FANUC Series OI MATE-MD (刀库混乱,还不了刀.) 刀库重排方法
发那科0i+Mate-D系列系统(软件包5)技术说明+4.1
• •
当因某些原因无法使用以上单元时,0i Mate-D系统(软件包5)可使用原I/O Link接口的I/O单元 最新的电气柜用I/O单元(A02B-0319-C001)对应原来的0i用I/O单元(A02B-0309-C001)
配置说明(3/3)
• 推荐基本单元包
• 0i Mate-TD:B9-00000-00000Z (模拟) 显示单元:8.4”横置带USB口,配置模拟主轴接口主板C6U • 0i Mate-MD:B0-00100-00000Z (串行) 显示单元:8.4”横置带USB口,配置串行主轴接口主板C7U
0i Mate-D系统软件包5 技术说明
2014年3月18日
系统特点
系统特点(1/4)
FANUC最新0i Mate-D系统(软件包5) 采用基本单元C的最新配 置,具有以下新的特性: • 强化的CNC处理能力使系统性能更加出色
子程序调用 サブプログラム呼出
2.0 1.5
1.0
PMC 处理能力 PMC処理能力
84横置带usb口配置串行主轴接口主板c7u软件配置说明功能说明145包车床系统d7f3中g代码体系bc倒角拐角r手轮中断fs1011纸带格式多重固定循环ii从04版开始改为标配5包铣床系统d5f3中极坐标指令可编程镜像刚性攻丝回退从04版开始改为标配多重固定循环ii原j889在3包中也改为标配功能说明243包中标配5包为选配的功能列表120imatetd0imatemd功能控制轴拆卸j807移动前行程限位检测j749卡盘尾架限位j720异常负载检测j718手动中断和恢复r623螺纹切削同步进给j824通用回退j997f1位数进给j820选择程序段跳过j955中断型用户宏程序j874小口径深孔钻循环j896具体说明参见后页选项功能说明部分功能说明340imatetd0imatemd功能fanucseries1011纸带格式j882模型数据输入j884第2辅助功能j920实际主轴速度输出j856示教编程j879软式操作面板通用开关及扩展j961powermatecnc管理器j674io设备外部控制j902具体说明参见后页选项功能说明部分3包中标配5包为选配的功能列表22
FANUC刀库设定

2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。
该画面上可以使用简易显示方式和注释显示方式。
要移动到计数器画面,按下[计数器]软键。
请将C0的设定值输入您使用刀库的最大刀具。
LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。
请勿使用其他数据,否则会报1011ATC TYPE(C0,D103)SET ERROR!的PMC 异警。
在C0的现在值位置输入你现在刀库对准换刀位的那把刀具的刀套号。
C0在刀库使用中不可以设置为0或大于C0设定值的数据,否则会报1012CTR(C2)=0OR>MAG.CAPACITY!的PMC异警。
2.1.2D数据表的设定数据表具有两个画面:数据表控制数据画面和数据表画面。
要移动到数据画面时,按下[数据]软键。
(1)数据表控制数据画面([列表]画面)按下[数据]软键,出现用于管理数据表的数据表控制数据画面。
该画面上可以使用简易显示方式和注释显示方式。
在LD-XPFA-A3顺序PMC中,请将D数据表的地址D0一列的参数设置为00000001,数据设置应大于350。
设置完成后,强烈建议切断NC电源一次。
参数的具体设置含义如下:(2)数据表画面([缩放]画面)设定了数据表控制数据时,从数据表控制数据画面按下软键[缩放],出现数据表画面。
在此画面上,可以使用简易显示方式、注释显示方式和位显示方式。
1.在初次设置刀库时,请将D0设置为0,D1设置为1,D2设置为2……,依次设置,最大号为刀库的最大刀套容量号。
例如,C0的设定数位20,那就把D0至D20按照0至20的顺序依次设置。
C0的设定数位24,那就把D0至D24按照0至24的顺序依次设置。
2.操作面板上的选择性停止,工作灯,单节执行,机械空跑,单节忽略,自动断电全部按下有效时,在MDI执行M79指令,也可以达到重置刀库的目的,但必须指出,M79重置,限于刀臂24把,刀臂32把刀具的刀库。
