焊条选用原则
焊接技术总结(5篇)
焊接技术总结(5篇)焊接技术总结(精选5篇)焊接技术总结篇1一、焊接材料的选用1、选择焊条的基本要点1.1同种钢材焊接时焊条选用1.1.1考虑焊缝金属力学性能和化学成分1.1.2考虑焊接构件使用性能和工作条件1.1.3考虑焊接结构特点及受力条件1.1.4考虑焊接施工条件和经济效益1.2异种钢焊接时焊条选用1.2.1强度级别不同的碳钢+低合金钢(或低合金钢+低合金高强钢)可按两者之中强度级别较低的钢材选用焊条。
但是,为了防止焊接裂纹,应按强度级别较高、焊接性较差的钢种确定焊接工艺,包括焊接规范、预热温度及焊后热处理等。
1.2.2低合金钢+奥氏体不锈钢应按照熔敷金属化学成分限定的数值来选用焊条,一般选用铬和镍含量较高的、塑性和抗裂性较好的0Cr25Ni13型奥氏体钢焊条,以避免因产生淬硬组织而导致裂纹,但应按焊接性较差的不锈钢确定焊接工艺。
1.2.3不锈钢复合板应考虑对基层、覆层、过渡层的焊接要求选用三种不同性能的焊条。
对基层(碳钢或低合金钢)的焊接,选用相应强度等级的结构钢焊条;覆层直接与腐蚀介质接触,应选用相应成分的奥氏体不锈钢焊条;关键是过渡层(即覆层与基层交界面)的焊接,必须考虑基体材料的稀释作用,应选用铬和镍含量较高、塑性和抗裂性好的0Cr25Ni13型奥氏体钢焊条。
1.3焊条选用也可以按以下简单的经验原则(1)等强度原则(2)同成分原则(3)抗裂纹原则(4)抗气孔原则(5)低成本原则(6)等韧性原则(7)焊件厚度原则1.4各类焊条的使用注意要点J421、J422、J423、J424、J422Fe焊条。
按照一般使用焊条的操作方法,不会发生什么特殊问题,但必须注意以下几点:要保持适当弧长,通常为2~3mm,过长易产生气孔、咬边等恶化焊缝质量;焊条摆动宽度一般只能相当于焊条直径的3倍,最多不得超过4倍;避免使用大的焊接电流,否则容易产生气孔和咬边。
这类焊条焊前一般不必烘干。
二、预热1.焊前预热的主要作用1.1预热能减缓焊后的冷却速度,有效防止裂纹的产生适当延长800~500℃区间的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹,同时也可减少焊缝及热影响区的淬硬程度,提高焊接接头的抗裂性1.2预热可降低焊接应力均匀的局部预热或整体预热,可以减少工件各部分的温度差(也称为温度梯度),这样,一方面降低了焊接应力,另一方面降低了焊接应变速率,从而有利于避免产生焊接裂纹1.3预热可以降低焊接结构的约束度预热对降低角接接头的约束度尤为明显,随着预热温度的提高,裂纹发生率下降1.4预热还可以提高焊接生产率由于工件具有了比较高的初始温度,再吸收较少的热量即可达到熔化温度,可以提高焊接速度。
船体建造常用焊材选用方案
A~D、AH/DH 系列
6
Φ5.0
7 8
H-14
Φ4.0 Φ5.0
S707T
350~400℃
A~E、AH/DH/EH 系列
9 ER316L Φ3.0 JH-SJ601 300~400℃
304、316 不锈钢
1
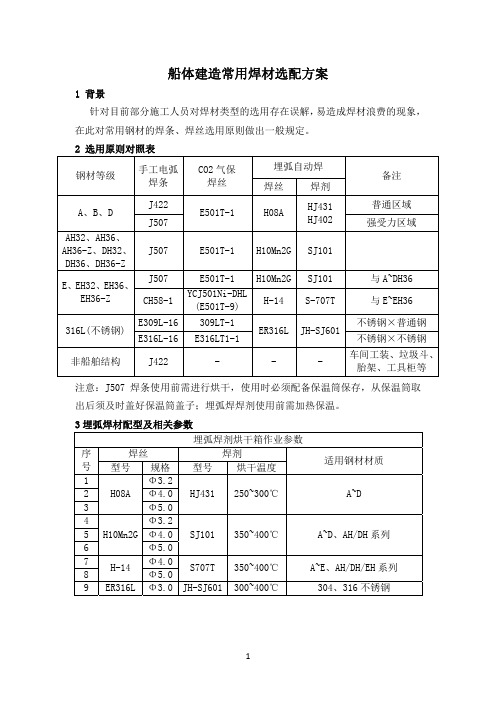
普通区域 强受力区域
AH32、AH36、 AH36-Z、DH3H10Mn2G SJ101
E、EH32、EH36、 J507
EH36-Z
CH58-1
E501T-1 H10Mn2G
YCJ501Ni-DHL (E501T-9)
H-14
SJ101 S-707T
与 A~DH36 与 E~EH36
E309L-16 309LT-1 316L(不锈钢)
E316L-16 E316LT1-1
不锈钢×普通钢 ER316L JH-SJ601
不锈钢×不锈钢
非船舶结构
J422
-
-
-
车间工装、垃圾斗、 胎架、工具柜等
注意:J507 焊条使用前需进行烘干,使用时必须配备保温筒保存,从保温筒取
出后须及时盖好保温筒盖子;埋弧焊焊剂使用前需加热保温。
3 埋弧焊材配型及相关参数
埋弧焊剂烘干箱作业参数
序
焊丝
号 型号 规格
焊剂 型号 烘干温度
适用钢材材质
1
Φ3.2
2 H08A Φ4.0 HJ431 250~300℃
A~D
3
Φ5.0
4
Φ3.2
5 H10Mn2G Φ4.0 SJ101 350~400℃
