_国内外钢轨生产和使用
第四章轨道结构

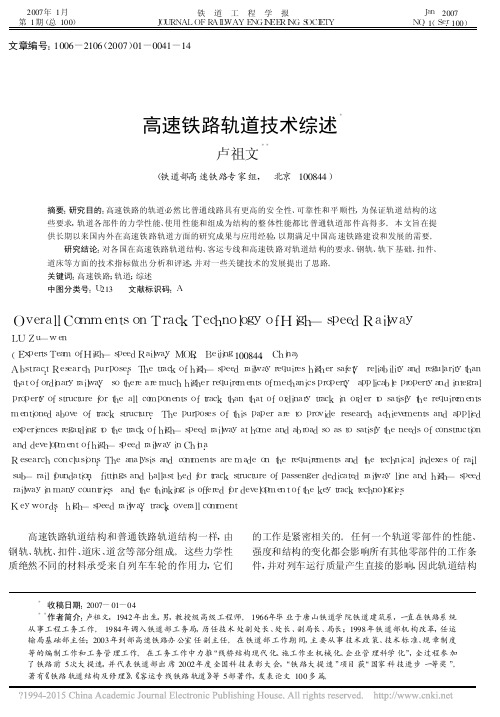
图2 单开道岔的组成
转辙器部分 连接部分
辙及护轨部分
通向转辙机械
单开道岔的转辙器由两根基本轨、两根尖轨、 单开道岔的转辙器由两根基本轨、两根尖轨、 各种联结零件和道岔转辙机构组成。基本轨用 各种联结零件和道岔转辙机构组成。基本轨用 12.5m或25m标准断面的普通钢轨制成,主股为直 12.5m或25m标准断面的普通钢轨制成,主股为直 线,侧股按转辙器各部分的轨距在工厂事先弯折成 规定的折线。尖轨是转辙器的主要部分,车辆进出 规定的折线。尖轨是转辙器的主要部分,车辆进出 道岔由它引导。尖轨在平面上可分为直线型和曲线 型。辙叉是使车轮从一股钢轨越过另一股钢轨的设 型。辙叉是使车轮从一股钢轨越过另一股钢轨的设 备,它设置于道岔侧线钢轨与道岔主线钢轨相交处。 辙叉又由心轨、翼轨、护轨及联结零件组成。连接 转辙器和辙叉的轨道称为道岔的连接部分,它包括 直股连接线和曲股连接线。 2.道岔的几何形位 2.道岔的几何形位 道岔各部分几何尺寸正确与否,是保证机车车 辆安全、平稳通过的必要条件。在道岔的养护维修 时,对道岔的轨距、某些特定的尺寸一定要严格检 查,确实保证。道岔各部位的几何尺寸是依据车辆 轮对尺寸和道岔轨距按最不利的组合确定的。
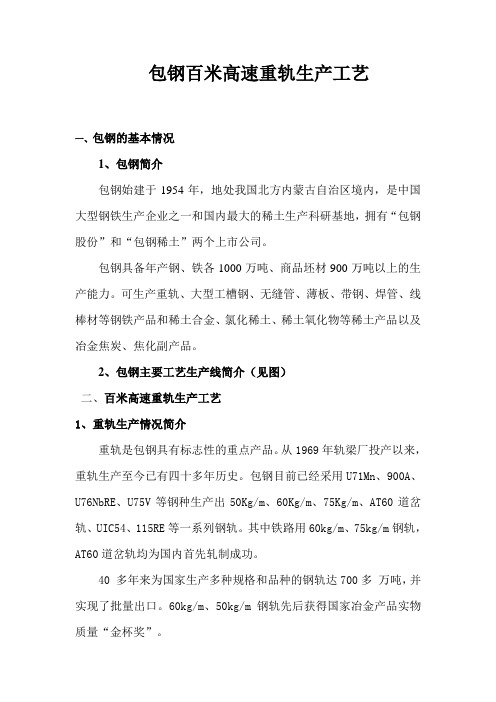
图1 钢轨断面
中性轴 螺栓孔轴线
1 2
3
4.钢轨铺设 4.钢轨铺设 正线地段和半径为250m及以上的曲线地段,应铺设 正线地段和半径为250m及以上的曲线地段,应铺设 长轨节,即无缝线路。高架线上的无缝线路需作特殊设计。 在曲线半径R小于300m地段,要铺设耐磨长钢轨,以减少 在曲线半径R小于300m地段,要铺设耐磨长钢轨,以减少 磨耗和接头振动。由于车轮踏面与钢轨顶面主要接触部分 是1/20斜坡,为了使钢轨轴心受力,钢轨亦要设置向内倾 1/20斜坡,为了使钢轨轴心受力,钢轨亦要设置向内倾 斜的轨底坡。规范规定地下铁道轨底坡为1/40。 斜的轨底坡。规范规定地下铁道轨底坡为1/40。 轨道焊接方法有三种: 1)接触焊又称电阻焊。该法焊接质量稳定,材质均匀, 其强度可达到母材的95%以上。 其强度可达到母材的95%以上。 2)气压焊。一种是在工厂进行的大型气压焊,另一种是 在工地进行的移动式小型气压焊。 3)铝热焊。铝热法焊接设备简单、轻便、成本低,但焊 接质量容易受人为因素影响,质量不稳定,一般焊接强度 为母材的70%-90%。 为母材的70%-90%。 北京地铁一期工程钢轨焊接,是先在工厂采用气压焊 法,将标准钢轨焊接成长钢轨,再将长钢轨运到现场,采 用铝热焊法将长钢轨焊接成轨节。经过20多年地铁得运行, 用铝热焊法将长钢轨焊接成轨节。经过20多年地铁得运行, 铝热焊接头还相当好。
轨道构造
四、钢轨焊接方法 又称电阻焊,质量稳定,材质均匀,强度 可达母材的95%以上。 2.气压焊 一种是在工厂进行的大型气压焊,另一种 是在工地进行的移动式小型气压焊。强度可 达母材的90~95%。 3.铝热焊 设备简单、轻便、成本低,但是焊接质量 不稳定,强度为母材的70~90%。
1.接触焊
接触焊
2.混凝土枕 (1)优点: 重量大、强度高、稳定性好; 耐火、耐腐蚀、使用期限长; 材料来源丰富,可以节约大量木材,有利环保。 (2)缺点: 重量大、弹性差、易脆裂。 (3)改进措施: 增加弹性:与钢轨联结时,轨枕上铺设胶垫。 防止损伤:在运输、维修中避免摔碰。 (4)外形主要尺寸 采用上窄下宽的梯形,主要尺寸见表2.6。
防止核伤的最有效方法是对钢料进行控制 性冷却,避免钢轨内部因氢气逸出而产生的 细小裂纹,从而根本消灭了产生核伤的疲劳 源。 但是,尽管采取各种预防措施,钢轨核伤 仍无法绝对避免。为确保行车安全,必须进 行定期的钢轨探伤,以便及时消除隐患,避 免发生重大行车事故。
3.材质选择
我国地铁和轻轨在材质方面上选择高碳微 钇钢轨(PD3)。
我国地铁和轻轨均采用60kg/m的重型钢轨,
车场线选用50kg/m或43kg/m的轻型钢轨。
我国钢轨标准长度为12.5m和25m两种;
对于75kg/m的钢轨只有25m一种。
二、钢轨的化学成分
钢轨的强度、耐磨性以及抵抗冲击的能力, 在很大程度上取决于钢轨的材质,也就是取 决于钢材的化学成分、金相组织、生产工艺 和热处理质量。 其中,碳,锰,硅,磷,硫对钢材有影响
