RT02无损检测2014.12.29
全国特种设备无损检测RT-Ⅲ级人员专业理论复试试卷

2007年6月26日重庆全国特种设备无损检测人员资格考核委员会一、是非题(在括号内,正确的画○,错误的画×,每题1分,共20分)1.按美国材料试验学会标准(ASTM E2446-05)和欧洲标准(EN 14784-1:2005)的规定,CR系统由IP板(成像板)、扫描器(图像读出器)和软件(图像读出软件)组成。
(〇)2.《中华人民共和国放射污染防治法》是我国第一部核与辐射安全监管法律,并确定国务院环境保护行政主管部门负责全国放射性污染防治的统一监管。
(〇) 3.根据JB/T 4730.2-2005标准,采用γ射线透照时,输送源往返所需时间应该小于曝光时间的十分之一,否则过长的送收源时间将导致无用射线过多。
( 〇 )4.JB/T 4730.2-2005标准规定,X射线实时成像检测可用于承压设备对接接头的实时快速检测。
( ×)5.按JB/T 4730.2-2005标准的规定,用γ射线对截面厚度变化大的工件照相,允许适当降低底片的最低黑度。
( ×)6.《放射性同位素与射线装置安全许可管理办法》规定:转让放射性同位素的单位应当于转让前向所在地省级环境保护主管部门提交放射性同位素转让审批表,并提交下列材料:(一)放射性同位素使用期满后的处理方案;(二)转让双方签订的转让协议。
( ×)7.JB/T 4730.2-2005标准规定,承压设备在用检测中,由于结构、环境、射线设备等方面限制,检测的某些条件不能满足AB级射线检测技术的要求时,在采取有效补偿措施(例如选用更高类别的胶片)后可采用A级技术进行射线检测,但应同时采用其他无损检测方法进行补充检测。
( ×)8.按JB/T 4730.2-2005标准规定,应根据被检工件的公称厚度限定X射线最高管电压。
( × )9.按JB/T 4730.2-2005标准的规定,采用高能X射线(>12MeV)照相,增感屏材料与厚度的选择,均与检测技术级别无关。
无损检测报告格式(MT、PT、RT、UT)检验报告
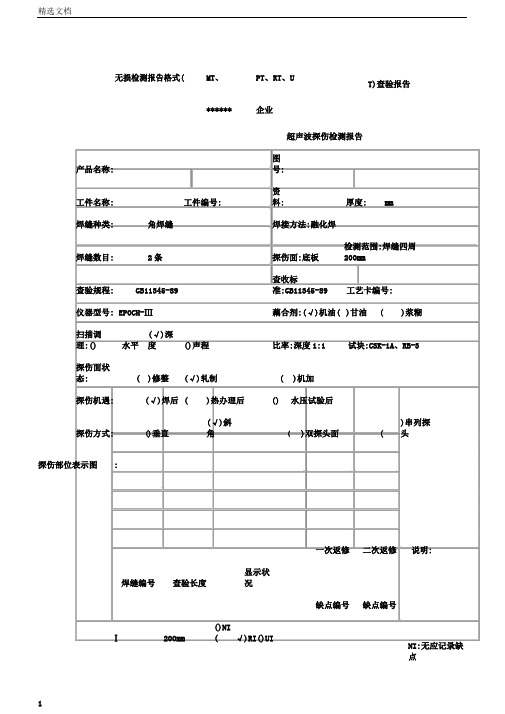
无损检测报告格式(MT、PT、RT、U
T)查验报告
******企业
超声波探伤检测报告
产品名称:图号:
工件名称:工件编号:资
料:厚度:mm
焊缝种类:角焊缝焊接方法:融化焊
焊缝数目:2条探伤面:底板检测范围:焊缝四周200mm
查验规程:GB11345-89查收标
准:GB11345-89工艺卡编号:
仪器型号:EPOCH-Ⅲ藕合剂:(√)机油()甘油()浆糊
扫描调
理:()水平(√)深
度()声程比率:深度1:1试块:CSK-1A、RB-3
探伤面状
态:()修整(√)轧制()机加
探伤机遇:(√)焊后()热办理后()水压试验后
探伤方式:()垂直(√)斜
角()双探头面(
)串列探
头
探伤部位表示图:
一次返修二次返修说明:
焊缝编号查验长度显示状
况
缺点编号缺点编号
Ⅰ200mm ()NI
(√)RI()UI
NI:无应记录缺
点
Ⅱ1000mm()NI (√)RI()U I
()NI
()RI()UI
RI:有应记录缺
点
探伤结果
及返修情(
)NI
()RI()UI UI:有应返修缺
点
况()NI
()RI()UI
()NI
()RI()UI
查验焊缝总
长1200mm,一次返修总长0mm,
二次返修总长0mm,同一部位经0次返修后合格
附:查验及复验探伤记录页
备注:
结论: (√)合格( ) 不合格
查验: UTⅡ级审查: UTⅡ级。
上海赛科无损探伤
Contract Title 合同标题Shanghai Secco Petrochemical Company Limited上海赛科石油化工有限责任公司Integrated Project Management Team一体化项目管理组Caojing, Shanghai, P R China中国 上海 漕泾Document Title 文件标题MANAGEMENT METHOD OF NDT INSPECTION AND TEST无损探伤和检测实施管理办法PH-00-CIJ-IN-0002A00 QK 25.12.02朱诚钢30.12.02 P00 QK (Signature)Issue Rev 版本号Issue or Revision Description签发或版本说明Origin by制文人Date日期Check by审核人Date日期Approve by批准人Date日期Approve by批准人Date日期This Document is Owned by 本文件持有人钱凯IPMT AuthorityIPMT授权批准上海赛科无损探伤和检测实施管理办法Management Method of NDT Inspection and Test of Shanghai SECCO目录Contents1.