台阶内花键套筒冷挤压工艺研究
小模数渐开线花键冷挤成型研究及挤轮设计
安 江 龙
( 山西 北 方 风 雷 工 业 集 团有 限 公 司 , 西 太 原 0 0 0 ) 山 3 0 9
摘 要 : 通过 对 小模 数花 键 冷挤轧 成 形过程 分析 , 出冷挤 小模 数花 键 的可 行性 , 工 艺 明显优 于传 指 其 统加 工方法 , 工精 度 、 面强度 和效 率均得 到很 大提 高。针 对 实 际的成 形 条件 , 述 了滚 轧轮 的设 计 方 加 齿 详 法 , 小模数 花键 零件 的研 究和 生产提 供 了一种 实用 、 为 高效 、 可靠的 成形 工艺 。
关键 词 : 小模 数 花 键 ; 冷挤 轧 ; 轧 轮 设 计 滚
中图分 : A
Dei n sg
AN in l n Ja go g
Ree rh I t e Cod Exr so e h lg fS l M o u u n ou eS ln l n n lig 、l sa c 0I h l t u in T c noo y o ma l d l sI v lt p i e Ro l g a d Rol i n )
(hni S a x rh F n l i n u ty Gr u ,Tay a 3 0 9,Ch n ) No t e g e d s r o p I iu n 0 0 0 ia Ab t a t Th e t p i to tt a h e sb l y o od e t u i n o mal d l ss l eb ma l d l p i er l n sr c : et s o n u h t ef a i i t fc l x r so fs l mo u u p i y as l mo ue s l o l g t i n n i
套筒扳手冷挤压工艺及模具设计
《模具工业》1999. No . 8 总 222
27
轴承钢内齿圈冷挤压模设计
杭州电子工业学院 (浙江杭州 310037) 李沛同
[ 摘要 ] 轴承钢变形抗力大 , 用筒形坯料挤压内齿圈可减小变形程度 、挤压成形 力 、模具弹性变形量 、金属流动量及模具的磨损量 ,提高挤压成形的精度 。
关键词 冷挤压 内齿圈 轴承钢 精度
图 6 毛坯及毛坯预成形 a ———下料毛坯 b ———冷镦预成形毛坯
4 模具结构及工作过程 通过分析 , 成形方案 Ⅲ是值得肯定和推
广的 , 方案 Ⅲ的重点为复合挤压形成小头及 内 12 角形孔和采用刚性平移保持已成形的 内 12 角形孔并反挤压出方孔 。由于后者属一 般反挤压模具结构设计 , 故对此结构不作叙 述 ,仅对前者的模具结构设计作一说明 。模具 结构如图 7 所示 ,在通用闭式单点压力机上进 行冷挤压 ,利用拉杆顶出 ,卸料板卸料 。挤压 终了 , 压力机回程时 , 顶出器 23 通过拉杆 3 、 横板 31 、顶杆螺钉 30 、顶杆 25 将工件顶出 。 如工件粘在凸模上 ,则由卸料板 8 刮下 。
该模具采用锥形压紧圈压紧凹模 , 从而 在上 、下模留有同样的操作空间前提下缩短 了凸模的长度 ,提高了凸模的强度和刚性 , 有
图 7 模具结构 1. 上模座 2 、4 、32 、33. 螺帽 3. 拉杆 5. 螺栓 6 、21. 销钉 7. 凸模固定座 8. 卸料板 9. 弹簧 10. 大螺母 11. 凸模固定锥套 12. 凸模垫块 13. 凸 模 14 、20 、27. 螺钉 15. 凹模内圈 16. 凹模中圈 17. 凹模外圈 18. 导 套 19. 压紧圈 22. 凹模垫块 23. 顶出器 24. 下模座 25. 顶杆 26. 垫板 28. 导柱 29. 下模板 30. 顶 杆螺钉 31. 横板
花键轴冷挤压成形工艺及模具设计

花键轴冷挤压成形工艺及模具设计
高汉华
【期刊名称】《金属成形工艺》
【年(卷),期】1998(016)001
【摘要】花键轴是机械中广泛使用的重要零件之一。
制造工艺复杂,外观质量,尺寸精度,综合机械性能等要求高。
采用冷挤压形,可使成本降低,提高质量,使用可靠。
此文对花键轴成形工艺,模具设计作了详细探讨。
【总页数】2页(P10-11)
【作者】高汉华
