ISO2768-1未注公差标准中文版
一般手板件的未注公差标准
一般手板件的未注公差标准一般手板件是产品开发过程中的一个重要环节,它通过制作出样件来评估产品设计的可行性和有效性。
由于手板件是产品设计的初期阶段,一般用于进行样品验证、功能测试和市场调研,因此在手板件制作过程中,注重的是效率和速度,而在公差标准方面则相对较宽松。
手板件的公差标准在一定程度上取决于产品的具体要求以及开发阶段。
一般来说,手板件的公差标准常用的有以下几种:1.常规公差:手板件的常规公差通常采用ISO 2768-1标准,即线性尺寸公差为±0.2mm,角度公差为±1°。
这种公差标准适用于大部分手板件,能够满足初步验证产品设计和功能的需求。
2.精细公差:对于一些对产品外观和细节要求较高的手板件,常规公差往往无法满足需求。
这时需要采用更严格的公差标准,如ISO 2768-2标准,线性尺寸公差可调整至±0.1mm或更小,角度公差可调整至±0.5°或更小。
3.最大公差:在一些特殊情况下,由于产品设计要求或生产工艺的限制,手板件的公差会较大。
在这种情况下,公差标准通常会根据实际情况进行灵活调整,以保证手板件能够达到预期的功能和效果。
除了上述常规的公差标准外,手板件的公差还需要考虑以下因素:1.材料特性:不同材料具有不同的物理性质和加工特性,因此在确定公差标准时,需要考虑材料的收缩率、热变形等因素,以确保手板件制作的准确性和稳定性。
2.加工工艺:手板件通常采用快速成型技术,如3D打印、数控加工等。
这些制造工艺的精度和精细程度对于公差的控制起着重要作用,因此需要综合考虑加工工艺的特点来确定公差范围。
3.产品用途:手板件的公差标准还要根据产品的具体用途和要求来确定。
例如,对于精密仪器或电子产品,公差要求通常较高,而对于日常生活用品或临时验证模型,公差要求可能较为宽松。
总之,手板件制作的公差标准通常较为宽松,以确保能够在短时间内快速制作出样件,进行初步验证和评估。
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear andangular dimensions without individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);1b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l 部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义23.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
ISO2768标准

ISO2768标准ISO2768标准一般公差表1 长度允许偏差(除破损边外)公差等级基本尺寸(mm)符号内容0.5-3大于3-6大于6-3030-120120-400400-12001000-2000 2000-4000 f好+/-0.05+/-0.05+/-0.1+/-0.15+/-0.2+/-0.3+/-0.5---m一般+/-0.1+/-0.1+/-0.2+/-0.3+/-0.5+/-0.8+/-1.2+/-2 c粗造+/-0.2+/-0.3+/-0.5+/-0.8+/-1.2+/-2+/-3+/-4 v很粗造---+/-0.5+/-1+/-1.5+/-2.5+/-4+/-5+/-8对于低于正常尺寸0.5mm,偏差将显示在有关的正常尺寸附近。
表2 破损边允许偏差(外部半径和斜面高度)公差等级基本尺寸(mm)符号内容0.5-33-5大于5f好+/-0.2+/-0.5+/-1 m一般c粗造+/-0.4+/-1+/-2 v很粗造对于低于正常尺寸0.5mm,偏差将显示在有关的正常尺寸附近。
