三坐标测量机误差补偿
三坐标操作方法你还不会吗快快收藏
定义与原理定义三坐标测量机(CMM)是一种基于坐标测量原理的高精度测量设备,用于对三维空间内的几何元素进行精确测量。
原理通过测头在三个互相垂直的导轨上移动,感应被测物体表面的点,经过数据处理得到被测点的坐标值。
通过对比被测点与设计模型或标准值的差异,实现对被测物体尺寸、形状和位置的精确测量。
结构三坐标测量机主要由机座、导轨、测头、控制系统和数据处理系统等组成。
控制系统控制测头的移动和数据采集,通常由计算机和伺服驱动系统组成。
导轨实现测头在三个方向上的移动,通常采用高精度直线导轨或气浮导轨。
机座提供稳定的支撑基础,保证测量精度。
测头与被测物体表面接触,感应表面点的坐标值,通常配备有多种不同形状和尺寸的测针以适应不同测量需求。
数据处理系统对采集的数据进行处理和分析,输出测量结果和报告。
结构与组成其他领域如电子、医疗器械、能源等领域中的高精度测量需求。
对模具的型面、尺寸等进行精确测量,提高模具制造精度和生产效率。
航空航天对飞机、火箭等复杂结构进行高精度测量,确保飞行安全和性能要求。
机械制造用于零部件的尺寸、形状和位置精度检测,确保产品质量。
汽车工业对发动机、车身等关键部件进行精确测量,保证汽车性能和安全性。
应用领域0102接通电源,打开气源,启动计算机和测量软件,最后打开控制器和测头。
关闭测头和控制器,退出测量软件,关闭计算机,断开气源和电源。
开机步骤关机步骤开机与关机图形窗口显示三维模型和测量数据,可以进行缩放、旋转和平移等操作。
菜单栏包含文件、编辑、视图、工具、窗口和帮助等菜单,提供软件的基本功能和操作。
工具栏提供常用命令的快捷按钮,如新建、打开、保存、打印等。
属性窗口显示当前选中对象的属性信息,如名称、类型、坐标等。
状态栏显示当前操作状态和提示信息。
软件界面介绍01020304选择菜单栏中的“文件”->“新建”命令,创建一个新的测量文件。
新建文件选择菜单栏中的“文件”->“打开”命令,打开一个已有的测量文件。
三坐标测量机测量原理

三坐标测量机测量原理三坐标测量机测量原理三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种外表测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟。
三坐标测量机的功能是快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息,这与所有的手动测量设备有很大的区别。
将被测物体置于三坐标测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸,形状和位置。
三坐标测量机的组成:1,主机机械系统(X、Y、Z三轴或其它);2,测头系统;3,电气控制硬件系统;4,数据处理软件系统(测量软件);三坐标测量机在现代设计制造流程中的应用逆向工程定义:将实物转变为C AD模型相关的数字化技术,几何模型重建技术和产品制造技术的总称。
广义逆向工程:包括几何逆向,工艺逆向,材料逆向,管理逆向等诸多方面的系统工程。