【作者单位】武汉市一轻工业学校
【正文语种】中文
【中图分类】TH131.4
【相关文献】
1.车用花键轴冷挤压成形CAE分析及工艺参数优化 [J], 刘仰文;张莹;姬忠超;陈莹莹;娄现瑞
2.内外花键轴向冷挤压成形工艺 [J], 康权;邓强;李志远;杜尚军;崔旭昌
3.花键轴冷挤压工艺及模具设计 [J], 余承辉;王国林;卢洪德;聂兰启
4.花键轴冷挤压工艺研究与模具设计 [J], 骆静;尹小燕;李荣章;张驰
5.方花键轴开模冷挤压的模具设计及工艺实验研究 [J], 黄朝珲;付沛福
因版权原因,仅展示原文概要,查看原文内容请购买。
冲钻套筒冷挤压工艺
形 键时 , 挤材 料 处 于三 向压应 力状 态 , 形 键侧 面 被 梯
0 6. 2 5
不 会 由于存 在 拉 应力 而 产生 裂 纹 ,使 挤 出 的梯 形键
维普资讯
l 6
锻压机 械
220 /0 2
冲 钻 套 简 冷 挤 压 工 艺
20 3 上 海工 程技 术 大 学 0 36
摘要 介 绍 了冲钻 套筒 的冷 挤 压工 艺 、 具设 计 。 模
关键 词 冲钻 套 筒 冷挤 压 冷 挤 压模 具
收 稿 日期 :0 1 1- 1 2 0 — 12
坯尺寸。 3 图 为冷挤压工序图。 根据图 3 中的空心件 半成 品 尺 寸 , 以计算 出冷 挤压 毛坯 。 终 确定 原 始 可 最
坯 料 尺 寸 0 34 3. mmx 58 4 .mm。 32 毛坯 退 火 、 化皂 化处 理 . 磷
维普资讯
体 积 成 形 技 术 — — 冲 钻 套 筒 冷 挤 压 工 艺
1 7
模, 配合 锥 度 13 各 层 加 强 圈 的直 径 过 盈 量 按 文 。0 , 献 [] 2 确定 。
退 火 酸 洗 磷 化 鬯化 退 火 酸 洗 磷 化 皂化
图 2
冲钻 套 简Leabharlann 冷挤 图 22 冷 挤 压工 艺 方案 .
根据 零 件形 状 , 定用 冷 挤 压来 成形 其 杆 部 、 决 筒 体 内外径 、 部梯 形 键 孔 、 杆 脱扣 槽 凸缘 。 料经 退 火 、 坯 酸洗 、 化皂 化处 理 后 , 用 正 挤 挤 出 杆 部 , 反 挤 磷 采 再
模 架 的 中心 采 用可 调 型式 ,通 过 四个 对 中螺 钉
来 调定 凹模 中心 。上 模 板 、 模板 、 下 凹模 座 等零 件 均 用4 5钢经 调 质来 提 高 其综 合 力学 性 能 。 前 三 道挤 压 模 具结 构 比较 普 通 , 文不 作介 绍 , 本
冷挤压工艺第一章

图2-5 坐标网络法
图2-6 毛坯剖切加工示意图
(2)硬度试验法 在冷变形时,金属的硬度是随变形程度的增加而增加的,所以只要知道变形体各部 分硬度的变化,就可以大体上了解变形的数值以及变形不均匀分布的情况。
图2-7 用硬度试验法研究钢零件的变形分布
冷挤压工艺 第一章
讲师:王冰鸿
一. 冷挤压概述
1.1 冷挤压技术的应用及方法分类
图1-1 冷挤压普通碳素钢缝纫机梭芯套 图1-2 冷挤压低碳钢深孔气缸
图1-3 冷挤压中碳钢洗衣机齿轮轴
图1-5 冷挤压纯铝仪表支架
图1-4 冷挤压碳素工具钢连接帽
图1-6 冷挤压防锈铝加压器
根据金属被挤出方向与加压方向的关系 可将冷挤压分为以下几种。
冷挤压、温挤压和热挤压的比较主要有以下几个方面: 1 )冷挤压虽有很多优点,但变形抗力大,就限制了零件的尺寸,同 时也限制了变形抗力大的材料采用冷挤压工艺。 2 )热挤压成形法,虽然可以使材料变形抗力变小,但由于加热,产 生氧化、脱碳及热膨胀等问题,降低了产品的尺寸精度和表面质量,因而 一般都需要经过大量的切削加工,才能作为最后产品。 3 )温挤压是将毛坯加热到金属再结晶温度以下某个适当的温度进行 挤压。由于金属加热,毛坯的变形抗力减小.成形容易,压力机的吨位也 可以减小,而且模具的寿命延长。但与热挤压不同,因为在低温范围内加 热,氧化、脱碳的可能性小,产品的机械性能与冷挤压的产品也差别不大。 特别是在室温下难加工的材料,例如析出硬化相的不锈钢、高碳钢、含铬 量高的—些钢、高温合金等,在温挤压时可能变成可以加工或容易加工。
如果将点的应力状态各向应力的符号进行分类,则可分为同号应力状态与异号