船体建造常用焊材选配方案
1 背景
针对目前部分施工人员对焊材类型的选用存在误解,易造成焊材浪费的现象,
钢结构常用焊条的区别及使用
钢结构常⽤焊条的区别及使⽤常⽤焊条的命名⽅法来源于GB980-76《焊条分类及型号编制⽅法》,现在作为标准早已废除。
但是由于该⽅法好记,⾏业上⾄今流传到现在。
该命名⽅式来源于GB980-76《焊条分类及型号编制⽅法》。
第⼀个字母按下表命名:代号(拼⾳或汉字)焊条分类拼⾳汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合⾦焊条T 铜铜及铜合⾦焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度⼤于50kg/cm2。
最后⼀位按下表命名:最后⼀位数药⽪类型药⽪主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟⽯直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟⽯直流反接8 ⽯墨型多量⽯墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废⽌,但流传⾄今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药⽪低碳结构钢焊条。
钛钙型药⽪焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药⽪焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的⼯艺性能好,如电弧稳定,飞溅⼩,焊缝成形美观等。
⽽J427是碱性(低氢型)焊条,只能⽤直流电焊机,但它的焊缝综合⼒学性能好,即韧性要⽐酸性焊条好。
因此,⼀般联接⽤J422,⽽重要焊缝则应⽤J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,氧化钛钙型药⽪,交直流两⽤,主要⽤于焊接低碳钢和强度等级低合⾦钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,低氢钠型药⽪,直流反接,主要⽤于焊接重要的低碳钢和低合⾦钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药⽪成份不同。
第二讲焊条的分类及型号

第一、二位数字表示熔敷金属抗拉强度的最小值,单 位kg/mm2; 第三位数字表示焊条的焊接位置; a、“0”及“1”表示焊条适用于全位置焊接 b、“2”表示焊条适用于平焊及横角焊 c、“4”表示焊条适用于向下立焊 第三位和第四位数字组合时表示焊接电流种类及药皮 类型。完整的焊条型号举例。 3. 焊条的牌号 焊条牌号是对于焊条产品的具体命名,是由焊条 生产厂家制定的。 焊条牌号的编制方法是: 牌号最前面的字母表示焊条各大类;
第一、二位数字表示各大类焊条中的若干小类,例如对于结构钢焊条则 表示焊缝金属的不同强度级别; 第三位数字表示焊条药皮类型和焊接电源种类。 举例,通常所使用的“J507”就是焊条牌号(符合GB5117-85E5015型) 其含义如下:
•J 50
• • •
7
低氢型药皮、直流 表示焊缝金属的抗拉强度不低于 490MPa(50kgf/mm2)
J502
J505 J505MoD J507 J506 J506Fe
E5023
E5024 E5027 E5028
铁粉钛钙型
铁粉钛型 铁粉氧化铁型 铁粉低氢型
平、平角焊
平、平角焊 平、平角焊 平、平角焊
交流或直流正、反接
交流或直流正、反接 交流或直流正接 交流或直流反接
J506Fe
J501Fe15(18) J504Fe(14) J506Fe16
2. 药皮 焊条药皮是指压涂在焊芯表面上的涂料层。 (1)焊条药皮的作用 a、机械保护的作用; b、冶金处理的作用; c、使焊条具有良好的工艺性能。 (2)药皮的组成 稳弧剂、脱氧剂、造渣剂、造气剂、合金剂、稀释剂、 粘结剂与成形剂八类。 (3)焊条药皮的类型 氧化钛型、氧化钛钙型、钛铁矿型、氧化铁型、纤维 素型、低氢型、石墨型、盐基型。