正向工程:产品设计-->制造-->检验(三坐标测量机)逆向工程:早期:美工设计-->手工模型(1:1)-->3轴靠模铣床当今:工件(模型)-->3维测量(三坐标测量机)-->设计à制造逆向工程设备:1,测量机:获得产品三维数字化数据(点云/特征);2,曲面/实体反求软件:对测量数据进行处理,实现曲面重构,甚至实体重构;3, CAD/CAE/CAM软件;4,数控机床;逆向工程中的技术难点:1,获得产品的数字化点云(测量扫描系统);2,将点云数据构建成曲面及边界,甚至是实体(逆向工程软件);3,与CAD/CAE/CAM系统的集成;(通用CAD/CAM/CAE软件)4,为快速准确地完成以上工作,需要经验丰富的专业工程师(人员);三坐标测量机测量原理三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种外表测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟。
三坐标测量机的功能是快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息,这与所有的手动测量设备有很大的区别。
三坐标测量员应该了解的三坐标测针常识总结
三坐标测量员应该了解的三坐标测针常识总结三坐标测量员应该了解的三坐标测针常识总结三坐标测量员应该了解的三坐标测针常识总结一:什么是三坐标测针测针是三坐标策略系统的组成部分,它与被测工件接触,使测头机构产生位移。
所产生的信号经处理得出策略结果。
被测工件的外形特征将决定要采用的测针类型和大小。
在所有情况下,测针的最大刚性和测球的球度都至关重要。
为了达到这一要求,Renishaw的测针杆按照严格的标准在数控机床上生产。
我们格外注意保证测针刚性最高,同时测针质量经过最优化处理以适用于Renishaw的各种测头。
Renishaw原产测球是按最高标准制造,保证与测针杆的链接能达到最佳的完整性。
如果您使用的测球球度差、位置不正、螺纹公差大、或因设计不当使测量时产生过量的扰度变形,则很容易降低测量效果。
为了确保您采集的数据的正确性,请务必从Renishaw原产的全系列测针中指定和选用测针。
二、三坐标测针的专业术语:总长度:雷尼绍对测针总长度的标准定义,是从测针的后安装端面到测球中心的长度。
有效工作长度:有效工作长度是在零件发现方向测量时从测球中心道测针杆与被测目标干涉点之间的距离。
三、如何正确选择测针1、尽量选用短测针测针弯曲或变形量越大,精度月底,使用近可能短的测针2、尽量减少接头每增加一个饿着呢的测杆的链接,便增加了一个潜在的弯曲和变性点。
所以使用中应尽量减少三坐标测针的组件数。
3、选用的测球直径要尽量大一是这样能增大测球、测针杆的距离,从而减少由于碰撞测针杆所引起的误触发。
其次测球直径越大,被测工件表面光洁度的影响越小。
查看更多三坐标技术知识请到:扩展阅读:三坐标测量技术小结三坐标三坐标测量机,它是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三坐标量床。
三坐标测量机的工作原理:任何形状都是由空间点组成的,所有的几何量测量都可以归结为空间点的测量,因此精确进行空间点坐标的采集,是评定任何几何形状的基础。
浅析减小三坐标测量机测量误差的方法
・ 8 l・
浅析 减小 三坐标测量机测量误差 的方法
刘 铮 、 周晓珍 , 天津 3 0 0 0 7 2 2 、 竹中( 中国) 建设 工程有 限公 司, 天津 3 0 0 0 5 1 )
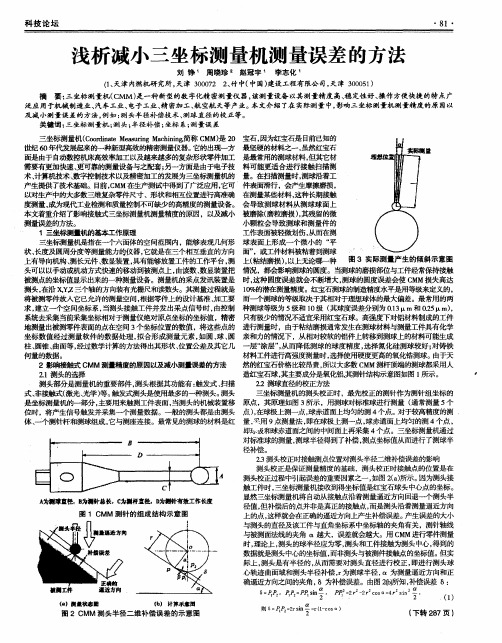
摘 要: 三 坐标测量机 ( C MM) 是一 种新 型的数字化精 密测量仪 器, 该测量设备 以其 测量精度 高、 稳 定性好 、 操作方便快捷 的特点广 泛应 用于机械 制造业 、 汽车工业、 电子工业、 精 密加 工、 航 空航 天等产业。本文介 绍 了在 实际测 量中 , 影响三 坐标测量机 测量精度 的原 因以 及减 小测量误差 的方 法。 例如 . 钡 4 头半径补偿技 术 、 测球直径的校正等 。
