硅油对三维卷曲中空涤纶短纤维蓬松性的影响
低熔点聚酯的研制与应用
浙江理工大学硕士学位论文低熔点聚酯的研制与应用姓名:罗海林申请学位级别:硕士专业:材料学指导教师:程贞娟20050315』、V速度,如14挣、17带样品,所以为加速反成趋向平衡,必须恰当地控制升温速度。
达到平衡后,后期则要严格控制温度不能超温,以使产品低熔点共聚酯达到较高的分了量。
有效地拧制缩聚后期温度,不仅能够获得分子量较高的产品,『m日还可防止热降解等副反应,这对保证产品质量足至关重要的。
j元酯化物缩聚虽然是放热反应.而热效应其微,仅为r卜10kJ/mol,冈此温度对半衡影响小大。
其缩聚反应的半衡常数是温度的函数,通常可山如下方稗表示:堕坠:塑(1)d11尺Z_蝴佩h鲁2警悟丢)㈤七,曰lZLJ一式中:kl—_T】时缩聚、r衡常数;k。
—-Tz时缩聚平衡常数;△H缩聚反应的等压热效应fJl;R一气体常数(J・m01—1・K-11。
因为缩聚反应足微放热反应,△H为负值,所以dlnK/dT<O,即平衡常数随温度升高而减小;但升温义有利丁缩聚趋向平衡、并促使生成的小分子产物EG等排出,反应向赢聚物方向移动。
在不列的反应濡度下,PET粘度r电功率、随着反应时1日J的变化关系(以13#、14圳羊品为例),如图3—1所示。
450400言褂350督30025050100150反心时问(mIn)图3-1不同温度对反应时问的影响20031真空度的影响在缩聚阶段,随着缩聚反应进行,压力进一步降低,进而过渡到高真空阶段。
由于缩聚反应速度馒,平衡常数小,所以缩聚产物的扩散转移速度列反应速率起到决定性作用,岛真空有利于缩聚生成的EG等逸出高粘熔体。
真空度越高,缩聚时刚越短,如13群、l甜样品所示。
在不同真空度下,PET粘度(电功率)随着反应时间的变化关系(以1硝、1斜样品为例),如幽3.2所示,当聚合的真空度较高时,反应所需要时问较短。
100150200反应叫问(min)幽3-2不同囊空度对反麻时问的影响4)缩聚反应时间缩聚反应是一个逐步聚合反应,在反应过程中,链增长反应和热降解反应同时进行。
蓬松型聚醚嵌段硅油的制备及应用性能研究

蓬松型聚醚嵌段硅油的制备及应用性能研究刘锦凡1 汤金伟1 程文静1 麦嘉仪1 郑成2 毛桃嫣2(1.清远市宏图助剂有限公司, 广东 清远 511899;2.广州大学化学化工学院, 广东 广州 51000)摘要:以氯铂酸催化剂,利用端含氢硅油、烯丙基环氧聚醚合成端环氧聚醚硅油,然后加入聚醚胺和溶剂在80~83℃下反应制得蓬松型聚醚嵌段硅油;考察了合成过程中各种因素,结果表明:选用国内品质较好的D4作为原料合成端含氢硅油,然后和烯丙基环氧聚醚法合成分子量为13000的端环氧聚醚硅油,选用组合聚醚胺ED900+T403,两者的摩尔比为1:1.35,以乙二醇单丁醚为溶剂,反应时间控制在8-10小时合成蓬松型聚醚嵌段硅油,乳化比例控制在1:15~1:12能,然后得到蓬松风格的聚醚嵌段硅油HT-6058。
该产品表现出优越的蓬松感、滑度及回弹效果,优越的耐酸、耐盐和耐温性能,并且能与其他各种助剂稳定配伍,为我客户使用提供了便利。
关键词:蓬松型硅油;聚醚;嵌段;氨基改性中国分类号:TS195.5文献标识码:BSynthesis and Application of Polyethre Block fluffy Silicone OilLIU Jin- fan1, TANG Jin- wei1, CHENG Wen-jing1, MAI Jia-yi1, ZHENG Cheng2, MAO Tao-yan2(1. HT Fine Chemical Co.,Ltd., Qingyuan 511899, China;2. Guangzhou University,College of Chemistry and Chemistry Guangdong, Guangzhou 51000, China)Abstract: The epoxide-terminated polyether silicone was synthesized by the side hydrogen silicone oil and the polyalkyl glycol epoxyl ethers under the condition of platinum chloride as catalyst,and the Fluffy silicone oil was reaction withpolyetheramine ,solvent and epoxide-terminated polyether silicone in 80~83℃.Study synthesis of various factors,the results showed that:D4 is used as the syntheticmaterial of the side hydrogen silicone oil,the synthesis of epoxide-terminated polyether silicone by alkali method and the molecular weight control was 13000 ,Selected solvent for ethylene glycol monobutyl ether ,Selected polyetheramine for ED900+T403 ,Reaction time was controlled at 8-10 hours ,Can be synthesized with a fluffy style of polyether block silicone oil HT-6058.Key words: Fluffy silicone oil;Polyethre amino block polysiloxane ;polyethre;block;amino-modified0 前言有机硅柔软剂可以赋予织物柔软、爽滑、吸水、防沾污、抗静电、弹性及挺括等多种性能[1]。
第十五章柔软整理剂

2、有机硅类柔软剂
有机硅是一类特殊的高分子柔软剂,它能赋予织物优良的平 滑而柔软的手感和拒水性能,是纺织染整加工中应用最广泛的一 类柔软剂。 有机硅柔软剂的主要成分是硅氧烷基聚合物及其衍生 物,亦称硅醚或硅酮。由于其纯态多为不溶于水的油状液体,故 又称硅油。
开发历程
第一代产品:二甲基聚硅氧烷 第二代产品:聚甲基氢基硅氧烷、
② 聚甲基氢基硅氧烷,简称含氢硅油
聚甲基氢基硅氧烷能在催化剂(锌、钛等金属盐)和高温焙 烘(150~160℃)作用下,Si-H键经空气氧化或水解成羟基,并缩 合、交联固化成一定强度和弹性的网状薄膜,包覆在纤维外。
③聚二甲基羟基硅氧烷,简称羟基硅油
聚二甲基硅氧烷的两端由羟基封端,若单独应用,在纤维表 面不成膜,一般与聚甲基氢基硅氧烷合用。在催化剂和高温焙烘 作用下,聚甲基氢基硅氧烷的Si-H键水解,自身缩合,或与聚二 甲基羟基硅氧烷的羟基缩合,使其交联成膜,增加了它的弹性, 并有一定的耐洗效果,所以是最广泛应用的有机硅类柔软剂。
性好。
(3)氨基酯盐 Biblioteka 基酯盐(salts of amino esters)类柔软剂的溶解性、润湿
性和柔软性较好,通过调节其分子结构中的脂肪酸链长,可以改 变上述性能。
(4)吡啶季铵盐类衍生物 如防水剂pF是一种较早使用的反应性柔软剂。
4、两性型表面活性剂
两性型柔软剂是为改进阳离子型柔软剂的缺点而发展起来的, 其对合成纤维的亲和力强,没有泛黄和使染料色变或抑制荧光增 白剂效果等弊病。同时具有很好的抗静电性能和亲水性能,所以 对人的皮肤没有刺激性,在卫生整理方面有较多应用。 (1)氨基酸型
(1)季铵盐类 (2)咪唑啉季铵盐类 (3)氨基酯盐 (4)吡啶季铵盐类衍生物
仿羽绒纤维及其在非织造材料中的应用
12 主要生 产工艺 .