表3 角度偏差公差等级相关角的更短边边长(mm)符号内容1010-5050-120120-400400以上f好+/-1°+/-0°30'+/-0°20'+/-0°10'+/-0°5' m一般c粗造+/-1°90'+/-1°+/-0°30'+/-0°15'+/-0°10'v很粗造+/-3°+/-2°+/-1°+/-0°90'+/-0°20'一般几何公差表1 平直度和平正度一般公差公差等级一般长度平直度和平正度公差(mm)0-1010-3030-100100-300300-10001000-3000H 0.020.050.10.20.30.4K0.050.10.20.40.60.8 L0.10.20.40.8 1.2 1.6表2 垂直度一般公差(mm)公差等级短边一般长度垂直度公差(mm)0-100100-300300-10001000-3000H 0.20.30.40.5K0.40.60.81L0.51 1.52表3对称的一般公差公差等级一般长度的对称公差(mm)0-100100-300300-10001000-3000H ---0.5---K0.60.81L---1---2表4 圆的 RUN-OUT 一般公差公差等级圆的 RUN-OUT 公差(mm)H 0.1K0.2L0.5。
线性和角度尺寸未注公差
线性和角度尺寸未注公差线性和角度尺寸未注公差根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2 ±0.5 ±1 ±2 m(中等级)c(粗糙级)±0.4 ±1 ±2 ±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50 >50~120 >120~400 >400f(精密级)±1°±30' ±20' ±10' ±5' m(中等级)c(粗糙级) ±1°30' ±1°±30' ±15' ±10'v(最粗级) ±3°±2°±1°±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
未注公差标准值
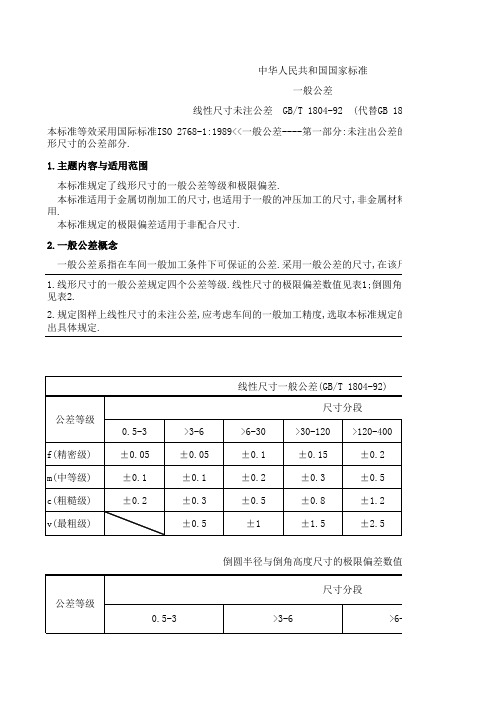
中华人民共和国国家标准一般公差线性尺寸未注公差 GB/T 1804-92 (代替GB 1804本标准等效采用国际标准ISO 2768-1:1989<<一般公差----第一部分:未注出公差的线形尺寸的公差部分.1.主题内容与适用范围本标准规定了线形尺寸的一般公差等级和极限偏差.本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和用.本标准规定的极限偏差适用于非配合尺寸.2.一般公差概念一般公差系指在车间一般加工条件下可保证的公差.采用一般公差的尺寸,在该尺寸1.线形尺寸的一般公差规定四个公差等级.线性尺寸的极限偏差数值见表1;倒圆角半径见表2.2.规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公出具体规定.倒圆半径与倒角高度尺寸的极限偏差数值注:倒圆半径与倒角高度的含义参照国家标准GB 6403.44.线性尺寸的一般公差的表示方法采用本标准规定的一般公差,在图样上,技术文件或标准中用本标准号和公差等级表示GB 1804-M新旧未注公差的等级过渡IT12 相当于 f(精密级)IT13 相当于 f(精密级)IT14 相当于 m(中等级)IT15 相当于 m(中等级)IT16 相当于 c(粗糙级)IT7 相当于 v(最粗级)直线度和平面度的未注公差值(GB/T 1184-1996)垂直度的未注公差值(GB/T 1184-1996)对称度的未注公差值(GB/T 1184-1996)1804-79)差的线性和角度尺寸的公差>>中未注出的线材料和其他工艺方法加工的尺寸可参照采该尺寸后不注出极限偏差.角半径和倒角的高度尺寸的极限偏差数值定的公差等级,由相应的技术文件或标准作数值级表示.例如选用中等级时,表示为:6)6)。
ISO2768-1989中文版
ISO2768-1989中文版国际标准ISO2768-1初版1989-11-15常规公差——第一部分:无单独公差标示的线尺度、角度公差参考号ISO2768-1:1989(E )ISO 2768-1:1989(E)前言ISO(国际标准化组织)是世界范围内国家标准实体(ISO成员)的联合体。
通常由ISO技术委员会制定国际标准。
但是,只要对该组织建立的某个主题感兴趣,任何成员都可以在这方面充当委员会的代表。
所有与ISO关联的国际组织,政府以及非政府机构,都参加此项工作。
