空气耦合式超声波无损检测技术的发展及展望
空气耦合超声系统介绍
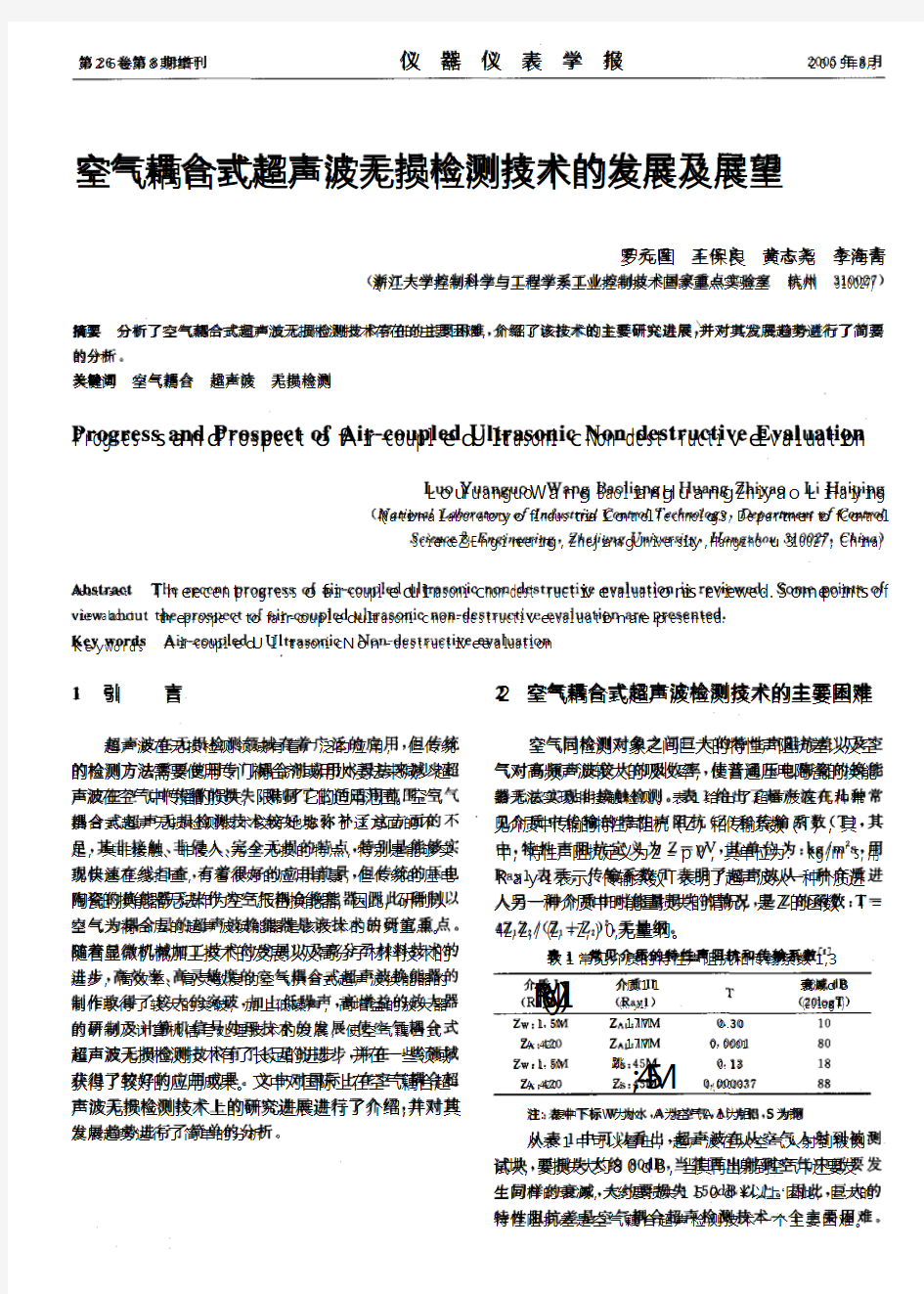
高灵敏度空气耦合超声波检测系统 日本探头株式会社(Japan Probe Co., Ltd)是具有30多年历史的专业生产超声波探头、超声波发射接收器和检测系统的厂家,日本探头株式会社(Japan Probe Co., Ltd)利用自己的高新技术和丰富经验,针对不能用耦合剂无损检测的方法研究,经过多年努力和发展,终于研制成称之为“高灵敏度非接触空气耦合超声波检测系统(Non-Contact Air Coupled Ultrasonic Testing简称NAUT)”。NAUT可以广泛应用于以下材料检测:复合材料、锂离子电池、刹车垫,陶瓷材料、混凝土、木材、橡胶、塑料、泡沫以及其他不能使用耦合剂的材料。 1.1非接触式超声 非接触式超声与常规超声检测类似,其最大的区别是非接触式超声不需要声耦合 剂涂抹在待检测工件上,就能很好的将超声波从发射探头通过空气传播到待测工件 中。常用声耦合剂包括机油、胶体、水等,这些耦合剂需要清理,通常会使得整套系 统变得笨重,使得工作场所变得很脏乱。对于NAUT来说,周围环境空气就是其声耦 合剂,高温低温工件及不适合用声耦合剂的工件也能进行超声波无损检测。 在研制此系统时,为了使超声波有效的发射到空气中,穿过检测工件,并将接收信号进行成像处理,必须解决三个问题:第一,研制声阻抗匹配层材料,实现探头和空气的最佳耦合;第二,研制超高功率发射接收,实现向空中发射高功率的超声波;第三,研制前置放大器,实现接收信号的低噪音增幅。通过多年的努力,终于成功的研制成了“高灵敏度非接触空气耦合超声波检测系统(Non-Contact Air Coupled Ultrasonic Testing),打开了21世纪的超声无损检测的新纪元,我们将它命名为NAUT21,目前,NAUT21检测系统在复合材料、锂离子电池、刹车垫,陶瓷材料、混凝土、木材、橡胶、塑料以及其他材料的检测上得到了很好的应用。现在广销日本、英国、韩国、美国、中国等国家,并受到客户的一致好评。 1.2NAUT21检测和分析 所有的C扫描成像都是使用空气耦合超声穿透法通过两轴电动运动机构来实现。空气耦合超声波穿透法:超声波从空气中发射到被检查材料内部,透过的超声波到达接收探头。通过透射的超声波峰值的大小来判断被检查材料内部是否存在缺陷。如下图1所示。
超声波无损检测的发展
超声无损检测仪器的发展 超声检测仪器性能直接影响超声检测的可靠性,其发展与电子技术等相关学科的发展是息息相关的。计算机的介入,一方面提高了设备的抗干扰能力,另一方面利用计算机的运算功能,实现了对缺陷信号的定量、自动读数、自动识别、自动补偿和报警。20世纪80年代,新一代的超声检测仪器——数字化、智能化超声仪问世,标志着超声检测仪器进入一个新时代。 超声无损检测仪器将向数字化、智能化、图像化、小型化和多功能化发展。在第十三、十四世界无损检测会议仪器展览会、1996年中国国际质量控制技术与测试仪器展览会、1997年日本无损检测展览会等大型国际会议会展中,数字化、智能化、图像化超声仪最引人注目,显示了当今世界无损检测仪器的发展趋势。其中以德国Krauthammer公司、美国Panametrics公司、丹麦Force Institutes公司与美国PAC公司的产品最具代表性。真正的智能化超声仪应该是全面、客观地反映实际情况,而且可以运用频谱分析,自适应专家网络对数据进行分析,提高可靠性。提高超声检测中对缺陷的定位、定量和定性的可靠性也是超声检测仪器实现数字化、智能化急待解决的关键技术问题。 现代的扫查装置也在向智能化方向发展。扫查装置是自动检测系统的基础部分,检测结果准确性、可靠性都依赖于扫查装置。例如采用声藕合监视或藕合不良反馈控制方式提高探头与工件表面的耦合稳定度以及检测的可靠性。从20世纪90年代以来,出现的各种智能检测机器人,已经形成了机器人检测的新时代及工程检测机器人的系列与商业市场。例如日本东京煤气公司的蜘蛛型机器人,移动速度约60m/h ,重约140kg,采用16个超声探头可以对运行状态下的球罐上任意点坐标位置进行扫描。日本NKK公司研制的机器人借助管道内液体推力前进,可以测量输油管道腐蚀状况,其检测精度小于1mm。 丹麦Force研究所的爬壁机器人,重约10吨,采用磁吸附与预置磁条跟踪方式可检测各类大型储罐与船体的缺陷。 超声无损检测技术的发展 超声无损检测技术是国内外应用最广泛、使用频率最高且发展较快的一种无损检测技术, 体现在改进产品质量、产品设计、加工制造、成品检测以及设备服役的各个阶段和保证机器零件的可靠性和安全性上。世界各国出版的无损检测书
简述全自动超声波无损检测方法
