C6150型车床
中级维修电工单元题库(7)机床电气控制

七、机床电气控制1. M7130 平面磨床的主电路中有三台电动机,使用了(A )热继电器。
A、三个B、四个C、一个D、两个2.M7130平面磨床的控制电路由(C)供电。
A、直流110VB、直流220VC、交流220VD、交流380V2. M7130 平面磨床控制电路中串接着转换开关QS2 的常开触点和(A )。
A、欠电流继电器KUC 的常开触点B、欠电流继电器KUC 的常闭触点C、过电流继电器KUC 的常开触点D、过电流继电器KUC 的常闭触点3. M7130 平面磨床控制电路中整流变压器安装在配电板的(D )。
A、左方B、右方C、上方D、下方4. M7130 平面磨床中,砂轮电动机和液压泵电动机都采用了接触器( B)转控制电路。
A、自锁反转B、自锁正转C、互锁正转D、互锁反转5. M7130 平面磨床中,冷却泵电动机M2 必须在(C)运行后才能启动。
A.照明变压器 B.伺服驱动器 C.液压泵电动机M3D.砂轮电动机M16 M7130平面磨床中电磁吸盘吸力不足的原因之一是(A)。
A.电磁吸盘的线圈内有匝间短路B. .电磁吸盘的线圈内有开C.整流变压器开路D. 整流变压器短路7. M7130平面磨床中,砂轮电动机的热继电器经常动作,轴承正常,砂轮进给量正常,则需要检查和调整(C )。
A、照明变压器B、整流变压器C、热继电器D、液压泵电动机8.M7130 平面磨床的主电路中有( A)电动机。
A、三台B、两台C、一台D、四台9.M7130 平面磨床控制线路中导线截面最粗的是(B)。
A、连接砂轮电动机M1 的导线B、连接电源开关QS1 的导线C、连接电磁吸盘YH 的导线D、连接转换开关QS2 的导线10.M7130 平面磨床中,砂轮电动机和液压泵电动机都采用了(A )正转控制电路。
A、接触器自锁B、按钮互锁C、接触器互锁D、时间继电器11、M7130平面磨床控制电路中的两个热继电器常闭触点的连接方法是(B )。
C6150主轴箱箱体的加工工艺及其工装设计
xx学院毕业设计(论文)C6150主轴箱箱体的加工工艺及其工装设计所在学院专业班级姓名学号指导老师年月日诚信承诺我谨在此承诺:本人所写的毕业论文《C6150主轴箱箱体的加工工艺及其工装设计》均系本人独立完成,没有抄袭行为,凡涉及其他作者的观点和材料,均作了注释,若有不实,后果由本人承担。
承诺人(签名):年月日2摘要零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。
因此这两者在机械加工行业中是至关重要的环节。
这次设计主要经历了两个阶段:第一阶段是机械加工工艺规程设计,第二阶段是专用夹具设计。
通过对C6150 主轴箱体零件图的分析及结构形式的了解,从而对主轴箱体进行工艺分析、工艺说明及加工过程的技术要求和精度分析。
然后再对主轴箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。
通过此次设计,使我们基本掌握了零件的加工过程分析、工艺文件的编制、专用夹具设计的方法和步骤等。
学会了查相关手册、选择使用工艺装备等等。
关键词:加工工艺,夹具设计,机床,分析I宁波大红鹰学院毕业设计(论文)AbstractPreparation of parts of the processing technology, processing machinery occupies a very important position, part preparation process was reasonable, which is directly related to the final part quality requirements can be met; fixture design is an indispensable part, it is related to whether can improve its processing efficiency problem. Therefore, both in the machining industry is a very important link.This design mainly experienced two stages: the first