总则General2.无损探伤和检测质量保证体系Quality Assurance System for NDT Inspection and Test3.无损探伤和检测的委托方式Assignment of NDT Inspection and Test4.检测单位的资质和人员资格审定Examination and Approval of the Qualifications of Detectionand Test Unit and Personel5.检测工艺要求Detection and Test Process Requirement6.检测质量控制与现场抽检Control on Detection and Test and Spot Random Inspection7.探伤设备及其测试设备要求The requirements on the Flaw Detection Equipment and RelevantTest Apparatus8.检测报告Standards Cited In Detection引用标准Test Report常用无损探伤应用导则GB 5616-85Guide Rule for Common NDT Inspection and Test Applications GB 5616 - 85压力容器安全技术监察规程 质技监局锅发(1999)154号Supervision Rules for Pressure Vessel Safety Technology Quality and Technology Supervision Bureau GUO FA(1999)No. 154压力管道安全管理与监察规程 劳动部(1996)140号Safety Management and Supervision Rules for Pressure Piping Department of Labor (1996)No. 140蒸汽锅炉安全技术监察规程 劳部发(1996)276号Supervision Rules for Steam Boiler Safety Technology LAO BU FA ( 1996) No. 276 压力管道安装安全质量监督检验规则 国质检锅 (2002)83号Supervision Test Rules for Safety and Quality of Pressure Piping Installation GUO ZHI JIAN GUO(2002)No. 83 压力容器无损检测JB4730-94Nondestructive Testing of Pressure Vessel JB4730 - 94复合钢板超声波探伤方法GB7734-87Supersonic Flaw Detecting Means for Clad Steel Plate GB7734 - 87球形储罐γ-射线全景曝光照相方法GB/T6544-96.ST/T4055-93 Gamma-ray Panoramic Exposure Photographing Means for Spherical Tank GB/T6544 - 96.ST/T4055 - 93磁粉探伤方法GB/T15822-95Magnetic Particle Inspection Method GB/T15822 - 95管道、储罐渗透检测方法SY/T4080-95Infiltration Test Method for Piping and Storage Tank SY/T4080 - 95石油化工剧毒、可燃介质管道工程施工及验收规范SH3501-2001 Construction and Acceptance Specifications of Petrochemical Pipework For Hypertoxic and