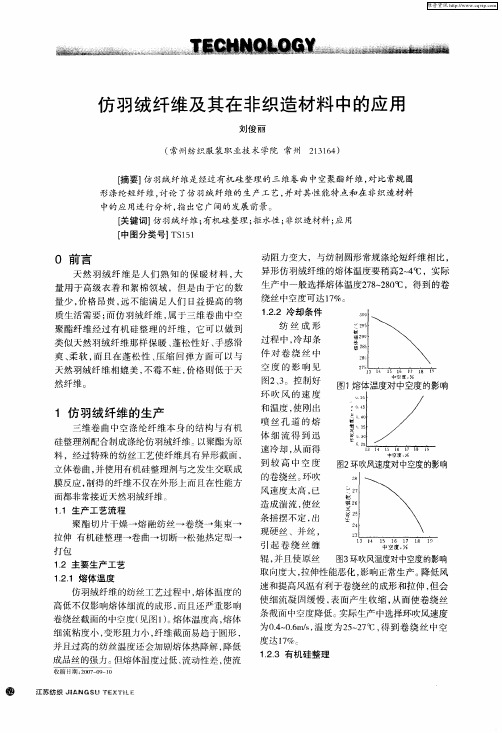
辊 , 且使 原 丝 图3 并 环吹风温度对中空度的影响
121 熔体 温度 -_ 仿 羽绒 纤维 的纺丝 工艺 过程 中 , 体 温度 的 熔 高 低不 仅影 响熔 体细 流 的成 形 , 而且 还严 重影 响
取 向度大 , 拉伸性能恶化 , 影响正常生产。 降低风 速和提高风温有利于卷绕丝的成形和拉伸 , 但会 使细流凝 固缓慢 , 表面产生收缩 , 从而使卷绕丝 条截 而 中空度 降低 。 实际生 产 中选 择环 吹风速 度
为 0 ~ .ms温 度 为2 ~7C, 到 卷 绕 丝 中 空 . 06 /, 4 52  ̄ 得
度达 1%。 7 123 有 机硅 整理 ..
卷绕丝截面的中空度( 见图1 。 ) 熔体温度高 , 熔体
细 流粘 度小 , 变形 阻力 小 , 维 截面 易趋 于 圆形 , 纤 并 且 过 高的纺 丝 温度还 会加 剧熔 体热 降解 , 低 降 成 品丝 的强 力 。 但熔 体 温度过 低 , 流动性 差 , 流 使
异形仿羽绒纤维的熔体温度要稍高2 4 ~ ℃,实际 生产 中一 般选 择熔 体温度 2 82 0 ,得到 的 卷 7 8 %
绕 丝 中空度 可达 1%。 7 122 冷 却条件 . I
纺 丝 成 形
过程中 , 冷却 条
件 对 卷绕 丝 中
空 度 的 影 响 见
图2 3 、。控 制 好 环 吹 风 的 速 度
面都 非常接 近天然 羽 绒纤维 。
11 生产 工艺流 程 .
和温度 , 刚 出 使 喷 丝 孔 道 的 熔 体 细 流 得 到 迅 速 冷却 , 而得 从
中空 度 .
到 较 高 中 空 度 图2环吹风速度对中空度 的影响
涤纶短纤维的生产
涤纶短纤维的生产·环境管理体系审核·指导书1 范围本审核指导书提出了涤纶短纤维企业按照GB/T24001-20004标准建立的环境管理体系审核的要点。
作业指导书是以“涤纶短纤维”为基本素材编制的,其工艺以“废PET瓶片清洗、再生短纤维”为主,其他合成纤维的现场审核也可参照使用。
2 引用文件GB/T 24001-2004 idt ISO 14001:2004《环境管理体系要求及使用指南》GB/T 19011-2003 idt ISO 19011:2002 《质量和(或)环境管理体系审核指南》3 定义PET –聚酯材料4 产品/服务范围、特点与专业代码涤纶短纤维主要供给纺织行业企业,用途十分广泛,服装类可用于制作各仿丝、仿毛服装和饰品,装饰类用做沙发、家具、窗帘、贴墙、地毯、雨披、伞面等织物和汽车内部装饰布,其主要质量特性指标有线密度、线密度变异系数、断裂强度、断裂强度变异系数、断裂伸长率、断裂伸长率变异系数等。
专业代码:12.06.005 业务/服务流程5.1工艺流程说明以“废PET瓶片清洗、再生短纤维”为主的涤纶短纤维生产,主要工艺过程是:PET切片经干燥、熔解进入纺丝箱体,均匀地送到装有过滤网的纺丝组件中,滤去杂质后从喷丝板中喷出,形成初生纤维。
初生纤维经环型次风冷却,通过纺丝通道进入卷绕面板,经上油轮上油后集束进入喂入轮,铺入盛丝桶内。
初生纤维丝束通过导丝机引导,进入浸油槽,浸油后第一牵伸机和第二牵伸机之间进行第二次牵伸,完成总牵伸倍数的80%。
在第二牵伸机和第三牵伸机之间进行第二次牵伸,完成总牵伸倍数的20%,通过两次牵伸后,纤维获得了充分的取向结构。
牵伸后的纤维经过叠丝、预热、卷曲、切断后进入松弛定型机。
定型后的纤维,进行质检抽样分析,不合格品直接送到废丝盛接装置,合格产品分配到打包机,打包后分级入库。
所用专业油剂主要成分为抗静电剂、分散剂、硅油等组成,极少量挥发的专业油剂通过引风机集中排出室外。
涤纶POY对DTY产品质量的影响

2019年3月 | 712.2 含油率对DTY质量的影响含油率作为涤纶POY 加工和生产工序中需要层层把关、严格控制的一项重要指标,其对DTY 的质量也会产生显著的影响。
长丝经过上油工序之后可以提高丝束的平滑性、集束性和抗静电的特性,这对保持长丝的稳定品质具有重要意义。
含油率的实际数据会直接影响纺丝在生产和加工中的摩擦系数,当含油率较低或者存在不均匀的现象时,就会使长丝的一定范围内的摩擦系数出现差异,也会在一定程度上增加纺织加工作业中的张力,导致产品加工和生产过程出现问题,也容易导致质量指标发生波动,不利于保持DTY 的实际产品质量[1]。
如果含油率过高,则会导致丝层发生滑移问题,使丝层表面不够平整,这样既浪费材料,提高了生产成本,又会对环境产生破坏,不利于提高DTY 生产的总体效益。
2.3 POY的断裂伸长率对DTY的影响一般来说,POY的伸长率需要保持在120%到140%之间,断裂伸长率过高或者过低都会不利于DTY 的质量控制与优化[2]。
断裂伸长率过高就会使POY 在后期加工中的实际张力变小,丝条在运动时所产生的抖动会引起丝条的张力的波动,这会造成DTY 的丝条内在结构发生改变,容易出现紧点丝甚至是较长的僵丝这会影响到后续染色的效果。
此外,如果单纯提高丝条加工的张力,会降低丝条的纤度,也不利于DTY 的生产质量。
当伸长率过低时,POY 在后续加工中的张力会显著提高,这就容易使POY 产生毛丝问题,也会对染色效果产生不利影响。
其主要原因是POY 在加工时喷丝头的拉伸比率提高,这种过度拉伸会增加高分子的取向,而POY 的油剂中的水分子具有一定的诱导作用,这会使取向分子链中存在一定的准结晶,容易破坏和干扰DTY 的生产加工工作。
2.4 POY的外观成型对DTY的影响为了满足DTY 生产对用纱的客观需求,需要保证运用科学的方法让长丝在合适的速度下卷成规格统一的形状,卷装之后的外观成型会对DTY 产品的成品质量产生重要影响。
