五轴电动转台控制系统设计
数控回转工作台的原理和设计

数控回转工作台的原理和设计崔旭芳1周英2(1燕山大学继续教育学院,河北秦皇岛066004;2海湾安全技术股份有限公司,河北秦皇岛066004)摘要:数控回转工作台是五轴联动的基础,它能够实现回转轴与摆动轴的两坐标定位。
在三轴联动的数控铣床上增加数控回转工作台,并通过数控改造使之成为五轴数控铣床,是扩展机床使用功能的简捷方式。
详细分析和说明了双回转工作台的分类、结构、工作原理和设计过程。
设计中采用了先进的电主轴作为主轴系统的核心部件,使机械结构更加简单、控制部分相应简化,并可以方便地与CAD/CAM结合,为数控机床的改造提供依据。
关键词:数控回转工作台;结构;原理;设计中图分类号:TU522.05文献标识码:A文章编号:1001-6945(2008)06-0023-051引言近年来,随着我国国民经济的迅速发展和国防建设的需要,对高档数控机床提出了急迫的大量需求。
机床制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。
即使是发达工业化国家,也无不高度重视。
机床是一个国家制造业水平的象征,代表机床制造业最高境界的则是五轴联动数控机床系统。
从某种意义上说,五轴联动数控机床系统反映了一个国家的工业发展水平状况。
2五轴联动机床简介及加工特点数控机床加工某些零件时,除需要有沿X、Y、Z三个坐标轴的直线进给运动之外,还需要有绕X、Y、Z三个坐标轴的圆周进给运动,分别称为A、B、C轴。
五轴联动机床也称五坐标机床,它是在三个平动轴(沿X、Y、Z轴的直线运动)的基础上增加了两个转动轴(能实现绕X轴、Z轴旋转运动,即A轴和C轴),不仅可使刀具相对于工件的位置任意可控,而且刀具轴线相对于工件的方向也在一定范围内任意可控,由此使五坐标加工工具有以下特点:a.可避免刀具干涉,加工普通三坐标机床难以加工的复杂零件,加工适应性广,如图1(a)所示。
图1五坐标加工的特点b.对于直纹面类零件,可采用侧铣方式一刀成型,加工质量好、效率高,如图1(b)所示。
基于Mach3软件的经济型五轴雕刻机开发_李荣泳
基于 Mach3 软件的经济型五轴雕刻机开发
李荣泳,陈勇志,孙振忠
(东莞理工学院,广东 东莞 523808)
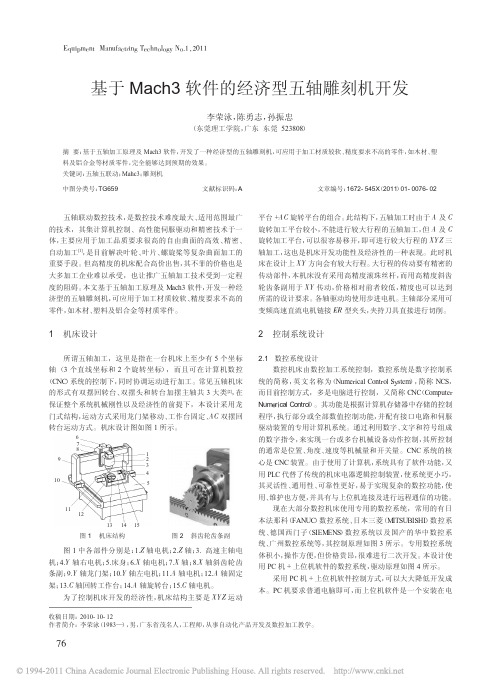
摘 要:基于五轴加工原理及 Mach3 软件,开发了一种经济型的五轴雕刻机,可应用于加工材质较软、精度要求不高的零件,如木材、塑 料及铝合金等材质零件,完全能够达到预期的效果。 关键词:五轴五联动;Mahc3;雕刻机
图 7 接口控制卡
define keys
blocknumber
=N —— — 定义程序段号
preparatory function =G1 —— — 定义准备功能指令
aux function
=M1 —— — 定义辅助功能指令
x feedrate
not used —— — 定义 X 进组率指令
y feedrate
=Z —— — 定义 Z 坐标轴
图 8 后处理参数
一定差异,输入 Mach3 时可能产生错误加工,些时需要为 Mach3 设置机床代码后处理。图 8 就是编写好的部分后处理 内容,并稍加解释。利用这个后置处理程序,Mach3 实现了五 轴加工。
Hale Waihona Puke 3 结束语开发数控新机床,是个高投入的行业,而基于 Mach3 软 件,不需技术精堪的技术人员,就可进行简易的开发,降低开发 成本,加速开发进程。开发过程不需配高端的数控系统,用 Mach3 软件与机床连接就能五轴联动。开发经济型五轴雕刻 机,精度虽然比专业五轴机床低,但对于精度不高的加工,如木 材雕刻、塑料加工及铝合金加工等应用,能够达到所需效果。
为了控制机床开发的经济性,机床结构主要是 XYZ 运动
AC双转台五轴联动数控加工中心的后置处理

