hdpe膜热熔连接检测记录表
PE管焊接施工记录表格

Байду номын сангаас电压(V)
电熔时间(min)
冷却时间(min)
焊接日期
审核:制表:
PE管焊缝表面质量检验表
编号:JL-28-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名
称规格
材质
外观检
验方法
序号
焊缝编号
焊工姓名
焊接日期
间隙
错位量
综合评定
检验员:
PE管焊接前检查表
编号:JL-26-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
操作者姓名
焊接位置
焊口数量
序号
焊缝编号
接口表面检查
母材检查
PE管内检查
检验员:审核:
PE管焊接施工记录表
编号:JL-27-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名称规格
焊缝编号
焊缝号
沥青薄膜加热试验记录表

试样薄膜加热后残留物延度比(%) D0=D2/D1×100
加热损失试验后的软化点T2 (℃)
试样薄膜加热后软化点增值(%) T0=T2-T1
沥青试表05
平均值 平均值 平均值 平均值
结论 试验(计算)路段
试验仪器 加热温度
(℃) 样品质量
(g) m1-m0
试验后盛样器和 样品质量(g) m2
试验编号
试验依据
取样地点
报告日期
试验后样品 质量(g) m2-m0
质量损失(%)
加热损失试验后的针入度P2 (0.1mm)
试样薄膜加热后残留物针入度比(%) Kp=P2/P1×100
加热损失试验后的延度D2 (cm)
云南石林至锁龙寺高速公路建设项目
沥青薄膜加热试验记录表
施工单位
工程名称
沥青标号
加热时间(h)
样品编号
盛样器质量(g) m0
1 2 样品编号 1 2 样品编号 1 2 样品编号
试样原来针入度P1 (0.1mm)
试样原来延度D1 (cm)
试样原来软化点T1 (℃)
试验前盛样器和 样品质量(g) m1
监理单位
填埋场检验标准
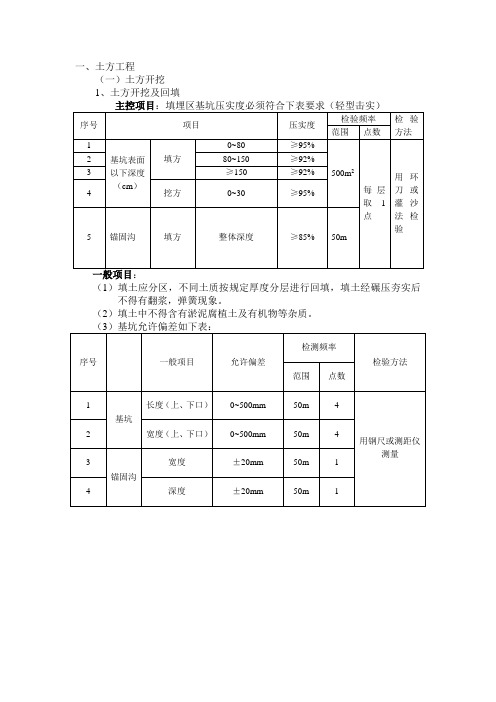
一、土方工程(一)土方开挖1、土方开挖及回填(1)填土应分区,不同土质按规定厚度分层进行回填,填土经碾压夯实后不得有翻浆,弹簧现象。
(2)填土中不得含有淤泥腐植土及有机物等杂质。
(二)填埋区基底及边坡主控项目:一般项目:1、基底不得有翻浆、弹簧、起皮、波浪、积水等现象。
基底应平整,无石块、树根等尖锐杂物。
2、10T压路机碾压后轮迹深度不得大于5mm。
3、基底纵横坡度应符合设计要求。
4、边坡应稳定,表面平整。
二、防渗层(一)GCL垫防渗层主控项目:1、GCL垫原材质量应满足设计要求。
2、GCL垫贮存应防水、防潮、防暴晒。
3、GCL垫不应在雨雪天气下施工。
4、接缝处应用膨润土密封。
5、应以品字形分布,不得出现十字搭接。
1、边坡不应存在水平搭接。
2、应自然松弛与基础贴实,不应褶皱悬空。