粗旦高滑爽硅整理PET_中空短纤维的生产工艺优化
实践与经验合成纤维工业,2023,46(3)74CHINA㊀SYNTHETIC㊀FIBER㊀INDUSTRY㊀㊀收稿日期:2022-10-29;修改稿收到日期:2023-04-30㊂作者简介:姚翔(1973 ),男,高级工程师,主要从事聚酯短纤维生产及工艺质量管理工作㊂E-mail:yaoxiang.yzhx@㊂㊀∗通信联系人㊂E-mail:wangwei.yzhx@㊂粗旦高滑爽硅整理PET 中空短纤维的生产工艺优化姚㊀翔1,王㊀伟1,2∗,薛㊀斌1,2,吴㊀亮1,李世君1,张徐军1(1.中国石化仪征化纤有限责任公司,江苏仪征211900;2.江苏省高性能纤维重点实验室,江苏仪征211900)摘㊀要:以特性黏数(0.682ʃ0.010)dL /g 聚对苯二甲酸乙二醇酯(PET)熔体为原料,采用双组分氨基型有机硅整理剂生产14.44dtex 硅整理PET 中空短纤维,对环吹风温度㊁有机硅整理剂组分A /B 质量比㊁松弛定型温度㊁松弛定型时间等工艺条件进行优化,对纤维的膨松性能㊁压缩回弹性能㊁滑爽性能及充枕性能进行表征㊂结果表明:优化后的较佳工艺为环吹风温度20ħ㊁有机硅整理剂A /B 质量比80/20㊁松弛定型温度180ħ㊁松弛定型时间9min;较佳工艺条件下生产的硅整理PET 中空短纤维膨松性能㊁压缩回弹性能㊁滑爽性能及充枕性能均较好,纤维轻负载下膨松度为148cm 3/g,重负载下膨松度为49cm 3/g,压缩回弹率为72%,滑爽性为4.0级,纤维填充的抱枕初始高度22.5cm㊁压缩回弹后高度17.0cm㊂关键词:聚对苯二甲酸乙二酯纤维㊀中空短纤维㊀有机硅整理剂㊀生产工艺㊀膨松性能㊀滑爽性能中图分类号:TQ342+.21㊀㊀文献标识码:B㊀㊀文章编号:1001-0041(2023)03-0074-05㊀㊀三维立体卷曲聚对苯二甲酸乙二醇酯(PET)中空短纤维是一种差别化纤维,具有永久性的三维立体卷曲㊁优良的膨松性能及压缩回弹性能㊁柔软的手感㊁优异的保温保暖性能等优点,广泛用于床上用品㊁人造毛皮㊁软体玩具的填充方面,也可用于生产高档无纺布㊁仿羽绒㊁喷胶棉等[1-2]㊂PET 中空短纤维的生产方法主要有两种:一是双组分复合纺丝法;二是单组分非对称冷却纺丝法㊂双组分复合纺丝法是采用两种不同性能的原料按照一定的比例进行复配,通过复合纺丝得到复合纤维,复合纤维由于其截面径向上两种组分存在不同的收缩率而产生三维螺旋卷曲㊂单组分非对称冷却纺丝法是采用单一原料熔融纺丝,从喷丝板出来的初生纤维在高速低温气流下进行强制性非对称冷却,初生纤维迎风向冷却固化快,背风向冷却固化慢,使得初生纤维迎风向比背风向具有更多的应力,径向取向度高,从而产生三维螺旋卷曲效果[3-4]㊂聚硅氧烷是一种硅整理剂,因其具有柔顺的链段㊁表面张力低㊁铺展成膜性能好,能够改善纤维的柔软性能㊁滑爽性能㊁膨松性能㊁抗静电性能和手感㊂在生产过程中硅整理剂被涂覆在PET 中空短纤维表面后需要进行松弛定型㊂松弛定型温度过高会使硅整理剂过早发生交联反应,交联反应形成的膜均匀覆盖在纤维表面,但同时纤维表面本身残留的水分会蒸发,蒸发的过程中可能会破坏该薄膜层,因而会导致整理效果下降;松弛定型温度过低时,硅整理剂交联反应不充分,硅整理效果不好㊂因此,为了保证硅整理剂交联反应能够充分彻底,纤维进行松弛定型时需要合理选择松弛定型温度和时间[5-6]㊂作者在前期工作中研究了14.44dtex 硅整理PET 中空短纤维生产工艺,生产的纤维滑爽等级达到3.5级;为了进一步提高中空纤维的滑爽等级和膨松性能,继续对环吹风温度㊁氨基型有机硅整理剂双组分A /B 配比㊁松弛定型温度㊁松弛定型时间等工艺条件进行优化,工艺优化后纤维滑爽等级可达到4.0级㊂1㊀试验1.1㊀主要原料PET 熔体:特性黏数为(0.682ʃ0.010)dL /g,中国石化仪征化纤有限责任公司产;双组分氨基型有机硅整理剂:组分A 为152A,组分B 为152B,扬州鸿诚材料有限公司产㊂1.2㊀主要设备及仪器HV452型纺丝机㊁LHV902型后处理联合机㊁ZHV733型松弛定型机:中国恒天重工股份有限公司制;YG362A卷曲弹性仪:常州新纺检测仪器设备有限公司制;YG321纤维比电阻仪:温州际高检测仪器有限公司制;XQ-1A型单纤维强伸度仪:东华大学制;Nova NanoSEM450型场发射扫描电镜:美国赛默飞公司制㊂1.3㊀粗旦硅整理PET中空短纤维的生产前纺:从聚合单元输送的PET熔体以一定压力进入纺丝装置熔体管道,经增压泵送往熔体过滤器,每条生产线设有2台熔体过滤器交替使用;滤除杂质后的熔体经静态混合器均匀化后送到纺丝箱体,再经计量泵进入纺丝组件,熔体经组件内的过滤砂和过滤网除去杂质后,从喷丝板细孔中挤出,在环吹风冷却及卷绕拉伸张力作用下逐渐变细成形,进入落丝桶㊂后纺:将落丝桶的丝束集束后送到丝束整理装置经浸油槽浸油,然后依次通过第一牵伸机㊁拉伸浴槽㊁第二牵伸机㊁蒸汽加热箱和紧张热定型机;丝束在第一牵伸机和第二牵伸机间进行水浴拉伸(一级拉伸),在第二牵伸机和紧张热定型机间进行蒸汽拉伸(二级拉伸);拉伸后的丝束经紧张热定型机定型,叠丝机上设置2只上油辊对定型后的丝束进行双面硅油整理;调整丝束张力,确保进入卷曲机的丝束张力平稳,然后丝束经切断㊁松弛定型,得到PET中空短纤维㊂㊀㊀生产14.44dtex硅整理PET中空短纤维时,采用双组分有机硅整理剂对纤维进行硅整理,选择有机硅整理剂组分A/B质量比75/25~95/5㊁环吹风温度16~24ħ㊁松弛定型温度140~ 190ħ㊁松弛定型时间5~13min进行优化试验,其他主要工艺参数设置见表1㊂表1㊀硅整理PET中空短纤维生产工艺参数Tab.1㊀Production