渐开线花键的冷挤压成形试验研究

文章编号:1672 - 058 X(2004) 04 - 0403 - 03渐开线花键的冷挤压成形试验研究吕琳, 刘利(重庆工业职业技术学院机械系,重庆400050)摘要:以微车半轴花键零件为例,针对半轴花键采用传统切削加工工艺存在的不足,综合应用冷锻技术和实验技术,对渐开线花键冷挤压成形工艺进行理论分析,设计制造出挤压组合模具,并进行了大量挤压试验,获得了准确的花键齿形和较好的表面质量。
关键词:渐开线花键;冷挤压;模具中图分类号: T G 76文献标识码:A冷锻是指冷体积条件下的锻造加工,或在室温条件下利用安装在设备上的模具使金属材料压缩为成形零件的一种高精高效、优质低耗的先进生产工艺技术。
与常规模锻工艺相比,可以节材30 %~50 % ,节能40 %~80 % 。
而冷挤压是冷锻少、少无切屑零件加工的工艺之一,是金属塑性加工中一种先进的工艺方法 1 。
我国汽车生产中少无切削工艺的应用虽取得了一些成绩,但因为汽车批量还不大,应用得还很不普遍,随着近年来汽车产量的增加,对少无切削工艺的要求越来越迫切,它不仅可以降低成本,提高质量,而且还可以解决常规切削加工工艺所需机床的数量多、占地面积大的问题。
其中,微车半轴花键的生产国内过去主要采用铣、滚、拉花键等传统加工工艺。
采用传统工艺加工的半轴花键零件,存在生产率低,产品质量差等问题。
为了解决这些问题,就出现了采用冷锻成形技术来加工花键零件的方法。
冷成形工艺的生产率比切削加工要高几倍到几十倍,材料利用率达70 %~80 % 。
图1 微车半轴零件图工艺分析1表1 渐开线花键参数图1 为微车半轴零件示意图。
其渐开线花键参数如表1 。
材料为40Cr 。
冷挤压成形工艺的成形尺寸精度可达I T7~I T8 ,表面粗糙度可达0 . 8 μm 以上。
该花键材料为40Cr ,其供应状态强度高、变形抗力大,塑性较差且有加工硬化存在。
加工前要对坯料进齿数26 修正参数0 . 1模数 1 . 045°J ISD基圆直径2624 (25Max)压力角小大径径+ 0 . 03 齿形27行充分的软化处理,降低变形抗力,提高塑性,以满足冷挤压成形工艺。
第 6章 冷挤压工艺与模具 设计
4)最好有超载保险装置。
5)最好在压力机上备有顶出装置。
P 850 MPa
⑶ 考虑到 h0 / d 0 1.5, 90 0 上述单位挤压力需要修 正,因此可根据图③中相应的曲线,查得修正的单位挤 压力:
P 1050 MPa
⑷根据毛坯直径 d 0 和修正的单位压力 p 从图④中查得总 挤压力:
P 4500 MPa
6.3.4冷挤压力机的选用
图6.4.3 断面的合理过渡
图6.4.4 锥形件的冷挤压
图6.4.5 实心阶梯形件
图6.4.6 空心阶梯形件
图6.4.7 挤压缩孔
图6.4.8 阶梯轴的冷锻 a)一次正挤 b)正挤——镦头
图6.4.9 有阶梯内孔件的挤压工序
图6.4.10 深孔薄壁件的挤压工序 图6.4.12 双向挤压深孔件
图6.4.11 无底筒形件的挤压工序
图6.4.13 考虑成品局部形状的半成品设计(挤压“山”形件) a)毛坯 b)半成品 c)成品
图6.4.14 冷挤压花键齿形截面图
图6.4.15 挤压凹模的轮廓形状
6.5 冷挤压模具设计
6.5.1、典型的冷挤压模具
正挤压模具(如图6.5.1) 反挤压模具(如图6.5.2)
3)挤压件可达精度和表面粗糙度 它有一定限度。增加修 整工序可提高挤压件精度。 4)挤压件的材料 材料影响挤压难度、许用变形程度。 5)挤压件费用 一般包含材料费、备料费、工具及模具制 造费、冷挤压加工费及后续工序加工费等。这是一项综合 指标,往往是决定工艺方案是否合理、可行的关键因素。 6)挤压件的批量 批量大时可以使总的成本降低。
7A04简形件冷挤压
形铝合金产品因热收缩难 以精确控制 , 产品的尺 寸精度难以达到花键套 内花键孑 所 要求公差范 L 围, 并且铝合金热成形时材料 的黏性较 大 , 表面 氧化铝的硬度高 , 容易造成工件的成形表面被拉 毛, 而使 表 面粗糙 度 达不 到该 产 品要 求 的表 面 质 量.
1 毛坯 及工 艺方 案设 计
1 1 工 艺 方案 设计 .
一