简述全自动超声波无损检测方法 摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。 关键词:全自动超声环焊缝检测 引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。 1、AUT检测方法适用范围 本文论述了环向焊缝全自动超声检测的要求。在AUT检测所得到结论的基础上分析评定环焊缝。根据工程临界判别法(ECA)来最终确定检测验收标准。 2 AUT检测方法步骤 2.1 外观检查 工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。 所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。 2.2 超声波检测 工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。 3 超声波检测系统 AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。所有被选通道都应能显示一个线性A型扫查显示。检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。仪器的线性应按照相应标准来确定,每6个月测定一次。仪器的误差应该不大于实际满幅高的5%。这一条件应该适用于对数放大器及线性放大器。每一个检测的通道都应可以选择脉冲反射法或者直射法。每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。对于B扫查或者图像显示的资料记录也应该为0~100%。对于每个门都有两个可记录的输出信号。无论是模拟信号还是数字信号都包括信号的高度和渡越时间。它们都适于多通道记录仪或计算机数据采集软件的显示。 4 AUT的系统设置 4.1 AUT探头及探头灵敏度的确定 在工程现场的检测中用AUT对比试块选定该检测系统的合适当量。每个AUT 检测探头固定在扫查架相应位置上,保证中心距满足要求。分别调整扫查架上探头的位置、角度和激活晶片数,使所有探头在标准试块上的主反射体的信号都达到最大值。把所有检测探头的峰值信号都设置到仪器满屏的80%,此时显示的灵敏度数值就是该探头检测时的基准灵敏度。 4.2 闸门的设置 4.2.1 熔合区闸门的设置参照AUT对比试块上的标准反射体:闸门起点位置在坡口前大于等于3mm,闸门终点位置应大于焊缝上中心线位置1mm。闸门的起点和长度应记录在工艺文件中。
医用超声耦合剂产品技术审评指南(2)
医用超声耦合剂产品技术审评指南 天津市医疗器械技术审评中心
前言 根据《医疗器械注册管理办法》(局令第16号)的要求并结合医用超声耦合剂产品的特点,制定本技术审查指南。 本指南旨在指导和规范医用耦合剂产品的技术审评工作,帮助审查人员增进对该类产品机理、组成、主要性能、预期用途等方面的理解,方便审查人员在产品注册技术审评时把握基本的要求和尺度。 本指南主要起草人:垢德双、梁长玲、王颖
目次 一、产品名称 二、产品的规格及组成 三、产品的工作原理 四、产品应适用的相关标准 五、产品的预期用途 六、产品的主要风险 七、产品的主要技术性能指标 八、产品的检测要求 九、该类产品的不良事件历史记录 十、产品说明书
医用超声耦合剂产品技术审评指南 本指南适用于医用超声耦合剂产品(以下简称耦合剂)。 一、产品名称 耦合剂产品的命名应以体现产品技术结构特征、功能属性为基本原则,例如医用超声耦合剂、超声耦合剂等。 二、产品的规格及组成 耦合剂为水性高分子凝胶(是以水为溶剂,高分子化合物为溶质,经溶解或溶胀形成的凝胶状物质)。 规格一般以装量的不同制定。 三、产品的工作原理 在超声诊断与治疗操作中,填充或涂敷于探头辐射面于人体表皮之间,用以透射声波的中介煤质。 四、产品应适用的相关标准 产品适用及引用标准的审查可以分为两步来进行。首先对引用标准的完整性和有效性进行审查,也就是在编写注册产品标准时与产品相关的国家、行业标准是否进行了引用,以及引用是否准确。可以通过对注册产品标准中“规范性引用文件”是否引用了相关标准,以及所引用的标准是否适宜来进行审查。此时,应注意标准编号、标准名称是否完整规范,年代号是否有
空气耦合超声探头声场及其对检测的影响
收稿日期:2017-06-28 第一作者简介:吴君豪,1993年出生,硕士研究生,主要从事的超声无损检测技术研究工作三E-mail:wujunhao@https://www.360docs.net/doc/d08401644.html, 空气耦合超声探头声场及其对检测的影响 吴君豪 何双起 罗 明 吴时红 张 颖 (航天材料及工艺研究所,北京 100076) 文 摘 搭建空气耦合超声探头声场的指向性测量系统,考察4种型号的空气耦合超声探头声场的指向性三对预制分层缺陷的复合材料试样进行检测,分析了声场对检测结果的影响三结果表明,低频率二平探头的声场能量高,指向性较差,而高频率二聚焦探头声场能量低,指向性好,检测横向分辨率高三在保证穿透能力的前提下,应尽量选择后者三根据探头声场分布情况,合理调整检测距离,使被检材料位于探头的焦区内,也能够提高检测灵敏度三 关键词 空气耦合,超声检测,声场,缺陷评定中图分类号:TB553 DOI :10.12044/j.issn.1007-2330.2018.02.015 Acoustic Field of Air-Coupled Ultrasonic Probe and Its Effect on Detection WU Junhao HE Shuangqi LUO Ming WU Shihong ZHANG Ying (Aerospace Research Institute of Materials &Processing Technology ,Beijing 100076) Abstract A measurement system of air coupled ultrasonic field is set up ,and the field of 4types of air coupled