process parameters of silicon-finishedPET hollow staple fiber项㊀目参㊀数喷丝板/孔200~600实际负荷/(t㊃d-1)40~100纺丝速度/(m㊃min-1)1000~1200纺丝箱体温度/ħ280~292环吹风压力/Pa1300~1800拉伸浴槽温度/ħ56~68拉伸速度/(m㊃min-1)150~210一级拉伸倍数 2.8~3.2二级拉伸倍数 1.0~1.3油剂浓度/(g㊃L-1)100~130油泵转速/(r㊃min-1)15~25 1.4㊀分析与测试倍半伸长率:使用单纤维强伸度仪对单根纤维进行拉伸,拉伸过程中拉伸应力为屈服应力的1.5倍时所对应的伸长率为倍半伸长率,纤维夹持长度为20mm,拉伸速度为60mm/min㊂断面不匀率及破裂丝:按中国石化仪征化纤有限责任公司Q/SH307002.23 2017附件Q/ SH307008.4003中规定测试初生纤维的断面不匀率;在检测纤维断面不匀率的同时检测破裂丝,使用显微镜从1200根初生纤维中挑选出截面未能完全闭合成形的纤维即破裂丝(放大倍数为400~600),并对其进行计数㊂膨松性能:随机取25g纤维试样,经过梳棉机梳理,按照样板面积剪成厚度均匀的4块正方形(10cmˑ10cm)的中空棉块;静置10min以上,在试样上加轻负荷压块(60g),1min后读取试样块高度(h1);继续在试样上加重负荷压块(500g),1min后读取试样块高度(h2);去除所有负荷,静置3min后,再加压60g轻负荷,1min后测量试样块高度(h3)㊂按式(1)㊁(2)㊁(3)分别计算试样的膨松特性和压缩回弹性能㊂V1=h1ab/G(1)V2=h2ab/G(2)E=h3-h2h1-h2ˑ100%(3)式中:V1为轻负载下纤维的膨松度,V2为重负载下纤维的膨松度,a为棉网长度(取10cm),b为棉网宽度(取10cm),G为4块中空棉质量,E为压缩回弹率㊂滑爽性能:将经过梳棉机梳理的硅整理PET 中空短纤维试样与滑爽级数为4.0级的标样进行手摸比较,若手感与标样相同,评定其滑爽性为4.0级,若手感比标样差,则根据实际手感以0.5级依次递减进行定级㊂充枕性能:首先将粗旦硅整理PET中空短纤维进行开松,然后称取240g开松后的纤维进行充枕,测量抱枕的初始高度;随后对枕头进行抽气压缩,维持12h压缩状态后进行放气,放气后的抱枕平衡24h,再次测量抱枕高度㊂2㊀结果与讨论2.1㊀环吹风温度对纤维成形的影响生产PET中空纤维通常采用非对称冷却方式,因非对称骤冷而使纤维形成一定的中空度㊂在环吹冷却过程中需要严格控制环吹风的湿度㊁温度,环吹风中心风速及风的均匀性,环吹冷却区57第3期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀姚㊀翔等.粗旦高滑爽硅整理PET中空短纤维的生产工艺优化的位置等㊂常规PET中空纤维的生产要求环吹风湿度不小于65%,粗旦PET中空纤维要求环吹风湿度不小于70%㊂采用非对称冷却方式生产PET中空纤维, PET熔体在流出喷丝板时因为非对称骤冷造成出口膨大效应,纤维才能达到一定的闭合㊂当环吹风温度较高时,PET熔体的冷却不充分,且不能及时有效地移除热量,因此纤维的开孔不能有效闭合,会产生一定的破裂丝,并且因为冷却不及时还会产生黏连丝㊁并丝等;当环吹风温度过低时,一方面会造成能耗的提高㊁生产成本的上升,另一方面则会使得纤维的倍半伸长率大幅度降低,影响纤维的可拉伸性能㊂因此PET中空纤维在生产过程中需要严格控制环吹风温度[7-8]㊂㊀㊀从表2可知:随着环吹风温度的提高,初生纤维的倍半伸长率逐渐变大,说明初生纤维的可拉伸性能逐渐提高;随着环吹风温度的提高,初生纤维的断面不匀率呈现出先降低后提高的趋势,破裂丝数量也呈现出先降低后提高的趋势,说明环吹风温度过高或者过低对生产均会产生一定的不良影响,破裂丝数量多㊁断面不匀率过大时初生纤维断面不匀㊁孔壁闭合性差,不但会影响初生纤维的可拉伸性能,还会影响到成品纤维的膨松性能和压缩回弹性能;环吹风温度为24ħ时,初生纤维的破裂丝多达92个,断面不匀率为1.59%,中空度为33%,这主要是由于环吹风温度过高,加剧了PET熔体的出口膨大效应,熔体空隙不能达到有效闭合,因而初生纤维的破裂丝增多㊁断面不匀率增大[9-10]㊂综合考虑以上因素,生产粗旦硅整理PET中空短纤维时环吹风温度宜控制在18~22ħ,本试验选择环吹风温度为20ħ㊂表2㊀环吹风温度对纤维成形的影响Tab.2㊀Effect of circular air blow temperatureon fiber formation环吹风温/ħ倍半伸长率/%断面不匀率/%破裂丝/个中空度/%16152 1.48693718160 1.45523620165 1.41313522178 1.40453424185 1.599233 2.2㊀硅油配比对纤维性能的影响硅整理PET中空短纤维生产过程中需要加入一定量的有机硅整理剂,通过松弛定型工艺可以提高硅整理PET中空短纤维的膨松性㊁滑爽性和柔软性㊂生产中采用的有机硅整理剂通常为双组分,在松弛定型工艺中双组分有机硅整理剂发生交联反应,可充分提高中空纤维的滑爽性能和柔软性[11-12]㊂在确定环吹风温度为20ħ的条件下,考察有机硅整理剂双组分配比对粗旦PET中空纤维膨松性能㊁压缩回弹性能㊁滑爽性能的影响,结果见表3㊂表3㊀有机硅整理剂配比对纤维性能的影响Tab.3㊀Effect of organic silicon finishing agent formulationon fiber properties组分A/B质量比V1/(cm3㊃g-1)V2/(cm3㊃g-1)E/%滑爽性/级95/51283872 