花键套采用 的材料为 7 0 A 4超硬铝 , 铝合 该 金是 机械 性 能最好 的超硬 铝 之 一 , 也是 一 种 难 变 形铝合金. 1 图 是花键套 的产品示 意 图, 内形是 个梅花形 的盲孑 , L 由一个 5 6 i 的圆 .o mml l
材 料 , 般 只进 行 热成 形 , 在 批 量 生产 中 , 一 但 热成
2 冷挤压. ) 冷挤压的特点是成形的精度高、
表面 质量 好 , 材 料 的变 形抗 力 大 , 形 性差 , 但 成 对
润滑的要求高 , 在挤压成形前需要进行软化退火 处理和前 处 理 , 因此 , 冷挤 压 的工 序相对 较长.
维普资讯
第2 9卷
第 1期
四 川 兵 工 学 报
20 0 8年 2月
【 制造技术与实践 】
70 A 4简 形 件 冷 挤 压
赵 强, 赵 军, 李祖 荣
403 ห้องสมุดไป่ตู้ 00 9
( 中国兵器工业 第五九研 究所 , 重庆
摘要 : 介绍 了 7 0 筒形件 的冷挤压成形 工艺 , A 4 分析 了超硬铝 冷挤 压的特点 , 为类似零 件工艺提供 了
2 1 数 值模 拟 程序 和初 始 条件 . 花 键套 毛 坯 的 成 形 过 程 是 金 属 的大 变形 过
车用花键轴冷挤压成形CAE分析及工艺参数优化
摘 要 :以车 用花 键 轴 为研 究 对 象 ,制 定 了其 冷挤 压 成 形 工 艺 方 案 。 利 用 Deform一3D
有 限元 软 件 模 拟 了花键 轴 的 终 成 形 过 程 ,分 析 了花 键 轴 终 成 形 过 程 的损 伤 和 载荷 。 选
取 摩擦 因数 凸模 速 度 和 坯 料 长 度 h 三 个 工 艺 参 数 进 行 正 交试 验 及 参 数 优 化 。 结
03061n11113140230簟0000最小值0536最大值图4终成形损伤参量互下模座25l115l7内六角螺钉3凹模固定枢4一凹模垫块6一凹模7外应力圈8一导套9柱l0一上模座12凸模固定板13垫块ll凸压套16一压板18一限流套19凸模20推出器推杆图3花键轴终成形模具结构行程mm图5终成形载荷一行程曲线3花键轴冷挤压终成形数值模拟l花键轴终成形工艺参数优化31前处理设置本文利用deform一3i有限元软件对车用花为优化终成形工艺参数将该t步的成形载荷作为评价指标选择摩擦因数凸模速度表s正交试验结果的极差分析和坯料长度h三个影响因素表3为试验因素水平分析
Abstract:In this paper,a cold extrusion process of the vehicle spline shaft w as developed. The final form ing process of the spline shaft was sim ulated by Deform一3D .The dam age and load in the final form ing process of the spline shaft were analyzed.The three param eters in. cluding friction coefficient ,punch speed and billet length h were selected for orthogonal test and parameter optim ization.The results show that the influence of each param eter on the form ing load is as follows: billet length > friction coefficient> punch speed and the billet length has a significant effect on the load of the spline shaft final forging.The optim um extru—
花键轴冷挤压成形应用
工 件 出 模 膨 胀 量 小 , 面 粗 糙 度 Ra .: 表 O4
② 强 度高 。冷 挤 花键 轴 比切 削 ] - 的花 键 轴扭 JF H.