Combustible Materials SH3501 - 2001工业金属管道工程施工及检收规范GB50235-97Specifications of Construction and Acceptance For Industrial Metal PipeworkGB50235 - 97不锈钢、铝制料仓施工及验收规范SH3531-2000Construction and Acceptance Specifications of Stainless Steel and Aluminum SilosSH3531 - 2000石油化工设备和管道涂料防腐蚀技术规范SH3022-1999Technical Specifications of Corrosion Protection By Coating for Petrochemical Equipment and Piping SH3022 - 1999钢质管道聚乙烯胶粘带防腐层技术标准SY/T0414-98Technical Standard of Polyvinyl Adhesive Tape Anti-Corrosive Coating For Steel Piping SY/T0414 - 98埋地钢质管道石油沥青防腐层技术规范SY/T0420-97Technical Specifications of Petroleum Asphalt Coating For Buried Steel PipingSY/T0420 - 97埋地钢质管道环氧沥青防腐层技术规范SY/T0447-96Technical Specifications of Epoxy Bitumen Anti-Corrosive Coating For Buried Steel Piping SY/T0447 - 96金属布氏硬度试验方法GB/T231-84Metal Brinell Hardness Test Method GB/T231 - 841. 总则General1.1 上海赛科90万吨/年乙烯工程是世界级的特大型石油化工联合装置。
锅炉-RT检测工艺守则

射线检测工艺守则1.范围本标准规定了无损检测人员从事承压设备钢制受压元件对接接头X射线检测的基本要求,适用母材厚度2~200mm。
本标准所述无损检测方法,适用于我厂锅炉产品制造与维修所用。
2.规范性引用文件《蒸汽锅炉安全技术监察规程》《热水锅炉安全技术监察规程》国质检锅〔2003〕248号《特种设备无损检测人员考核与监督管理规则》JB/T4730.1—2005《承压设备无损检测第一部分:通用要求》JB/T4730.2—2005《承压设备无损检测第二部分:射线检测》GB16357—1996 《工业X射线探伤放射卫生防护要求》JB/T7902—1999 《线性像质计》JB/T7903—1999 《工业射线照相底片观片灯》HB7684 《射线照相用线性像质计》3.射线检测人员3.1从事承压设备无损检测的人员,必须经过技术培训,按国质检锅〔2003〕248号《特种设备无损检测人员考核与监督管理规则》进行考核,取得相应的“资格证书”,持证上岗。
3.2从事射线检测人员,应有良好的身体素质,必须有良好的视力,按GB11533的规定进行测试,近视力和远视力应不低于5.0(小数记录值为1.0)。
从事平片的人员应每年检查一次视力。
4.辐射防护射线照相的辐射防护应遵循GB16357,GB18871的规定。
射线检测场地应取得使用“许可证。
现场进行射线检测时,应划定控制区,设置警示标志。
5.设备、器材和材料5.1射线源和能量的选择透照厚度W不同的钢制承压设备时,允许使用的最高管电压应控制在JB/T4730.2标准图1曲线2规定的范围内。
对截面厚度变化大的承压设备,在保证灵敏度要求的前提下,允许采用超过JB/T4730.2标准图1曲线2规定的X 射线管电压,但管电压不应超过50KV 。
5.2胶片和增感屏 5.2.1胶片胶片系统按照GB/T19384.1分为四类,即T 1 T 2 T 3 T 4 。
T 1 为最高类别,T 4 为最低类别。
RT与TOFD影像(图谱)对比

摘要:近几年,随着TOFD 检测技术在国内日趋成熟,在实际的无损检测工作中,TOFD 检测的所占比重越来越大。
在现场检验检测过程中针对壁厚大于12mm 的对接焊缝,人们通常采用超声波衍射时差法(TOFD)检测焊缝。