二、轨道各部件的作用 1、钢轨是轨道最重要的部件,直接承受线路列 车的荷载,引导列车运行。 2、轨枕的作用是一方面承受钢轨传下来的机车 车俩的各种力,并把它传给道床;另一方面是 通过扣件把钢轨规定在正确位置上。 3、道床的作用是固定轨枕的位置。
2024年钢轨探伤车市场调查报告

2024年钢轨探伤车市场调查报告1. 简介钢轨探伤车是用于检测铁路钢轨缺陷的一种专用车辆。
随着铁路运输的不断发展,对钢轨探伤的需求也越来越大。
本报告旨在对钢轨探伤车市场进行调查和分析,为相关企业参考决策提供依据。
2. 市场规模根据调查数据显示,钢轨探伤车市场规模在近几年稳步增长。
2019年市场规模约为X万辆,2020年增至X万辆。
预计未来几年,随着铁路建设和拓展的持续增长,钢轨探伤车市场规模将继续扩大。
3. 市场竞争目前,钢轨探伤车市场竞争较为激烈,主要竞争企业包括A公司、B公司和C公司等。
这些企业在钢轨探伤技术和产品质量上具有较高的竞争力。
同时,新进入市场的企业也在不断涌现,增加了市场竞争的压力。
4. 市场需求钢轨探伤车市场需求主要来自于以下方面:•铁路建设:随着高铁、城铁等铁路网络的不断扩大,对钢轨探伤车的需求也在增加。
•安全维护:钢轨缺陷会导致列车事故和运输延误,因此,钢轨探伤车成为保障行车安全和维护铁路线路的重要设备。
•运营效率:钢轨探伤车可以快速检测钢轨缺陷并提供精确的数据分析,能够帮助铁路运输企业提高运营效率和降低成本。
5. 市场趋势随着科技的进步和创新,钢轨探伤车市场出现了一些新的趋势,包括:•自动化技术的应用:自动驾驶、人工智能等技术的应用让钢轨探伤车具备更高的智能化和自动化水平,提高了工作效率和准确性。
•数据分析和监测系统的改进:新一代钢轨探伤车配备了高精度传感器和数据分析系统,能够实时监测钢轨健康状态,提前预防和处理潜在缺陷,提高了系统的可靠性和安全性。
•环保和节能要求的提升:钢轨探伤车制造商在产品设计和生产过程中越来越注重环保和节能要求,以降低对环境的影响。
6. 持续发展机会根据市场调查和分析,钢轨探伤车市场仍存在一些持续发展的机会,包括:•新技术应用:随着科技的不断进步,新技术的应用将为钢轨探伤车带来更多的功能和应用场景,进一步提升产品价值。
•新市场开拓:钢轨探伤车市场不仅仅局限于国内,国际市场也存在巨大的潜力,企业可以通过拓展海外市场来实现更大的增长空间。
铝热焊接钢轨

目录1、钢轨铝热焊特点及国内应用现状 (1)2、国外钢轨铝热焊技术的发展 (2)3、国内铝热焊研究的进展 (3)3. 1钢轨铝热焊接工艺及焊接工具 (3)3. 2铝热焊剂 (4)3. 3铝热焊工艺装备的研制 (4)3. 4焊后热处理 (4)4我国铝热焊生产技术的进展 (4)4. 1铝热焊剂的生产 (4)4. 2砂型生产 (5)4. 3焊接材料包装的改良 (5)5、铝热焊施工工艺 (5)5.1 工艺流程 (5)5.2 工艺操作 (5)6、无缝线路钢轨铝热焊接质量的控制与提高 (8)6.1 概述 (8)6.2 常见焊接质量缺陷的原因分析 (8)6.3 焊接质量控制的措施 (9)6.4 焊接质量改良建议 (9)铝热焊接钢轨1、钢轨铝热焊特点及国内应用现状钢轨铝热焊接其焊接原理是通过配置的铝热剂在坩埚内点燃反应后形成高温铝热钢水注入由焊接沙模和待焊钢轨组成的型腔内,高温钢水通过特别设计的沙模浇注系统,熔化部分待焊钢轨端面,经冷却凝固后将待焊钢轨联结成一个整体。
钢轨铝热焊具有以下几个特点:1)钢轨铝热焊自带热源,因此,设备简单,操作方便,快速,少量人员就可进行焊接操作;2)钢轨在焊接过程中几何位置几乎不变,因此其平顺性取决于工装卡具,故焊接接头的平顺性优于气压焊。
由于焊接过程中钢轨无纵向移动,因此特别适用于跨区间无缝线路的焊接;3)钢轨铝热焊是铸造过程,其焊缝金属是铸态组织,因此其接头的性能具有铸造的特点。
力学性能相对闪光焊、气压焊要差。
基于上述特点,铝热焊成为铁路无缝线路铺设的主要现场焊接方法。
特别对于提速及高速线路,铝热焊接头以其优良的平顺性而得到世界各国的广泛采用。
20实际80年代推出的小型移动式气压焊在铁路高速化的趋势下因其平顺性较差已被逐步淘汰。
近年,原来作为厂焊的闪光焊也开始应用于现场焊接,出现了移动式焊轨作业车。
但因我国铁路运量巨大,移动式焊轨车必需占用线路、以及道岔空间小等原因,移动式焊轨车无法焊接所有的现场焊接接头,铝热焊仍将是提速及高速线路重要的焊接手段,如下表为钢轨焊接的各种焊接方法的比较与应用范围。