转 强 度提 高 2 %以上 。 0
自由缩径 成形 由于摩 擦 接触 面 小 ,塑性 变形 量 小 , 压 力小 , 挤 凹模 加 工 费用 低 , 因而 成 为花 键 冷挤 的首 选方 案 。 但是 凹模 的设 计 和成 形参 数 的选 择 , 由 于缺 乏 系统 的理论 分 析 , 不得 不 依靠 试验 方 法 , 即不 断修模 的方法 , 并且有 时 因缩 径 量过 大 , 自由缩 径 无 法成 形 , 大 地 限制 了这 种 先进 工 艺的 应用 。为 此 , 极
广泛 , 我们 开 发 了冷挤 花 键 的 自由缩 径成 形 方 法 , 并
用于 4 5钢 花 键 轴 成 形 。 2 自 由缩 径 允 许 变 形 量 分 析
花 键 轴 冷 挤 压 成形 是 一种 先 进 的加 工 工 艺 , 同
机 械加 工 工艺 比较 有 如下 优 点 :
① 精度 高 。 冷挤 压 法加 工 花键 , 用 所有 齿形 一次
状 态 , 径 向压 应 力 的 作 用 , 如 图 2 受 取 a所 示 的单
元体, 则 方 向的平 衡方 程 为 :
(d) 一 一 d= } }r (0 + 。1 丌:
采 用 T: 。 擦 条 件 求 解 得 : 1 。 摩
盯 :
( 1 )
() 2
利用 MA L 2 T AB R1 ,用式 ( ) 得 不 同 材 料 硬 7求 度 情 况 下 的 极 限 缩 径 比 . 于 硬 钢 ( 度> 10) 对 硬 HB 8 , 缩 径 比 d D O8 / > .;而 对 于软 钢 ( 度< BI0 ,/ 硬 H 8 ) D> d
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
22《模具工业》2003.No.10总272
台阶内花键套筒冷挤压工艺研究张水忠,徐新成,廖秋慧(上海工程技术大学,上海200336)
摘要:分析了台阶内花键套筒的冷挤压工艺,制定出冷挤压件图,确定了挤压方案及工艺流程,
对各工序变形程度进行了校核,并计算出了挤压力,同时对挤压模具的设计制造进行了简单的介绍。关键词:冷挤压;台阶内花键;套筒;模具中图分类号:TG376文献标识码:B文章编号:1001-2168(2003)10-0022-04
AnalysisoftheColdExtrusionTechnologyfortheSleevesoftheInnerSplinewithStairsZHANGShui-zhong,XUXin-cheng,LIAOQiu-hui,(ShanghaiUniversityofEngineeringScience,Shanghai200336,China)Abstract:Thetechnologyofcoldextrusionofthesleevesoftheinnersplinewithstairswas
analyzed.Thedrawingoftheworkpieceforextrusionwasworkedout,theextrusion
表2凹模尺寸表mm
D<8.3<10.3<12.3
d<17.5<19.5<19.5
