钢铁零件磷化缺陷原因分析及解决方案
磷化质量影响因素及其提高途径

磷化质量影响因素及其提高途径引言磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程。
早在1869年W. A. Ross 就申请了磷化专利技术 [ 2 ] ,随着科技的不断进步,金属磷化处理作为传统的表面处理技术在金属防护、减磨耐磨及涂层打底等方面得到广泛的发展和应用。
磷化处理有多种分类方法:按成膜体系可分为锌系、锌锰系、锰系、铁系、锌钙系及非晶相铁系等六大类;按磷化处理温度可分为常温(不加温)、低温(30~45℃)、中温(60~70℃)、高温(大于80℃)四类;按材质可分为钢铁件、铝件、锌件以及混合件磷化;其它的还有按磷化膜厚度或促进剂类型等分类。
用于防锈磷化的主要有铁系磷化、锌系磷化、锰系磷化三种;用于耐磨减磨磷化的种类有锌系磷化和锰系磷化;而锌锰系和锌钙系主要用于漆前磷化。
一磷化基本原理磷化成膜是一个化学动态平衡,目前,大多数学者认同的磷化原理由以下四个步骤组成:首先是金属的溶解过程。
当金属浸入磷化液中时,先与磷化液中的磷酸作用,生成一代磷酸铁,并有大量的氢气析出。
其化学反应为;Fe –2e→Fe2+2H+ + 2e→H2上式表明,磷化开始时,仅有金属的溶解,而无膜生成。
第二是促进剂加速形成磷化膜。
其化学反应式为:[O]+[H] → [R]+H2OFe2++[O] → Fe3++[R]式中[O]为促进剂(氧化剂),[R]为还原产物,由于促进剂氧化掉第一步反应所产生的氢原子,加快了反应(1)的速度,进一步导致金属表面H+浓度急剧下降。
同时也将溶液中的Fe2+氧化成为Fe3+。
第三是磷酸根的多级离解。
H3PO4→H2PO4-+H+→HPO42-+2H+→PO43-+3H+由于金属表面的H+浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终离解为PO43-。
最后磷酸盐沉淀结晶成为磷化膜当金属表面离解出的PO43-与溶液中(金属界面)的金属离子(如Zn2+、Mn2+、Ca2+、Fe2+)达到溶度积常数Ksp时,就会形成磷酸盐沉淀Zn2++ Fe2++ PO43-+H2O→Zn2Fe(PO4)2·4H2O↓ (4)3Zn2++2PO43-+4H2O=Zn3(PO4)2·4H2O↓ (5)磷酸盐沉淀与水分子一起形成磷化晶核,晶核继续长大成为磷化晶粒,无数个晶粒紧密堆集形而上学成磷化膜。
脱脂、除锈、磷化工艺中出现的问题、原因及解决办法

3、加强除锈后的水洗
4、表调明显呈酸性,表调失效
4、调整或更换表调剂
5、游离酸度不在技术指标范围内
5、调整游离酸度及酸比
6、磷化温度低
6、适当提高磷化温度
7、磷化时间短
7、适当延长磷化时间
8、促进剂含量不足
8、按要求添加促进剂
9、工件在干燥过程中有重叠现象
9、把工件单体摆放
10、工件局部有积水现象
2、按酸液的不同,按比例加入添加剂。
3、处理时间过长
3、缩短处理时间
磷化部分
问题
原因
解决办法
磷化膜结晶粗糙多孔
1、游离酸含量高
1、用中和剂降低游离酸度
2、硝酸根不足
2、补充磷化A液
3、表面有残酸
3、加强中和水洗
4、工件表面过腐蚀
4、控制酸洗浓度和时间,补加添加剂
5、亚铁离子含量过高
5、加双氧水消除过剩的亚铁离子
10、改变工件放置角度
磷化后工件有挂灰现象