关键词:TOFD 检测焊缝现结合现场检测情况,将RT 与TOFD 检测实践中的一些见解归纳分析一下,不当之处欢迎指正,以便在实际工作中逐步改进和完善。
作为一个合格的无损检测人员,对在制设备焊接的RT 无损检测中,正确的区别和识别未焊透、未熔合的影像是非常重要的,直接关乎缺陷返与不返。
因为JB/T4730-2005标准规定,管道和小径管单面焊允许未焊透,但不允许未熔合的存在,所以正确的区分未熔合与未焊透存在还保证了设备使用过程中安全运行。
以下就是作者的总结:1为未焊透2为未熔合121未熔合未熔合,即母材金属与焊缝金属或焊缝金属之间未熔化结合在一起的缺陷。
未熔合的现象主要有根部未熔合、层间未熔合、坡口未熔合。
产生原因:一是焊接电流小于设计要求,焊速过快;二是所选择的焊接角度不符合工程要求,造成偏弧;三是焊接处于下坡焊,母材未熔化时铁水已覆盖形成的假焊;四是坡口表面存在氧化物、污物,使得母材无法与熔敷金属结合。
危害:未熔合是一种面积型缺陷,在交变应力的作用下,很容易引起焊缝开裂,危险系数仅次于裂纹。
JB/T4730.2-2005标准中规定Ⅰ、Ⅱ、Ⅲ级中都不允许未熔合存在。
RT 影像特征与识别:由于影像和位置不同,只有透照方向与缺陷走向平行透照时才有明显的特征。
坡口未熔合:其影像出现在焊缝两侧的边缘,靠近母材侧呈直线,轮廓分明,黑度大,靠近焊缝中心处呈不规则状且黑度较淡。
层间未熔合:影像多为黑度不大的块状形状,不规则,常伴有夹渣的出现,且夹渣部位处的影像黑度较大,与焊缝表面的内凹和凹坑的影像相似。
单面焊根部未熔合:影像出现在焊缝中间,形状在底片上坡口侧呈直线,规则,黑度大,中心侧呈曲状,黑度小。
无损检测指令样本

无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT-00无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001此表一式两份,检测单位、监理单位各一份无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001此表一式两份,检测单位、监理单位各一份无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令此表一式两份,检测单位、监理单位各一份无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令此表一式两份,检测单位、监理单位各一份无损检测回执单检测单位:河南安特检测公司无损检测指令此表一式两份,检测单位、监理单位各一份无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令无损检测回执单检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001此表一式两份,检测单位、监理单位各一份无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001 监理单位:河南省兴豫建设管理有限公司无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001 监理单位:河南省兴豫建设管理有限公司无损检测回执单工程名称:清丰县引入榆济线气源配套工程编号:RT-01检测单位:河南安特检测公司无损检测指令单位工程名称:清丰县引入榆济线气源配套工程 RT--001 监理单位:河南省兴豫建设管理有限公司。
RT-Ⅱ理论开卷试卷
姓名:考号:山东省特种设备无损检测人员资格考核委员会2007年42期RT-Ⅱ级人员基础理论知识考试试题(开卷)2007年6月4日济南山东省特种设备无损检测人员资格考核委员会制共计10页每题2分,共30分)1、《特种设备无损检测人员考核与监督管理规则》规定:特殊情况无法按时参加复试的人员,应当在有效期满当年4月底前,向实施考核的考委会提交延期复试申请。
()2、《球形贮罐施工及验收规范》规定,标准抗拉强度大于540MPa的球罐,应在焊接结束24h后,方可进行焊缝的射线或超声检测。
()3、《压力容器安全技术监察规程》规定:对钢制铁磁性材料的表面检测应优先选用磁粉检测,对有色金属制压力容器对接接头应尽量采用渗透检测。
()4、《特种设备安全监察条例》所指的压力容器包含气瓶和氧舱。