3、应随时检查外观有无破损,发现褶皱应及时修补,修补范围大于破损范围20cm。
4、任何人不得穿钉鞋在GCL垫踩踏,车辆不得直接在上面碾压。
5、铺完GCL垫应及时铺设HDPE模,防止遇水而发生前期水化。
±±(二)HDPE膜主控项目:1、原材质量必须符合设计要求。
2、HDPE膜铺设量不超过一个工作日能完成的焊接量。
3、HDPE膜按规程要求应进行试焊,正式焊接,真空检测,充气打压以及破坏性检测。
1、铺设应一次性到位,不宜展开后再拖拉。
2、应预留热胀冷缩变化的伸缩量。
3、HDPE膜铺设工程中应采取措施防风,以避免风力影响而撕裂。
4、铺膜焊接应做好以下记录。
表A.0.1(HDPE膜铺设施工记录)表B.0.1 HDPE膜试样焊接记录表D.0.1 HDPE膜施工工序质量检查评定表(三)土工布主控项目:1、土工布材料应符合设计要求。
2、土工布连接应严密无张嘴、裂口现象。
一般项目:1、土工布应铺设平整,不得有石块、土块、水和过多的灰尘进入土工布。
2、土工布的缝合应使用抗紫外线和化学腐蚀的聚合物线,应采用双线缝合。
3、边坡上的土工布应预先将土工布锚固在锚固沟内,再沿斜坡向下铺设,土工布不得折叠。
hdpe膜的焊接方式

hdpe膜的焊接方式
HDPE膜是一种高密度聚乙烯薄膜,具有优异的物理性能和耐化
学腐蚀性能,因此广泛应用于农业、渗漏控制、防水和包装等领域。
HDPE膜的焊接是将两个或多个薄膜片材连接在一起,以增加其宽度
或长度,或形成一个封闭的容器。
焊接方法分为热风焊接和热熔焊接两种。
热风焊接是将两个HDPE膜片材放在工作台上,并通过热风枪产
生的高温将膜表面加热至融点,然后迅速将两张膜滚动压合在一起,使其快速冷却并形成焊接。
这种焊接方式速度快,适用于连接大面积HDPE膜片材。
热熔焊接是将两个HDPE膜片材放在工作台上,并通过热熔机产
生的高温将膜表面加热至融点,然后将其压合在一起并保持一定时间,直到两张膜完全融合,形成焊缝。
这种焊接方式适用于连接较小的HDPE膜片材,如管道和容器。
无论是热风焊接还是热熔焊接,都需要注意操作技巧和安全措施,以确保焊接质量和工作人员安全。
同时,还需要选择适当的焊接参数和材料,以满足不同的应用需求。
- 1 -。
hdpe土工膜执行标准及合格证

hdpe土工膜执行标准及合格证HDPE防渗膜技术指标GB/T 17643-1998表一、厚度、宽度及偏差项目指标厚度mm 0.50 0.75 1.00 1.50 2.00 极限偏差mm ±0.06 ±0.09 ±0.12 ±0.18 ±0.24 平均偏差% ±6宽度mm 3000 3500 4000 6000以上偏差mm ±50 ±60 ±80 ±100表二物理力学性能序号项目指标GL GHGL-1 GL-2 GH-1 GH-21 拉伸强度Mpa ≥14 ≥17 ≥252 断裂伸长率% ≥400 ≥450 ≥5503 直角撕裂强度N/㎜≥50 ≥80 ≥1104 炭黑含量1) % ≥25 耐环境应力开裂F20 h ---- ---- ---- ≥15006 200℃时氧化诱导时间min ---- ---- ----- ≥207 水蒸气渗透系数g.cm/(cm2.s.Pa) ≤1.0×10-138 -70℃低温冲击脆化性能通过9 尺寸稳定性% ±31) 黑色土工膜要求.