2.5 90/101354271 3.0 85/151424568 3.5 80/201484972 4.0 75/251404369 3.0㊀㊀从表3可知:有机硅整理剂组分A/B质量比对粗旦硅整理PET中空短纤维压缩回弹性能影响很小,对膨松性能具有一定的影响,对滑爽性影响较大;随着有机硅整理剂B组分占比的提高,硅整理PET中空短纤维的滑爽性先提高后下降,当有机硅整理剂组分A/B质量比为80/20时,硅整理PET中空短纤维的滑爽性较优,为4.0级;随着有机硅整理剂B组分占比的提高,粗旦硅整理PET中空短纤维的膨松性能先提高后略有下降,当有机硅整理剂组分A/B质量比为80/20时,硅整理PET中空短纤维的膨松性能较优,V1达到148cm3/g,V2达到49cm3/g㊂这主要是由于有机硅整理剂B组分过低时,有机硅整理剂A㊁B交联反应不充分,乳化反应不完全,与纤维之间形成的有效共价键㊁氢键少且不牢固[13],纤维表面不能充分形成保护膜,且交联反应产生一定的水,在松弛定型区域,由于水分的挥发,进一步破坏纤维表面的保护膜,因此当有机硅整理剂组分A/B质量比为95/5时,功能基硅整理剂含量少,纤维的滑爽性仅为2.5级,V1仅为128cm3/g,V2仅为38cm3/g;而当有机硅整理剂组分A/B质量比为75/25时,功能基硅整理剂含量过高,组分A 含量不足导致交联反应慢且不彻底,因此滑爽性能变差㊂因此,生产粗旦硅整理PET中空短纤维时有机硅整理剂组分A/B质量比为80/20~90/ 10较合适,本试验选择有机硅整理剂组分A/B质量比为80/20㊂2.3㊀松弛定型温度对纤维性能的影响在纺丝过程中纤维具有潜在的三维卷曲性67㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2023年第46卷能,但此时纤维的尺寸稳定性差㊁内部结构不稳定,而且加入的有机硅整理剂在低温状态下不能充分进行交联反应,因而需要进行松弛定型㊂合适的松弛定型温度一方面可以使纤维具有良好的三维立体自卷曲性能,另一方面可以使有机硅整理剂进行充分的交联反应,并有效附着在纤维表面,使纤维具有优异的膨松性㊁滑爽性和柔软性㊂㊀㊀在确定环吹风温度为20ħ㊁有机硅整理剂A/B质量比为80/20的条件下,考察松弛定型温度对纤维膨松性能㊁压缩回弹性能及滑爽性能的影响㊂从表4可知:松弛定型温度对硅整理PET 中空短纤维膨松性能㊁压缩回弹性能㊁滑爽性能均有一定的影响,V1随着松弛定型温度的提高逐步增大并趋于稳定,V2㊁E和滑爽性均随着松弛定型温度的提高呈现出先提高后略有下降的趋势;当松弛定型温度为180ħ时,纤维的V1㊁V2㊁E和滑爽性均最高,分别为148cm3/g㊁49cm3/g㊁72%㊁4.0级,纤维的膨松性能㊁压缩回弹性能㊁滑爽性能均较好㊂这主要是由于松弛定型温度较高时,有机硅整理剂两组分能充分发生交联反应,有效组分均匀附着在纤维表面形成保护层,因而提高纤维的滑爽性能;松弛定型温度过低时,有机硅整理剂两组分的交联反应不充分,且发生交联反应所生成的水不能及时有效排出,因而纤维的膨松性能㊁压缩回弹性能㊁滑爽性能不佳;由于有机硅整理剂两组分的交联反应在较高温度下已经充分发生,过高的松弛定型温度对纤维的膨松性能㊁压缩回弹性能㊁滑爽性能贡献不大㊂因此,生产粗旦硅整理PET中空短纤维时松弛定型温度为160~ 190ħ较合适,本试验优选松弛定型温度为180ħ㊂表4㊀松弛定型温度对纤维性能的影响Tab.4㊀Effect of relaxation setting temperature onfiber properties松弛定型温度/ħV1/(cm3㊃g-1)V2/(cm3㊃g-1)E/%滑爽性/级1401243064 2.5 1501283666 3.0 1601374170 3.5 1701464871 3.5 1801484972 4.0 1901484770 3.5 2.4㊀松弛定型时间对纤维性能的影响在确定环吹风温度为20ħ㊁有机硅整理剂A/B质量比为80/20㊁松弛定型温度为180ħ的条件下,考察松弛定型时间对纤维膨松性能㊁压缩回弹性能及滑爽性能的影响㊂从表5可知:随着松弛定型时间的延长,粗旦硅整理PET中空短纤维的V1㊁V2㊁E和滑爽性均呈现出先提高后略有下降的趋势;当松弛定型时间为9min时,粗旦硅整理PET中空短纤维的V1㊁V2㊁E和滑爽性均最高,分别为148cm3/g㊁49cm3/g㊁72%㊁4.0级,纤维的膨松性能㊁压缩回弹性能㊁滑爽性能均较好㊂这主要是由于合适的松弛定型温度和时间可以使有机硅整理剂组分A和B能充分发生交联反应,并将拉伸过程中纤维表面的水分和交联反应所产生的水分带走,使硅油充分有效均匀附着在纤维表面,还能固定纤维内部微观结构,提高成品纤维的尺寸稳定性;而松弛定型时间较短时,有机硅整理剂组分A和B虽然能够有效发生交联反应,但不能将拉伸过程中纤维表面的水分和交联反应所产生的水分全部带走,影响成品纤维的膨松性能㊁压缩回弹性能㊁滑爽性能㊂因此,生产粗旦硅整理PET 中空短纤维时松弛定型时间为7~11min较合适,本试验优选松弛定型时间为9min㊂表5㊀松弛定型时间对纤维性能的影响Tab.5㊀Effect of relaxation setting timeon fiber properties松弛定型时间/minV1/(cm3㊃g-1)V2/(cm3㊃g-1)E/%滑爽性/级51323869 3.071404371 4.091484972 4.0 111444770 4.0 131434669 3.5 2.5㊀充枕性能评价为了考察粗旦硅整理PET中空短纤维是否能够满足用户需求,对环吹风温度为20ħ㊁有机硅整理剂A/B质量比为80/20㊁松弛定型温度为180ħ㊁松弛定型时间分别为7,9,11min的纤维试样进行充枕性能评价,考察纤维的膨松性能和压缩回弹性能是否可以满足用户使用需求,结果见表6㊂表6㊀硅整理PET中空短纤维的充枕性能Tab.6㊀Pillow filling performance of silicon-finished PEThollow staple fiber松弛定型时间/min抱枕初始高度/cm压缩回弹后高度/cm抗压回弹速度按压阻力719.214.7较快较小922.517.0快小1120.315.2较快较小77第3期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀姚㊀翔等.