Moldflow在仪表盒盖注塑模具设计中的应用
(完整版)MOLDFLOW分析报告
引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1. 熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2. 塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3. 充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1. 冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2. 温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3. 冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1. 熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2. 温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3. 固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1. 模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2. 缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1. 效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。
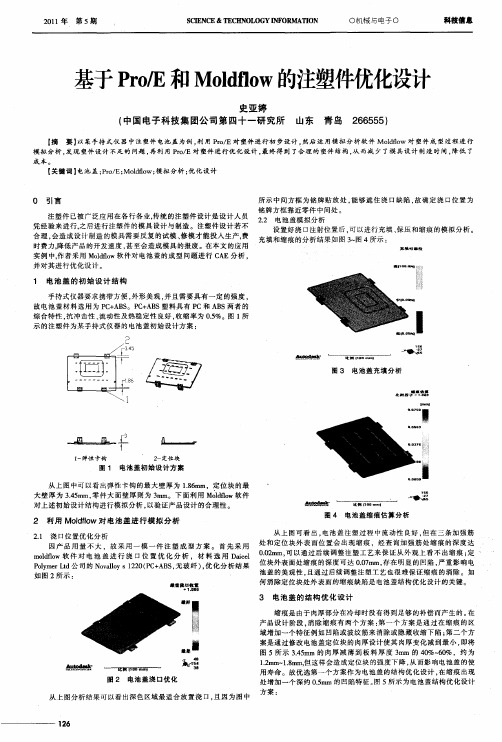
基于Pro/E和Moldflow的注塑件优化设计
l抒
3 电池 盖 的 结 构优 化设 计
缩 痕 是 由于 肉厚 部 分 在 冷 却 时没 有 得 到 足 够 的补 偿 而 产 生 的 。 在 产 品设计 阶段 , 消除缩痕有 两个 方案 : 第一个 方案是通过在缩 痕的区 域 增 加 一 个 特 征 例 如 凹 陷 或 波 纹 筋来 消 除或 隐 藏 收缩 下 陷 ; 二 个 方 第 案是通过修改 电池盖定位块的 肉厚设 计使其 肉厚变化减到最小 , 即将 图 5所 示 34 mm 的 肉 厚 减 薄 到 板 料 厚 度 3 . 5 mm 的 4 %~ O ,约 为 O 6% 1 mm~ .m 但 这 样 会 造 成 定 位 块 的 强 度下 降 , 而 影 响 电池 盖 的 使 . 2 18 m。 从 用寿命 。故优选第一个方案作为电池盖的结 构优化设 计 , 在缩痕 出现 处 增 加 一个 深约 05 m 的 凹陷 特 征 。 5所 示 为 电 池盖 结 构 优 化 设 计 .m 图 方案 :
因产 品 用 量 不 大 .故 采 用 一 模 一 件 注 塑 成 型 方 案 。 首 先 采 用 处 和 定 位 块 外 表 面 位 置 会 出现 缩 痕 ,经 查 询 加 强 筋 处 缩 痕 的 深 度 达 00 m 可 以通 过 后 续调 整 注 塑 工 艺 来 保 证 从 外 观 上 看 不 出 缩 痕 ; .2 m. 定 m lf w 软 件 对 电 池 盖 进 行 浇 口 位 置 优 化 分 析 , 材 料 选 用 Da e od o l il e 位 块 外 表 面 处 缩 痕 的 深 度 可 达 00mm, 在 明显 的 凹 陷 , 重 影 响 电 .7 存 严 P lm r t 司 的 N vl ys12 ( C AB 无 玻 纤 )优 化 分 析 结 果 oy e d公 L oal 2 0 P + S, o , 池 盖 的美 观 性 , 通 过 后 续 调 整 注 塑工 艺 也 很 难 保 证 缩 痕 的 消 除 。 如 且 如 图 2所 示 : 何 消除 定 位 块 处 外 表 面 的 缩痕 缺 陷是 电池 盖 结 构 优 化 设 计 的 关 键 。 t筐矗 n畦 t
Moldflow在气体辅助注塑成型中的应用分析

Moldflow在气体辅助注塑成型中的应用一.引言气体辅助注塑成型(简称气辅成型)是塑料加工领域的一种新方法,80年代开始用于生产实际,气体辅助注射成型比传统注射成型多一个气体注射阶段,由气体推动塑料熔体充满模具型腔,因此在气辅成型制品设计和模具设计时必须提供明确的气道来引导气体的走向。
气道几何尺寸的大小、截面形状的确定和位置的布置都会影响到气体的穿透和气体对熔体流动的干涉,从而最终影响到成型制品的质量。