ultrasonic probe is https://www.360docs.net/doc/d08401644.html,posite specimens with embedded delamination are detected ,effect of acoustic field on the detection results is analyzed.The results show that the low frequency and flat probe have high acoustic field en?ergy and poor directivity ,while the high frequency and focusing probe has low acoustic field energy ,good directivity and high lateral resolution.The latter should be chosen as long as the penetration capability is guaranteed.Detection distance should be determined according to the acoustic field distribution.The detection sensitivity can be improved when the detected material is located in the focal region of the probe.Key words Air-coupled ,Ultrasonic testing ,Acoustic field ,Defect evaluation 0 引言 空气耦合超声检测免除了传统的液体耦合介质,具有非接触二易实现自动化的优点,但缺点是超声频率低二检测灵敏度低[1]三空气耦合超声探头声场存在一个 声照区”,声场的强度二声束的宽度分别影响着穿透能力和横向分辨率三了解探头声场分布,有助于提高检测可靠性,亦可在仿真试验中利用测得的相关声场特性,提高建模准确性三V.KOMMAREDDY 等对空气耦合超声声场进行测量,但缺少对声场测量结果的严格评价,也没有深入分析声场对检测效果的影响[2]三孔涛等设计了一套空气耦合超声探头的声场测量系统,但其可移植性较差[3]三本文提出的声场测量方案可以运用在任何二维空气耦合扫查系统上,快速测量探头的声场特性三基于该方案,测量了 4种型号的空气耦合超声探头声场的指向性,数据结果丰富,并分析了其对缺陷检测效果的影响三1 测量方案 1.1 空气耦合超声探头 待测的4种规格压电型空气耦合超声探头的相关参数见表1三 表1 探头参数Tab.1 Probe parameters 探头型号标称焦距L /mm 激发晶片直径d /mm 140kHz 平探头-25200kHz 平探头 -25 200kHz 聚焦探头5020500kHz 聚焦探头5019
医用超声耦合剂
医用超声耦合剂———认识但未必了解的朋友 (牛凤岐等发表于2009年《中国医学影像技术》杂志) 一.医用超声耦合剂应具的特性 超声检查为什么一定要使用耦合剂呢?因为关于超声波的基本知识告诉我们,当其入射到两种不同媒质的分界面上时,二者阻抗相差越大,反射系数越大,穿过界面进入另一媒质的声能越少。对于医用超声,如果让探头(或治疗头,下同)与皮肤“干接触”,由于二者之间空气薄层(有时还是厚层)的强烈反射作用,所发超声波根本无法到达并进入人体,何谈诊断或治疗作用。为此,必须将某种物质充填于探头表面和皮肤之间,以驱除空气,形成使超声波顺畅和不失真传播的通道。这种物质就称为“医用超声耦合剂(medical ultrasonic couplant)”,由于临床推崇的最佳剂型是凝胶状,故英文文献中用得更多的术语是“超声耦合凝胶(ultrasonic coupling gel)”。但是,在临床实用中,耦合剂还起着润滑剂等作用,故人们关心的不只是其声学特性。上世纪70年代初的美国专利中曾对“超声耦合凝胶”提出过10项要求,虽历经30多年,现在看来仍不过时。其内容是: (1)与人体组织声速相等,以确保超声波束形状不致失真; (2) 衰减系数很小,不致降低信噪比,有利于检出弱回波信号; (3)与人体组织声特性阻抗近似相等,以减少反射损失;; (4)与探头表面和皮肤二者良好浸润,以彻底排除空气; (5)涂布后能保持较长时间而不干化; (6)涂布后在较长时间内保持黏性和粘附性,以便探头沿皮肤顺畅滑移; (7)不刺激皮肤,且即使较长时间接触也不引起致敏反应; (8)不使患者反感,即必须是非脏污的,外观悦目,呈水溶性,很容易洗掉; (9)具有热稳定性,即在临床环境下和涂布于皮肤上之后粘附力不降低; (10)同时具备声透射和电绝缘能力。 当然,最后一条是难以做到的,因作为耦合剂溶剂的水本身即有一定的导电性,
数字超声波探伤仪焊缝探伤实例DAC曲线绘制探伤步骤