stage is the machining process planning, the second stage is the special fixture design.Based on the C6150 spindle box parts diagram analysis and the structural form of understanding, thus the spindle box for process analysis, process explanation and analysis the technical requirement and the precision. Then the spindle box bottom, bearing hole processing fixture design and precision and error analysis, the craft and the jig design results can be applied to production requirements.Through this design, we mastered the basic parts of the process analysis, process documentation, special fixture design methods and steps. Learn to check the relevant manual, choose to use the technology and equipment and so on..Key Words:Processing, fixture design, machine tool, analysisII目录摘要 (I)Abstract (II)目录 (III)第1章绪论 (4)1.1车床发展史 (4)1.2 数控车床的概念 (4)1.3 主轴箱的功用 (5)1.4 本课题的研究对象 (6)第2章C6150主轴箱体加工工艺规程设计 (6)2.1 方案论证 (6)2.2确定方案 (7)2.3 具体方案设计 (9)2.3.1 零件的分析 (9)2.3.2 编写工艺路线 (9)2.3.3机械加工工艺分析 (10)2.3.4 确定切削用量及基本工时(机动时间) (11)第3章专用夹具设计 (22)的夹具设计 (22)3.1加工顶面螺纹孔4-M12-6H底孔103.1.1定位基准的选择 (23)3.1.2切削力的计算与夹紧力分析 (23)3.1.3夹紧元件及动力装置确定 (23)3.1.4钻套、衬套、钻模板及夹具体设计 (23)3.1.5夹具精度分析 (25)3.1.6夹具设计及操作的简要说明 (26)总结 (27)参考文献 (28)致谢 (29)III第1章绪论1.1车床发展史古代的车床是靠手拉或脚踏,通过绳索使工件旋转,并手持刀具而进行切削的。
普通车床C6140(1000)型主要技术指标

机床专业技术规范JC 01-01 普通车床C6140(1000)型主要技术指标1 型号:C6140(750/1000/1500)。
2 床身上最大工件回转直径:400mm。
3刀架上最大工件回转直径:220mm。
(刀柄截面尺寸最大:25mm×25mm)4 最大工件长度:750mm/1000mm/1500mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 正转转速范围:(9~1600)r/min,≥16种8 纵向进给量范围(93种)8.1 标准:(0.063~2.52)mm/r。
8.2 细进给范围:(0.028~0.056)mm/r。
8.3 加大进给范围:2.86~6.43mm/r。
9 刀架纵向/横向的快速移动速度:≥4.5m/min、≥1.9m/min。
10 公制螺纹范围:(1~224)mm,48种。
11 英制螺纹范围:(1/8~72)牙/寸,48种。
12 模数螺纹范围:(0.5~112)mm,42种。
13 径节螺纹范围:1~56,45种。
14主电机功率:7.5kW。
15变速、变螺距切削时,不用改变挂轮方式,直接调节手柄控制16机床精度按国家相关标准执行。