高速铁路轨道技术综述_卢祖文
2007年1月第1期(总100) 铁 道 工 程 学 报J O U R N A LO FR A I L WA YE N G I N E E R I N GS O C I E T Y J a n 2007N O .1(S e r .100) 收稿日期:2007-01-04 作者简介:卢祖文,1942年出生,男,教授级高级工程师。
1966年毕业于唐山铁道学院铁道建筑系,一直在铁路系统从事工程工务工作。
1984年调入铁道部工务局,历任技术处副处长、处长、副局长、局长;1998年铁道部机构改革,任运输局基础部主任;2003年到部高速铁路办公室任副主任。
在铁道部工作期间,主要从事技术政策、技术标准、规章制度等的编制工作和工务管理工作。
在工务工作中力推“线桥结构现代化、施工作业机械化、企业管理科学化”,全过程参加了铁路前5次大提速,并代表铁道部出席2002年度全国科技表彰大会,“铁路大提速”项目获“国家科技进步一等奖”。
著有《铁路轨道结构及修理》、《客运专线铁路轨道》等5部著作,发表论文100多篇。
文章编号:1006-2106(2007)01-0041-14高速铁路轨道技术综述卢祖文(铁道部高速铁路专家组, 北京100844)摘要:研究目的:高速铁路的轨道必然比普通线路具有更高的安全性、可靠性和平顺性,为保证轨道结构的这些要求,轨道各部件的力学性能、使用性能和组成为结构的整体性能都比普通轨道部件高得多。
本文旨在提供长期以来国内外在高速铁路轨道方面的研究成果与应用经验,以期满足中国高速铁路建设和发展的需要。
研究结论:对各国在高速铁路轨道结构、客运专线和高速铁路对轨道结构的要求、钢轨、轨下基础、扣件、道床等方面的技术指标做出分析和评述,并对一些关键技术的发展提出了思路。
关键词:高速铁路;轨道;综述中图分类号:U 213 文献标识码:AO v e r a l l C o m m e n t s o nT r a c kT e c h n o l o g y o f H i g h -s p e e dR a i l w a yL UZ u -w e n(E x p e r t s T e a mo f H i g h -s p e e d R a i l w a y ,M O R ,B e i j i n g 100844,C h i n a )A b s t r a c t :R e s e a r c hp u r p o s e s :T h e t r a c k o f h i g h -s p e e dr a i l w a y r e q u i r e s h i g h e r s a f e t y ,r e l i a b i l i t y a n dr e g u l a r i t y t h a n t h a t o f o r d i n a r y r a i l w a y ,s o t h e r e a r e m u c h h i g h e r r e q u i r e m e n t s o f m e c h a n i c s p r o p e r t y ,a p p l i c a b l e p r o p e r t y a n d i n t e g r a l p r o p e r t y o f s t r u c t u r e f o r t h ea l l c o m p o n e n t s o f t r a c kt h a nt h a t o f o r d i n a r yt r a c ki no r d e r t os a t i s f yt h e r e q u i r e m e n t s m e n t i o n e d a b o v eo f t r a c ks t r u c t u r e .T h ep u r p o s e s o f t h i sp a p e r a r et op r o v i d er e s e a r c ha c h i e v e m e n t s a n da p p l i e d e x p e r i e n c e s r e g a r d i n g t o t h e t r a c k o f h i g h -s p e e d r a i l w a