FANUCOiMD数控系统斗笠式刀库实现自动换刀

N 1 M 9 9
%
( 换刀结束 ,返回主程序)
( 2)P MC 与NC 程序的配合 。斗笠式 刀库 实 现 自动换 刀是P MC与NC 程 序 的配合 来完成 的 。
P M C在 整 个 换 刀 过 程 中 主 要 控 制 刀 库 的 正 /反
转 、刀库的前进 /后退、松 刀 /紧刀阀的动作以及 换 刀动作 顺序 。主轴 的上 升 、下 降和定 位都是 由
N C系统 程序 控 制 的 。
( 8 )刀库向远离 主轴 中心位置侧平移如附图f
所示 ,直  ̄ J I P L C 接 收 到 传 感 器A发 出 的 反馈 确认 信
步。
斗
换取 ,根据 刀库选取的不同 ,换刀系统 的控制方式 也不同。加 工中心常用的刀库有斗笠式 、凸轮式、 链条式 等 ,斗笠式 刀库是加工中, Ol : k 较常见的一种 换刀装置 ,换 刀过程简单 ,体积小、安装方便 、易 于控制和维护等优点 ,因此在中小型加工 中心上得 到了广 泛的应用 。但对 刀库的定位要求高 ,而且在 换刀过 程中需要轴配合其动作 ,而P L C 是无法直接 参与数控轴的控制。基于F A NUC 0 i MD数控 系统 利用NC 宏程序可以把轴控制与P MC 控制有机地结 合 ,它可以按一定的逻辑控制P Mc 和进给轴 ,从而 实现 包含轴移动的换 刀控制。在本文 中,笔者 结合
后 ,这 时 刀库 转 动 , 当 目标 刀具 对 正 主 轴 正 下 方 时 ,主 轴 下 移 ,使 刀具 进 入主 轴 锥 孔 内 ,刀具 夹 紧 后 ,刀库 退 回原 来 的 位 置 ,换 刀结 束 。 刀库 具 体 动 作过程如下 :
FANUC系统的疑难故障分析及排除
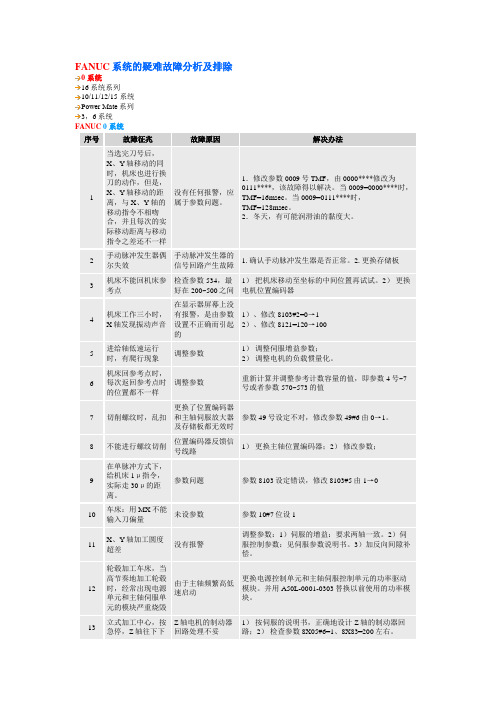
FANUC系统的疑难故障分析及排除0 系统16系统系列10/11/12/15 系统Power Mate系列3,6系统FANUC 0 系统序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
FANUC-(0i-D)系统维修与调整
电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电 池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
• 外设电池盒,使用碱性干电池(一号电池)的更换方
伺服种类
AC伺服电机 (数字控制)
在中国大陆的应用 量很多
当前市场FANUC CNC产品。 FS-0i-D系列: 高可靠性、高性能价格比的纳米级CNC。 30i系列: 高速、高精度复合型多轴多系统控制的纳米级CNC
FANUC Series 30i/31i/32i-MODEL A/B 适应于5轴加工机、复合加工机、多轴多路径的尖端机 床
故障位置和处理办法 : (1)确认是否由于连接于通道号z(1-4)的I/O Link线上的组
号yy(0-15)的从控设备电源瞬断,或者电压发生了变动 。 (2)从连接于通道号z(1-4)的I/O Link线上的组号yy-1(015)的JD1A,确认是否由于连接组号yy(0-15)的JD1B的 电缆不良或者连接不良。 (3)更换连接于通道号z(1-4)的I/O Link线上的组号yy(015)的从控设备。 (4)通过上述确认仍然不能解决问题时,可能是由于其他方 面的原因,请将显示出错误发生时的情况(包括显示信 息、系统配置、操作、发生的时机、发生频次等)的内 部错误代码告知我公司。
2○/3☆
4
4 (各通道)
4
i, i
○
i, i
○
-
○
○
-
-
○
-
○
-
-
○ (双通道合计)
FANUC_0i-MD维修说明书

4. 伺服放大器和主轴放大器上,即使在断开电源稍过一会之后仍然有残余电 压,触摸这类设备会导致触电。 请在断开电源经过 20 分后再更换放大器。
5. 更换单元时,应使更换前的单元与更换后的单元的设定和参数保持一致。 (详情请参阅该装置的说明书。) 如果不是在相同状态下进行运转,则会因为机床预想不到的动作而损坏工件 和机床,或导致操作者受伤。
B-64305CM/01
为了安全维修
为了安全维修