1、游离酸度过低
1、提高游离酸度
2、磷化液中促进剂含量过高
2、停止加入促进剂,让其反应或自然消耗
3、磷化液中反应生成的沉淀物过多
3、清除磷化液中底部残渣
磷化膜不均匀有“泛彩”现象
1、除油不净
1、加强脱脂
2、工件表面有硬化状态
2、3加强除锈,使工件表面状况接近一致或进行磷化前的表面调整
3、工件因பைடு நூலகம்处理方法不同
4、促进剂溶解不均
4、使促进剂溶解均匀后再进行磷化处理
5、磷化的各项技术指标中有未在范围内的情况
5、调整磷化液及磷化处理的各项指标
磷化液呈深绿褐色,磷化效果不佳
常见磷化和喷塑质量问题及解决方法

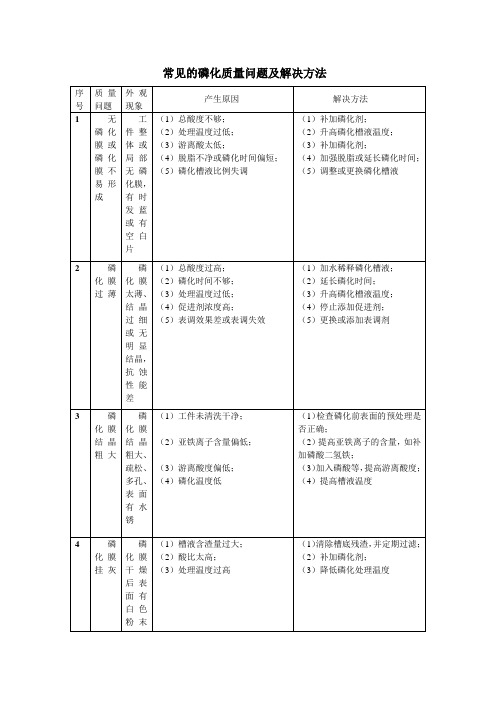
(一)常见磷化质量问题及解决方法摘要:磷化生产中经常会遇到一些质量问题,现将一些常见的问题和产生的原因及解决方法总结归纳。
序号质量外观外观现象产生原因解决方法1 无磷化膜或磷化膜不易形成工件整体或局部无磷化膜,有时发蓝或有空白片1.工件表面有硬化层2.总酸度不够3.处理温度低4.游离酸太低5.脱脂不净或磷化时间偏短6.工件表面聚齐氢气7.磷化槽液比例失调,如P2O5含量过低8.工件重叠或工件之间发生接触1.改进加工方法或用酸洗、喷砂去除硬化层,达到表面处理要求2.补加磷化剂3.升高磷化槽液温度。
4.补加磷化剂5.加强脱脂或延长磷化时间6.翻动工件或改变工件位置7.调整或更换磷化槽液8.注意增大工件间间隙,避免接触2 磷化膜过薄磷化膜太薄,结晶过细或无明显结晶,抗蚀性能差1.总酸度过高2.磷化时间不够3.处理温度过低4.促进剂浓度高5.工件表面有硬化层6.亚铁离子含量低7.表调效果差或表调失效1.加水稀释磷化槽液2.延长磷化时间3.升高处理温度4.停止添加促进剂5.用酸洗或喷砂清理,达到表面处理要求6.插入铁板,并检测总酸度或游离酸度变化情况7.更换或添加表调剂1序号质量外观外观现象产生原因解决方法3磷化膜结晶粗大磷化膜结晶粗大、疏松、多孔、表面有水锈1.工件未清洗干净2.工件在磷化前生锈3.亚铁离子含量偏低4.游离酸度偏低5.磷化温度低6.工件表面产生过腐蚀现象1.强磷化前工件的表面预处理2.除锈水洗后减少工件在空气中的暴露时间3.提高亚铁离子的含量,如补充磷酸二氢铁4.加入磷酸等,提高游离酸度5.提高槽液温度6.控制除锈时间或更换除锈剂4 磷化膜挂灰磷化膜干燥后表面有白色粉末1.槽液含渣量过大2.酸比太高3.处理温度过高4.槽液沉渣浮起,黏附在工件上5.工件表面氧化物未除净6.溶液氧化剂含量过高,总酸度过高1.清除槽底残渣,并定期过滤2.补加磷化剂3.降低磷化处理温度4.静置磷化槽液,并翻槽5.加强酸洗并充分水洗6.停加氧化剂,调整酸的比值5磷化膜发花磷化膜不均匀,有明显流挂痕迹1.除油不干净2.表调剂效果不佳或已失效3.磷化槽液喷淋不均匀4.工件表面钝化5.磷化温度低1.强脱脂或更换脱脂剂2.更换或补充表调剂3.检查并调整喷嘴4.加强酸洗或喷砂5.提高磷化温度2序号质量外观外观现象产生原因解决方法6 磷化膜发黑局部呈黑条状,膜黑且粗糙1.促进剂浓度太低2.酸洗过度1.加促进剂2.控制酸洗时间7磷化表面生锈磷化后工件表面产生黄色锈斑或锈点1.磷化膜晶粒过粗或过细,使耐蚀性降低2.游离酸含量过高3.工件表面过过腐蚀4.溶液中磷酸盐含量不足5.工件表面有残酸6.磷化槽沉淀多,已堵塞喷嘴7.处理温度低8.