产品合格证国家经贸委定点生产企业山东宏祥化纤集团有限公司品种HDPE膜规格GH-2 1.0㎜数量30000㎡尺寸(m) 6×100 等级合格检验员注册宏祥出厂日期2012.6.21执行标准:中华人民共和国国家标准GB /T17643-1998厂址:山东省德州开发区东10公里山东宏祥化纤集团有限公司检测报告产品名称HDPE膜规格型号GH-2 1.0㎜检验性质出厂抽检检验日期2012.6.21检验内容序号检测项目单位检验结果单项评定备注1 厚度㎜ 1.01 合格2 拉伸强度MPa 25.2 合格3 断裂伸长率% 626 合格4 直角撕裂强度N/mm 112 合格5 尺寸稳定性% 1.8 合格6 炭黑含量% 2.2 合格7 水蒸气渗透系数g.cm/cm2.s.pa 0.9×10-13合格8 -70℃低温冲击脆化性能通过9 外观符合标准要求综合评定执行标准:GB/T 17643—1998合格品检验者: 复核者:。
hdpe膜焊接方法

hdpe膜焊接方法
HDPE膜焊接方法有热熔焊接、对接焊接、管道焊接等几种。
热熔焊接是将两片HDPE膜覆盖互相重叠,用加热装置加热,使HDPE膜表面熔化,然后使两片膜熔接在一起,形成一片连续的带有粘接部分的薄膜。
对接焊接是指将两片HDPE膜放置在平滑表面上,互相对接,用一种热熔材料加热熔化后覆盖在对接的膜边缘处,待冷却之后,形成一片连续的带有接头的薄膜。
管道焊接是将管道预制模块中的HDPE管材切割成一定长度,在管道连接处用管道膜焊接机将HDPE管材与HDPE管垫片、防水卡环和螺母膜片等焊接在一起,形成一个完整的管道系统。
无论采用何种焊接方式,需要注意热熔材料的质量,熔化温度的控制,尺寸的一致性等。
同时,也需要注意安全措施,避免对人员的伤害。
沥青薄膜加热试验记录表(参考模板)
加热前后60℃粘度百分比
(%)
平均百分比(%)
薄膜加热老化指数
老化指数平均值
自检意见
监理意见
填表:
说明:此表是横向表,各对比表是竖向表。只有黄埔桥里有此表
试验表沥青旋转薄膜加热试验记录表
施工单位: 合同段:
监理单位: 编 号:
工程名称
使用范围
规格名称
试验规程
试验日期
取样地点
沥青薄膜加热试验记录表
页码 共 页
试验表105JTJO52-2000公路工程沥青及沥青混合料试验规程(T0609-1993)编号:
项目名称
分部工程
施工单位
广东省长大公路工程有限公司
合同段
分项工程
监理单位
广东华路交通科技有限公司
单位工程
工程部位
检验单位
系统单位
桩号范围
取样地点
取样日期
试验日期
使用范围
取品名称
试验温度
试验速度
延度(cm)
差值 (cm)
平均值(cm)
(℃)
(cm/mim)
1
2
3
自检意见
监理意见
备注
试验
计算
复核
黄埔桥
(本资料素材和资料部分来自网络,仅供参考。请预览后才下载,期待您的好评与关注!)