y a t h o m e a n d a b r o a d s o a s t o s a t i s f y t h e n e e d s o f c o n s t r u c t i o n a n d d e v e l o p m e n t o f h i g h -s p e e d r a i l w a y i n C h i n a .R e s e a r c h c o n c l u s i o n s :T h ea n a l y s i s a n dc o m m e n t s a r e m a d eo nt h er e q u i r e m e n t s a n dt h et e c h n i c a l i n d e x e s o f r a i l ,s u b -r a i l f o u n d a t i o n ,f i t t i n g s a n db a l l a s t b e d f o r t r a c ks t r u c t u r e o f p a s s e n g e r d e d i c a t e dr a i l w a y l i n e a n dh i g h -s p e e d r a i l w a y i n m a n y c o u n t r i e s ,a n d t h e t h i n k i n g i s o f f e r e d f o r d e v e l o p m e n t o f t h e k e y t r a c k t e c h n o l o g i e s .K e y w o r d s :h i g h -s p e e d r a i l w a y ;t r a c k ;o v e r a l l c o m m e n t 高速铁路轨道结构和普通铁路轨道结构一样,由钢轨、轨枕、扣件、道床、道岔等部分组成。
100米重轨生产介绍
包钢百米高速重轨生产工艺一、包钢的基本情况1、包钢简介包钢始建于1954年,地处我国北方内蒙古自治区境内,是中国大型钢铁生产企业之一和国内最大的稀土生产科研基地,拥有“包钢股份”和“包钢稀土”两个上市公司。
包钢具备年产钢、铁各1000万吨、商品坯材900万吨以上的生产能力。
可生产重轨、大型工槽钢、无缝管、薄板、带钢、焊管、线棒材等钢铁产品和稀土合金、氯化稀土、稀土氧化物等稀土产品以及冶金焦炭、焦化副产品。
2、包钢主要工艺生产线简介(见图)二、百米高速重轨生产工艺1、重轨生产情况简介重轨是包钢具有标志性的重点产品。
从1969年轨梁厂投产以来,重轨生产至今已有四十多年历史。
包钢目前已经采用U71Mn、900A、U76NbRE、U75V等钢种生产出50Kg/m、60Kg/m、75Kg/m、AT60道岔轨、UIC54、115RE等一系列钢轨。
其中铁路用60kg/m、75kg/m钢轨,AT60道岔轨均为国内首先轧制成功。
40 多年来为国家生产多种规格和品种的钢轨达700多万吨,并实现了批量出口。
60kg/m、50kg/m钢轨先后获得国家冶金产品实物质量“金杯奖”。
2、百米高速重轨生产情况简介为了适应市场的需求,2004年轨梁厂建设了一条高速钢轨生产线,2006年竣工投产。
该生产线是包钢(集团)公司为提升轨梁材产品档次而建设的一条精品线,可生产每米43—75公斤钢轨、每米70—120公斤起重机钢轨,以及中型H型钢、工字钢、槽钢、乙字钢、方钢等产品。
共能生产16个品种,100个规格的产品。
能够分别按照国内250km/h、350km/h客运专线60kg/m钢轨标准生产时速250公里、350公里百米高速钢轨;按照国际UIC860标准生产UIC54、UIC60系列钢轨,按照日本JIS标准生产50N系列钢轨,按照美国AREA标准生产115RE系列钢轨,按照欧洲EN标准生产系列钢轨。
产品质量具备高纯净度、高精度和高平直度等优点。
钢轨打磨工艺试验台载轨小车的设计

中文题目:钢轨打磨工艺试验台载轨小车的设计摘要:在铁路运输系统中,钢轨的使用寿命主要由磨耗和滚动接触疲劳决定,要延长钢轨的使用寿命,需要考虑钢轨制造和养护维修两个方面。
具体地说,就是生产高质量钢轨,有效地润滑轮轨界面和对钢轨断面进行科学打磨。
当磨损程度较轻但又影响了机车的正常行驶时,直接更换钢轨显然不合算,所以,对钢轨打磨就变得十分必要。