焊条焊接方法技巧

在厚板焊接时,必需接受多层焊或多层多道焊。前一条焊道对后一条 焊外表的距离维持在 2~4mm 的距离,电弧就能稳定地燃烧。
焊道起预热作用,后一条焊道对前一条焊道起热处理作用。有利于提高焊
假如发生焊条和焊件粘在一起时,只要将焊条左右摇动几下,就可脱
缝金属的朔性和韧性。每层焊道厚度不能大于焊条直径的 1.5 倍。
焊缝宽度一般不超过焊条直径的 2--5 倍。
接焊缝各层焊道的焊接。
2〕运条方法
直线往复运条方法:焊条末端沿焊缝的纵向作直线形摇摆,这种运条
运条的方法许多,选用时应依据焊缝接头的形式、装配间隙、焊缝的 方法的焊接速度快,焊缝成形窄,适用于间隙较窄的平焊位置的单面焊双
空间位置、焊条直径与性能、焊接电流及焊工技术水平等方面因素而定。 面成形,特殊适合于不锈钢的焊接,有利于在焊接过程中操纵熔池温度,
离焊件,假如这时还不能脱离焊件,就应马上将焊钳放松,使焊接回路断
焊条运条的技巧
开,待焊条稍冷后再拆下。
引弧
3〕应用:由于引弧端温度较低,熔深较浅,易产生未焊透。酸性焊
电弧焊开始时,引燃焊接电弧的过程称为引弧。
条接引弧时可稍将电弧拉长,对坡口根部进行预热,然后压低电弧进行正
引弧的方法包括以下两类:
常焊接。碱性焊条则由于药皮特性对根部熔透有利,不需接受酸性焊条的
连弧焊法与断弧焊法的应用
接头是单面焊双面成形打底焊较难把握的环节。接头方法得当,焊缝正反
焊条电弧焊单面焊双面成形打底焊工艺,按手法的不同可分为连弧焊
两面匀称平滑且内部无缺陷;方法不当,则易产生焊瘤、余高超高、凹陷、 法和断说,
假如焊条送进的速度太快,则电弧长度快速缩短,焊条未端与焊件接触发 锯齿形运条方法。
08-焊条的分类及型号
例:E 3 0 8 L — 1 5
表示全位置焊接,碱性药皮,直流反接
表示含碳量较低 表示熔敷金属化学成分分类代号 表示焊条
3、焊条型号与牌号的对应关系
焊条型号——指国家标准规定的各类焊条的代号。 焊条牌号——焊条制造厂对作为产品出厂的焊条规定的代号 常用碳钢、低合金钢、不锈钢等焊条型号与牌号对照表见表
1、焊条的分类
(1)按焊条的用途分类 碳钢焊条(GB/T5117-1995) 低合金钢焊条(GB/T5118-1995) 不锈钢焊条(GB/T983-1995) 堆焊焊条(GB/T984-85) 低温钢焊条 铸铁焊条(GB/T10044-88) 铜及铜合金焊条(GB/T3670-1995) 铝及铝合金焊条(GB/T3669-83) 镍及镍合金焊条(GB/T13814-92)
4-7、4-8、4-9
。
碳钢焊条 低合金钢焊条 不锈钢焊条
型号 型号 型号 型号
型号
E4303 牌号
E5015 牌号 E5015 –A 牌号 E5515 –B1 牌号
1
EE030-189–-1105-(1新5()旧)牌号
J422 J507 R107 R207
A107
三、焊条的选用及保管
1、焊条的选用
药皮类型 低氢钾型
铁粉低氢型 氧化铁型
焊接位置 平、立、横、仰
电流种类 交流或支流反接 交流或支流反接 交流或直流正接
氧化铁型 铁粉钛钙型
平、平角
铁粉钛型 铁粉氧化铁型
铁粉低氢性 铁粉低氢性 平、横、仰、立向
下
交流或直流正反接 交流或直流正反接 交流或直流正反接 交流或直流正接 交流或直流反接 交流或直流正反接
表示焊条药皮为低氢钠型,采用直流反接焊接
钢结构常用焊条的区别及使用
常用焊条的命名方法来源于GB980-76《焊条分类及型号编制方法》,现在作为标准早已废除。
但是由于该方法好记,行业上至今流传到现在。
该命名方式来源于GB980-76《焊条分类及型号编制方法》。
第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合金焊条T 铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2。
最后一位按下表命名:最后一位数药皮类型药皮主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8 石墨型多量石墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废止,但流传至今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条。