()5、《蒸汽锅炉安全技术监察规程》规定:额定蒸汽压力大于或等于3.8MP a的锅炉,集中下降管的角接接头应进行100%射线或超声波探伤。
()6、JB/T4730-2005标准规定:对裂纹敏感性大的材料进行射线检测时,应采用T2类或更高类别的胶片。
()7、JB/T4730-2005标准规定:采用γ射线源透照时,总的曝光时间应不小于送源所需时间的10倍。
()8、JB/T4730-2005标准规定:用X射线或γ射线透照小径管或其他截面厚度变化大的工件,AB级最低黑度允许降至1.8;B级最低黑度可降至2.0。
()9、JB/T4730-2005标准规定:在底片有效评定区内同时存在圆形缺陷和条形缺陷时,应进行综合评级。
()10、JB/T4730-2005标准规定:当两个或两个以上条形缺陷处于同一直线上、且相邻缺陷的间距小于或等于较短缺陷长度时,应作为1个缺陷处理,且间距也应计入缺陷的长度之中。
()11、JB/T4730-2005标准规定:对AB级透照要求,采用源在中心透照方式,如能保证像质计灵敏度达到标准要求,则允许Se-75源最小透照厚可为5mm。
RT通用工艺规程及作业指导书
v
v (1)涵盖本单位的检测范围,是通用性技术要求
、原则性指导文件; v (2)根据检测单位的特点和能力编写,是对现行 标准规范的进一步细化(或补充); v (3)内容不能照搬照抄外单位的文件,必须有本 单位的特色; v (4)跟具体的工程项目没有必要的关联,是检测 单位自身检测能力的体现; v (5)由检测单位Ⅲ级专业人员编制,检测责任师 审核,单位技术负责人批准; (6)工艺规程的编制应按NB/T47013.1~47013.13的 规定明确其相关因素的具体范围或要求,如相关因 5 素的变化超出规定时,应重新编制或修订。
1.2作用: 工艺规程是组成技术文件的主要部分,是工艺 装备、材料定额、工时定额设计与计算的主要依据,是 直接指导检测的技术法规,它对产品成本、劳动生产率、 原材料消耗有直接关系。工艺规程编制的质量对保证产 品质量起着重要作用。 1.3、编制原则 (1)、所编制的工艺规程必须保证检测工作质量,达到 相关法规、标准各项技术要求。 (2)、工艺过程应具有较高的生产效率。 (3)、尽量降低检测成本。 (4)、注意减轻检测人员的劳动强度,保证安全。
v
2、工艺规程内容的具体要求
2.1、工艺规程版本号 按照检测机构质量体系文件规定对工艺规程进行编号,并含 有版本号。版本号是为了明示有效性。 2.2、具体要求 工艺规程应规定下列相关因素的具体范围或要求;如相关因素 的变化超出规定时,应重新编制或修订工艺规程:10项 a) 适用范围中的结构、材料类别及厚度; v b)射线源种类、能量及焦点尺寸; v c)检测技术等级; v d)透照技术; v e) 透照方式; v f)胶片型号及等级; v g)像质计种类;
、行业标准及本单位工艺规程的要求。操作指 导书应明确执行的标准规范。对于操作指导书 中所选取的工艺参数,须经实际适用性验证, 确认其能够达到检测目的的要求;
无损检测相关标准
工业(压力)管道无损检测
1
超声波探伤(UT)
1104
《石油天然气钢质管道无损检测》SY/T 4109-2005
《工业金属管道工程施工及验收规范》GB50235-1997
《现场设备、工业管道焊接工程施工及验收规范》GB 50236-1998
2
射线探伤
1104
《工业金属管道工程施工及验收规范》GB 50235-1997
十、金属材料及其制品无损检测
124
钢结构无损检测
1
超声波探伤(UT)
1101
《钢焊缝手工超声波探伤方法和探伤结果的分级》GB 11345-1989
《钢结构工程施工质量验收规范》GB 50205-2001
《钢溶接部超音波探伤试验方法》JIS Z 3060-2002
124
钢结构无损检测
1
超声波探伤(UT)
《承压设备无损检测第5部分渗透检测》
JB/T 4730.5-2005
《无损检测》ASMEⅤ:2004
只测:钢锻件、板
、焊缝。
127
钢结构及金属制品
1
超声波测厚
1101
《接触式超声波脉冲回波法测厚》GB11344-1989
只测:钢锻件、板
、焊缝。
3
磁粉探伤(MT)
1103
《承压设备无损检测第1部分通用要求》JB/T 4730.1-2005
《承压设备无损检测第4部分磁粉检测》
JB/T 4730.4-2005