为了更加安全地维修 CNC 装置附带的机床(以下简称“机床”),本说明书描述 了与 CNC 装置相关的安装注意事项。 CNC 装置的维修作业伴有各种危险,所以这类作业应由充分接受过有关维修和 安全方面培训的人员负责进行。 用户所使用的某些 CNC 装置虽然没有相对应的功能,但已经标上了该项注意事 项,用户在阅读时可以忽略。 有关机床的安全注意事项,请参阅机床制造商提供的说明书。 此外,在维修作业中进行机床的运转确认时,应在充分理解机床制造商和我公司 提供的说明书的基础上进行运转。
件篇))
连接说明书(功能篇) 用户手册(车床系统/加工中心系统通用) 用户手册(车床系统) 用户手册(加工中心系统) 维修说明书 参数说明书 启动说明书
B-64303CM-1 B-64304CM B-64304CM-1 B-64304CM-2 B-64305CM * B-64310CM B-64304CM-3
5. 要确保进给速度与打算进行的操作相适应。一般地讲,每台机床其最大进给 速度受到限制。根据运转内容的不同,最佳速度也不同,请依照机床说明书 执行。 如果机床运转的速度不正确,会给机床带来预想不到的负荷,从而损坏工件 和机床,或导致操作者受伤。
FANUC系统的疑难故障分析及排除
FANUC系统的疑难故障分析及排除0 系统16系统系列10/11/12/15 系统Power Mate系列3,6系统FANUC 0 系统序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
卧加液压刀库调试方法
立加四轴调试方法1.概述本文主要介绍立加配置第四轴的调试步骤,涉及到的系统有FANUC(0I-MD 和0I-MATE-MD),SIEMENS828D,以及常见故障问题处理。
立加常见的配置四轴转台厂家为台湾旭阳以及谭兴生产,该型号转台可以用于立加通用机型,根据机型的大小选择不同规格的转台,目前配置的旭阳转台居多,有如下型号:CNC170R CNC-250R,CNC-251R ,CNC-200R,CNC-320R CNC-400R,CNC-500R。
2.输入输出信号按照电气原理图中将四轴相关的伺服电机动力线,反馈线,电磁阀,检测信号接好,信号地址分配如下:FANUC 系统输入信号夹紧放松X5.1 X5.2原点信号(增量选用)X9.3输出信号刹紧电磁阀Y4.0西门子828D系统输入信号夹紧放松I9.6 I9.7原点信号输出信号刹紧电磁阀Q7.73.调试步骤3.1FANUC系统参数调试步骤:对于OI-MA TE-MD系统需要开通四轴功能,对于MD系统可以直接配置四轴参数,伺服电机动力线连接正常后,按照如下步骤设定参数。
1)设定8130=4,断电重启。
2)FSSB设定:检查并设定如下有关FSSB设定的参数:参数设定值参数设定值1023(A) 4 1902#0 114343 4 1913 31020 65【注】:在外围电机连接方式为XYZA的情况下1023(A)设置 1 2 3 4 在外围电机连接方式为XY AZ(α8/3000i α4/4000i ) 1 2 4 33)正确识别第四轴驱动后,在急停状态下按【SYSTEM】-扩展--【SV设定】【操作】---扩展---【切换】按下【PAGE UP】找到如下伺服设定画面。
4)将初始化设定位设定为0 按照如下设定表格以及电机代码设定相关参数伺服设定机械变比1:90 机械变比1:180初始化设定位0000 0000 0000 0000电机代码按照电机代码表格设定按照电机代码表格设定指令倍乘比 2 2柔性齿轮比 1 1M 250 500方向设定111 111速度反馈脉冲数8192 8192位置反馈脉冲数125000 125000参考器计数器容量4000 2000常用四轴常用配置表格转台型号驱动电机型号伺服驱动器规格电机代码CNC-170R α4/4000i AISV40 273CNC-251R α8/3000i AISV40 277CNC-250R β8/3000i BISV20 258CNC-200R α4/4000i AISV40 273CNC-250R α8/3000i AISV40 277CNC-320R β12/3000i BISV40 272CNC-320R α12/3000i AISV80 2935)断电重启后,按照如下参数表格设定四轴相关的速度,增益,功能参数。