根据气辅成型时射入型腔的熔融塑料的体积不同,气辅成型工艺大致可分为3种方式:a、中空成型,即熔体射入型腔充填到型腔体积的60-70%时,停止注射熔体,开始注入气体,直至保压冷却定型。
这种工艺主要适用于类似把手、手柄之类的大壁厚塑料制品,应用效果最理想。
b、短射,即熔体充填到型腔体积的90-98%时,开始进气。
该方法主要用于较大平面的厚壁或偏壁制品。
c、满射,即熔体充填至完全充满型腔时才注入气体,由气体填充因熔体体积收缩而产生的空间,并将气体保压和熔体保压配合使用,使制品翘曲变形大大降低,用于较大平面的薄壁制品成型,其工艺控制较复杂。
前两种方法也称为缺料气辅注射法,后者称为满料气辅注射法。
气辅工艺原理第一阶段:塑料注射:熔体进入型腔遇到温度低的模壁,形成一个较薄的凝固层。
第二阶段:气体注射:惰性气体进入熔融的塑料,推动中心未凝固的塑料进入尚未充满的型腔。
第三阶段:气体入射结束:气体继续推动塑料熔体流动直到熔体充满整个型腔。
第四阶段:气体保压结束:在保压状态下,气道中的气体压缩熔体,进行补料确保制件的外观。
二.气辅注射成型技术的特性(1)可保证壁厚差异较大制品的成型质量采用气辅技术可将制品壁厚处“挖空”设计成气道,从而保证壁厚差异较大制品的成型质量。
可简化制品的形状,可将原来因壁厚差异较大需分成几个零件成型然后组合的制品,实现一体成型。
如图1所示。
(2)注射压力低所需注射压力为普通注射成型注射压力的10%~75%,相应成型同样投影面积制品的锁模力也只需普通注射成型锁模力的10%~75%,图2为普通注射与气辅技术成型过程中熔融树脂的压力行为。
MoldFlow在连接器注射模设计中的应用
[】 褚建 忠等 . 于 C E环境下大型塑料托盘模具 的浇注系统 1 基 A 设计I】 J.塑料 ,0 7 3 ( )9 ~10 2 0 ,6 5 :7 0 [] 黄虹等 . lFo 2 Mod l w软件在 汽车保 险杠浇 口设计 中的应用[
塑料 ,0 9 3 ( ) 1 1 2 0 ,8 6 :5 8
i c u i g me h g n r to , h e e mi a in o p i lg t o ai n a d g t u e , l n n l d n s e e a in t e d t r n t f o t o ma ae l c t n ae n mb r f l g o i i p o e ssmu a i n a a y i, o l g wae a i n l y a a y i, t . c r i gt er s l f h r c s i l t n l ss c o i t rr t a i n l ss e c Ac o d n t e u t o e o n o t o h s t a ay i , a si t h ai n l y o e d sg ,d t c h o e t ld f cs o r d c s n l s s we c n e t mae t e r t ai ft e i n e e tt e p t n i e e t fp o u t, o t h a
【 摘要】 绍 了M lF w 介 o l 软件在连接 器注射模设计 中的应 用, do 包括 网格划分 、 最佳浇 口位置
及数量的确定、 填充过程模拟分析 、 冷却 水路合 理性分析等 。根据分析 结果判断设计 的合 理 性 , 防 塑件 可 能 出现 的缺 陷 , 短模 具 生 产 周期 , 预 缩 降低 生产 成 本 。
Moldflow技术在注塑制品翘曲变形中的分析应用

Mo l d f l o w 技 术 在 注 塑制 品翘 曲变形 中的分析 应用
郭 晟 , 肖善 华 ,刘 勇 ,张 兴 恒
( 宜 宾 职 业 技 术 学 院 , 四川 宜宾 6 4 4 0 0 3 )
摘 要 :运 用 Mo l d f l o w 软 件 对 某 学 习机 电 池 盒 外 壳注 塑件 塑 料 熔 体 的充 填 、流 动 和 冷 却 过 程 进 行 了模 拟 , 并 进 行 了翘 曲 变形 分 析 。结 果 表 明 ,浇 口 的位 置 和 形 式 、 成 型 条件 、冷 却 方 式 、成 型 收 缩 等 对 塑 件 的 翘 曲变 形
作 者 简介 ;郭晟 ( I 9 7 6 一 ) ,男 , 四川 宜 宾 人 ,讲 师 ,硕 士 , 主 要研 究 方 向为 模 具 CAD / C AM/ C AE。
・
8 ・
机 械 工 程 与 自 动 化
2 0 l 3年 第 l期 ∞ 曼~ 搽捌 卯
O O 5 5 O O O O.