《无损检测》ASMEⅤ:2004
只测:钢锻件、板
、焊缝。
4
渗透探伤(PT)
1103
《承压设备无损检测第1部分通用要求》JB/T 4730.1-2005
RT标准讲解
特种设备无损检测人员考核与监督管理规则(国家质检总局锅字248号文) 规定: I级人员可在II III级人员指导下进行检测操作数据记录整理资料, II级人员可编制一般的检测程序,按照检测规程或III级指导下编制工艺卡 并按工艺要求独立操作评定结果签发报告 III级人员可按检测标准编写工艺卡审核签发报告进行技术争议的协调
3.7.2 除非另有规定,射线检测应在焊后进行。对有延迟裂纹倾向的材料, 至少应在焊接完成24h后进行射线检测。
❖ 检测时机: 1、有再热裂纹倾向的材料应在热处理后增加一次
—《压力容器安全技术监察规程》第82条 2、压力容器的拼接封头应在成形后进行,若成形前进行无损检测,则成形后应在
圆弧过渡区再做无损检测。 —《压力容器安全技术监察规程》第87条
工件近源侧表面之间的距离,f 等于L1 。 ❖ 计算几何不清晰度;只有采当用内透法时f值可以减小。中心50﹪,偏
心20﹪与技术级别无关 ❖ 焦距F:沿射线束中心测定的射线源与胶片之间的距离。F=f+b; ❖ 计算曝光量等,当用X射线机时要考虑窗口到焦点的距离。 ❖ 射线源尺寸d;射线源的有效焦点尺寸; ❖ 计算几何不清晰度
焊接分类: 1.熔化焊:焊接过程中母材和填充金属都熔化,二者是化学结合。如:
手工,氩弧焊,CO2气体保护焊等. 2.压力焊:焊接时不用焊料,被连接金属间是化学或物理结合。焊缝窄,
影响区域小,如电阻(点、缝)闪光,摩擦,冷压. 3.钎焊:钎料温度低于母材温度,焊接时钎料熔化母材不熔化,二者之
间是物理结合。习惯以450度做为划分硬钎焊和软钎焊的界线。火焰, 电阻浸渍,电弧,超声,激光,红外线) 。
3.2 射线胶片 3.2.1 胶片系统按照GB/T 19384.1-2003分为四类,即T1、T2、T3和T4类。T1为
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无损检测报审表 JL-A09
工程名称 轮南油田二次开发地面工程 (集油系统、注水系统、通讯系统) 编号 RT-02
致: 廊坊开发区中油中州工程监理有限公司 (监理单位)
以下焊口焊接已完,外观检查合格,现申请对以下焊口进行无损探伤。
规格材质 Φ89×4.5 20# 部 位
4#计量间
焊接方法 氩电联焊 检测比例
10%
检测标准 JB/T4730-2005 合格级别
Ⅲ级
焊口号
4JD1-02W-01 4JD1-03W-01 4JD1-04W-01 4JD1-05W-01 4JD1-06W-01
4JD1-07W-01 4JD1-09Y-01 4JD1-10Y-01 4JD1-11Y-01 4JD1-12Y-01
4JD2-02W-01 4JD2-03W-01 4JD2-04W-01 4JD2-05W-01 4JD2-06W-01
4JD2-07W-01 4JD2-09Y-01 4JD2-10Y-01 4JD2-11Y-01 4JD2-12Y-01
4JD3-02W-01 4JD3-03W-01 4JD3-04W-01 4JD3-05W-01 4JD3-06W-01
4JD3-07W-01 4JD3-09W-01 4JD3-10W-01 4JD3-11W-01 4JD3-12Y-01
4JD3-13Y-01 4JD3-14Y-01 4JD4-02W-01 4JD4-03W-01 4JD4-04W-01
4JD4-05W-01 4JD4-06W-01 4JD4-07W-01 4JD4-09Y-01 4JD4-10Y-01
4JD4-11Y-01 4JD4-12Y-01 4JD5-02W-01 4JD5-03W-01 4JD5-04W-01
4JD5-05W-01 4JD5-06W-01 4JD5-07W-01 4JD5-09Y-01 4JD5-10Y-01
4JD5-11Y-01 4JD5-12Y-01
(■RT、□PT、□UT、□MT)
合 计: 52 道口。
技术负责人(签字): 施工单位(章): 2014 年 12 月 29日
审查意见:
专业监理工程师(签字): 项目监理机构(章): 年 月 日
说明:1、检测比例栏填写设计或规范要求的比例;2、焊口号填写本批全部完成的焊口号。