数字超声波探伤仪焊缝探伤实例/DAC曲线绘制 探伤步骤: 一、探伤前的准备工作 1. 数字式超声探伤仪 目前市面上的探伤仪大都是数字机,数字机显示的是数字化的波形,具有检测速度快、精度高、可靠性高和稳定性好等特点。1983年德国KK公司推出了世界第一台数字超 声探伤仪,采用Z80作中央处理器,但其重达10公斤,体积很大,应用时需要车载、用户爬到很高的地方来操作,不太适用于野外作业。1986年后,工业化国家的超声探伤仪得到了迅猛发展,现代数字式超声探伤仪趋向小型化和图像化方向,如国内也已 推出的掌上型探伤仪,还有具有强大图像处理功能的TOFD探伤仪。这里选用的是市 场上的一般的数字探伤仪。 2.横波斜探头: 5M13×13K2 3.标准试块:CSK-IB 、CSK-3A 4.30mm厚钢板的对接焊缝 5.DAC参数:(1)DAC点数:d=5、10、15、20(mm)的4点(2)判废线偏移量:+5dB (3)定量线偏移量:-3dB (4)评定线偏移量:-9dB 6.耦合剂(如:机油、水、凡士林等) 二.探测面的选择焊缝一侧 三.开机 1.将探头和超声探伤仪连接 2.开启面板开关,开机自检,约5秒钟进入探伤界面。 (1)按键,使屏幕下方显示“基本”、“收发”、“闸门”、“通道”、“探头”五个功能主菜单。 (2)按“F1”键,进入“基本”功能组,将“基本”功能内的“探测范围”调为“150”,将“材料声速”调为“3230”,将“脉冲移位”调为“0.0,将“探头零点”调为“0.00”。 (3)按下F2键,进入“收发”功能组,将“收发”功能内的“探头方式”调为“单晶”,将“回波抑制”调为“0%”。(4)按下F3键,进入“闸门”功能组,将“闸门报警”调为“关”,将“闸门宽度”调为“20.0”,将“闸门高度”调为“50%”。(此条内容的调整可根据使用者的习惯而定)。(5)按下F4键,进入“通道”功能组,将“探伤通道”调为所需的未存储曲线的通道,如“No.1”,此时
无损检测的发展趋势
无损检测的发展趋势 1.超声相控阵技术 超声检测是应用最广泛的无损检测技术,具有许多优点,但需要耦合剂和换能器接近被检材料,因此,超声换能、电磁超声、超声相控阵技术得到快速发展。其中,超声相控阵技术是近年来超声检测中的一个新的技术热点。 超声相控阵技术使用不同形状的多阵元换能器来产生和接收超声波波束,通过控制换能器阵列中各阵元发射(或接收)脉冲的时间延迟,改变声波到达(或来自)物体内某点时的相位关系,实现聚焦点和声束方向的变化,然后采用机械扫描和电子扫描相结合的方法来实现图像成像。与传统超声检测相比,由于声束角度可控和可动态聚焦,超声相控阵技术具有可检测复杂结构件和盲区位置缺陷和较高的检测频率等特点,可实现高速、全方位和多角度检测。对于一些规则的被检测对象,如管形焊缝、板材和管材等,超声相控阵技术可提高检测效率、简化设计、降低技术成本。特别是在焊缝检测中,采用合理的相控阵检测技术,只需将换能器沿焊缝方向扫描即可实现对焊缝的覆盖扫查检测。 2.微波无损检测 微波无损检测技术将在330~3300 MHz中某段频率的电磁波照射到被测物体上,通过分折反射波和透射波的振幅和相位变化以及波的模
式变化,了解被测样品中的裂纹、裂缝、气孔等缺陷,确定分层媒质的脱粘、夹杂等的位置和尺寸,检测复合材料内部密度的不均匀程度。微波的波长短、频带宽、方向性好、贯穿介电材料的能力强,类似于超声波。微波也可以同时在透射或反射模式中使用,但是微波不需要耦合剂,避免了耦合剂对材料的污染。由于微波能穿透对声波衰减很大的非金属材料,因此该技术最显著的特点在于可以进行最有效的无损扫描。微波的极比特性使材料纤维束方向的确定和生产过程中非直线性的监控成为可能。它还可提供精确的数据,使缺陷区域的大小和范围得以准确测定。此外,无需做特别的分析处理,采用该技术就可随时获得缺陷区域的三维实时图像。微波无损检测设备简单、费用低廉、易于操作、便于携带.但是由于微波不能穿透金属和导电性能较好的复合材料,因而不能检测此类复合结构内部的缺陷,只能检测金属表面裂纹缺陷及粗糙度。 近年来,随着军事工业和航空航天工业中各种高性能的复合材料、陶瓷材料的应用,微波无损检测的理论、技术和硬件系统都有了长足的进步,从而大大推动了微波无损检测技术的发展。
超声波无损检测技术的理论研究
毕业设计(论文) 题目超声波无损检测技术 的理论研究 系(院)物理与电子科学系 专业电子信息科学与技术 班级2006级4班 学生姓名李荣 学号2006080927 指导教师吴新华 职称讲师 二〇一〇年六月十八日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 二〇一〇年六月一十八日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 二〇一〇年六月一十八日
超声波无损检测技术的理论研究 摘要 本文首先针对波无损检测技术进行理论研究,简明扼要的介绍了超声波无损检测技术的研究意义和发展现状,超声波无损检测技术是当前一种较为先进的检测技术,应用领域更广,适用范围更宽。然后细致的分析了超声波无损检测技术的工作原理特性,基于超声波的优良特性,和传播机理,进行器件或工程的无损检测,并分析了超声波无损检测系统的噪声干扰来源,提出了降低噪声的方法。尝试用计算机模拟系统通过仿真软件来处理超声波无损检测过程中的庞大的数据信息。直观准确地定位缺陷的位置和类型。最后介绍了超声波在无损检测领域的两种典型应用,建筑方面,可以通过超声探头,利用声波的反射的折射来检测混凝土路基的厚度,电力系统方面,利用超声波无损检测技术确定次绝缘子的寿命定位绝缘子中缺陷的类型的具体位置,快速有效的解除安全隐患。 关键词:超声波;无损检测;计算机仿真;瓷绝缘子
超声波无损检测基础原理
