# 0 0
,
。
。
因而 可
,
片性能 无 明 显 影 响
!∀
,
经 济 可靠 的
用 剪 切 破坏 试验 来检 测 复 合 片与合 金柱 接 合 面
焊 接 聚 晶 金 刚 石 复 合 片的方 法
,
油钻 头 的发展 时一 致 认 为
∃7 2
,
∃7 3
。
、
钻 头 是 继 牙轮
、
3 7
钻头 在 井下 工 作 时
,
焊 接 的 复 合片 除
,
了 经 受 破 碎 岩 石 时所 产生 的 各种 应力 作 用 要 经 受 高 压 液 流 的 长 时间 冲 蚀
。
还
= & = ∗ 钻头 之 后 的 又 一 次 技 术 突 破 < 闭 <
“
”
国家 重 点 科 技 攻 关 项 目 定 向 井 丛 式 井钻 井 技 术 研 究 的 一 部 分
,
于 !!
∀
年 ∀ 月 在北 京 通 过 国 家验 收
。
Χ
(
一 −. ∗ Δ 1
((
Ε.
%
% & Α∋
吻
,
#
见图
。
在 高 温 中强 度 差 焊 接 质 量 不 稳定 并 易
,
受钻 井 泥 浆侵 蚀 等
。
片
用砂 纸 擦 净 抛 光
焊 接 的复 合 齿在 使 用 前要 对 焊 接 质 量 进 行