试验单位
薄膜加热试验条件
质 量 变 化
盛样皿ห้องสมุดไป่ตู้号
盛样皿质量m0(g)
(加热前)盛样皿+试样质量 m1(g)
(加热后)盛样皿+试样质量 m2(g)
质量变化(%)
单个值
平均值
HDPE膜施工方法(2024)
引言:HDPE膜是一种常用于防水工程的材料,它具有耐腐蚀、耐老化、耐酸碱等优点,并且施工简单、效果显著。
本文将详细介绍HDPE膜施工的方法,包括基础准备、膜材铺设、焊接技术等方面的内容。
概述:HDPE膜施工是一种重要的防水工程,它能够有效地防止地下水渗漏和地面水浸入建筑物内部,保护建筑物的结构安全。
在施工过程中,需要注意基础准备、膜材铺设、焊接技术等方面的细节,以确保施工质量和效果。
正文内容:一、基础准备1.地表处理:在施工前,需要对地表进行处理,清除杂物、平整表面,并确保地表干燥清洁。
2.基层处理:根据实际情况选择适当的基层处理方式,如水泥砂浆抹灰、混凝土基面等,以提高膜材的附着力。
二、膜材铺设1.膜材选择:根据实际工程需要选择合适的HDPE膜材,考虑到膜材的耐腐蚀性、耐老化性和耐酸碱性等指标。
2.铺设方式:将HDPE膜按照预定施工图纸的要求进行铺设,要求膜材边缘与建筑物墙体呈45度角,确保边际密封性。
3.固定方式:使用适当的固定材料将膜材固定在基层上,确保整个膜面的平整性和稳定性。
三、焊接技术1.热风焊接:采用专用的热风枪将HDPE膜材焊接在一起,确保焊缝的牢固性和密封性,避免水分渗漏。
2.热熔焊接:使用热熔焊机将HDPE膜材与热溶料进行热熔焊接,确保焊缝的牢固性和密封性。
3.高频焊接:利用高频电磁场作用下的摩擦热熔融状态,将HDPE膜材焊接在一起,适用于大面积膜材的施工。
四、施工质量控制1.焊缝检测:使用焊缝检测仪器对焊缝进行检测,确保焊缝的牢固性和质量。
2.漏水测试:在施工完成后,进行漏水测试,检查膜材铺设和焊接的质量,确保没有漏水点。
3.质量记录:对施工过程中的各项工作进行记录,包括施工图纸、焊接记录、检测报告等,以便后续审查和维护。
五、施工注意事项1.施工环境:在施工过程中,要保持施工区域的干燥和整洁,避免外来物质对膜材的污染。
2.人员要求:施工人员应具备相关的工程经验和技术能力,了解HDPE膜施工的要求和方法。
hdpe膜焊接工艺
hdpe膜焊接工艺HDPE(高密度聚乙烯)膜焊接工艺是一种常用的塑料薄膜连接技术。
在建筑、环保、包装等领域,经常需要用到这种技术,以满足不同应用的需求。
下面,我们将介绍HDPE膜焊接的工艺流程及其应用范围。
HDPE膜焊接的工艺流程分为以下几个步骤:第一步,准备工作。
在进行膜焊接前,需要准备好必需的设备和材料,包括HDPE薄膜、接头、焊接机、打孔器、刮刀等。
此外,还需检查焊接部位的清洁程度,确保无任何杂质存在。
第二步,切割膜材。
将要焊接的HDPE膜根据需要切割成相应大小。
注意,切割后的薄膜两端应该处于垂直状态,不可有任何斜向或波浪形等情况。
第三步,将接头插入膜片中。
将接头插入先前用打孔器打好孔的薄膜中,确保接头与膜材平整接触。
第四步,进行热熔焊接。
使用焊接机将接头与膜片进行热熔焊接。
需要注意的是,熔接时间和温度需要根据所使用的焊接机和材料确定。
第五步,对焊接后的部位进行修剪。
将多余的膜材和接头部位进行修剪,确保焊接后表面光滑,没有任何毛刺或割伤。
HDPE膜焊接适用于多种应用场景。
在建筑领域,它常用于防水材料的热熔焊接,可以有效地保护建筑中的地下室、墙壁等部位。
同时,在环保领域,HDPE膜焊接也被广泛应用于废水处理等场景中,以减轻环保的压力。
此外,它还被广泛应用于包装、遮阳、防风等领域。
总而言之,HDPE膜焊接是一种简便易行的技术,并被广泛应用于不同场景中。