关键词 : 三 坐标 测 量 机 ; 测 头; 半 径 补偿 ; 坐标 系 ; 浈 I 1 量 误 差
三坐标测量机 ( C o o r d i n a t e M e a s u i r n g M a c h i n i n g , 简称 C MM) 是2 0 世纪 6 0年代发展起来的一种新型高效的精密测量仪器。 它的出现一方 面是由于 自动数控机床高效率加工 以及越来越多的复杂形状零件加工 需要有更加快速 、 更可靠的测量设备与之配套 ; 另一方面是由于电子技 术、 计算机技术 、 数字控制技术以及精密加工的发展为三坐标测量机的 产生提供了技术基础。目前 , C MM在生产测试中得到了广泛应用 , 它可 以对生产中的大多数三维复杂零件尺寸、形状和相互位置进行高准确 度测量 , 成为现代工业检测和质量控制不可缺少的高精度的测量设备。 本文着重介绍了影响接触式三坐标测量机测量精度的原 因,以及减小 测量误差的方法 。 1三坐标测量机的基本工作原理 三坐标测量机是指在—个六面体的空间范围内,能够表现 几何形 状、 长度及圆周分度等测量能力的仪器 , 它就是在三个相互垂直的方 向 上有导向机构 、 测长元件 、 数显装置, 具有能够放置工件的工作平台 , 测 头可以以手动或机动方式快速 的移动到被测点上 , 由读数 、 数显装置把 情况,都会影响测球的圆度。当测球的磨损部位与工件经常保持接触 被测点的坐标值显示出来的一种测量设备。测量机的采点发讯装置是 时 , 这种 圆度误差就会不断增大 , 测球的圆度误差会使 C MM损失高达 测头 , 在沿 x , Y , Z三个轴的方向装有光栅尺和读数头。其测量过程就是 1 O %的潜在测量精度 。红宝石测球的制造精度水平是用等级来定义的, 将被测零件放入它已允许的测量空间, 根据零件上的设计基准 、 加工要 而— 喇 则 球的等级取决于其相对于理想球体的最大偏差。最常用的两 求, 建立—个空间坐标系 , 当测头接触工件并发出采点信号时 , 由控制 种测球等级为 5 级和 1 0 级 ( 其球度误差分别为 0 . 1 3 m和 0 . 2 5 m) , 系统去采集当前采集坐标相对于测量仪绝对原点坐标的坐标值 ,精密 只有极少的情况不适宜采用红宝石球 。高强度下对铝材料制成的工件 地测量出被测零件表面的点在空间 3 个坐标位置的数值, 将这些点的 进行测量时 ,由于粘结磨损通常发生在测球材料与测量工件具有化学 坐标数值经过测量软件 的数据处理 , 拟合形成测量元素 , 如 圆、 球、 圆 亲和力盼隋况下 ,从相对较软的铝件上转移到测球上的材料可能生成 柱、 圆锥 、 曲面等 , 经过数学计算 的方法得出其形状 、 位置公差及其它几 层“ 涂层 ” , 从而降低测球的球度精度 , 选择氮化硅测球较好 ; 对铸铁 材料工件进行高强度测量时, 选择使用硬度更高的氧化锆测球。由于天 何量的数据。 2影响接触式 C MM测量精度的原因以及减小测量误差的方法 然的红宝石价格 比较昂贵 , 所以大多数 C M M测杆顶端的测球都采用人 造红宝石球 , 其 主要成分是氧化铝, 其测针结构示意图如图 1 所示 。 2 1测头的选择 测头部分是测量机 的重要部件 , 测头根据其功能有 : 触发式 、 扫描 2 . 