设备原因,如喷淋的压力过大、喷嘴方向等1.调整游离酸度与总酸度的比例2.降低游离酸含量,可加氧化锌或氢氧化锌3.控制酸洗过程4.补充磷酸二氢盐5.加强中和水洗6.检查喷嘴并进行清理,检查磷化槽沉淀量7.提高处理温度8.逐一检查设备是否运行正常8 磷化膜发红磷化膜红但不是锈1.铜离子渗入磷化液2.酸洗液中的铁渣附着1.注意不用铜挂具,用铁屑置换除去或用硫化处理,调整酸度2.加强酸洗过程的质量控制9 膜呈彩虹花斑用指甲划过无划痕,对光观察呈彩虹色1.促进剂浓度过高2.促进剂分布不均匀3.除油不彻底1.停加促进剂2.充分搅拌,使之均匀3.补加脱脂剂3序号质量外观外观现象产生原因解决方法10 磷化槽液变黑磷化槽液变黑浑浊1.槽液温度低于规定温度2.溶液中亚铁离子过量3.总酸度过低1.停止磷化,升高槽液温度至沸点,保持1-2h,并用空气搅拌,直至灰色原色2.氧化剂,如高锰酸钾等3.补充硝酸锌,提高总酸度11 磷化膜发蓝磷化膜部分表面产生紫蓝色彩表调剂的PH值不在工艺范围2.表调与磷化间隔区的水务喷嘴堵塞3.磷化槽液的锌离子含量不足4.磷化槽液的促进剂含量不够1.补加表调剂或补加Na2CO3,以提高PH值2.检查、清扫水务喷嘴3.补加磷化液或硝酸锌4.补加促进剂12 涂膜气泡涂装后,涂膜发生起泡现象1.磷化后水洗不充分2.清洗水被污染3.纯水的水质不好4.吊架或传送带上滴落水1.检查喷嘴或水洗方法2.增加供水量,控制清洗水的电导率在150μS/cm以下3.控制纯水的电导率在5μS/cm以下4.消除这类滴水4(二)喷塑常见问题一览表问题点主要原因解决措施1)针孔①板面锈蚀;②镀锌底材含氢离子;③磷化前处理后发黄;④工件磷化后,水洗不干净,尤其在工件四周表现为圈状针孔;⑤阴阳离子交换树脂脱盐水呈酸性;⑥粉末质量。
磷化处理影响因素及常见问题

一、磷化工艺参数的影响1、总酸度————总酸度过低、磷化必受影响,因为总酸度是反映磷化液浓度的一项指标。
控制总酸度的意义在于使磷化液中成膜离子浓度保持在必要的范围内。
2、游离酸度————游离酸度过高、过低均会产生不良影响。
过高不能成膜,易出现黄锈;过低磷化液的稳定性受威胁,生成额外的残渣。
游离酸度反映磷化液中游离H+的含量。
控制游离酸度的意义在于控制磷化液中磷酸二氢盐的离解度,把成膜离子浓度控制在一个必须的范围。
磷化液在使用过程中,游离酸度会有缓慢的升高,这时要用碱来中和调整,注意缓慢加入,充分搅拌,否则碱液局部过浓会产生不必要的残渣,出现越加碱,游离酸度越高的现象。
单看游离酸度和总酸度是没有实际意义的,必须一起考虑。
3、酸比————酸比即指总酸度与游离酸度的比值。
一般的说酸比都在5~30 的范围内。
酸比较小的配方,游离酸度高,成膜速度慢,磷化时间长,所需温度高。
酸比较大的配方,成膜速度快,磷化时间短,所需温度低。
因此必须控制好酸比。
4、温度————磷化处理温度与酸比一样,也是成膜的关键因素。
不同的配方都有不同的温度范围,实际上,他在控制着磷化液中的成膜离子的浓度。
温度高,磷酸二氢盐的离解度大,成膜离子浓度相应高些,因此可以利用此种关系在降低温度的同时提高酸比,同样可达到成膜,其关系如下:70℃60 ℃50 ℃40 ℃30 ℃20 ℃1/5 1/7 1/10 1/15 1/20 1/25生产单位确定了某一配方后,就应该严格控制好温度,温度过高要产生大量沉渣,磷化液失去原有平衡。