第1章绪论 1.1超声检测的定义和作用 指使超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。 作用:质量控制、节约原材料、改进工艺、提高劳动生产率 1.2超声检测的发展简史和现状 利用声响来检测物体的好坏 利用超声波来探查水中物体1910‘ 利用超声波来对固体内部进行无损检测 1929年,前苏联Sokolov 穿透法 1940年,美国的Firestone 脉冲反射法 20世纪60年代电子技术大发展 20世纪70年代,TOFD 20世纪80年代以来,数字、自动超声、超声成像 我国始于20世纪50年代初范围 专业队伍理论及基础研究标准超声仪器 差距 1.3超声检测的基础知识 次声波、声波和超声波 声波:频率在20~20000Hz之间次声波、超声波 对钢等金属材料的检测,常用的频率为0.5~10MHz 超声波特点: 方向性好 能量高 能在界面上产生反射、折射、衍射和波型转换 穿透能力强 超声检测工作原理 主要是基于超声波在试件中的传播特性 声源产生超声波,采用一定的方式使超声波进入试件; 超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变; 改变后的超声波通过检测设备被接收,并可对其进行处理和分析; 根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。 超声检测工作原理 脉冲反射法: 声源产生的脉冲波进入到试件中——超声波在试件中以一定方向和速度向前传播——遇到两侧声阻抗有差异的界面时部分声波被反射——检测设备接收和显示——分析声波幅度和位置等信息,评估缺陷是否存在或存在缺陷的大小、位置等。 通常用来发现和对缺陷进行评估的基本信息为: 1、是否存在来自缺陷的超声波信号及其幅度; 2、入射声波与接收声波之间的传播时间; 3、超声波通过材料以后能量的衰减。 超声检测的分类 原理:脉冲反射、衍射时差法、穿透、共振法 显示方式:A 、超声成像(B C D P) 波型:纵波、横波、表面波、板波
超声波无损检测概述
超声波无损检测概述
J I A N G S U U N I V E R S I T Y 超声波无损检测概述
2.2 国内研究情况 20 世纪50 年代,我国开始从国外引进模拟超声检测设备并应用于工业生产中。上世纪80 年代初,我国研制生产的超声波探伤设备在测量精度、放大器线性、动态范围等主要技术指标方面已有很大程度的提高[3]。80 年代末期,随大规模集成电路的发展,我国开始了数字化超声检测装置的研制。近年来,我国的数字化超声检测装置发展迅速,已有多家专业从事超声检测仪器研究、生产的机构和企业(如中科院武汉物理研究所、汕头超声研究所、南通精密仪器有限公司、鞍山美斯检测技术有限公司等)[1]。目前,国内的超声超声检测装置正在向数字化、智能化的方向发展并且取得了一定的成绩。另外,国内许多领域(如航空航天、石油化工、核电站、铁道部等)的大型企业通过引进国外先进的成套设备和检测技术(如相控阵超声检测设备与技术和TOFD 检测设备与技术),既完善了国内的超声检测设备,又促进了超声无损检测技术的发展[5]。 2.3 超声波无损检测技术发展趋势 超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。 为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。为提高检测效率,发展了相控阵超声检测。随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展[5-7]。 3.超声波检测的基本原理 3.1超声波无损检测基本介绍 超声检测(UT)是超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就
无损检测案例分析(1)
焊缝无损检测缺陷图片一、气孔与圆缺 图8-1-1 分散的气孔 图8-1-2 密集气孔 图8-1-3 夹钨二、条形夹渣与条形气孔 图8-1-4 条形夹渣
图8-1-5 条形气孔 三、未焊透 图8-1-6 未焊透 四、未熔合 图8-1-7 未熔合 五、裂纹 图8-1-8 裂纹(transverse cracks:横向裂纹;longitudinal root crack:纵向根部裂纹)六、咬边
图8-1-9 内咬边 图8-1-10 外咬边七、内凹 图8-1-11 内凹 八、烧穿 图8-1-12 烧穿
焊缝无损检测案例分析 【案例1】无损检测工艺规程 1、背景 某天然气分输管网工程,要求射线检测100%。 2、问题描述 查无损检测项目部工艺规程《XX公司XX工程无损检测通用射线检测规程》,其中描述“……像质计的使用参照SY/T4109-2005,……射线评级参照SY/T4109-2005……,”等指导性话语;查其曝光曲线为固定时间,电压-厚度曲线,但其现规程中明确说明项目投入三台XXG2505定向射线机,但其曝光曲线只有一个,现场人员解释为三台机器为同一厂家生产,性能差不多。 3、问题分析 (1)工艺规程是相当于公司标准一级的文件,对于项目上的工艺规程,就应当相当于项目上的标准,是所有检测人员赖以编制工艺卡的依据,应当结合公司实际情况与设计指定标准的要求,对每一个方面的技术要求做出明文规定,而不能使用“参照XX标准”等术语。 (2)曝光曲线是反映每一台射线机在一定的透照工艺,胶片系统条件下其曝光时间、选用电压、透照厚度三者之间关系的曲线,虽然射线机厂家给定的曝光曲线是一个型号一个曲线,这不能说明这些射线机就可以共用一个曝光曲线,实际上,就是同一台机器在不同的使用时期,我们还要对其曝光曲线做出修正,这就是为什么,一定要一机一曲线。 