AC双转台五轴联动数控加工中心的后置处理摘要:数控加工技术已经成为现代制造业中不可或缺的一部分,它可以高效地完成各种零部件的加工任务,并且具有高精度、高效率的特点。
AC双转台五轴联动数控加工中心可以完成更加复杂的加工任务,在加工完成后还需要进行后置处理,以保证加工零件的质量和精度。
文章以AC双转台五轴联动数控加工中心为研究对象,研究其后置处理的可行性,以期为多轴设备提供有效保障。
关键字:双转台;五轴联动;后置处理前言在数控编程过程中,前置处理指的是刀位的轨迹计算过程。
基于相对运动这一原理,一般在工件坐标系当中来计算刀位的轨迹,无需将机床结构、指令的格式考虑进去,以使前置处理通用化,保证前后置处理能够各自负责相应的任务。
为了读取最终加工程序,就需要对前置处理得到的刀位数据进行转换,形成机床程序代码,这一过程就是后置处理。
在航空领域,AC双转台五轴联动数控加工中心的后置处理起着重要保障作用,本文主要以AC双转台五轴联动数控加工中心的后置处理展开探究。
1后置处理的概述1.1 概念后置处理属于数控加工和CAM系统间的桥梁,其主要任务就是对CAM软件生成的刀位轨迹进行转化,使其成为符合特定数控系统、机床结构的加工程序。
1.2 主要任务五轴联动数控加工中心的后置处理有着重要的任务,主要是结合机床的控制指令格式、运动结构等要求,对于前置处理所生成的刀位数据文件进行转变,使其成为机床各轴的运动数据,然后,依据控制指令的具体格式,将其进行转换,形成数控加工中心的加工程序。
具体而言,可以将后置处理的任务分为几下几点:①机床运动学转换五轴联动数控编程所生成的刀位数据,通常指的是刀具与工件坐标系相对的刀心具体位置、刀轴矢量数据。
在机床的运动转变下,其主要是依据实际运动结构,对刀位文件当中的数据信息进行转换,使其成为不同运动轴上的数据信息。
②非线性运动误差的校验非线性运动误差的校验是在CAM系统计算刀位数据时进行的,这个系统使用离散直线来近似工件轮廓。
XY运动工作台控制系统设计
XY运动工作台控制系统设计一、引言二、系统结构三、硬件设计(1)电脑控制器:选择一台性能稳定、接口丰富的电脑作为控制器。
通过串口、USB接口或者以太网接口与运动控制板通信。
(2)运动控制板:运动控制板可以采用现成的通用运动控制板,也可以根据具体需求进行设计制作。
运动控制板负责接收电脑控制器发送的指令,并将指令转化为电机驱动所需的信号。
运动控制板可以集成位置检测传感器,用于反馈运动状态。
(3)电机驱动器:电机驱动器采用步进电机驱动器,用于控制步进电机的转动。
具体选型时要考虑电机的额定电流和工作电压,并根据步进电机的驱动方式选择对应的驱动器。
(4)步进电机:步进电机是XY运动工作台实现运动的核心部件。
步进电机具有精度高、稳定性好的特点,能够按指定的步进角度进行旋转。
具体选型时需根据需要的精度、负载和速度等要素进行选择。
四、软件设计(1)用户界面:设计一个直观、易用的用户界面,用于输入运动指令和参数设置。
用户界面可以通过编程语言或者现成的控件库来实现。
(2)运动控制算法:根据所需运动方式和精度要求,设计相应的运动控制算法。
常见的算法包括最小二乘法拟合、PID控制等。
算法设计应考虑到运动平滑、精度高、稳定性好的要求。
(3)通信协议:电脑控制器与运动控制板之间的通信协议需要定义清楚,包括指令格式、通信速率等。
常见的通信协议有UART、USB、以太网等。
五、系统性能(1)精度:XY运动工作台的精度主要由步进电机的步进角度和电机驱动器的精度决定。
根据具体需求选择合适的步进角度和驱动器。
(2)速度:XY运动工作台的速度受到步进电机的转动速度和驱动器的最大转速限制。
选择合适的步进电机和驱动器以实现所需的速度要求。
(3)稳定性:XY运动工作台的稳定性主要由电机驱动器的功率输出和控制算法的调整精度等因素决定。
在实际设计中需要对系统进行充分测试和调试,以保证稳定性。
六、总结本文介绍了XY运动工作台控制系统的设计,包括硬件设计和软件设计。
五轴还有真假之分?一文搞懂真正的五轴!