钛钙型药皮焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药皮焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺性能好,如电弧稳定,飞溅小,焊缝成形美观等。
而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学性能好,即韧性要比酸性焊条好。
因此,一般联接用J422,而重要焊缝则应用J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药皮成份不同。
焊条选用
性焊条⑴药皮组分氧化性强⑴药皮组分还原性强⑵对水、锈产生气孔的敏感性不大,焊条在使用前经150~200℃烘焙1h,若不受潮,也可不烘焙⑵对水、锈产生气孔的敏感性较大,要求焊条使用前经300~400℃,1~2h烘焙⑶电弧稳定,可用交流或直流施焊⑶由于药皮中含有氟化物恶化电弧稳定性,须用直流施焊,只有当药皮中加稳弧剂后才可交直流两用⑷焊接电流较少,较同规格的酸性焊条小10%左右⑸须短弧操作,否则易引起气孔⑷焊接电流较大⑹合金元素过渡效果好⑸可长弧操作⑺焊缝成形尚好,容易堆高,熔深较深⑹合金元素过渡效果差⑻熔渣结构呈结晶状⑺焊缝成形较好,除氧化铁型外,熔深较浅⑼坡口内第一层脱渣较困难,以后各层脱渣较容易⑽焊缝常、低温冲击性能较高⑻熔渣结构呈玻璃状⑾抗裂性能好⑼脱渣较方便⑿焊缝中含氢量低⑽焊缝常、低温冲击性能一般⒀焊接时烟尘较多⑾除氧化铁型外,抗裂性能较差⑿焊缝中的含氢量高,易产生白点,影响塑性⒀焊接时烟尘较少(2)电焊条型号①碳钢电焊条(GB/T 5117-1995)首字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,单位kgf/mm2(1kgf/mm2=9.81MPa);第三位数表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横焊),“2”表示适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型;第四位数字后附加字母表示有特殊规定的焊条。
见表4。
表4 碳钢焊条型号焊条型号药皮类型焊接位置电流种类E43系列——熔敷金属抗拉强度≥43kgf/mm2(420MPa)E4300 特殊型平、立、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 高纤维素钠型直流反接E4311 高纤维素钾型交流或直流反接E4312 高钛钠型交流或直流正接E4313 高钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320 氧化铁型平角焊交流或直流反接E4322 平交流或直流正、反接E4323 铁粉钛钙型平、平角焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型交流或直流正接E4328 铁粉低氢型交流或直流反接E50系列——熔敷金属抗拉强度≥50kgf/mm2(490MPa) E5001 钛铁矿型平、立、仰、横交流或直流正、反接E5003 钛钙型E5011 高纤维素钾型交流或直流反接E5014 铁粉钛型交流或直流正、反接E5015 低氢钠型直流反接E5016 低氢钾型交流或直流反接E5018 铁粉低氢型E5024 铁粉钛型平、平角焊交流或直流正、反接E5027 铁粉氧化铁型交流或直流正接E5028 铁粉低氢型交流或直流反接E5043 平、立、仰、立向下注:直径不大于4mm的E5014、E5015、E5016和E5018型焊条及直径不大于5mm的其他型号焊条,适用于立焊和仰焊。
焊条的基础知识大全
焊条的基础知识大全展开全文焊条的基础知识大全一、焊条的组成及其作用涂有药皮的供弧焊用的熔化电极称为电焊条,简称焊条。
焊条由焊芯和药皮 ( 涂层 ) 组成。