通过正确掌握焊接工艺流程,我们可以充分利用这一技术,为我们的生活、工作等提供更加便捷、高效的解决方案。
垃圾填埋场防渗工程检验批质量验收记录表
垃圾填埋场防渗工程检验批质量验收记录表第一层(20cm)分包项目经理/施工班班长施工单位检查评定记录GCL垫材料厚度符合设计要求GCL垫材料质量符合要求GCL垫材料接缝符合要求监理(建设)单位验收记录质量验收规范规定的检查项目及验收标准主控项目全部合格、一般项目均符合规范及设计要求。
项目专业质量检查员:年月日监理工程师建设单位项目专业技术负责人):年月日记录表:土方开挖工程检验批质量验收编号:工程名称:施工单位:分部工程名称:技术负责人:分项工程名称:项目经理:验收批名称、部位:垃圾填埋场A-A场区,分包单位/垃圾填埋场A-A场区,分包项目经理/施工班班长施工单位检查评定记录:基坑上下口长度符合要求:+20基坑上下口宽度符合要求:+20监理(建设)单位验收记录:质量验收规范规定的检查项目及验收标准:1.主控项目全部合格、一般项目均符合规范及设计要求。
项目专业质量检查员:年月日监理工程师(建设单位项目专业技术负责人):年月日记录表:粘土保护层工程检验批质量验收编号:工程名称:施工单位:分部工程名称:垃圾填埋场分项工程名称:粘土保护层技术负责人:项目经理:验收批名称、部位:垃圾填埋场A-A场区粘土保护层第一层(20cm),分包单位/垃圾填埋场A-A场区分包项目经理/施工班班长施工单位检查评定记录:土质均匀无杂物压实度≧96%,符合要求保护层总厚度为45cm,第一层填土厚度为20cm监理(建设)单位验收记录:质量验收规范规定的检查项目及验收标准:1.黏土层不应含有粒径大于5mm的尖锐物料2.压实度不得小于96%3.平整度每平方米黏土层误差≦2cm4.保护层厚度不小于设计值项目专业质量检查员:年月日监理工程师(建设单位项目专业技术负责人):年月日记录表:GCL垫防渗层工程检验批质量验收编号:工程名称:施工单位:分部工程名称:技术负责人:分项工程名称:GCL垫防渗层第一层(20cm)项目经理:验收批名称、部位:垃圾填埋场A-A场区,分包单位/垃圾填埋场A-A场区分包项目经理/施工班班长施工单位检查评定记录:GCL垫材料厚度符合设计要求GCL垫材料质量符合要求GCL垫材料接缝符合要求监理(建设)单位验收记录:质量验收规范规定的检查项目及验收标准:1.主控项目全部合格、一般项目均符合规范及设计要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HDPE膜热熔连接监测记录表
工程名称:行唐县城生活垃圾卫生填埋场
焊接编号 日期 时间 设备编号 技工编号 焊接长度(cm) 环境湿度 焊接温度 ℃ 焊接
速度
M∕
min
气压监测
日期 时间 开始压强 结束压强 是
否
通
过
1 2010.7.2 上午 1 姓名 10 410 2.7 7.4 上午 2.6 2.5
是
2 同上 下午 同上 同上 30 415 2.6 7.4 下午 2.7 2.6
是
3
4
5
6
… … … … … … … … … … … … … …
现场监理(盖章): 技术负责人(盖章): 记录人(盖章): 填板日期:
HDPE膜铺设施工记录表
工程名称:行唐县城生活垃圾卫生填埋场
铺设位置编号 日期 时间 卷材编号 长度(cm) 宽度(cm) 面积
(㎡)
备注
1 2010-7-12 上午 1 30 6
2 同上 下午 同上 同上 同上
3 同上 同上 同上 同上
4 同上 同上 同上 同上
5
6
7
8
9
施工单位: 现场监理 (签章):
检测单位: 技术负责人(签章):
填表日期: 记 录(签章):
铺设在分区坝时,在于坡的连接处是横向的,在分区坝上就是纵向的了。