ISO在电工标准事务上,与国际电工委员会紧密一致。
由技术委员会起草的国际标准草稿,在ISO将其作为国际标准正式文件之前,需要分发给各成员实体进行核准。
标准的核准需要经过ISO的程序进行,即需要所有成员的75%赞成才可获得通过。
ISO2768-2由技术委员会ISO/TC 3(误差与配合)制定。
ISO2678-1初版与ISO2678-1:1989一起取代了ISO2768:1973。
题为常规公差的ISO2768包括以下部分:第一部分:无单独公差标示的线尺度、角度公差第二部分:无单独公差标示的部件几何公差ISO2768中附录A与B仅供参考。
简介所有部件部分的零部件都有自己的尺寸和几何形状。
如果尺寸或几何特性(形状,方向与位置)出现偏差,超出了该部分要求的最低值,则破坏了该部分的功能。
图纸上的公差规定应当完整,以确保控制零部件的尺寸与几何因素,也就是,不应该留给车间或检验部人员来判断。
使用尺寸与几何常规公差,减轻了满足该必要条件的任务。
国际标准ISO2768-1:1989(E)常规公差——第一部分:无单独公差标示的线尺度、角度公差1 应用范围ISO2768的这部分意在简化图纸标示,规范常规线尺度、角度公差,从而使图纸上所有零部件不再出现单独不同的公差。
此处分四类进行公差规定。
注1:对常规线尺度、角度公差规定的方案,将在附件A中阐述。
该部分主要适用于金属材料切除后生产的或由金属板加工的零部件。
机械行业各类常用未注公差
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度
平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
非规则形状平面度公差
焊接件公差要求ISO 13920
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差 mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差 mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏差 mm。
iso2768-mh标准
ISO 2768-MH 标准ISO 2768-MH 标准是关于未标注公差(Unmarked Tolerance)的一项国际标准。
ISO 2768 系列标准分为三个部分:1. ISO 2768-1:1998,题为“Geometrical tolerances for components - Part 1: General tolerance specifications”),2. ISO 2768-2:1998 (“Geometrical tolerances for components - Part 2: tolerances for form, location and orientation”),3. ISO 2768-3:1998 (“Geometrical tolerances for components - Part 3: tolerances for surface texture”).ISO 2768-MH 标准中的“MH”表示一般公差(General Tolerance)。
在这个级别中,公差值根据尺寸范围和精度要求进行分类。
以下是一般公差等级中的部分尺寸范围和公差值:- 0-6:正负 0.1- 6-30:正负 0.2- 30-120:正负 0.3- 120-400:正负 0.5这些公差值仅作为一般指导,实际应用时可能需要根据具体需求进行调整。
ISO 2768-MH 标准主要应用于工程领域、制造业和机械加工领域,以确保产品和零部件的尺寸、形状和位置公差符合要求,从而提高产品的性能和可靠性。
此外,我国针对 ISO 2768-MH标准制定了相应的国家标准GB/T1804,两者基本等同。
在实际应用中,可以根据具体需求选择合适的国际或国内标准来指导生产和设计。
ISO_2768公差要求
第一部分 未注线性公差以及角度公差前言此规范适用于机加件以及钣金弯曲件的未注线性以及角度公差。
但不适用于以下三种情况:(1)标注出参考其他标准的线性以及角度公差。