通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头,有的焊条引弧端涂有引弧剂,使引弧更容易。
在靠近夹持端的药皮上印有焊条牌号。
焊条中被药皮包覆的金属芯称焊芯。
焊条电弧焊时,焊芯与焊件之间产生电弧并熔化为焊缝的填充金属。
焊芯既是电极,又是填充金属。
按国家标准 GB/1495.7-1999 《焊接用钢丝》和 GB/17854—1999 《焊接用不锈钢丝》的规定,用于焊芯的专用的金属丝( 称焊丝 )分为碳素结构钢、低合金结构钢和不锈钢3类。
焊芯的成分将直接影响着熔敷金属的成分和性能,各类焊条所用的焊芯(钢丝)见表2-1。
表 2-1各类焊接条所用的焊芯涂敷在焊芯表面的有效成分称为药皮,也称涂层。
焊条药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。
其作用是:1、机械保护焊条药皮熔化或分解后产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触。
熔渣凝固后的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化,并可减慢焊缝金属的冷却速度。
2、冶金处理通过熔渣和铁合金进行脱氧、去硫、去磷、去氢和渗合金等焊接冶金反应,可去除有害元素,增添有用元素,使焊缝具备良好的力学性能。
3、改善焊接工艺性能药皮可保证电弧容易引燃并稳定地连续燃烧;同时减少飞溅,改善熔滴过渡和焊缝成形等。
4、渗合金焊条药皮中含有合金元素熔化后过渡到熔池中,可改善焊缝金属的性能。
二、焊条分类、型号和牌号焊条种类繁多,国产焊条约有300多种。
在同一类型焊条中,根据不同特性分成不同的型号。
某一型号的焊条可能有一个或几个品种。
同一型号的焊条在不同的焊条制造厂往往可有不同的牌号。
1、焊条分类焊条的分类方法很多,从不同的角度的分类见表2-2 。
表 2-2弧焊焊条的分类焊条的选用原则焊条的种类繁多,每种焊条均有一定的特性和用途。
怎样根据焊条的直径来选择焊接电流
怎样根据焊条的直径来选择焊接电流、焊接电压、焊接速度??各位大虾、虾米都过来看一看,帮我谈谈根据你们的经验应该具体选什么参数,我要具体的数据!告诉我哪些质料是讲这方面的也行。
先行谢过!!!! [s:16] 比如说直径3.2 J507焊条应该选什么焊接电流焊接电压焊接速度??指导指点COME ON~!!焊接工艺手册里有,光靠直径来选择还真有点难度,数太多了!焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。
例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
1.焊条直径焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择(mm)工件厚度 2 3 4~7 8~12 ≥13焊条直径 1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.82.焊接电流和焊接速度焊接电流是影响焊接接头质量和生产率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由下列经验公式确定:I=(30~60)d ( 4-3 )式中:I为焊接电流(A),d为焊条直径(mm)。
焊接速度是指焊条沿焊缝长度方向单位时间移动的距离,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原则是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以提高生产率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)焊条的选用
①焊条选用基本原则 焊条的种类繁多,每种焊条都有一定的特性和用途。为了保证产品质量、提高生产效率和降低生产成本,
必须正确选用焊条。在实际选择焊条时,除了要考虑经济性、施工条件、焊接效率和劳动条件之外,还应考虑以下原则:
a.等强度原则 对于承受静载荷或一般载荷的工件或结构,通常按焊缝与母材等强的原则选用焊条,即要求焊缝与母材抗拉强
度相等或相近。
b.等条件原则 根据工件或焊接结构的工作条件和特点来选用焊条。如在焊接承受动载荷或冲击载荷的工件时,应选用熔敷金
属冲击韧性较高的碱性焊条;而在焊接一般结构时,则可选用酸性焊条。
c.等同性原则 在特殊环境下工作的焊接结构,如耐腐蚀、高温或低温等,为了保证使用性能,应根据熔敷金属与母材性能相
同或相近原则选用焊条。
②碳钢焊条的选用 根据我国碳钢焊条标准,目前主要使用的碳钢焊条主是有E43系列及E50系列两种型号。低碳钢焊接时,一
般结构可选用酸性焊条,承受动载荷或复杂的厚壁结构及低温使用时选用碱性焊条,如表2-2所示;中碳钢焊接时,由于含碳量较高,
易发生焊接裂纹,因而应选用碱性焊条或使焊缝金属具有良好塑性及韧性的焊条,并应进行预热和缓冷处理,如表2-3所示;高碳钢
焊接时,焊材的选用应视产品的设计要求而定,当强度要求高时,可用J707(E7015-G)或J607(E6015-G)焊条,而强度要求不高时,
可选用J506(E5016)或J507(E5015)焊条。
表2-2 低碳钢焊条的选用
钢号 焊条牌号 焊条型号 钢号 焊条牌号 焊条型号
Q235 J421,J422,J423 E4313,E4303,E4301 20g J422,J426,J427 E4303,E4316, 4315
Q255 J424,J426,J427 E4320,E4316, E4315 22g J506,J507 E5016,E5015
Q275 J426,427, J506,J507 E4316,E4315,E5016, E5015 ZG230 ~450 J506,J507 E5016,E5015
08,10 J422,J423,J424 E4303, E4301,E4320 25 J426,J427 E4316,E 4315
15,20 J426,J427, J507 E4316, E4315,E5015
表2-3 中碳钢焊条的选用
钢号
不要求等强度 要求等强度
焊条牌号 焊条型号 焊条牌号 焊条型号
35 J422,J423 E4303,E4301
J506,J507 E5016,E5015
ZG270~500 J426,J427 E4316,E4315
45 J422,J423,J426 E4303,E4301,E4316
J556,J557 E5516-G,E5515-G
ZG310~570
J427,J506,J507 E4315,,E5016, E5015 55
J606,J607 E6016-G,E6015-G
ZG340~640
③低合金钢焊条的选用 焊接热轧及正火钢时,主要依据是保证焊缝金属的强度、塑性和冲击韧性等力学性能与母材相匹配,焊
接大厚度构件时,为了防止产生焊接裂纹,可采用“低强匹配”原则,即选用熔敷金属强度低于母材的焊条。焊接低碳调质钢时,应
严格控制氢,因而一般选用低氢型或超低氢型焊条。焊接中碳调质钢时,为了确保焊缝金属的塑性、韧性和强度,提高抗裂性,应采
用低碳合金系统,尽量降低焊缝金属的硫、磷杂质含量。低合金钢焊条的选用如表2-4所示。
(2)焊条的保管
①焊条必须在干燥、通风良好的室内仓库中存放。焊条贮存库内,不允许放置有害气体和腐蚀介质。焊条应放在离地面和墙壁面
距离均不小于300mm的架子上,防止受潮。
②焊条堆放时应按种类、牌号、批次、规格和入库时间分类堆放,并应有明确标注,避免混乱。
表2-4 低合金钢焊条的选用
类别或屈服强度等级/MPa 钢号 焊条牌号 焊条型号
热
轧 正 火 钢 295 09Mn2,09Mn2Si, 09MnV,09MnVCu J423,J422 J427,J426 E4301,E4303 E4315,E4316 345 16Mn,16MnR, 16MnCu,14MnNb J503,J502,J507,J506 J507GR,J507RH J506Fe,J507Fe J506Fe1,J507Fe16 E5001,E5003,E5015 E5016,E5015-G E5018,E5028 395 15MnV,15MnVCu,15MnVRE,16MnNb J503,J502,J507,J506 J507GR,J507RH,J557 J557Mo,J557MoV,J556 E5001,E5003,E5015