对钢轨打磨使用的是钢轨打磨列车。
钢轨打磨列车是用于消除钢轨踏面缺陷、轨头侧磨以及纵向渡磨的大型养路机械。
目前,我国正在引进、消化、吸收国外先进技术的基础上逐步进行国产化研制。
为此,必须研制钢轨打磨试验台,结合我国铁路钢轨材质性能与损伤特点,进行钢轨打磨的试验研究,来指导国产化钢轨打磨列车的研制。
本文主要介绍了有关钢轨打磨的背景、理论、技术和应用成果,并将依据试验台所要完成的功能要求设计一沿轨道运动的载轨小车,通过对各种可能的方案进行分析,选择较优方案进行完整的载轨小车设计研究。
关键词:养路机械,钢轨打磨,载轨小车。
英文题目:The Designed of Dail Car Containingof Technology Test Bed Rail GrindingAbstract: In the rail transport system, the life of rail mainly decided by the wear and rolling contact fatigue. To extend the life of rail, need to consider the manufacture and maintenance of rail aspects. Specifically, is to produce high-quality rail and effective lubrication of the rail wheel-rail interface and the polished cross-section of scientific. When worn to a lesser extent but the normal running of the locomotive, the direct replacement of the rail is clearly uneconomical, therefore, on the rail grinding becomes very necessary. On the rail grinding train using a rail grinding. Rail grinding train is used to remove rail surface defects, cephalic and vertical crossing rail grinding mill of large road maintenance machinery. At present, China is develop gradually domestically on the basis of the introduction, digestion and absorption of foreign advanced technology. This paper describes the background about the rail grinding, theory, technology and application of the results, and test-bed based on the functional requirements to be accomplished by designing a set along the track rail car movement, through the analysis of all possible options, select the optimum Program contains the complete design of rail cars.Keywords: maintenance machinery,rail grinding,rail car containing,gear.