(2)打括号的参考尺寸(3)矩形框标注的理论尺寸。
一、线性尺寸公差线性尺寸的定义:线性尺寸包括外形尺寸,内形尺寸,台阶尺寸,直径,半径,距离,倒圆半径与倒角高度尺寸。
线性尺寸公差见表一、表二。
表一 线性尺寸的极限偏差(除倒圆半径与倒角高度尺寸)单位:mm 公差等级 不同尺寸范围的极限偏差符号表示 描述 0.5至3大于3≤6大于6≤30大于30≤120大于120≤400大于400≤1000大于1000≤2000大于2000≤4000f 好±0.05 ±0.05±0.1±0.15±0.2 ±0.3 ±0.5 -m 中等±0.1 ±0.1 ±0.2±0.3 ±0.5 ±0.8 ±1.2 ±2c 粗糙±0.2 ±0.3 ±0.5±0.8 ±1.2 ±2 ±3 ±4v 非常粗糙- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8注:对于基本尺寸小于0.5mm的,极限偏差应标注在基本尺寸的旁边。
表二 倒圆半径与倒角高度尺寸的极限偏差单位:mm公差等级不同尺寸范围的极限偏差符号表示描述0.5至3大于3≤6大于6f 好m 中等±0.2±0.5±1c 粗糙v 非常粗糙±0.4±1±2注:对于基本尺寸小于0.5mm的,极限偏差应标注在基本尺寸的旁边。
二、角度尺寸公差角度尺寸定义:角度尺寸还包括正多边形的角度,以及未明确标注出角度的垂直关系(90°)。
EN 22768-1-1993 译文
欧洲标准EN 22768-11993年4月UDC 说明:机械零件,尺寸公差,角度公差,无公差尺寸,尺寸偏差,技术要求英语版一般公差-第1部分:未单独标注公差的线性和角度尺寸公差(ISO 2768-1:1989)本欧洲标准由欧洲标准化委员会(CEN)于1993年4月15日批准。
CEN成员必须遵守CEN / CENELEC的内部条例,将本欧洲标准作为其国家标准,并不做任何修改。
与该国家标准有关的更新清单和参考目录可向中央秘书处或任何CEN成员处索取。
本欧洲标准拥有三个官方版本(英语、法语、德语)。
其它语言的版本,如果是由CEN 成员负责将官方版本翻译为本国语言,并已通报中心秘书处,则具有和官方版本相同的法律地位。
CEN国家标准成员包括奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36,B-1050 布鲁塞尔© 1993 CEN成员版权所有参考编号EN 22768-1:1993 E标准化欧洲标准委员会版权所有2004年 9月23日星期四 14:34:34第2页EN 22768-1:1993前言1991年,国际标准ISO 2768-1:1989一般公差-第1部分:未单独标注公差的线性和角度尺寸公差应遵循欧洲标准化委员会(CEN)的主要查询步骤。
根据CEN/CS提议的确定结果,ISO 2768-1:1989应接受正式的表决。
正式的表决结果是确定的。
本欧洲标准应最迟于1993年10月以同等文字出版或认可的形式获得国家标准的法律地位,与本欧洲标准矛盾的国家标准必须撤销的最迟日期为1993年10月。
根据CEN / CENELEC的内部条例,以下国家必须遵守该欧洲标准:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO 2768-1
一般公差—
第1部分:
无专门说明的线性和角度尺寸公差
第1部分:
无专门公差说明的线性和角度尺寸的公差
1 范围
本ISO 2768部分目的是简化图纸说明并对无专门说明的4个公差等级的线性和角度尺寸的一般公差进行技术说明。
备注1-对线性和角度尺寸规定公差的规定在附录A中进行说明。
本标准部分应用于金属切削加工成的产品或金属板材成型产品的尺寸。
备注2- 这些公差还可适用于不同于金属的其他材料。
3当具有相似的国际标准或计划采用类似的标准,举例来说,铸件见标准ISO 8062 1)。
本ISO 2768标准部分仅用于以下无专门公差说明的尺寸:
a)线性尺寸(例如外部尺寸,内部尺寸,步长,直径,半径,距离,外部半径和斜高);b)角度尺寸包括通常不说明的角度尺寸,例如直角(90°),除非参考ISO 2768-2或采用正多边形的角度;