2测球 直 径的校 ] E 3 b -  ̄ 三坐标测量机的测头校正时,最先校正的测针作为测针组坐标 的 式、 非接触式( 激光、 9 Z -  ̄) 等。 触发式测头是使用最多的一种测头。 测头 是坐标测量机的一部分 , 主要用来触测工件表面 , 当测头的机械装置移 原点,其原理如图 3 所示,用测球对标准球进行测量 ( 通常测量 5 个 , 在球极 匕 测 , 球赤道面上均匀的测 4个点 。 对于较高精度的测 位时 ,将产生信号触发并采集—个测量数据。一般的测头都是 由测头 点 ) 体、 个测针杆和测球组成 , 它与测座连接 。最常见的测球的材料是红 量 , 用 9点测量法 , 即在球极上测一点 , 球赤道面上均匀的测 4 个点 , 即 、 圾和球赤道面之间的中间面上再采集 4个点 。三坐标测量机通过 对标准球的测量 , 测球半径得到 了补偿 , 测点坐标值从而进行 了测球半 径补偿 。 2 . 3 测头校正时接触测点位置对测头半径二维补偿误差的影响 测头校正是保证测量精度的基础 ,测头校正时接触点的位置是在 测头校正过程中引起误差的重要因素之・ , 如图 2 ( a ) 所示。 因为测头接 触工件时, 三坐标测量机接收到得坐标值是红宝石球头中心点的坐标 。 显然三坐标测量机将 自动从接触点沿着测量逼近方 向回退—个i 煲 9 头半 ^ 为撼聋直径。窘 为嗣计总长。 c 为 杼直径 b 为瓣钟有敛 俸挺j 壁 径值 , 但补偿后的点并非是真正的接触点 , 而是测头沿着测量逼近方 向 图1 C MM测针的组成结构示意 图 上的点, 这样就会在正确的逼近方向上产生补偿误差。 产生误差的大小 与测头 的直径及该工件与直角坐标系中坐标轴的夹角有关 ,测针轴线 与被测面法线的夹角 O . f 越大,误差就会越大。用 C MM进行零件测量 时, 理论上, 测头的球半径应为零 , 测头和工件接触为测头中心 , 得到 的 数据就是测头中心的坐标值 , 而非测头与被测件接触点的坐标值。 但实 际上, 测头是有半径的, 从而需要对测头直径进行校正 , 即进行测头球 心轨迹曲面域和测头半径补偿 , r 为测球半径 , o t 为测量逼近方向和正
三坐标测量机测量同轴度误差的方法探讨

三坐标测量机测量同轴度误差的方法探讨在我们的实际测量工作中,经常碰到要求测量两个轴线的同轴度问题,同轴度的测量,用三坐标测量机比较容易实现,也比较符合同轴度误差的定义。
根据国标的规定,同轴度的公差带定义为:被测圆柱的轴线必须位于以基准圆柱轴线为圆心、以公差值为直径的圆柱内。
被测轴线被以基准轴线为圆心的圆柱包容,其直径即为被测轴线的同轴度误差。
如图1所示,Φt即为被测同轴度的公差带。
Φt在图2中,基准为外圆柱A,为单侧轴线的例子,被测外圆柱的轴线对A的同轴度公差为 t,要求圆的轴线必须位于公差值为 t,且与基准轴线A同轴的圆柱面内。
Φt A1、三坐标测量同轴度误差的实现首先,建立坐标系。
任何零件的测量,均在一定的坐标系下进行,所以,首先确立零件的基准。
位置误差基准的建立应该符合最小条件,由此,评价的结果才会是最佳的。
对于同轴度,也是要先确立基准轴线。
基准的建立,应根据零件的技术要求,即图纸标注来确定。
一般基准是一个内孔轴线或者外圆柱轴线,也可以是阶梯轴。
以基准是一个内孔为例,建立坐标系时,通常是采集两个截面圆每个截面圆至少6个点,计算机自动生成一个圆柱轴线,然后作为坐标系的第一轴建立起来,圆点可以设在基准轴线上。
其次,测量被测元素。