4、问题处理 (1)重新编制工艺规程,将标准中的内容,根据工程的实际需要,加入到工艺规程中来,使工艺规程能切实地指导检测人员工作。 (2)要求检测单位对每一台设备做曝光曲线,并制定曝光曲线校验制度。 【案例2】无损检测工艺卡 1、背景 某5万方储油罐无损检测工程,施工规范为GB50128-2005,最底层板厚为24mm,最上层板厚为8mm。 2、问题描述 在检查工艺卡的过程中,发现以下内容:透照厚度填写为8~24,电压填写为150Kv~240kV,曝光时间填定为1~3min,查其现场操作记录,所有的工艺参数确实能包含在这些范围之内,现场人员解释说这样只是为了省事,其工艺卡没有技术上的问题。 3、问题分析 (1)工艺卡的内容必须要覆盖工程中所有检测对象,但绝不是像标准中一样用一个区间去覆盖,是一一对应的覆盖,一就是一,二就是二,如:厚度为8mm,电压填写150kV,曝光时间填写1min等,必须使现场检测人员,能准确无误地根据板厚,读出各项参数,拍出合格底片。 (2)现场操作记录中的数据可以说不是来自于工艺卡,而是来自于现场工作人员的经验,也
医用超声耦合剂使用说明书
医用超声耦合剂使用说明书 本品为新一代水性高分子凝胶,由澳籍华裔等离子体化学博士Mr.Han 提供技术,其声阻抗与人体软组织相近。对皮肤无刺激,对探头无损伤,是一种理想的超声耦合剂。 【产品名称】(通用名称)医用超声耦合剂 (商品名称) 贝诺金 汉语拼音Yiyong Chaosheng Ouheji 英语:Medical Ultrasonic Complants 【规格】 15g、20g、30g、50g、250g/包装 【生产许可证编号】 【注册证书编号】 【产品标准编号】YZB/豫郑****** 【性状】本品为无色透明凝胶,无或仅有少量气泡,无不容性异物。【结构及性能】 该产品由卡波姆、甘油和纯化水组成,为水性高分子凝胶制剂。其声阻抗与人体软组织相近。耦合性能好、图象清晰;润滑性能好、使用方便;无腐蚀,对探头无损伤;无刺激、无过敏、无污染、易清除。是一种理想的超声耦合剂。 【产品功效】 在超声诊断和治疗操作中,充填与涂敷于皮肤与探头之间,用于透射
声波的中介媒质。其声阻抗与人体软组织相近。是一种理想的超声耦合剂。 【作用机理】 在超声检查诊疗中超声波入射到两种不同媒质(空气和皮肤软组织)的分界面上时,二者阻抗相差大,反射系数大,穿过空气界面进入另一媒质皮肤软组织的声能少。如果让探头(或治疗头,下同)与皮肤“干接触”,由于二者之间空气薄层(有时还是厚层)的强烈反射作用,所发超声波根本无法到达并进入人体皮肤软组织,达不到诊断或治疗作用。为此,必须将某种物质充填于探头表面和皮肤之间,以驱除空气,形成使超声波顺畅和不失真传播的通道。医用超声耦合剂就是一种充填与涂敷于皮肤与探头之间,用于透射声波的中介媒质,其声阻抗与人体软组织相近。超声波不发生反射作用,图象更加清晰。 【临床可适用范围】 该产品适用于各种各类黑白或彩色超声诊断和治疗操作中,用作探头(或治疗头)与皮肤之间的透射媒质,且具有润肤功能。 【注意事项】 1、勿涂抹于皮肤破损及近眼睛和嘴部等位置; 2、使用中偶有局部皮肤发红、发痒,停用后可自行消失; 3、对本品过敏者慎用,过敏体质者,可先在手腕试用,待15分钟后,皮肤无肿胀红痒等异常现象,即可放心使用。
无损检测行业发展
无损检测行业发展 班级: 学号: :
无损检测是在不损害或不影响被检测对象使用性能的前提下,采用射线、超声、红外、电磁等原理技术仪器对材料、零件、设备进行缺陷、化学、物理参数的检测技术。常见的有超声波检测焊缝中的裂纹等方法。中国机械工程学会无损检测学会是中国无损检测学术组织,TC56是其标准化机构。 常用的无损检测方法:射线照相检验(RT)、超声检测(UT)、磁粉检测(MT)和液体渗透检测(PT) 四种。其他无损检测方法:涡流检测(ET)、声发射检测(AT)、热像/红外(TIR)、泄漏试验(LT)、交流场测量技术(ACFMT)、漏磁检验(MFL)、远场测试检测方法(RFT)、超声波衍射时差法(TOFD)、目视检测法(VT)等。 无损检测是工业发展必不可少的有效工具,在一定程度上反映了一个国家的工业发展水平,其重要性已得到公认。 无损检测技术经历了三个发展阶段,即无损探伤(Nondestructive inspection,NDI)、无损检测(Nondestructive testing,NDT)和无损评价(Nondestructive evaluation,NDE)。目前一般统称为无损检测(NDT),而不是特指上述的第二阶段。在这三个阶段中,各阶段之间也没有绝对的时间分界点,它们之间存在相互继承和发展,各自的主要特点如下。 1.无损探伤(NDI) 从国际上看,这一技术主要应用于20世纪五六十年代,作为无损检测的初级阶段,其特点是技术和任务都较为简单。在技术手段上可选择的并不丰富,主要采用超声、射线等技术;在任务上主要是检