根据 成型 窗 口分 析 得 到 的成 型条 件 进 行 “ 冷 却 + 流 动 +翘 曲” 分析, 其 结果 如下 : ( 1 )制 品上 没有 存 在 过 热 点 或过 冷 点 , 且 制 品 整
0 O 5 ( 见图 8 ) , 比较合 理 , 可 有效 减少翘 曲变形 量 。
铊 们
注射 压力 为 4 7 MP a 。 2 . 3 冷却 +流 动 +翘 曲分析
2 分析 计算
采用 F u s i o n类 型进 行 网格 划分 , 经 修 改 网格 边 长 值 并 优 化 后 所 得 网 格 数 目为 6 6 6 2个 , 匹 配 率 达
收 稿 日期 :2 0 1 2 — 0 7 — 0 2 ;修 回 日期 :2 0 1 2 — 0 8 — 2 0
Moldflow软件

Moldflow软件是一款为注塑模具设计和生产提供全面解决方案的仿真软件。
它可以模拟注塑过程,通过分析模具的填充、冷却和收缩等情况,提供预测性设计和行业标准分析。
已成为目前全球最受欢迎和应用广泛的模具工程软件之一。
可以帮助企业有效降低其产品的质量成本和时间成本,同时提高其产品的质量和生产效率。
其独特的模拟功能和分析工具可以帮助企业改进其设计,减少生产成本和提高产品质量。
它不仅适用于企业的研发阶段,还可以在遇到生产问题时提供可靠的解决方案。
的仿真功能非常强大,可以在模拟过程中实时分析模具的填充、冷却和收缩等情况。
通过对注塑过程进行详细的建模、仿真和预测,可以确保产品的质量和性能。
还可以为模具的设计和生产提供大量的数据支持和分析结果,有利于企业更好地了解其产品设计的弱点和优点,进一步改进其产品设计方案。
除了仿真功能外,还有丰富的辅助工具,比如数据库、预处理器和后处理器。
数据库可以存储和管理模具的数据,从而优化模具的设计和生产过程。
预处理器可以对数据进行处理和翻译,使它们可以被正确地识别和分析。
后处理器可以对分析结果进行可视化和展示,从而提供直观的数据分析和判断。
此外,的优势还在于其卓越的技术支持和培训服务。
它提供全面的用户支持和培训,使企业能够更好地理解和应用该软件。
同时,的开发团队也会不断更新技术和服务,以满足客户的需求和要求。
总之,是一款非常实用和优秀的模具设计和生产解决方案。
它可以帮助企业更好地设计和生产其产品,提高其产品的质量和生产效率。
如果您是一个模具生产商或注塑产品设计师,那么是您不可或缺的利器。
它完全符合市场的需求和要求,在未来的市场竞争中将起到越来越重要的作用。
7材料成型过程的计算机模拟——MOLDFLOW
7材料成型过程的计算机模拟——MOLDFLOW MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
本文将详细介绍MOLDFLOW的工作原理、应用和优势。
MOLDFLOW的工作原理主要基于有限元分析(FEA)方法。
它将整个成型过程分为多个时间和空间步骤,并对每个步骤中的物理过程进行数值模拟。
通过对塑料的熔融、流动、冷却和固化等过程的模拟,MOLDFLOW能够提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等。
同时,MOLDFLOW还可以通过计算机模拟来预测和优化成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的应用范围非常广泛。
它可以用于注塑成型、吹塑成型、压缩成型、挤出成型等各种材料成型过程的模拟和优化。
在注塑成型中,MOLDFLOW可以帮助优化模具设计、材料选择和加工参数,从而提高产品质量和生产效率。
在吹塑成型中,MOLDFLOW可以预测和优化瓶嘴的形状和位置,从而改善瓶子的气密性和外观。
在挤出成型中,MOLDFLOW可以模拟材料的流动和变形,从而改善挤出产品的尺寸精度和表面质量。
MOLDFLOW的优势主要体现在以下几个方面。
首先,它能够通过计算机模拟来预测和优化成型过程的缺陷和问题,从而节省了传统试验方法所需的时间和成本。