温度过低,成膜离子浓度总达不到浓度积,不能生成完整磷化膜。
温度过高,磷化液中可溶性磷酸盐的离解度加大,成膜离子浓度大幅度提高,产生不必要的沉渣,白白浪费了磷化液中的有效成分,原有的平衡被迫坏,形成一个新的温度下的平衡,如,低温磷化液在温度失控而升高时,H2PO4→H++PO43- 的离解反应向右进行,从而使磷酸根浓度升高,产生磷酸锌沉淀,使磷化液的酸比自动升高。
钢件自动喷淋磷化发蓝问题的分析及解决方法

钢件自动喷淋磷化发蓝问题的分析及解决方法【摘要】发蓝是钢铁磷化处理过程中常见的问题。
针对钢质工件在自动生产线前处理过程中出现的固定边角部位发蓝的现象进行了原因分析,并以此为依据,采取了相应的措施,使问题得到到了解决,保证了生产的正常进行。
【关键词】发蓝;磷化;材质;调整;酸雾0 引言磷化是目前国内家电制冷企业广泛采用的一种钢板前处理技术。
依据生产规模及生产需要,磷化处理分为喷淋式和浸渍式。
我公司钢件表面前处理采用的是自动喷淋式。
整个前处理工序如下:悬挂工件→预脱脂→脱脂→自来水洗→表面调整→磷化→循环去离子水水洗→去离子水水洗→干燥预脱脂到去离子水水洗为半封闭式通道。
悬挂工件的悬链位于通道上方,各个主要工序的通道内部两侧均匀分布有平行排列的竖直液体输送管,每根输送管上自上至下等距安装有8个喷嘴,输送管下端连接压力输送泵至通道下方的储液工作槽。
通道外侧分别在脱脂工序前,表面调整工序前及磷化工序前留有观测门。
预脱脂及脱脂工序使用药剂为中温中碱性脱脂剂,游离碱度20-35,脱脂温度50-70℃;表面调整工序使用胶体磷酸钛盐型表面调整剂,总碱度5-15,pH 值8-9,常温下使用;磷化工序使用外加促进型低温锌系磷化液,总酸度17-30,游离酸度0.3-1.2,用氨管测量促进值1.5-4.5,使用温度38-42℃。
上述药剂均为公司自产。
近期对一批由冷轧钢板(牌号:SPCC)钣金成型的冰箱侧帮进行前处理时发现,工件磷化后在上部固定边角部位出现了2-15cm的蓝色膜。
发蓝部位在静电喷涂后附着力达不到要求,从而导致整个工件报废。
1 导致发蓝现象的可能原因发蓝现象是钢件磷化过程中极易出现的问题,其形成原因多种多样。
只有找出产生问题的真正原因,才能对症下药,解决问题,保证生产正常进行。
产生发蓝问题的原因大致如下:1.1 钢板材质的问题不同材质的钢板表面性质有所不同,钢铁中含碳以及锰,磷,硫,硅等微量元素的多少决定了其表面性质的差异。
磷化处理影响因素及常见问题
磷化处理影响因素及常见问题磷化处理是一种常用的表面处理工艺,用于改善金属材料的耐腐蚀性能和机械性能。
在进行磷化处理时,有许多因素会影响磷化层的质量和性能。
本文将详细介绍磷化处理的影响因素以及常见问题,并提供解决方案。
一、影响磷化处理的因素1.材料的选择不同的金属材料对磷化处理的影响是不同的。
一般来说,碳钢、不锈钢、铝合金等金属材料都可以进行磷化处理。
但是,不同材料的表面状态和成分会对磷化层的形成和质量产生影响。
2.表面处理在进行磷化处理之前,需要对金属材料的表面进行预处理,以去除表面的氧化物、油脂和其他杂质。
常用的表面处理方法包括酸洗、碱洗、喷砂等。
表面处理的质量和方法选择对磷化层的形成和质量有重要影响。
3.磷化液的配方磷化液的配方对磷化层的形成和质量起着至关重要的作用。
磷化液的主要成分包括磷酸盐、氟化物、氯化物等。