c)机加工装配件的线性和角度尺寸。
本标准不适用以下尺寸:
a)采用其他标准一般公差规定的线性和角度尺寸。
b)辅助尺寸包括括号内的。
c)理论上精确尺寸包括在矩形括号内的。
2 概述
当选择公差等级时,应考虑各个车间习惯采用的精度。
如果要求更小的公差或对个别零件更经济的考虑允许较大的公差时,则这样的公差应在靠近对应的名义尺寸处进行说明。
当图纸或相关技术说明涉及的部件符合ISO 2768第4,5章节,则线性和角度尺寸应用一般公差。
如果在其他加工处理过程中采用一般公差,如在其他标准中有说明,则应将这些说明注在图纸和相关技术说明上。
对未加工完成和加工完成表面之间的尺寸,举例来说,对无直接指出个别公差的铸造或浇注件,其两个公差中较大的一个在应用时应进行讨论,对浇注件,见ISO 8082 1)。
3 参考标准
以下标准包含参考的ISO 2768部分规定。
在出版时,说明版本是有效的。
所有标准可进行修订,并且根据ISO 2768部分取得一致的当事人鼓励采用以下标准最新的版本。
IEC和ISO 成员应保持对当前有效的国际标准的注册。
ISO 2768-2:1989,一般公差-第2部分:无单独公差说明的零件的集合尺寸公差
ISO 8015:1985,技术图纸-基本公差原则
4.1 线性尺寸
线性尺寸一般公差在表1和2中给出。
4.2 角度公差
角度的一般公差仅控制线条或线性元素不背离总定位。
实际表面的线条总定位是理想几何形状连接线的总定位。
连接线和实际线之间的最大距离应至少有一个允许值(见ISO 8015)。
许可的角度尺寸偏差在表3中给出。
5 图纸标注
如果一般公差符合标准ISO 2768,则下列信息应在标题栏和接近标题栏出给出:
a)“ISO 2768”;
b)公差等级符合ISO 2768。
举例
ISO 2768-m
表1-除间断边外的线性尺寸允许偏差
(外部半径和斜边高,见表2)
表3-角度尺寸允许偏差
附录 A
(资料)
线性和角度尺寸一般公差概念
A.1 一般公差应符合标准ISO 2768章节5的规定,在图纸上进行说明。
一般公差值符合车间惯用的精度等级,在图纸上标注的适当公差等级的选取应符合部件要求。
A.2 上述某些公差值通常由于制造经济性原因不采用,可将其扩大。
例如一个有35mm直径的零件可以在车间采用“惯用中等精度”而加工成高等级。
±1mm的公差对特殊车间并无好处,而±0.3mm相当足够。
但是如果由于功能原因,一个零件要求小于一般公差的公差值,则应在其尺寸或角度旁标出该较小的公差值。
这种形式的公差在一般公差范围外。
在同意是否一个零件公差等于或大于一般公差的情况下,不应在靠近尺寸旁说明,而应按第5章的描述在图纸上作出规定。
这类公差完全同意一般公差的采用。
对此有一个“例外规定”适用于同意采用大于一般公差的公差,且该较大公差确定制造经济性。
在特殊情况下,较大的公差标注在零件尺寸旁,例如,钻盲孔的深度。
A.3 采用一般公差具有以下好处:
a)图纸更容易阅读并且和图纸使用者交流更有效;
b)设计者由于避免了公差计算而节省了时间,只要知道允许公差大于或等于一般公差;c)图纸容易指出可通过普通加工能力制造的零件,通过降低核查等级有助于质量工程;d)那些保留个别说明公差的尺寸有助于生产计划指订并且在核查要求的分析中有助于质量控制。
e)在合同确定前,当“车间惯用精度”是熟悉的话,采购和附属合同供应工程师可更容易商议定单;如果完全遵照图纸,也可避免客户和供应商之间的争议。
只有当一般公差未被超越,具有足够的可靠性,以上优势才可完全获得,也就是说当特殊的车间惯用精度等于或小于图纸上的一般公差。
所以,车间应
- 通过测量找出车间惯用精度;
- 只接受图纸一般公差等于或大于车间惯用精度;
- 通过样品检测其车间惯用精度未恶化。
依赖未定义的“好工艺”和所有不确定性和误解,不再需要一般几何公差。
一般几何公差定义“好工艺”的要求精度。
A.4 功能允许公差经常大于一般公差。
当加工件超过一般公差时(偶而),部件功能并不总会受损。
如果部件功能受损的话,则不允许超越一般公差。
(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。