17机床床身、防护板表面防锈漆完整,无锈迹附件配置:机床使用说明书、机床电器控制图机床配套垫铁、地脚螺栓三爪卡盘、卡盘座(配正反转卡爪各一付)死顶尖及顶尖变径套M6/5配备与机床相应的维护扳手、螺丝刀、油枪一套配套花盘一个JC 01-02、03 普通车床C6150(1000/2000mm)型主要技术指标1 型号:C6150(1000/2000mm)。
2 床身上最大工件回转直径:500mm。
3 刀架上最大工件回转直径:300mm。
4 最大工件长度:2000mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 主轴转速范围:(9~1600)r/min(24级)。
8 纵向进给量范围93种8.1 标准:(0.063~2.52)mm/r。
电工中级试题

A. 增大电阻 B.减小电阻 C.串入电阻 D.串入电感 47. 直流电动机只将励磁绕组两头反接时,电动机的( )。 A. 转速下降 B.转速上升 C.转向反转 D.转向不变 48. 单相半波可控正流电路中晶闸管所承受的最高电压是( )。 A.1.414U2 B.0.707U2 C.U2 D.2U2 49. 用万用表检测某二极管时,发现其正、反电阻均约等于1k,说明该
A.T B.C C.S D.M 77.当测量电阻值超过量程时,手持式数字万用表将显示( )。 A.1 B.∞ C.0 D.错 78.企业员工在生产经营活动中,不符合团结合作要求的是( )。 A.真诚相待,一视同仁 B.互相借鉴,取长补短 C.男女有序,尊卑有别 D. 男女平等,友爱亲善
A. OR Y001 B.LDI X000 C.AND X001 D.ANB X002 21. 变频器输入端安装交流电抗器的作用有:( )。 A. 改善电流波形、限流 B.减小干扰、限流 C.保护器件、改善电流波
形、减小干扰 D.限流、与电源匹配 22. 下列不是晶体管毫状表的特性是( )。 A. 测量量限大 B.灵敏度低 C.输入阻抗高 D.输出电容小 23. 熔断器内填充石英砂之目的是( )。 A. 吸收电弧能量 B.提高绝缘强度 C.密封防潮 D.隔热防潮
1. 单相桥式整流电路的变压器二次侧电压为20伏,每个整流二极管所 承受的最大反向电压为( )。
A.20V B.28.28V C.40V D.56.56V 2. 在自动控制系统中,把输入的电信号转换成电机轴上的角位移或角 速度的电磁装置称作( )。
A.伺服电动机 B.测速发电机 C交磁放大机 D.步进电机 3. C6150车床控制电路中照明灯的额定电压式( )。 A. 交流10V B.交流24V C.交流30V D.交流6V 4. 同步电动机可采用的启动方法是()。 A. 转子串频敏变阻器启动 B.转子串三级电阻启动 C.Y.△启动法 D.异 步启动法 5. 在PLC通电后,第一个执行周期( )接通,用于计算器和移位寄存 器等的初始化(复位)。 A. M8000 B.M8002 C.M8013 D.M8034 6. 单线桥式可控整流电路电感性负载时,控制角a的移相范围是( )。
C6140普通车床数控化改造技术协议
C6150A普通车床数控改造方案一、概述:贵公司现有C61140普通车床,为了提高生产效率,提高产品的一致性和加工复杂零件。
贵公司提出对C61140普通车床进行数控化升级改造。
根据贵公司提出的技术要求,结合我公司在数控机床改造方面积累的经验。
特制定如下C61140普通车床数控化升级改造技术协议。
二、机械改造部分:根据《GJB5481-2005国家军用标准》{机床数控化改造通用技术要求}改造前,应按GB/T 17421.1-1998规定的方法对机床几何精度进行检测,并符合下列要求:对于改造后需加工的零件(顶头)精度在8级或8级以上的机床,其几何精度应不低于(设备修理精度检验技术手册)Ⅱ类机床的要求。
对于改造后需加工的零件精度在8级以下的机床,其几何精度应不低于(设备修理精度检验技术手册)Ⅲ类机床的要求。
(说明:由于该车床为全新设备。
在改造前由双方共同确认机床几何精度,如果几何精完全符合国家标准及出厂精度将不进行几何精度修复工作。
)▲改造部分(1)进给系统改造:用数控系统控制纵横两方向的伺服电机,实现X、Z两方向的进给。
①保留Z轴梯形丝杆,只增加伺服电机及行星减速机,获得Z向进给运动。
②将刀架滑动丝杠螺母副改为滚珠丝杠副。
通过连接装置与伺服电机连接,得到X向进给运动。