同样的方法,采集被测元素的表面一系列的点,应注意,测量应该尽可能的在全长范围内均匀分布,当然,有些实际工件可能只能测量到局部,此时应该与相关方商讨测量方案,以求测量结果的认可。
测量完毕,最终生成一个轴线,最后,进行评价。
评价的方式,一般是由系统自动计算评价,也可以根据坐标系中被测元素与基准的关系手动计算完成,计算时要遵守国标的规定,应符合最小条件的要求。
我们注意到,在用三坐标测量时,测量结果有时会偏离理想值较大,特别是被测元素与基准元素相距很远,两者又比较短时,误差会很大,重复性也不好,此时结果令人怀疑。
比如图3所示。
Ll为基准,L2为被测元素,L为两端面的总长。
L远远大于Ll、L2,比如L=lOLl,在同样的测量点数下,重复性也不好,如果测量的点数不一样,此时的测量结果也会相差很大。
三坐标测量机测头半径补偿技术及应用
W ANG n mi Ho g n
( c ol f c a i l n ier g S a d n nvr t o eh o g , io 5 0 9 C S ho o hnc gnei , h n o gU i sy f c n l y Zb 5 4 , HN) Me aE n e i T o 2
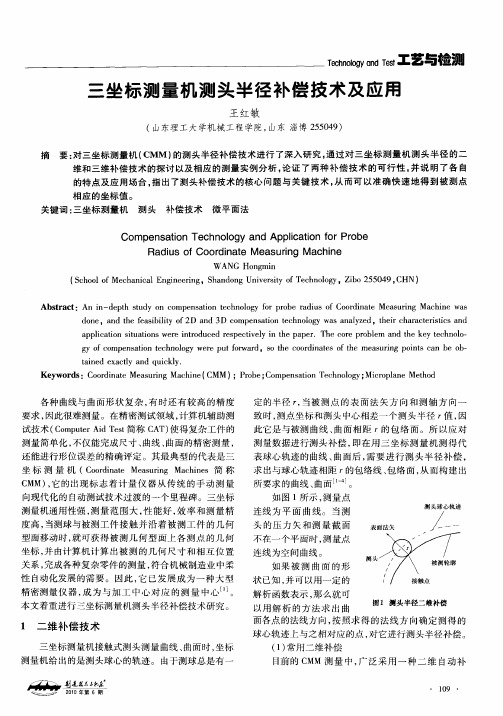
还 能进 行形位 误差 的精 确评定 。其 最典 型 的代 表是 三
坐 标 测 量 机 ( oriae Mesr g Mahn s简 称 C odn t aui cie n
表 球心 轨迹 的 曲线 、 面后 , 要 进 行 测 头 半径 补 偿 , 曲 需 求 出与 球心 轨迹 相距 r 的包络 线 、 包络 面 , 而构 建 出 从 所要 求 的 曲线 、 曲面 ¨ 。
Absr c :An i d p h su y o o e s to e h oo y f rp o a i s o o d n t e s rn c i e wa ta t n- e t t d n c mp n ai n tc n lg o r be r d u fCo r i ae M a u g Ma h n s i dn o e,a d t e fa i i t f2 a d 3 c mp n ai n t c noo s a a y e n h e sbl y o D n o e s to e h l g wa n lz d,t erc a a trsi sa i D y h i h r c e tc nd i
Th1 d 工艺 与检 测 en g n co y 0a
三 坐标 测 量 机 测 头 半 径 补偿 技术 及 应 用
三坐标测量机综合误差测量不确定度
坐标测量机长度测量示值误差不确定度分析1 测量方法依据坐标测量机校准技术规范JJF1064-2000, 坐标测量机的长度测量示值误差是采用量块进行校准, 一般要沿X 轴、Y 轴、Z 轴三个方向和空间四个对角线方向放置量块。
将量块的实际长度与坐标测量机所测的结果进行比较,从而得到坐标测量机的长度测量示值误差。
由于坐标测量机测量空间不同点的测量不确定度不同,不同的测量方案对测量结果的不确定度也有不同的影响,本文讨论坐标测量机自动测量沿空间对角线放置量块的不确定度,并以标称长度为100 mm 和1000 mm 的量块为例估算不确定度,最后得到与标称长度L 有关的扩展不确定度。
2 数学模型δ=R -L (1)式中:δ──坐标测量机的长度测量示值误差; R ──坐标测量机测量量块的读数; L ──对应的量块实际长度。