D<15<17<19
A<9.4<11.5<13.5
B<10.4<12.5<14.5
表1凸模尺寸表mm
加大了,模具高度是图4所示模具的2.5倍,模具必须要在较大的机床上使用。同时零件顶出后必须先将顶出机构复位才能进行下一个零件的加工,整个操作过程多了一个动作,在大批量生产时,生产速度慢,生产成本高。而实际试模后发现,铆合过程中加热管变形很小,几乎不变形,经试验,加大了凹模与加热管的配合间隙(0.3mm),取消了顶出系统。(2)在试模过程中发现,零件铆合后出现了加热管与连接板铆合不紧,有松动的现象,而且出现问题的加热管的位置和数量随机性较大,经分析认为有以下2种原因:a)模具制造初期,凸模与凸模固定板、凹模与凹模固定板采用过盈配合,在装配过程中,凸、凹模与固定板之间可能会出现不垂直现象。b)加热管在加工过程中可能产生壁厚不均匀或铝材有不均匀的硬质颗粒等。改进的办法是将凸、凹模与固定板的配合改为间隙配合,使零件铆合过程中凸、凹模能根据实际情况自动调整。经改进,效果良好。
图5凸凹模零件a———凸模b———凹模23《模具工业》2003.No.10总272
methodandtechnologicalflowformulated,thedegreeofdeformationoneachprocessingstep
checked,andtheextrusionforcescalculated.Thedesignandmanufactureoftheextruding
diewasbrieflyintroduced.Keywords:coldextrusion;innersplinewithstairs;sleeve;die
——————————————————————作者简介:张水忠(1948-),男,上海人,副教授,主要从事冲压、冷挤压工艺及模具的教学与科研工作,地址:上海市仙霞路350
号,上海工程技术大学材料工程学院。电话:(021)64209127-
4417收稿日期:2003-03-19
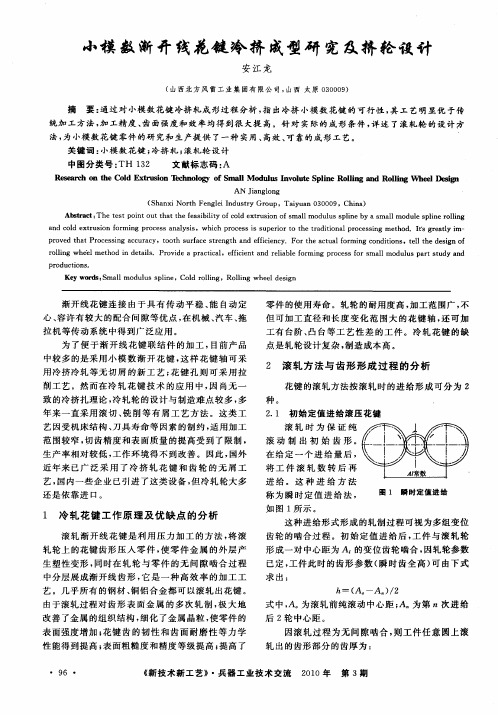
1引言图1所示台阶内花键套筒为某产品中的1个重要零件,由于零件内孔中台阶内花键的作用,该产品工作时可以使得与之相配的、带有外花键的零件处于3种不同的位置,产生3种不同的动作。由于零件工作时受力情况较复杂,因此材料采用20Cr,成形后需经渗碳淬火处理,以获得较高的耐磨性。<12mm内孔有尺寸公差及表面粗糙度要求,最终磨削至图示尺寸。图1台阶内花键套筒2零件冷挤压工艺性分析该零件从形状尺寸上看是非常适合于冷挤压加工的典型零件,内孔形状复杂,除<12mm孔外,上端还有<29mm及<21mm孔,<21mm孔上端有台阶内花键,上部内花键比下部内花键宽,上、下内花键一侧对齐,另一侧则形成台阶,因此台阶内花键形状无法用机加工获得。从内孔及台阶内花键的尺寸精度分析,除<12mm孔外,最高尺寸精度为IT11级,据资料[1]介绍,属于一般冷挤压件尺寸精度范围。该零件如采用冷挤压成形,不但生产效率高,节约大量原材料,而且挤压后材料的机械性能,
尤其抗疲劳性能会有很大的提高。