目录目录.............................................................................................................................................. I I 1 绪论.. (1)1.1钢轨打磨的必要性 (1)1.2 钢轨打磨在国内外的研究现状 (1)1.3 钢轨打磨列车的主要研究内容 (3)2 方案分析 (5)2.1 课题的主要研究内容 (5)2.2 课题的设计要求 (5)2.3 课题技术要求的初步分析 (5)2.4 方案的设计和分析比较 (6)2.4.1 方案的设计 (6)2.4.2 方案的分析比较 (10)3 小车估重和电机选择 (12)3.1小车总重的估算 (12)3.2电机的选择 (13)第4章主要零件的设计 (16)4.1轮对的设计 (16)4.1.1小车车轮轴的设计与校核 (16)4.1.2小车车轮的设计 (18)4.1.3轴承的选择 (19)4.1.4小车车轴上定位零件的设计 (19)4.2锥齿轮组的设计 (20)4.2.1锥齿轮轴的设计与校核 (20)4.2.2锥齿轮的设计 (22)4.2.3轴承的选择 (25)4.2.4其他零件的设计 (25)4.3电机组的设计 (27)4.3.1电机轴的设计 (27)4.3.2电机的外形选择 (28)4.3.3其他相关的设计 (28)4.4小车车架的设计 (30)4.5钢轨固定组的设计 (33)4.5.1钢轨前后方向的定位 (34)4.5.2钢轨左右方向的定位 (34)4.5.3钢轨上下方向的定位 (35)5 小车总装 (36)5.1小车的总体装配情况 (36)5.2小车总重的验证 (37)5.3小车的检测装置 (37)5.3.1小车的速度的检测 (37)5.3.2小车的位置的检测 (37)5.4小车的供电装置 (38)5.5小车的刹车装置 (38)结论 (39)参考文献 (40)致谢 (42)1 绪论1.1钢轨打磨的必要性在铁路运输系统中,钢轨的使用寿命主要由磨耗和滚动接触疲劳两方面决定。
国内外焊接材料的应用及发展趋势
合计
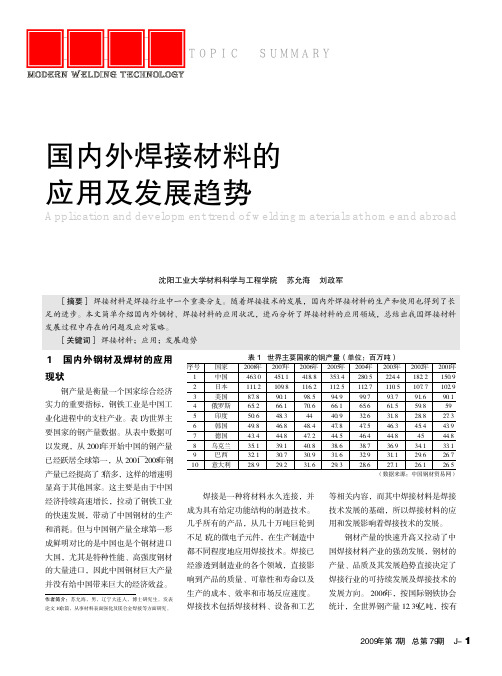
100 100 100 100 100 100
关资料综合测算,焊材的消耗量应为 钢材产量的0.6% ̄1.6%,全世界焊接材 料产量约为600多万吨。因此,2006年 中国钢产量占全世界钢产量的34%[2], 中国焊接材料产量占全世界焊接材料 总产量的50%左右。但中国焊接材料 的种类和分布不是很平衡[3,4],见表2 ̄ 表3。
作者简介:苏允海,男,辽宁大连人,博士研究生。发表 论文10余篇,从事材料表面强化及镁合金焊接等方面研究。
序号 1 2 3 4 5 6 7 8 9 10
国家 中国 日本 美国 俄罗斯 印度 韩国 德国 乌克兰 巴西 意大利
表1 世界主要国家的钢产量(单位:百万吨)
2008年 2007年 2006年 2005年 2004年 2003年 2002年 2001年
有关重点行业对焊材的需求状况, 分述如下: 2.1 建筑行业
随着中国经济的发展和城镇化进 程的推进,每年在建筑行业上消耗的 钢材数量巨大。据有关部门统计, 2006 年建筑钢结构制造量约为1600万吨, 包括工业厂房钢结构、高层建筑钢结 构、大跨度场馆钢结构、市政建设钢 结构和住宅钢结构等,相当于消费焊 接材料25 ̄35万吨。预测2010年各类建 筑钢结构制作量为2600万吨,将相应
J- 2 现代焊接 2009年第7期 总第79期
Topic Summary 专 题 综 述
宜的散装船(运输粮食和矿物等普通 货轮)方面占有比重较高。随着我国 造船业国际化进程的发展,一方面对 现有焊材在高效性、工艺性、发尘量 方面提出了更高的要求;另一方面随 着化学品船、铝合金船建造的增多, 未来各类不锈钢、双相钢及有色金属 焊接材料将会有一定的需求。2006年, 中国造船完工量1452万载重吨,约用 钢材560万吨,相应消费焊接材料14 ̄ 16万吨,其中药芯焊丝8 ̄9万吨。预测 2010年中国造船业用钢将达1035万吨, 相应需求各类焊接材料23 ̄28万吨。 2.3 交通行业
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
攀钢已于2003年底完成了钢轨连铸生产和精 加工的技术改造,2004年底完成了万能法轧制生 产100m长定尺钢轨的技术改造, 首批生产的10余 公里100m长定尺钢已在陇海线铺设上道。 包钢在1998年完成了轨钢精炼生产技改的基 础上、2002年完成了钢轨的精整改造,2006年完 成了万能法轧制 100m 长定尺钢轨的技术改造。 武钢也正在进行钢轨生产的现代化技术改造。
三 轨钢的研究及进展
3.1钢轨的分类
按轨钢的化学成分,可分为碳素钢轨(钢中无 合金元素加入,又称普通钢轨)、微合金钢轨 (钢中加入微量合金元素如V、Nb、Ti等)、低 合 金 钢 轨 ( 如 钢 中 加 入 0.80~1.20 % Cr 的 EN320Cr)。