作为国民经济增长和技术升级的原动力,以五轴联动为标志的机械装备制造业将伴随着高新技术和新兴产业的发展而共同进步。
中国不仅要做世界制造的大国,更要做世界制造强国!预计在不久的将来,随着五轴联动数控机床系统的普及推广,必将为中国成为世界最强国奠定坚实的基础!五轴加工五轴加工所采用的机床通常称为五轴机床或五轴加工中心。
五轴加工常用于航天领域,加工具有自由曲面的机体零部件、涡轮机零部件和叶轮等。
五轴机床可以不改变工件在机床上的位置而对工件的不同侧面进行加工,可大大提高棱柱形零件的加工效率。
但在目前的市场上,真五轴(有RTCP功能)机床很少,假五轴(只做分度功能)机床很多。
什么叫真五轴、什么叫假五轴,与三轴有什么区别?且看分析!真五轴就是有RTCP功能。
能根据主轴的摆长及旋转台的机械坐标进行自动换算。
在编制程序时,只需要考虑工件的坐标,不需要考虑主轴的摆长及旋转台的位置。
RTCP是什么?●Fidia的“Rotational Tool Center Point”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。
●PA的RTCP则是“Real-time Tool Center Point rotation”前几个单词的缩写。
●海德汉则将类似的所谓升级技术称为TCPM,即“Tool Centre PointManagement”的缩写,刀具中心点管理。
●还有的厂家则称类似技术为TCPC,即“Tool Center Point Control”的缩写,刀具中心点控制不具备RTCP的五轴机床和数控系统必须依靠CAM编程和后处理,事先规划好刀路,同样一个零件,机床换了,或者刀具换了,就必须重新进行CAM编程和后处理,因而只能被称作假五轴,国内很多五轴数控机床和系统都属于这类假五轴。
当然了,人家硬撑着把自己称作是五轴联动也无可厚非,但此(假)五轴并非彼(真)五轴!是否是真五轴,不是看五个轴是否联动,假五轴也可五轴联动。
基于多体系统理论的五轴转台误差建模与分析

we r e s t u d i e d .I n o r d e r t o e x p r e s s r e l a t i o n s be t we e n e r r o r s a nd s i mu l a t i o n, t h r e e p a r a me t e r s we r e p r o p o s e d .Ba s e o n t h e a n a l y s i s o f f i v e — a x i s t u r n t a b l e’ S s t r u c t u r e, t h e e r r o r s ’ t r a n s f e r r e l a t i o n s a n d t o p o l o g i c a l s t r u c t u r e o f iv f e - a x i s t u r n t a b l e we r e d e s c r i b e d u s e d
摘要 :五轴转台误差对半实物仿 真精度具有 直接影响。分析五轴转 台误差及对半实物仿真 的影 响机 理 ,提出五轴转台误 差的评 价参数。基于五轴转 台的拓扑结 构 , 采 用特征矩阵描述转 台误差传递 ,建立 了五轴转 台误差模 型。基于所 建立 的模型分析了误 差对评价参数 的影 响,结果表 明指向误 差主要受垂直度 、倾角 回转误差及转角 的影 响 ; 位置误差受 各误差 的综合 影响 ,其中相 交度和位移 回转误差影 响最大 ;目 标误 差受 相交度和同轴度影响较显著 。误差模型 和分析结果可用 于转 台设计误 差分配和半实 物仿真系统误差分析 。 关键词 :五轴转台 ;多体系统理论 ;误差建模 ;半实物仿真
数控转台
数控转台烟台环球机床附件集团有限公司吴培坚随着我国制造业的发展,加工中心的需求也在增加,特别是四轴、五轴联动的加工中心。
作为数控机床的主要功能部件,数控转台在整个机床工具行业中的作用越来越重要。