粗旦高滑爽硅整理PET中空短纤维的生产工艺优化㊀㊀从表6可知,松弛定型时间为9min的粗旦硅整理PET中空短纤维充填抱枕时,抱枕的初始高度最高,为22.5cm,抱枕压缩回弹后的高度也最高,为17.0cm,抗压回弹速度快,按压阻力最小,充枕性能较好,这也进一步说明该工艺条件下生产的粗旦硅整理PET中空短纤维的膨松性能与压缩回弹性能好㊂㊀㊀综上所述,生产粗旦硅整理PET中空短纤维时,在环吹风温度为20ħ㊁有机硅整理剂A/B质量比为80/20㊁松弛定型温度为180ħ㊁松弛定型时间为9min的条件下纤维的膨松性能㊁压缩回弹性能㊁滑爽性能及充枕性能较好㊂3㊀结论a.合理控制粗旦硅整理PET中空短纤维纺丝环吹风温度18~22ħ,有利于纤维成形;控制有机硅整理剂组分A/B质量比80/20~90/10㊁松弛定型温度160~190ħ㊁松弛定型时间7~11 min,可提高纤维的膨松性能㊁压缩回弹性能㊁滑爽性能及充枕性能,满足用户需求㊂b.在环吹风温度20ħ㊁有机硅整理剂A/B 质量比80/20㊁松弛定型温度180ħ㊁松弛定型时间9min的条件下生产粗旦硅整理PET中空短纤维,纤维的V1㊁V2㊁E和滑爽性㊁抱枕初始高度㊁抱枕压缩回弹后高度均最高,分别为148cm3/g㊁49 cm3/g㊁72%㊁4.0级㊁22.5cm㊁17.0cm㊂参㊀考㊀文㊀献[1]㊀孟家明,魏家瑞,陈立柱,等.涤纶三维卷曲中空纤维结构性研究Ⅰ.涤纶中空纤维在纺丝及后加工过程中结构变化特征[J].功能高分子学报,1997,10(4):492-497. [2]㊀张金明.中空纤维硅整理生产工艺探讨[J].合成技术及应用,2005,20(3):48-50.[3]㊀史利梅.低中空高回弹三维螺旋卷曲纤维的制备与性能研究Ⅰ.原料及纺丝工艺研究[J].合成纤维工业,2020,43(6):26-32.[4]㊀史利梅,刘传生,路广,等.低中空高回弹三维螺旋卷曲纤维的制备与性能研究Ⅱ.拉伸工艺研究[J].合成纤维工业, 2021,44(1):38-42.[5]㊀袁京.含氟聚硅氧烷合成及其在织物整理中的应用[D].苏州:苏州大学,2012.[6]㊀李文强,张爱霞,曾向宏.2016年国外有机硅进展[J].有机硅材料,2017(4):308-331.[7]㊀刘爱平.三维卷曲涤纶中空短纤维增容生产技术研究[D].苏州:苏州大学,2005.[8]㊀李仁炎,王辽.三维卷曲中空涤纶短纤维结构与性能的研究[J].合成纤维,2001,30(1):28-31.[9]㊀李振峰.涤纶短纤维生产[M].南京:东南大学出版社,1991.[10]吴亮,王伟,李世君.14.44dtex有硅中空短纤维生产工艺研究[J].合成技术及应用,2021,36(4):41-46. [11]周琼.三维卷曲中空纤维的硅整理效果探讨[J].聚酯工业,2005,18(1):28-29.[12]王辽.三维卷曲中空涤纶短纤维硅油整理生产工艺[J].合成纤维工业,2002,25(1):53-54.[13]毛艳艳.亲水性嵌段共聚有机硅整理剂的合成及应用研究[D].上海:东华大学,2013.Optimization of production process of coarse-denier high-smoothness silicon-finished PET hollow staple fiberYAO Xiang1,WANG Wei1,2,XUE Bin1,2,WU Liang1,LI Shijun1,ZHANG Xujun1(1.SINOPEC Yizheng Chemical Fiber Co.,Ltd.,Yizheng211900;2.Jiangsu KeyLaboratory of High Performance Fiber,Yizheng211900)Abstract:A14.44dtex silicon-finished polyethylene terephthalate(PET)hollow staple fiber was produced using PET melt with an intrinsic viscosity of(0.682ʃ0.010)dL/g as raw material in presence of a bicomponent amino organic silicon finishing agent.The process conditions such as circular air blow temperature,component A/B mass ratio of organic silicon finishing agent, relaxation setting temperature and time were optimized.And the fiberᶄs bulkiness,compression resilience,smoothness and pillow filling performance