(2)刀架保留原手动刀架,如需电动刀架,费用另计(3)保留主轴的驱动方式,增加主轴编码器,编码器采用同步带传动方式。
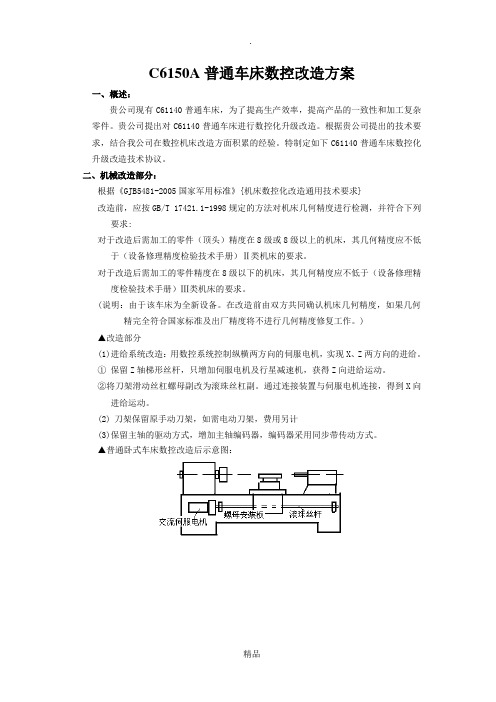
▲普通卧式车床数控改造后示意图:①在改造时取消其原有的走刀箱及溜板箱。
②将原机床上床身梯形丝杆、中拖板梯形丝杆更换为滚珠丝杆。
③因为为了节约费用,保留了Z轴梯形丝杆,但轴反向间隙可能较大(数控只能补偿1MM间隙),加工时尽量向同一个方向移动,反向移动时,需在程序上补偿反向间隙,同时T型丝杠精度不高,长距离时可能误差较大(根据丝杠磨损情况而定)。
④重新设计、加工伺服电机安装座。
⑤伺服电机与滚珠丝杆的联接采用梅花辨式联轴器。
⑥滚珠丝杆副的润滑采用集中润滑站系统定时定量润滑。
中级维修电工单元题库(7)机床电气控制
七、机床电气控制1. M7130 平面磨床的主电路中有三台电动机,使用了(A )热继电器。
A、三个B、四个C、一个D、两个2.M7130平面磨床的控制电路由(C)供电。
A、直流110VB、直流220VC、交流220VD、交流380V2. M7130 平面磨床控制电路中串接着转换开关QS2 的常开触点和(A )。
A、欠电流继电器KUC 的常开触点B、欠电流继电器KUC 的常闭触点C、过电流继电器KUC 的常开触点D、过电流继电器KUC 的常闭触点3. M7130 平面磨床控制电路中整流变压器安装在配电板的(D )。
A、左方B、右方C、上方D、下方4. M7130 平面磨床中,砂轮电动机和液压泵电动机都采用了接触器( B)转控制电路。
A、自锁反转B、自锁正转C、互锁正转D、互锁反转5. M7130 平面磨床中,冷却泵电动机M2 必须在(C)运行后才能启动。
A.照明变压器 B.伺服驱动器 C.液压泵电动机M3D.砂轮电动机M16 M7130平面磨床中电磁吸盘吸力不足的原因之一是(A)。
A.电磁吸盘的线圈内有匝间短路B. .电磁吸盘的线圈内有开C.整流变压器开路D. 整流变压器短路7. M7130平面磨床中,砂轮电动机的热继电器经常动作,轴承正常,砂轮进给量正常,则需要检查和调整(C )。
A、照明变压器B、整流变压器C、热继电器D、液压泵电动机8.M7130 平面磨床的主电路中有( A)电动机。
A、三台B、两台C、一台D、四台9.M7130 平面磨床控制线路中导线截面最粗的是(B)。
A、连接砂轮电动机M1 的导线B、连接电源开关QS1 的导线C、连接电磁吸盘YH 的导线D、连接转换开关QS2 的导线10.M7130 平面磨床中,砂轮电动机和液压泵电动机都采用了(A )正转控制电路。
A、接触器自锁B、按钮互锁C、接触器互锁D、时间继电器11、M7130平面磨床控制电路中的两个热继电器常闭触点的连接方法是(B )。
维修电工中级题库试卷一
维修电工中级模拟题(一)一、选择题1.软启动器中晶闸管调压电路采用( )时,主电路中电流谐波最小。
(A)三相全控Y连接 (B)三相全控Y0连接(C)三相半控Y连接 (D)星三角连接2.78及79系列三端集成稳压电路的封装通常采用( )。
(A)TO-220、TO-202 (B)TO-110、TO-202(C)TO-220、TO-101 (D)TO-110、TO-2203.企业生产经营活动中,促进员工之间团结合作的措施是( )。
(A)互利互惠,平均分配 (B)加强交流,平等对话(C)只要合作,不要竞争 (D)人心叵测,谨慎行事4.Z3040摇臂钻床中摇臂不能夹紧的可能原因是( )。
(A)行程开关SQ2安装位置不当 (B)时间继电器定时不合适(C)主轴电动机故障 (D)液压系统故障5.( )的工频电流通过人体时,人体尚可摆脱,称为摆脱电流。
(A)0.1mA (B)2mA (C)4mA (D)10mA6.扳手的手柄长度越短,使用起来越( )。
(A)麻烦 (B)轻松 (C)省力 (D)费力7.高频振荡电感型接近开关主要由感应头、( )、开关器、输出电路等组成。
(A)光电三极管 (B)发光二极管(C)振荡器 (D)继电器8.Z3040摇臂钻床中的控制变压器比较重,所以应该安装在配电板的( )。
(A)下方 (B)上方 (C)右方 (D)左方9.Z3040摇臂钻床的冷却泵电动机由( )控制。
(A)接插器 (B)接触器(C)按钮点动 (D)手动开关10.C6150车床( )的正反转控制线路具有接触器互锁功能。