不同的金属材料和要求的磷化层性能需要选择不同的磷化液配方。
4.磷化工艺参数磷化工艺参数包括温度、时间、搅拌速度等。
这些参数的选择会直接影响磷化层的形成和质量。
一般来说,温度越高、时间越长,磷化层的厚度越大,但过高的温度和时间会导致磷化层的结晶粗糙和脆性增加。
5.磷化层的后处理磷化层形成后,需要进行后处理,以提高磷化层的耐腐蚀性能和机械性能。
常用的后处理方法包括中和、封闭、涂覆等。
后处理的质量和方法选择对磷化层的性能有重要影响。
二、常见问题及解决方案1.磷化层不均匀磷化层不均匀可能是由于磷化液的搅拌不均匀、材料表面存在油脂或氧化物等杂质、磷化液配方不合理等原因造成的。
解决方法包括加强搅拌、提高表面处理质量、优化磷化液配方等。
2.磷化层结晶粗糙磷化层结晶粗糙可能是由于磷化液温度过高、时间过长、磷化液配方不合理等原因造成的。
解决方法包括控制磷化液的温度和时间、优化磷化液配方等。
3.磷化层附着力差磷化层附着力差可能是由于材料表面存在油脂、氧化物等杂质、磷化液配方不合理等原因造成的。
解决方法包括提高表面处理质量、优化磷化液配方等。
常见的磷化质量问题及解决方法
(4)补加促进剂
11
涂膜起泡
涂装后,涂膜发生起泡现象
(1)磷化后水洗不充分;
(2)清洗水被污染;
(3)纯水的水质不好;
(4)吊架或传送带上滴落水;
(5)凹槽处残留有水
(1)检查喷嘴和水洗方法;
(2)增加供水量,控制清水的电导率在150μS/cm以下;
(3)控制纯水的电导率在5μS/cm以下;
(1)促进剂浓度过高;
(2)促进剂分布不匀;
(3)除油不彻底
(1)停止加促进剂;
(2)充分搅拌,使之均匀;
(3)补加脱脂剂
9
磷化槽液变黑
磷化槽液变黑变浑浊
(1)槽液温度低于规定温度;
(2)溶液中亚铁离子过量;
(3)总酸度过低
(1)停止磷化,升高槽液温度至沸点,保持1~2h,并用空气搅拌,直至恢复原色;
(4)加强脱脂或延长磷化时间;
(5)调整或更换磷化槽液
2
磷化膜过薄
磷化膜太薄、结晶过细或无明显结晶,抗蚀性能差
(1)总酸度过高;
(2)磷化时间不够;
(3)处理温度过低;
(4)促进剂浓度高;
(5)表调效果差或表调失效
(1)加水稀释磷化槽液;
(2)延长磷化时间;
(3)升高磷化槽液温度;
(4)停止添加促进剂;
(5)更换或添加表调剂
3
磷化膜结晶粗大
磷化膜结晶粗大、疏松、多孔、表面有水锈
(1)工件未清洗干净;
(2)亚铁离子含量偏低;
(3)游离酸度偏低;
(4)磷化温度低
(1)检查磷化前表面的预处理是否正确;
(2)提高亚铁离子的含量,如补加磷酸二氢铁;
(3)加入磷酸等,提高游离酸度;(4)提高槽液来自度4磷化膜挂灰
1机床零件磷化常见缺陷及防止方法

1机床零件磷化常见缺陷及防止方法(1)磷化膜结晶粗糙多孔产生原因:磷化槽液中游离酸度过高,磷化液中氧化剂量不足,槽液中亚铁离子含量过高,零件表面有残酸,发生过腐蚀。
防止方法:降低槽液中游离酸的含量,增加氧化剂比例,加双氧水进行调整,加强中和及水洗,控制酸洗浓度和时间。
(2)表面粘附白色粉状沉淀产生原因:槽液中游离酸度低,游离磷酸量少,含铁离子少,零件表面氧化物未除净,溶液中氧化剂过量,总酸度过高,槽内沉淀物过多。
防止方法:补充磷酸二氢锌,在特殊情况下可加磷酸调整游离酸度,磷化溶液中应留一定量的沉淀物,使新配槽液与老槽液混合使用:加强酸洗,充分进行水洗;停加氧化剂,调整酸的比值;清除过多的沉淀物。