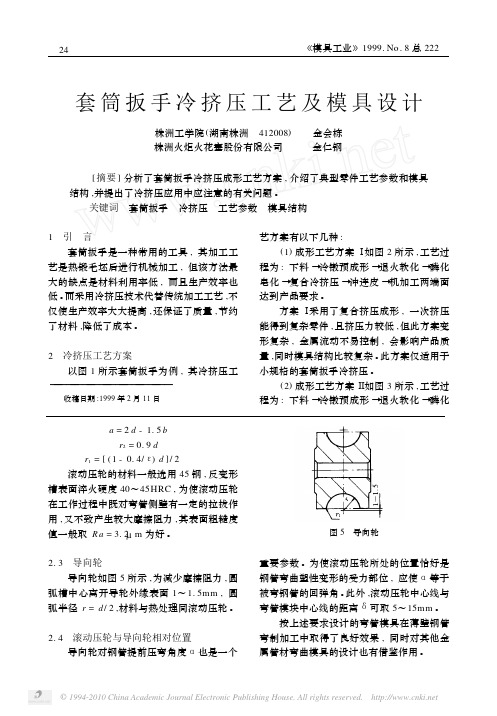
3冷挤压工艺3.1冷挤压件图根据零件的形状、尺寸精度及使用要求,其外径均不放机加工余量,直接挤到尺寸,两端面留一定的机加工余量。<12mm孔因直径较小,长度又很长,
故冷挤压不予挤出,<29mm和<21mm孔可以直接挤出。台阶内花键上端面在挤压时为自由挤出面,
因此留加工余量,以便后续机加工保证花键高度。零件冷挤压件图见图2。
图2台阶内花键套筒冷挤压件图3.2冷挤压工艺方案从零件的内径尺寸分析,<21mm孔长度较长,
如同时挤出<29mm孔与<21mm孔,挤压时单位挤压力较大,凸模的使用寿命无法保证,因此分两次挤出。零件杆部的长度较短,可以在挤大内孔时一次正反复合挤压成形,复合挤压时,杆部长度靠模具来保证。台阶内花键在<21mm孔成形后再进行挤压,
由于挤压深度较浅,变形程度也很小,对挤压凸模的使用寿命不会有什么影响。
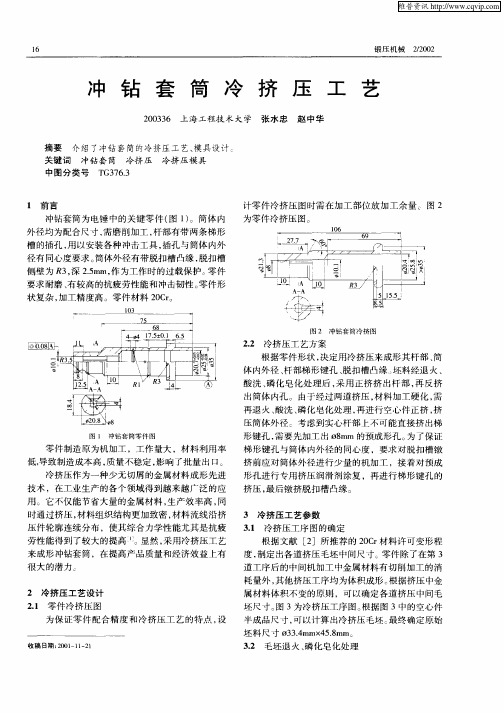
3.3冷挤压工艺流程套筒材料为<38mm冷拉圆钢,采用高效冲床精密下料。20Cr钢材在供货状态下硬度较高,塑性差,因此必须进行退火软化处理。退火时,坯料密封24《模具工业》2003.No.10总272
在不锈钢包内,退火软化处理后,坯料的硬度为75HRB左右。坯料表面氧化皮清理后,需再进行磷皂化处理,以便挤压时坯料与模具型腔之间有良好的润滑,具体的退火软化和磷皂化规范见资料[1]。经第1次正反复合挤压后,在坯料纵向剖面相应部位进行硬度测定发现,<29mm孔下部的材料硬化情况并不严重,图3为所测定的硬度值分布图,其中A处77HRB,B处79HRB,C处76HRB,E处82HRB,因此决定在挤<21mm孔前不必再进行二次退火软化和磷皂化处理,以降低零件成本。图4
为套筒零件冷挤压工艺流程图。
图3毛坯纵剖面硬度值分布图图4套筒零件冷挤压工艺流程图a———下料b———正反复合挤c———反挤小内孔d———挤台阶内花键
3.4冷挤压变形程度校核冷挤压时金属材料在模具型腔中进行塑性变形,如变形程度超过材料本身的最大塑性变形能力就会产生挤压缺陷,同时单位挤压力急剧增加,导致模具使用寿命下降,甚至模具发生爆裂,因此有必要对冷挤压各工序变形程度进行校核。冷挤压变形程度一般采用断面缩减率表示。正反复合挤压时,正挤压杆部断面缩减率εf=(382-262)/382=53%,反挤<29mm孔时断面缩减率εf=292/382=58%,反挤<21mm孔时断面缩减率εf=212/382=31%。由资料[2]可知,20Cr的正挤最大断面缩减率为80%,反挤许用断面缩减率为30%~75%,因此均符合要求。3.5挤压力计算根据资料[2]中的冷挤压单位挤压力图算表,可查出正挤杆部单位挤压力p=1050MPa,正挤压力P=1200kN,反挤<29mm内孔的单位挤压力p=2250MPa,反挤压力P′=1500kN,显然内孔反挤压力大于杆部正挤压力,金属容易向杆部流动。为了控制杆部尺寸,挤压时模具在杆部部分进行封闭,因此首次复合挤压的总挤压力即为反挤内孔的挤压力。同理可得第2道工序反挤<21mm内孔的单位挤压力p=2200MPa,总挤压力P′=800kN。在试制过程中,实测首次挤压力为2200kN左右,第2道挤压工序挤压力为900kN,比理论计算值高出11%,这是由于坯料加工硬化造成的。由于反挤台阶内花键的挤压力较小,这里不予计算。