3 方差和灵敏系数 依:)(][)(222k k m1k c x u x f/y u ∂∂=∑=由式(1)有)()()()()(222222L u L C R u R C u u c c ⋅+⋅=δ=式中C (R )=R ∂δ∂/=1C(L)=L ∂δ∂/-1则 )()(222L u R u u c += (2)由长度测量示值误差的数学模型,根据不确定度的传播公式得到长度测量示值误差的标准不确定度是由坐标测量机读数引起不确定度分量u (R )和量块引起不确定度分量u (L )两大部分组成。
4 不确定度的来源及估算4.1 坐标测量机读数引起不确定度分量u (R )坐标测量机读数引起不确定度主要是坐标测量机的测量重复性。
为了获得测量机沿空间测量的重复性,可将长度为20 mm 的量块沿空间对角线放置,编制测量机检测编程,让测量机自动重复测量该量块10次,得到一组测量误差 x 1,x 2,…,x 10如下表1,按式(3)得到实验标准偏差s, 则u (R )可由式(4)求得。
表1测序 1 2 3 4 5 6 7 8 9 10 误差(μm ) +1.0 +1.3 +1.4 +1.3 +1.6 +1.6 +1.6 +1.4 +1.5 +1.319.0)101(911011012=-=∑∑==i i ii x x s μm (3)u (R )= s (4)4.2 量块引起不确定度分量u (L )4.2.1 由检定量块不确定度引入的不确定度分量u (L 1)首先要根据被校准的坐标测量机最大允许示值误差 MPE E 选择采用量块的等级, 一般来说检定量块不确定度应不超过(MPE E /4)。
按最大实体要求补偿位置度的计算方法(参考)

计测技术经验与体会·59·按最大实体要求补偿位置度的计算方法杨黎梅(中航工业哈尔滨东安发动机(集团)有限公司国际业务部,黑龙江哈尔滨150066)摘要:主要介绍了用三坐标测量机(CMM)测量位置度时进行相应最大实体要求补偿的原理,并针对某型号零件进行了多个要素及基准同时补偿的分析和计算。
关键词:补偿;位置度;基准;CMM中图分类号:文献标识码:文章编号:1674-5795(2010)04-0059-031位置度公差的相关概念位置度公差用以限制被测点、线、面的实际位置对其理想位置的变动[1]。
当位置度公差按最大实体要求标注时,可以满足配合或互换的要求。
最大实体要求的定义为:被测要素的实际轮廓应遵守其最大实体实效边界,当其实际尺寸偏离最大实体尺寸时,允许其形位误差值超出在最大实体状态下给出的公差值的一种要求。
当最大实体要求应用于被测要素时,被测要素的形位公差值是在该要素处于最大实体状态时给出的,当被测要素的实际轮廓偏离其最大实体状态,即其实际尺寸偏离最大实体尺寸时,形位误差值可超出在最大实体状态下给出的形位公差值,即此时的形位公差值可以增大。
当最大实体要求应用于基准要素时,基准要素应遵守相应的边界,若基准要素的实际轮廓偏离其相应的边界,则允许基准要素在一定范围内浮动,其浮动范围等于基准要素的体外作用尺寸与其相应的边界尺寸之差[2]。
以前,在应用最大实体要求时,一般都是采用综合量规进行检测,一般不进行补偿值的计算。
随着CMM的应用日益广泛,我们需要对补偿值的规律性进行分析、对最大补偿值进行计算,本文主要就国家标准中没有详细说明的多个被测要素与基准要素同时进行最大实体补偿的情况进行了示例分析和计算。
2位置度最大实体补偿的分析和计算1)当被测要素为多个要素,仅对被测要素自身补偿就可以满足图纸要求时,其最大实体补偿的计算方法与被测要素为单一要素的补偿方法相同,只需要按照其补偿方法逐个对被测要素进行补偿。