were characterized.The results showed that the obtained silicon-finished PET hollow staple fiber had fairly good bulkiness,compression resilience,smoothness and pillow filling performance,namely a bulk density of148cm3/g under light load and49cm3/g under heavy load,compression resilience ratio72%,smoothness grade4.0and pillow filling initial height22.5cm and compression rebound height17.0cm when the process conditions were optimized as followed:circular air blow temperature20ħ,organic silicon finishing agent A/B mass ratio80/20,relaxation setting temperature180ħand time 9min.Key words:polyethylene terephthalate fiber;hollow staple fiber;organic silicon finishing agent;production process;bulki-ness;smoothness87㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2023年第46卷。
涤纶短纤维卷曲机常见故障的分析
涤纶短纤维卷曲机常见故障的分析李小强中国石油化工股份有限公司洛阳分公司,河南洛阳471012摘要:介绍了德国福来司拿公司沦纶短纤维卷曲机的卷曲装置组成及其常见故障。
故障主要为卷曲机'本身机件的磨损及各机件间隙的变化及辅助系统异常等。
提出了加强日常维护,定期检查,及时更换损坏件等措施.可避免故障的产生。
关键词:聚对苯二甲酸乙二酯纤维卷曲机短纤维故障中图分类号:TQ340.53 文献识别码:B 文章编号:1001-0041-(2005)04-0064-02目前,国内使用的填塞箱式涤纶短纤维卷曲机卷曲辊宽度有180,400,460,520 cm等。
随着卷曲辊直径和宽度的加大,卷曲机出现故障的概率相应增加。
德国福来司拿公司生产的卷曲辊宽度为520cm卷曲机,该种卷曲机在国内是最大的,在国际上也少见。
3年多来,由于各种原因。
生产中常出现卷曲刀和卷曲辊损伤的现象。
1 卷曲机的主要结构组成及其特点l.1卷曲辊卷曲辊采用4Cr13不锈钢加工制造。
下卷曲辊轴线位于固定机架上,上卷曲辊可以绕一水平轴线旋转,通过调节水平轴中拉杆的位置可调整上、下卷曲辊的对中位置。
上下卷曲辊通过加压机构的施压夹紧丝束,当卷曲辊回转时,丝束在由正压力引起的摩擦力作用下输人卷曲箱。
卷曲辊为空心轴,轴孔中通入温水进行循环冷却,其主要目的是防止卷曲辊表而温度升高,避免丝束粘带在卷曲辊表面或相互粘结,影响卷曲效果。
1.2卷曲箱卷曲箱由上卷曲刀、下卷曲刀、左侧板、右侧板和卷曲片组成。
卷曲刀和侧板采用Crl2Mo合金钢制造。
卷曲刀的作用是将卷曲的丝束从卷曲辊刮下,控制丝束在卷曲箱内的厚度。
上、下卷曲刀与相应的上、下卷曲辊配合安装,上卷曲刀可以绕上卷曲辊的轴线旋转一定的角度。
上、下卷曲刀上均开有小孔,孔内通0.35 MP丑的蒸汽,以满足卷曲箱内纤维卷曲所需的温度要求。
左、右侧板安装在下卷曲刀的两侧支架上,与卷曲刀和卷曲片形成封闭的卷曲箱。
卷曲片紧靠卷曲辊的两侧端面,防止丝束从卷曲辊两侧外溢。
化纤知识(涤纶短纤)
第一章:概述第一节纺织纤维的分类一、纺织纤维纺织纤维分为天然纤维和化学纤维两大类1、天然纤维分为:1)植物纤维:又称纤维素纤维;如棉花木棉麻等。
2)动物纤维:又称蛋白纤维;如羊毛兔毛骆驼毛等。
3)矿物纤维:又称天然无机纤维;如石棉等。
2、化学纤维分为:1)再生纤维再生纤维素纤维;粘胶纤维铜氨纤维。
蛋白质纤维:大豆纤维花生纤维。
特种有机物化学纤维:甲壳素纤维海藻胶纤维。
无机纤维:玻璃纤维金属纤维碳纤维2)合成纤维分为:1)聚酯纤维(涤纶)2)聚酰胺纤维(锦纶尼龙)3)聚丙烯腈纤维(腈纶)4)聚烯腈纤维(丙纶)5)聚乙烯醇纤维(维纶维尼纶)6)聚氯乙烯纤维(氯纶)7)其他:聚氨酯纤维芳香族聚酰氨纤维等。
二、纤维:直径在数微米至数十微米之间略粗些,长度比直径大许多倍的物体,称为纤维。
三、再生纤维:即以天然高分子化合物为原料,经化学处理和机械加工制得的纤维。
四、合成纤维:即以石油、天然气、煤及农副产品为原料,经一系列的化合反应,制得高分子化合物,再经加工而制得的纤维。
第二节织物的分类一、机织物:用两组纱线(经纱和纬纱),基本上互相垂直交织而成的片状纺织品。
二、针织物:用一组或多组纱线,本身之间或相互之间采用套圈的方法钩连成片的织物。
按生产方式的不同又可区分为纬编和经编两类如内、外衣,运动衫及袜类。
三、编织物:用一组或多组纱线,用本身之间或相互之间钩编串套或打结的方式形成片状织物,如毛衣等。
四、非织造布:由纤维形成网状而得到的织物,如无纺布。
五、其他特种织物:如由两组(或多组)经纱,一组纬纱用梭织方法生产三向织物,三维织物。
第三节纤维分类一、长丝:包括单丝、复丝和帘子丝。
1、单丝:指用单孔喷丝板纺制而成的一根连续单纤维。
但在实际应用中,往往也包括3---6孔喷丝板纺制的3---6根单纤维组成的少孔丝。