4模具设计及制造在挤压台阶内花键时,<21mm内孔挤压变形区附近的材料如果为自由表面,就建立不起三向压应力状态,由于拉应力的存在,花键表面会产生裂纹。因此在挤压台阶内花键时,<21mm内孔上部必须要有支撑,挤压台阶内花键的凸模要设计一定长度的导向端,挤压时,凸模的导向端先插入孔内,再进行挤压。这样挤出的内花键表面饱满、光洁,不会产生挤压时因拉应力的存在而造成的裂纹。挤压台阶内花键的凸模如图5所示,凸模上成形台阶内花键部分形状较复杂,必须采用电火花加工。电极采用上、下2块紫铜板,分别割出内花键形状,再铆接成组合电极,线切割尺寸要考虑放电间隙和凸模的抛光余量。凸模经电火花加工后由钳工修圆角抛光即可。
图5挤压台阶内花键凸模25《模具工业》2003.No.10总272
铆管冷挤压模具的改进设计田福祥(青岛建筑工程学院,山东青岛266033)
摘要:指出了原铆管冷挤压模具结构上的缺陷,设计了1副新型镶拼式挤压模,在保持原模具优点和满足强度要求的基础上,模具成本显著降低。关键词:铆管;冷挤压;模具结构中图分类号:TG375
+
.41文献标识码:B文章编号:1001-2168(2003)10-0025-02
ImprovementinDesignoftheColdExtrudingDiefortheRivetedTubeTIANFu-xiang
(QingdaoInstituteofArchitectureandEngineering,Qingdao,Shandong266033,China)Abstract:Theweaknessesoftheformerstructureofthecoldextrudingdiefortheriveted
tubewerepointedout.Anew-typedsplitextrudingdiewasdesigned,thecostofwhichwas
markedlyloweredwhiletheadvantagesoftheformerdiewerepreservedandtherequire2mentforstrengthwasmet.Keywords:rivetedtube;coldextrusion;diestructure
考虑到挤压时上、下模同轴度要求较高,模具采用了双重导向方案,即模架本身采用导柱、导套导向,同时凸、凹模再进行模口导向。由于模具结构为一般冷挤压通用模具结构,本文不再赘述。5结束语本挤压工艺采用3道挤压工序即可以成功挤出形状复杂的台阶内花键套筒。挤压台阶内花键时,凸模必须带有导向端,以便在挤压变形区建立三向压应力状态,保证内花键表面光洁、无裂纹。挤压台阶内花键凸模采用组合电极进行电火花加工。
参考文献:
[1]王孝培.冲压手册[M].北京:机械工业出版社,1990.[2]洪深泽.挤压工艺及模具设计[M].北京:机械工业出版社,1996.