数控转台的出现,为加工中心和数控铣床提供了回转坐标,通过第四轴、第五轴驱动转台或分度头完成精密角度的等分、不等分或连续的回转加工,完成复杂曲面加工,使机床的加工范围得以扩大。
一、数控转台的分类数控转台按照不同的分类方法大致有以下几个大类。
1.按照分度形式不同,分为:等分转台和任意分度转台。
2.按照驱动方式不同,分为:液压转台和电动转台。
3.按照安装方式不同,分为:立卧转台和立式转台。
4.按照回转轴轴数不同,分为:单轴转台、可倾转台(两轴联动)和多轴并联转台。
…………二、数控转台的结构数控转台从结构上可以分为几个部分:驱动、传动、分度定位、刹紧等机构。
数控转台通过传动部分,将由系统控制的驱动传递到需转动角度的工作台台面,实现数控转台的分度转位。
1.驱动:液压转台采用液压驱动齿条或液压马达,通过齿条驱动齿轮或液压马达驱动齿轮的方式进行动力提供;而电动转台则采用伺服电机提供动力。
2.传动:有齿条齿轮传动、蜗轮蜗杆传动几种方式。
电动转台一般是通过一对齿轮(或者是用联轴器直接与蜗杆相连)将电机动力传递到蜗杆,带动转台进行分度;液压转台,采用液压马达驱动的传动结构,类似于电动转台;采用齿轮齿条的,则是通过由活塞驱动的齿条带动与之啮合的与台面相对固定齿轮进行分度。
3.分度定位:等分转台一般采用端齿盘分度定位,任意分度转台一般采用高精度蜗轮蜗杆分度定位。
采用端齿盘分度定位的转台中,又有两联齿盘和三联齿盘之分。
两联齿盘分度定位,结构相对简单,动、定两个齿盘直接啮合,分度运动时,动定齿盘首先进行脱开----啮合运动,这一运动表现在转台台面上有一定量的抬起动作,台面的抬起量与定齿盘和动齿盘的相对运动量相一致。
三联齿盘分度定位,从结构上比两联齿盘复杂,动定齿盘不直接进行啮合,而是通过一公用齿盘进行啮合过度,齿盘的啮合与脱开运动是通过公用齿盘的移动来完成的,公用齿盘的抬起不表现在转台的台面上。
五轴数控机床发展与应用

五轴数控机床发展与应用五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂曲的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业,有着举足轻重的影响力。
现在,大家普遍认为,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。
装备制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。
即使是发达工业化国家,也无不高度重视。
近年来,随着我国国民经济迅速发展和国防建设的需要,对高档的数控机床提出了急迫的大量需求。
机床是一个国家制造业水平的象征。
而代表机床制造业最高境界的是五轴联动数控机床系统,从某种意义上说,反映了一个国家的工业发展水平状况。
本文论述了五坐标联动数控机床和它典型五种结构、应用历史和用于加工复杂零件的优点以及它对发展制造业的重要作用。
并较详细介绍了五轴数控机床在工业中应用现状。
一、五轴联动数控机床五轴数控机床可用于加工许多型面复杂的特殊关键零件,对航空、航天、船舶、兵器、汽车、电力、模具和医疗器械等制造业的快速发展,对改善和提升诸如飞机、导弹、发动机、潜艇及发电机组、武器等装备性能都具有非常重要的作用。
五轴数控机床已成为装备制造业和先进国防武器装备产品快速研发与实现的关键基础性设备。
因此,西方工业发达国家都将五轴数控机床列为国家战略物资严格管理,限制出口到发展中国家。
五轴数控机床除和三轴数控机床一样具有XYZ三个直线运动坐标外,通常还有两个回转运动轴坐标。
常见的五轴数控机床或加工中心结构,主要通过五种技术途径实现。
①双转台结构(Double Rotary Table) 采用复合A(B)、C 轴回转工作台,通常一个转台在另一个转台上,要求两个转台回转中心线在空间上应能相交于一点。
②双摆角结构(Double Pivot Spindle Head)装备复合A、B 回转摆角的主轴头,同样要求两个摆角回转中心线在空间上应能相交于一点。