(A)冷却液电动机 (B)主轴电动机(C)快速移动电动机 (D)润滑油泵电动机11.C6150车床主电路中有( )台电动机需要正反转。
(A)1 (B)4 (C)3 (D)212.FX2N系列可编程序控制器定时器用( )表示。
(A)X (B)Y (C)T (D)C13.直流电动机只将励磁绕组两头反接时,电动机的( )。
推荐设备清单
推荐设备清单设备采购表项目名称:填报黉舍(加盖公章):负责人签字:申报日期:年月日通信地址:邮政编码:接洽人:接洽德律风:手机::电子邮件:设备采购清单填报说明1.采购设备的种类应严格遵守项目目标和项目扶植内容填写。
2.采购表中“预算单价”一栏,仅作为编制采购预算时的参考依照,黉舍填报的设备总计金额应为设备总预算(省拨资金+自筹资金)。
3.黉舍如需填报目次外的仪器设备,必须具体列明设备的名称、规格型号、技巧指标以及配件、备件等要求。
对个别确切难以提出技巧指标的设备,黉舍可提出参考型号及厂家。
4.部分设备中可选的部件(如数控机床的数控体系、机床的规格及配件)请黉舍在采购汇总表专门要求一栏中注明。
机床专业设备采购清单机床类专业设备采购目录技巧要求附件3-1 通俗车床C6140型重要技巧指标1 型号:C6140(1000/1500)。
2 床身上最大年夜工件反转展转直径:400mm。
3刀架上最大年夜工件反转展转直径:220mm。
(刀柄截面尺寸最大年夜:25mm×25mm)4 最大年夜工件长度:750mm/1000mm/1500mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 正转转速范畴:(9~1600)r/min,≥16种8 纵向进给量范畴(93种)8.1 标准:(0.063~2.52)mm/r。
8.2 细进给范畴:(0.028~0.056)mm/r。
8.3 加大年夜进给范畴:2.86~6.43mm/r。
9 刀架纵向/横向的快速移动速度:≥4.5m/min、≥1.9m/min。
10 公制螺纹范畴:(1~224)mm,48种。
11 英制螺纹范畴:(1/8~72)牙/寸,48种。
12 模数螺纹范畴:(0.5~112)mm,42种。
13 径节螺纹范畴:1~56,45种。
14主电机功率:7.5kW。
15变速、变螺距切削时,不消改变挂轮方法,直截了当调剂手柄操纵16机床精度按国度相干标准履行。
关于一般机械加工件收费标准
关于一般机械加工件的收费标准一、以工时记价办法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束。
二、以根据零件,数量,精度要求收费办法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。
图纸名称——精选推荐
图纸名称
每套元 序号
图纸名称
四十二、机床设备及技术资料
20 C630 普通车床
1 C615 型普通车床
500 21 C630- 1 型普通车床
2 C616 型普通车床
700 22 C650 普通车床
3 C616-1 型普通车床
1500 23 C6125 普通车床
4 C616A 型普通车床
800 24 C6140 普通车床
14 建材机械用高锰铜铸件技术条件
15 建材机械用碳钢和低合金钢铸件技术条件
16 除尘器设计手册 17 最新风机产品样本
18 工业泵设计手册
19 最新减速机设计手册
20 减速机产品样本
21 起重机设计手册
22 起重机械检修手册
23 球磨机设计手册
24 最新输送设备选用设计手册(上)
25 最新输送设备选用设计手册(下)
10 C618-2 型普通车床
700 30 CW61100 普通车床
11 C618K 型普通车床
500 31 CW61100A 普通车床
12 C618K-1 型普通车床
700 32 CW6132 型三轴滑移车床
13 C618K-2 型普通车床
700 33 CW6143 型三轴滑移车床
14 C620 型普通车床
84
每套元 800 700 1000 1000 1200 1600 1200 1200 1500 1600 700 800 700 700 800 800 1600 500 350 700
序号
图纸名称
30 M6027 工具磨床
31 M2110 型内圆磨床 33 M2110A 型内圆磨床
33 M250A 型内圆磨床