(3)磷化膜不均匀、发花或有斑点产生原因:除油不干净,槽液温度过低,表面钝化,游离酸度和总酸度的比例失调。
防止方法:加强除油清洗,适当提高槽液温度,加强酸洗,将酸比调整到工艺规定范围。
(4)磷化膜的耐腐蚀性差和生锈产生原因:磷化膜晶粒过粗或过细,游离酸含量过高,表面过腐蚀,溶液中磷酸盐含量不足,表面有残酸。
防止方法:调整游离酸度与总酸度的比例;降低游离酸含量,可加氧化锌或氢氧化锌;控制酸洗过程;补充磷酸二氢盐;加强中和与水洗过程。
2 生产实际中存在的问题(1)辅助设备不配套主要表现在:①磷化缺少烘干设备,个别厂工件磷化后白干,造成磷化膜含结晶水、孔隙率高、耐蚀性低。
②沉渣无过滤装置,一般来说,缺少沉渣过滤装置不会明显影响磷化膜质量,而个别磷化线采用压缩空气来搅拌脱脂液、表面调整液及磷化液,力求加速反应,这是有利的一面,但不利于磷化渣沉积槽底,悬浮的沉渣吸附在磷化膜表面,膜层挂灰严重。
如果配备一套连续过滤机,不仅能提高磷化成膜速度,而且膜层质量将大大改善。
(2)操作工艺不严格有的操作者执行工艺不严,为了提高生产速度,任意简化操作工序,脱脂后省去水洗直接表面调整。
他们认为这样有利于升高表面调整液的温度,促进表面调整的作用,却忽视了油污不断被带入表面调整液中的危害,相反会缩短表面调整液的使用寿命,最终影响表面调整的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢铁零件磷化缺陷原因分析及解决方案
钢铁零件磷化是一种常见的表面处理方法,用于提高零件的防腐蚀性能和润滑性能。
在钢铁零件磷化过程中,可能会出现一些缺陷,如磷化层不均匀、磷化层厚度不够、磷化
层粗糙等,影响磷化层的质量和使用效果。
本文将对钢铁零件磷化缺陷的原因进行分析,
并提出相应的解决方案。
磷化层不均匀的原因可能有以下几点:一是工件表面存在油脂、铁锈等污染物,导致
磷化剂在部分区域容易聚集,形成厚度不均的磷化层;二是工件的几何形状复杂,容易造
成磷化剂在零件表面分布不均匀;三是磷化剂的浓度和温度未能保持稳定,导致磷化层的
生成速度不一致。
针对磷化层不均匀的问题,可以采取以下解决方案:一是在磷化前对工件进行彻底的
清洗和去污处理,保证工件表面的光洁度和纯净度;二是调整磷化剂的配比和温度,使之
达到最佳的磷化条件;三是采用适当的磷化设备和工艺,保证磷化剂在工件表面均匀分
布。
磷化层厚度不够的原因可能是磷化剂的浓度不足、磷化时间不够充分等。
为了解决磷
化层厚度不够的问题,可以采取以下解决方案:一是调整磷化剂的浓度,保证磷化剂能够
充分渗透到工件表面;二是延长磷化时间,确保磷化剂能够在充分的时间内与工件表面发
生反应;三是在磷化前对工件进行预处理,如酸洗、除锈等,以提高磷化剂的渗透性和反
应性。
磷化层粗糙的原因可能是磷化液中存在杂质、磷化剂的浓度过高等。
为了解决磷化层
粗糙的问题,可以采取以下解决方案:一是对磷化液进行净化和过滤,去除其中的杂质和
颗粒;二是适当降低磷化液中磷化剂的浓度,以避免磷化层的过度形成;三是调整磷化过
程中的温度和时间,使之达到最佳的磷化效果。
钢铁零件磷化缺陷的原因可能包括工件表面污染、磷化剂浓度不足、磷化时间不够等。
为了解决磷化缺陷问题,可以采取适当的解决方案,如对工件进行彻底清洗、调整磷化剂
的配比和温度、延长磷化时间等,以提高磷化层的质量和使用效果。