E5016,E5015-G
E5515-G,E5516-G
440 15MnVN,15MnVNCu, 15MnVTiRE J557,J557Mo,J557MoV J556,J607,J607Ni J607RH,J606 E5515-G,E5516-G E6015-D1,E6015-G
E6016-D1
490 18MnMoNb,14MnMoV, 14MnMoVCu, 18MnMoNbg, 18MnMoNbR J607,J607Ni,J607RH J606,J707,J707Ni J707R,J707NiW E6015-D1 ,E6015-G E6016-D1,E7015-D2
E7015,E7015-G
低
碳
调
质
钢
490 WCF60,WCF62,HQ60 E6015,E6015-G
590
HQ70A,HQ70B
J707,J707Ni,J707RH J707NiW E7015,E7015-D2
E7015-G
14MnMoVN,14MnMoNRE
12MnNiCrMoA
690
12Ni3CrMoV 65C-1专用焊条 E8015-G
15MnMoVNRE,QJ70,
14MnMoNbB
J757Ni,J807,J807RH J857CrNi,J857Cr E7515-G,E8015-G
E8515-G
HQ80,HQ80C,WEL-TEN80
785 10Ni5CrMoV J907,J907Cr E9015-G
880 HQ100 J107,J956,J107G E10015-G
中
碳
调
质
钢
35CrMoA,30CrMnSiA J907Cr,J107Cr,R306Fe
E9015-G,E10015-G
E5518-B2
35CrMoVA R337,J857Cr,J107G
E5515-B2-VNb
E8515-G,E10015-G
34CrNi3MoA
R817,J857Cr J857CrNi E2-11MoVNiW-15
E8515-G
40Cr J107Cr E10015-G
40CrMnSiMoVA J107Cr,HT-2(专用焊 条),HT-3(专用焊条) E50015-G
30CrMnSiNi2A HT-3(专用焊条), HT-4(专用焊条)
③一般一次焊条出库量不能超过两天用量,已经出库的焊条焊工必须保管好。
④保证焊条在供给使用单位后至少6个月之内使用,入库的焊条应做到先入库的先使用。
⑤特种焊条储存与保管应高于一般性焊条,应堆放在专用仓库或指定的区域,受潮或包装破损的焊条未经处理不准入库。
⑥焊条贮存库内应设置温度计和湿度计。低氢型焊条室内温度不低于50C,相对空气湿度不低于60%。
⑦对于受潮、药皮变色、焊芯有锈迹的焊条,须经烘干后进行质量评定,若各项性能指示满足要求时方可入库,否则不能入库。
(3)焊条的使用
①焊条在使用前,一般要烘干,酸性焊条视受潮情况在75~1500C烘干1~2h;碱性低氢型结构钢焊条应在350~4000C烘干1~
2h。烘干的焊条应放在100~1500C保温箱(筒)内,随用随取,使用时注意保持干燥。
②低氢型焊条一般在常温下超过4小时,应重新烘干,重复次数不宜超过三次。
③焊条烘干时应作记录,记录上应有牌号、批号、温度和时间等内容。
④在焊条烘干期间,应有专门负责的技术人员,负责对操作过程进行检查和核对,每批焊条不得少于一次,并在操作记录上签名。
⑤烘干焊条时,焊条不应成垛或成捆地堆放,应铺放成层状,每层焊条堆放不能太厚(一般1~3层),避免焊条烘干时受热不均
和潮气不易排除。
⑥焊工在领用焊条时,必须根据产品要求填写领用单,其填写项目包括令号、产品图号、被焊工件号,以及领用焊条的牌号、规
格、数量及领用时间等,并作为下班时回收剩余焊条的核查依据。
⑦烘干焊条时,取出和放进焊条应防止焊条因骤冷骤热而产生药皮开裂、脱皮现象。
⑧露天操作隔夜时,必须将焊条妥善保管,不允许露天存放,应在低温烘箱中恒温保存,否则次日使用前还要重新烘干。
⑨防止焊条牌号用错,除应建立焊接材料领用制度外,还需建立焊条头回收制度,以防剩余焊条散失生产现场。