按交货状态可分为热轧钢轨和热处理钢轨。
目前国内主要钢轨标准:
1 )时速 200 公里客运专线 60kg/m 钢轨暂行技术条件(科
技基 [1999]01 号):原用于秦沈客运专线,现用于时速 200公里提速线路。 2 )时速 300 公里高速铁路 60kg/m 钢轨暂行技术条件(科 技基 [1999]01 号):原用于秦沈客运专线综合试验段进 口钢轨。
现代化钢轨生产一般采用精炼和连铸工艺进行,工艺 流程为:生铁脱硫预处理——氧气顶吹转炉冶炼—— 除渣处理——LF炉外精炼——真空脱气——连铸等。 通过脱硫预处理、炉外精炼和真空脱气等先进设备和 技术,使钢质洁净。
采用连铸生产不仅提高金属收得率和成材率,更重要 的是提高了铸坯的质量。
钢轨的生产
钢坯冶炼和连铸系统
热处理钢轨依其工艺条件又可分为离线热处理 钢轨(钢轨轧制冷却后再重新加热)及在线热 处理钢轨(利用轧制余热对其进行热处理,不 再二次加热)。
按 轨 钢 的 最 低 抗 拉 强 度 可 分 为 680MPa 级
(欧洲 EN200 )、 780MPa 级(如 U74 等)、
880MPa级(如U71Mn)、980MPa级(U75V,
U76NbRE热轧轨)、1080MPa级(欧洲320Cr 合金轨)、1180MPa级热处理钢轨(U75V, U76NbRE热处理钢轨等)。一般,强度等级 为1080MPa及以上的钢轨被称为耐磨轨。
3.2普碳钢轨及微合金钢轨
所谓普碳钢轨,即碳素钢轨。钢中碳含量随
强度等级的不同,在0.40~0.80%范围内变化
为监督钢轨的生产质量而制定。适用于客 运专线钢轨的用户检验。
9)《TB/T2344-2003 :43kg/m~75kg/m热轧钢轨订货技术条
件》:
适用于时速160km/h以下既有线用的热轧钢轨。目前铁路 每年约70~100万吨大修和维修用轨均采用该标准生产和采购 。该标准以欧洲钢轨标准为采标对象,并兼顾到目前我国钢 轨生产厂正在进行技术改造的实际情况而制定。有的指标低
接范围较窄。
U76NbRE(原BNbRE)为包钢研制的微合金钢轨。
热轧后强度达到980MPa级。由于铌和稀土的作
用,其韧塑性尤其低温韧性相对较好。
980MPa级的钢轨经过近10年的使用以及完善, 由于强度等级较高,其耐磨性能明显要好于 780~880MPa级的U74和U71Mn钢轨。U75V(原PD3) 经1998年调整化学成分后,韧塑性有明显提高,
城市轨道交通施工质量检测
孙建超
主要内容 1. 国内外钢轨标准
2. 钢轨的生产技术
3.
4.
轨钢的研究进展
钢轨的焊接体系
5.
6.
钢轨的合理使用
轮轨的硬度匹配
大 纲
1.
城市轨道交通施工质量检测
铁路运输是我国的主导运输方式,具有节能、环保等优点,
而钢轨是轨道交通的重要部件,承担着引导车轮、传递载荷 的功能。 我国铁路用钢轨主要由攀钢、鞍钢、包钢生产;钢轨轨型有 50kg/m、60kg/m和75kg/m;在繁忙干线上主要铺设60kg/m钢轨 ,在大秦等重载铁路上铺设75kg/m钢轨;钢轨定尺长度为25m ,近年来正在大力发展100m长定尺钢轨。
质量检测一般采用集中布臵,包括平直度激光自 动检测;涡流探伤;超声波探伤;表面质量在线 肉眼检查等。
钢轨平直度激光自动检测
2.2 国内钢厂技术改造进展情况
自铁道部修建秦沈客运专线、颁布时速200和
300 公里客运专线钢轨技术条件以来,大大推动 了国内钢厂的技术改造: 鞍钢已于 2002 年底引进国外先进设备和技术 ,完成了炉外精炼、真空脱气、大方坯连铸和万 能法轧制钢轨的技术改造,2007年完成了100m长 定尺钢轨的技术改造。
JIS E 1120—1994,热处理钢轨
日本钢轨技术条件要求不高,但实物水平很高。
国外钢轨标准
4)国际铁路联盟:UIC860 钢轨供货技术条件第八版 (1986.7):
本标准是流行较广的钢轨标准之一,许多国家在钢
轨的国际采购招标中均使用这一标准。但由于国际铁
路联盟工作重点发生变化,不再制定和修订钢轨标准,
,锰含量小于1.30%~1.40%,无其他合金元
素加入。日本及欧洲一些国家仍生产和使用抗 拉强度为680MPa~780MPa的碳素钢轨。这种含 碳量低的钢轨生产方便,韧塑性好,焊接性能 优良,不易断裂,并且成本较低。但是由于强
度等级较低,耐磨性能较差,可用在运量不大