测试件是否存在缺陷或者异常,其基本任务是在不破坏产品的情况下发现零件或者构件中的缺陷,满足工程需要,其检测结论主要分为有缺陷和无缺陷两类。 2.无损检测(NDT) 随着科学技术的不断发展,特别是生产对无损检测技术的需求不断提升,仅仅检测出是否有缺陷显然不能满足人们的实际需求。在无损检测(NDT)这一发展阶段,不仅仅是探测出试件是否含有缺陷,还包括探测试件的一些其他信息,例如缺陷的结构、性质、位置等,并试图通过检测掌握更多的信息、对于国际上发达的工业国家,这一阶段大致开始于20世纪70年代末或者80年代初。 3.无损检测评价(NDE) 尽管第二阶段的无损检测(NDT)技术已经能够满足大部分工业生产的需求,但是随着对材料、构件等质量要求不断提高,特别是针对在役设备的安全性和经济性的需求越加突出,无损检测技术进入了第三阶段,即无损评价阶段(NDE)。这一阶段的一个标志性事件是1996年在新德里召开的第14界世界无损检测大会(Word conference on NDT,WCNDT),在该次大会上提出了将无损检测(NDT)变为无损评价(NDE)这一重要观点,并很快被各国无损检测界所接受。在这一阶段,人们不仅要对缺陷的有无、属性、位置、大小等信息进行掌握,还要进一步评估分析缺陷的这些特性对被检构件的综合性能指标(例如寿命、强度、稳定性等)的影响程度,最终给出关于综合性指标的某些结论。目前工业发达国家已经处于这一发展阶段。其他国家
超声耦合剂说明书
医用超声耦合剂 产品使用说明书 生产许可证号: 产品注册证号: 产品执行标准: 主要结构、性能: 本产品主要由卡波姆、丙三醇(甘油)、丙二醇、聚乙二醇、三乙醇胺、纯化水和DP300组成的水性高分子凝胶。本产品为无色或浅色透明凝胶状,无或仅有少量气泡,无不溶性异物。本公司产品型号为消毒杀菌型,其规格分别为12g、20g、25g、32g。 适用范围、用途: 本产品用于探头、皮肤、腔道及人体各部位超声波诊断治疗的消毒杀菌作用。 有效防止临床使用过程中的交叉感染,也可用于外科手术及妇科润滑作用。 本产品对大肠杆菌(8099)、金黄色葡萄球菌(ATCC6538)、白色念珠菌(ATCC10231)在2分钟内有杀菌和抑菌作用。 使用方法、原理: 本产品为外用产品。 在超声诊断和治疗操作中超声波射入到两种不同媒质(空气和皮肤软组织) 的分界面上时,二者阻抗相差大,反射系数大。穿过空气界面进入另一媒质时皮 肤软组织的声能少。如果让探头(或治疗头,下同)与皮肤“干接触”,由于二者 之间空气薄层(有时还是厚层)的强烈反射作用,所发射的超声波根本无法到达并 进入人体皮肤软组织,达不到诊断或治疗作用。因此,必须将某种媒质充填于探 头表面和皮肤之间,以驱除空气薄层,使超声波顺畅进入人体皮肤软组织,从而 形成不失真传播的通道使图像更加清晰。 医用超声耦合剂就是一种在超声诊断和治疗操作中,充填或涂敷于皮肤-黏 膜与探头(或治疗头)辐射面之间,用于透射声波的中介媒质。
注意事项、警示及提示性说明: 不适用于术中超声操作中与组织切口直接接触。 切勿涂抹于皮肤破损及近眼睛和嘴部等位置; 使用中偶有局部皮肤发红、发痒,停用后可自行消失; 对本品过敏者慎用,过敏体质者,可先在手腕试用,待15分钟后,皮肤无肿胀红痒等异常现象,即可放心使用。 储存环境 应贮存于温度为-10℃~+40℃且清洁、干燥、通风的仓库中。在此贮存条件下产品有效期为两年。 有限公司 地址:邮编: 电话:传真:
无损检测的发展历程
现在无损检测的定义是:物理探伤就是不产生化学变化的情况下进行无损探伤。主要的检测方法有五种: 1.超声波检测UT(Ultrasonic Testing) 2.射线检测RT(Radiographic Testing) 3.磁粉检测MT(Magnetic Particle Testing) 4.渗透检测PT(Penetrant Testing) 5.目视检查VT(Visual Testing) 无损检测技术经历了三个发展阶段,即无损探伤(Nondestructive inspection,NDI)、无损检测(Nondestructive testing,NDT)和无损评(Nondestructive evaluationNDE)。目前一般统称为无损检测(NDT),而不是特指上述的第二阶段。 下面跟大家讲讲这3个阶段,各阶段之间也没有绝对的时间分界点,它们之间存在相互继承和发展,每个阶段主要特点如下。 1.无损探伤(NDI) 从国际上看,这一技术主要应用于20世纪五六十年代,作为无损检测的初级阶段,其
特点是技术和任务都较为简单。在技术手段上可选择的并不丰富,主要采用超声、射线等 技术;在任务上主要是检测试件是否存在缺陷或者异常,其基本任务是在不破坏产品的情 况下发现零件或者构件中的缺陷,满足工程需要,其检测结论主要分为有缺陷和无缺陷两 类。 2.无损检测(NDT) 随着科学技术的不断发展,特别是生产对无损检测技术的需求不断提升,仅仅检测出 是否有缺陷显然不能满足人们的实际需求。在无损检测(NDT)这一发展阶段,不仅仅是 探测出试件是否含有缺陷,还包括探测试件的一些其他信息,例如缺陷的结构、性质、位 置等,并试图通过检测掌握更多的信息、对于国际上发达的工业国家,这一阶段大致开始 于20世纪70年代末或者80年代初。 3.无损检测评价(NDE)
超声波无损检测实例
超声波无损检测主要是基于超声波在试件中的传播特性。声源产生超声波,采用一定的方式使超声波进入试件后;超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变;改变后的超声波通过检测设备被接收,并可对其进行处理和分析;根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。超声波无损检测的原理图如下: 在日常的检测工作中,有一些工件由于表面粗糙、形状特殊等原因,不能用常见的直接接触法来进行超声波检测。对于这类的工件,不妨尝试使用液浸法超声波探伤。液浸探伤相对于直接接触法而言,有如下优势:
1. 当改变被检工件的尺寸或者形状时,不需要特殊的探头或楔块来匹配工件; 2. 可以较简单地连续调整声束入射角,这对形状复杂的结构件的异形表面或新的检测工艺的研究而言都是必须的; 3. 耦合液体可以连续使用; 4. 由于不需要紧密的接触,因此检测速度能够非常快; 5. 直接接触法探伤会因工件的表面形状、表面状况或尺寸的变化而产生比较大的耦合损失,液浸法则不会; 6. 水槽中整个浸没有助于排除表面波,因表面波不规则地增加来自外表面的较小不连续性信号; 7. 水槽提供延迟块以允许非常强的界面信号在弱信号返回到仪器之前就通过放大器。这一点当检测小尺寸管子和薄板时特别能显示出优越性。 主要缺点:主要缺点 ①要由有经验的人员谨慎操作,依赖于探伤人员的经验和分析判断,准确性差;②对粗糙、形状不规则、小、薄或非均质材料难以检查;③对所发现缺陷作十分准确的定性、定量表征仍有困难。
在液浸探伤法中,水作为一种易获取的耦合剂得到了很好的应用。因此,水浸探伤法是液浸探伤中最常用的一种检测方法。 下面通过一个铝压缩机旋转轮水浸探伤实例说明不同缺陷的水浸探伤波形显示: A、伪缺陷显示 水浸探伤中,始脉冲(由换能器激发)显示在最左边,接着是工件前表面的反射显示,当换能器沿轴方向移动时,折射声速恰好穿过U形槽的角并且产生伪缺陷波显示。 B、裂纹显示 将换能器沿轴向方向向右移动,在遇到裂纹时产生反射,此时屏幕显示波形如下图;
无损检测超声波参考文献)
[1]郭伟.超声检测.北京:机械工业出版社,2009 [2]邓洪军. 无损检测实训.北京:机械工业出版社,2010 [3]李国华,吴淼.现代无损检测与评价.北京:化学工业出版社,2009 [4]张俊哲. 无损检测技术及其应用( 第二版).北京:科学技术出版社,2010 [5]王仲生.无损检测技术应用. 北京:机械工业出版社,2002 [6]中国机械工程学会无损检测学会. 无损检测Ⅱ级培训教材.北京:机械工业出版社,2005 [7]王永宏, 张玉英. 超声波探伤在钻杆加厚过渡带检测中的应用[J]. 石油矿场机械, 2006,(01) [8]高金生, 万升云. 奥氏体不锈钢与普碳钢对接环焊缝的超声波探伤[J]. 机车车辆工艺, 2000,(03) [9]王永宏, 张玉英. 超声波探伤在钻杆加厚过渡带检测中的应用[J]. 石油矿场机械, 2006,(01) [10]李卓球, 肖敏芳, 宋显辉, 方玺. 基于混凝土超声探伤的CT图像分析[J]. 武汉理工大学 学报, 2006,(03) [11]何岩, 郭重雄, 张龙. 薄壁钢管超声波水浸法探伤[J]. 物理测试, 2003,(04) [12]龚炼红, 张振宇. 钛合金半球体超声波探伤[J]. 航天制造技术, 2002,(05) [13]蒋联民. 连铸坯轧制钢板探伤不合原因分析[J]. 宽厚板, 1998,(06) [14]杨峰, 陈世鸿, 沈宏, 常凤筠. 多通道智能超声波自动探伤仪的微机实现[J]. 鞍山钢铁学 院学报, 1999,(03) [15]陈勇, 韦玉屏. 槽形缺陷对超声波反射当量的研究[J]. 机械设计与制造, 2005,(09) [16]杜秀娟. 小径管对接接头超声波探伤[J]. 青海师范大学学报(自然科学版), 2000,(03) [17]谢春强, 任立, 张春胜. 超声波在石油钻杆损伤检测中的应用[J]. 中国西部科技, 2011,(05) [18]李晓娜. 一种无损检测方法:超声波探伤[J]. 现代焊接, 2008,(11) . [19]曹玉华. 焊接质量的超声波探伤无损检测[J]. 宁夏机械, 2008,(04) . [20]舒晓平. 无损检测准确度保证方法探讨[J]. 现代计量通讯, 2006,(04) . [21]张文震,夏德礼. 无损检测技术在汽车生产中的应用与发展[J]. 吉林交通科技, 2008,(03) . [22]陈宏宇. 铸件超声波探伤方法的分析与应用[J]. 宁夏机械, 2006,(04) . [23]李钧. 无损检测技术在轧辊质量控制方面的应用[J]. 鄂钢科技, 2009,(01) . 盛陈飞. 钢结构焊缝无损检测方法的应用研究[J]. 科技资讯, 2008,(01) . [24]于凤坤,赵晓顺,王希望,刘淑霞,马跃进. 无损检测技术在焊接裂纹检测中的应用[J]. 无损 检测, 2007,(06) . [25]高荣刚. 汽轮机叶片叶身的无损检测[J]. 新疆电力技术, 2009,(01) . [26]闫伟明,曾鹏飞,张国强. 超声波探测单面焊焊接接头根部缺陷的一种方法[J]. 现代焊接, 2008,(05) . [27]张镝. 超声波无损检测在钢结构焊接质量验收中的应用及常见缺陷的预防[J]. 现代焊接, 2006, (11) [28]夏跃广, 常建伟. 9%~12%Cr马氏体钢中厚壁管焊接接头的超声波探伤[J]. 无损检测, 2005,(03) [29]陈华. 钢结构薄板焊缝超声波探伤的研究[J]. 福建建设科技, 2010,(02) 环川建, 张强, 江向华. 小径薄壁管焊接接头超声波探伤方法探讨[J]. 无损探伤, 2005,(06) 熊秀文, 杨定辉, 陈维, 廖常国. 超高层房建钢结构焊缝超声波探伤[J]. 安装, 2011,(02) 王晓锋, 郭长青, 李子龙. 循环载荷下钢结构焊接接头的疲劳失效分析[J]. 山西建筑, 2009,(17)