其次,MOLDFLOW可以提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等,从而帮助工程师更好地理解材料的行为和成型过程的变化。
此外,MOLDFLOW还可以进行多场耦合分析,如热-流体耦合分析、应力-应变耦合分析和热-机械耦合分析等,从而更全面地研究材料成型的多种物理过程。
总之,MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的工作原理基于有限元分析方法,它能够模拟塑料的熔融、流动、冷却和固化等过程,并提供详细的信息。
Moldflow在导光板外框注塑模设计中的应用

71
Mo f w在 导 光 板 外 框 注 塑 模 设 计 中 的 应 用 ll do
陈 晓 勇
( 常州 机电职业技术学院 ,常州 2 36 ) 1 14
摘要
将 几 何 作 图 法和 C E软 件 分 析 法相 结合 , 决 了导 光 板 外 框 塑料 件 点 浇 口的 数 目及 位 置 难 以确 定 的 问 A 解
看 出 , 一 个大 的平 面 内 , 浇 口出来 的料流是 沿半 在 从
径 方 向扩散 的。 由于 四个角 距 离 中心较 远且 3个 侧
边 上 分布 着许 多小 的复杂 结构 , 采用 单 浇 口是 无 故
幽 1 固 定 导 光 板 的 外 框 图
2 模 具设 计
根据 塑料 件外 形 , 口只 能采用 点 浇 口, 只能 浇 且
题 。 利 用 几 何 作 图 法初 步确 定 浇 口数 目及 位 置 , 助 M lf w软 件 的 分 析 结 果 得 到 最 佳 方 案 。采 用 Mo f w软 件 对 借 od o l lo d l 模 具 的 冷 却 系统 进 行 了优 化 设 计 。 通 过 调 整 管路 位 置 、 化 保 压 曲 线 、 变模 具 温 度 和 环 境 温 度 等 措 施 解 决 了 塑料 优 改
模 具 温度 为 9 q OC。熔 体 和模 具 之 问 的温 差 较 大 , 需
要加 强冷 却 。冷却 不 均造 成 的收缩 变形 是翘 曲变 形 的 主要原 因 , 制翘 曲 变形 必 须 控 制 冷 却 效果 。浇 控 注 系统及 冷却 系统 的设 计 是 模 具 设 计 的关键 , 用 采
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Moldflow在仪表盒盖注塑模具设计中的应用Moldnow是著名的注射模CAE软件,具有强大的仿真分析、可视化和项目
管理功能。
仿真结果的准确性对模具设计和制造以及注塑生产的经济效益具有重要意义。
以仪器箱盖为研究对象,确定了最佳浇口位置。
分析了熔体充型时间、前沿温度、体积剪切速率和熔体流动压力分布,空化和焊缝的位置,通过仿真结果找出了缺陷产生的原因,并对工艺参数进行了改进。
【Abstract】Moldnow is a famous injection mold CAE software. It has powerful functions of simulation analysis,visualization and project management. The accuracy of simulation results is of great importance for the design and manufacture of moulds,as well as the economic efficiency of injection molding production. The optimum gate position is determined for the cover based on the research doject of the instrument box. The filling time,the front temperature,the volume shear rate and the pressure distribution of the melt flow,as well as the position of the cavitation and weld marks were analyzed. The cause of the defect is found through the simulation results,and the process parameters are improved. 【關键词】Moldnow软件;最佳浇口位置;填充时间