、耐磨性能无需很高的铁路线路上。
目前国内使用的普通及微合金钢轨主要有四个 钢种,即抗拉强度为 780MPa 级的 U74 、 880MPa
国外钢轨标准 2)前苏联/俄罗斯钢轨标准:
ГOCT 24182-80,热轧钢轨(前苏联标准)
ГOCT 18267-82; 热处理钢轨(前苏联标准)
ГOCT P 51685-2000 :有较大的修改(俄罗斯标
准)。
国外钢轨标准
3)日本钢轨标准:
JIS E1101,1993,2001;热轧钢轨
JIS E1123,端部热处理钢轨
采用多级高压水除鳞,可以保证钢轨的表面质量; 用万能轧制技术生产,可保证钢轨的几何尺寸精度、是现代钢 轨生产的标志之一。 采用热预弯,可减少残余应力和矫直噪音。
钢轨的生产
采用万能轧机轧制钢轨
钢轨的生产
钢轨热预弯
钢轨的生产
钢轨热预弯
钢轨的生产
钢轨平立复合矫直
钢轨的生产
激光辅助四面液压矫直
3)钢轨质量检测
2.3 与国外先进国家的差距
国内钢厂在完成技术改造后,在钢轨生产设备
方面已处于世界先进水平,但是,真正生产出
具有世界一流水平的钢轨,国内钢厂还有待努
力,尤其在轨钢内部纯净度、钢轨的表面质量
以及钢轨质量的稳定性、合格率等方面。目前,
攀钢100m长定尺生产的合格率已达到 90%以上,
包钢达到70%以上,鞍钢达到60%以上。
7 )《客运专线 60AT 钢轨暂行技术条件》(铁科
技函[2005] 101 号)
适用于新建客运专线。该标准以欧洲道岔钢
轨标准为采标对象,结合国内钢种以及试验方法 等方面的国内习惯制定。
8 )《250km/h 和 350km/h 客运专线钢轨检验及验 收暂行标准》(铁建设函[2005] 402号):
铁路发展的需要,并兼顾国内钢轨生产的实际,
先后颁布了 10余个钢轨暂行技术条件和标准,涵
盖了250km/h和350km/h客运专线、时速160公里以
下既有线以及时速200公里提速线路用的热轧钢轨
、热处理钢轨以及道岔用钢轨。
从此改变了钢厂不采用铁路钢轨标准的历史。现 在已经形成了由铁道部提出标准,钢厂按此生产 的局面。从而大大推动了钢轨生产的现代化技术 改造。
国外钢轨标准
6)欧洲道岔钢轨标准: prEN13674-2:2003(E) 本标准规定了欧洲铁路用道岔钢轨的有关要求。 以上标准大部分中文稿均收集在《国内外最新钢 轨标准汇编》 (2004 年版、周清跃主编译 ) 以及 《现代铁路钢轨标准汇编》( 2005年版、周清跃 主编译)中。
国内钢轨标准
自1998年修建秦沈客运专线以来,铁道部根据
欧洲钢轨标准为采标对象,采用欧洲标准中规定的B级平直度及 几何尺寸的要求,并在试验方法等方面兼顾国内习惯。
6)《350km/h客运专线60kg/m钢轨暂行技术条件》 (铁科技[2004]120号):
适用于新建 350km/h 客运专线。该技术条件以
欧洲钢轨标准为采标对象,采用欧洲标准中规定的 A 级平直度及几何尺寸的要求(为顶极标准),并 在试验方法等方面兼顾国内习惯。
钢轨的生产 钢轨的传统生产工艺大致可分为三个部分,即冶炼、
轧制和精整。以前钢轨采用平炉冶炼、模铸以及孔
型法轧制生产,无论是钢质的洁净性还是几何尺寸
等均不够理想。
现代钢轨生产工艺主要体现在精炼、精轧、精整、 质量自动检测和长尺化生产等方面。钢轨的质量比 传统生产有大幅度的提高。
钢轨的生产 2.1 现代钢轨生产技术 1)一个单位在本领域的地
位和水平。
国外钢轨标准
1)ASTM A1-00美国材料试验协会制定的第一个标
准就是钢轨技术条件,现行的标准为 2000 年版。
美国铁路工程保养协会( AREMA )钢轨技术条件 :
较好的反映了重载铁路对钢轨的要求。对 1993 版
、2002版、2004最新版均进行了跟踪翻译。
于《250km/h客运专线60kg/m钢轨暂行技术条件》。
10)《TB/T2635-2004 热处理钢轨技术条件》: 适用于既有线用的热处理钢轨。
以上标准均收集在《国内外最新钢轨标准汇编 》 (2004 年版、周清跃主编译 ) 以及《现代铁路 钢轨标准汇编》( 2005 年版、周清跃主编译) 中。
钢轨的生产
轨钢的转炉冶炼
钢轨的生产
轨钢的四流方坯连铸
钢轨的生产
2)钢轨轧制、精整和质量检测 钢轨轧制工艺流程为:连铸坯——步进式加热炉——高压水除 鳞——万能轧机轧制——钢轨热预弯——复合矫直——平直度 在线检测——涡流探伤——超声波探伤——外观检查——锯切、 端头精加工——入库。