1 引言
注射成型的特点是能一次成型外形复杂、尺寸精密、带有嵌件的塑料制品,成型周期短,生产效率高,易于实现自动化生产,所以在塑料制品的生产中得到了广泛应用[1]。
运用CAE软件如moldflow可以对塑料制品在模具里的流动过程进行分析、评估、优化相关的工艺数据,可以得到最佳的浇口数量与位置,合理的流道系统与冷却系统,并对型腔尺寸、浇口尺寸、流道尺寸和冷却系统尺寸进行优化,在计算机上进行试模,大大提高模具质量,减少修模次数[2]。
2 模流分析前处理
通过三维CAD(UG)建立实体模型,产品尺寸为250*180*90mm,最小壁厚1.8mm,要求外表面光滑,没有熔接痕、银丝、气泡等缺陷。
如图1所示,文件导入moldflow首先对产品进行双面网格划分,得到如图2所示的结果。
3 成型流动分析
moldflow能分析聚合物在模具中的流动状态,并且优化型腔的布局、材料的选择、填充和注塑工艺参数,获得最佳保压时间设置,从而尽可能降低由保压引起的质量缺陷[4]。
流动分析是往射成型过程的充填和保压阶段,总体目标是尽可能地降低由保压引起的制品收缩、翘曲等缺陷。
具体地说,通过对熔体流动过程的分析,尽量降低体积收缩率;通过建立正确的维持压力条件,避免出现过保压现象。
流动分
析的许多重要参数,如填充时间、保压压力、保压时间等对成型参数的调整以及注塑机的选择均非常有价值。
流动过程的模拟可得到填充时司、流动前沿温度分布、体积剪切速率分布、压力分布、气穴及熔接痕位置等分析结果,从而帮助工艺人员找到产生缺陷的原因。
3.1 最佳浇口位置分析
Moldflow软件中浇口位置分析模块可以自动分析出最佳浇口位置。
如果模具需要设置多个浇口时,可以对模具进行多次浇口位置分析,当模型已经存在一个或多个浇口时,可以进行浇口位置分析,系统会自动分析出附加浇口的最佳位置[3]。
最佳浇口分析结果以图像形式给出最佳浇口所在区域,结果如图3所示。
3.2 填充分析
填充分析是模拟注射成型过程的充填过程。
具体地说,通过对熔体流动过程的分析,建立正确的填充压力条件、填充时间,锁模力避免出现过压力现象,包括熔体的总体温度,剪切速率,冻结层因子,充填时间,熔接线等分析。
如图4所示的充填时间图,图5的熔接线位置图。
3.3 流动前沿温度分布
流动前沿温度是指熔体前沿到达指定点时塑胶截面中心的温度。
填充阶段流动前沿温度变化不应该超过5~10℃,温度变化表示注射时间太短或者这些区域发生了滞流。
图6为流动前沿温度分布图。
从图6可以看出:温度变化仅为7℃,表明温度变化很小,故该注射工艺参数设置合理。
在整个填充区域内,料流前峰温度也不低,因此在这些区域不易产生短射和应力集中现象。
4 结语
利用Moldflow软件对仪表盒盖注射过程进行最佳浇口位置与填充分析,可以确定产品的最佳浇口位置,模拟塑料熔体在型腔流动时各个填充分析结果,有助于试模工艺人员从本质上找出缺陷产生的原因,并提出清除缺陷的对策与方法,减少泼模、修模次数,优化注射工艺参数[5]。
【参考文献】
【1】孙晋,李永泉,李峰.注塑成型工艺参数对汽车保险杠翘曲变形的影响研究[J].塑料工业,2011,39(5):57-72.
【2】徐以国,朱兴建.基于正交试验的喇叭网口注塑成型模拟技术研究[J].上海汽车,2014(2):42-46.
【3】伍世锋,黄清刚,陈垚.单腔双色注射模设计[J].模具工业,2016,42(7):53-56.
【4】郑建伟.内分型汽车门板注射模设计[J].山东工业技术,2015(20):259-260.
【5】伍世锋,黄清刚,陈敏通,等.塑料密集簧片注射模设计[J].模具工业,2016,42(2):43-46.。