较粗的合成纤维单丝(直径0.02—2mm)称为鬃毛,用作绳索毛刷日用网兜鱼网等,细的用作透明丝袜等其他用品。
涤纶短纤维卷绕丝内在质量均匀性影响因素探讨
合成纤维SFC2007No.10前言涤纶卷绕丝内在质量的均匀性是其原丝质量指标的一个重要因素,包括几何形态不均匀和物理结构不均匀两方面因素。
几何形态不均匀是指单根纤维在长度方向上纤度的变化。
物理结构上不均匀包含两个方面:一是由夹杂异物、气泡等因素造成的外观不均匀;另一方面是相对分子质量、结晶、取向等微观的不均匀。
原丝内在质量的均匀性由熔体质量和纺丝过程决定,其对后加工的稳定运转和成品丝质量的均匀性非常重要。
原丝质量的均匀性可用断裂伸长率、断裂强度、纤度的CV值和断面不匀率(DVC)来表征。
CV值和DVC越小,说明原丝质量越稳定。
质量不均匀将严重影响后加工拉伸工艺的选择和拉伸效果,导致拉伸、紧张工序等绕辊增多,超倍长也随之增加;同时原丝质量不匀,其取向度较高的部分具有较低的形变性,它的屈服应力较其余部分高,在拉伸时就会留下一个未充分拉伸的节结或细颈,将造成成品丝纤度不匀甚至产生疵点。
原丝质量指标的均匀性由熔体质量和纺丝过程决定。
本文从纺丝过程的工艺控制来探讨影响原丝内在质量均匀性的主要因素,并通过实验对比,提出了工艺优化方案。
1原料和主要设备1.1原料天津石化公司20万t/a聚酯装置生产的聚酯熔体,特性黏度0.645±0.008dL/g,端羧基含量<28mol/t,二甘醇质量百分含量<0.9%,熔点>256℃,二氧化钛质量百分含量0.03%,凝聚粒子(5~10μm)<0.4个/mg。
1.2设备纺丝主要设备由NEUMAG公司引进。
熔体输送部分:熔体输送管线、HTM热媒系统;180-5增压泵;SMRDN320-200熔体冷却器;AK005熔体分配管线。
纺丝卷绕部分:AK06纺丝箱体、HXB-7027-40纺丝泵、矩形纺丝组件;WK1001侧吹风系统;JR1540纺丝甬道;AK009纺丝上油系统;F450/48-0卷绕机;AK046卷绕面板;AK049牵引装置;AK050喂入装置。
涤纶短纤维卷绕丝内在质量均匀性影响因素探讨黄洪英(中国石油化工股份有限公司天津分公司聚酯部,天津300270)摘要:阐述了涤纶短纤维卷绕丝内在质量均匀性的重要性,分析了纺丝过程中影响原丝质量均匀性的主要因素,从纺丝温度、冷却风风速、组件初始压力、纺丝速度等方面提出了工艺优化的方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
、
,
专
舍成技术厦应用・l 994・9(4)・37・
硅油对三维卷曲中空涤纶短纤维蓬松性的影响
兰 武
—_ ---●-~
(位征 坪股份有琨公司涤纶五厂)
7[: 7
采用力学的方法,通过对模型的分析.揖示了硅油整理纤维蓬松度降低
的原因。
1前言
众所周知,V 及V z(三维卷曲涤纶中空
虹纤维的蓬松度表征)及手感精爽性是三维
卷曲中空纤维最重要的特性表征
在聚酯源料质量数据相对稳定的情况
下,蓬松性能主要取决于成品纤维的中空度、
卷曲度、卷曲数及纤维直径(当然,纤维的切
断长度也甫一定的影响)。在上述纤维质量指
标正常的情况下.使用日本松本公司的型号
为TBM一502K油剂作为第二油剂时,V 及
、 始终处于较高的指标承平上,即分别达到
:曙过 d5cm /g和45cm /g。然而.对纤维
果日日本吉村油化学株式会杜的硅油处理,
以拇高纤维的滑爽手感时,却出现了不良的
附加后果:纤维的手感获得了预期的效果,但
V.和V:值却达不到质量指标要求.因此,作
者采用一力学模型对此进行了分析。
2 硷数据及力学模型分析
用 :同油剂处理的中空立体卷曲纤维质
量数据见表1、2,井根据表I、2中的数据作
图l 由图1可以看出,用TBM一502K油剂
处理的纤维,其V 及V 值明显比用吉村公
司硅油处理的V 、V:值要高。
衰1用TBM--502K油荆处理的中空
立体卷曲纤维质量数据
线甫度卷_}}戢CN‘卷曲!芷cI’蓬松业V 蓬唔度V
(dt。x)(十/25mm) ( )(cm’/s) (cm’/s)
-两一7 l5.西‘2I÷・ 。I5 6・ lI7.6
- ;
囊 一经一 n
¨
L1
http://www.lw23.com 论文网 论文大全
http://www.lw23.com 论文网 论文大全
・
38・ 合 成 技 术 爰 应 用 第9卷
衰2用古村油化学株式会社硅油处理
的中空立体卷曲纤维质量救据
鲤密班・卷曲戢CN‘卷曲度CI。蓬橙瘦V 蓬梧虚Vf
(dtex)(十/25mm) ( )(era’/S)(era。/S)
・
可一 .4. 一 3.s, l 1 32. !一J 2
届l 内在质量相近的纤维用不同油剂
处理后蓬桎性V-、V 舳变化
一
般认为。当纤维的滑爽性手感提高时,
纤维的蓬松性应有所提高,然而.实验数据
结果相反。因此,我们对三维卷曲中空短纤
维的蓬松原理及蓬松性检验方法进行了分
析。
2.1蓬松原理
对非立体卷曲(平面卷曲)纤维而言,纤
维与纤维之间没有互架效应,纤维与纤维之
间很容易紧密地靠在一起,而难以产生空隙
(见图2 Ca))。而立体卷曲纤维则由于其似弹
簧的形态.互相之间会因此而撑开,这样.就
造成了纤维之间的大空隙(见图2(u)),因
此,立体卷曲纤维具有明 的蓬橙性。
父 ≈
-.平酉卷曲
, 刁 口?一
b.立体鸯曲
囝2纤维的蓬桎性示意囝
2.2蓬松性检验方法
立体卷曲纤维蓬松性的检验过程为:将
5~ 梳理好的纤维做成10cm×l0cm截面
蓬松的柱体,然后在上面加一负荷(v 负荷
大于V.),此时,柱体的高度会下降,几秒钟
后停下.此时测柱体高度(一),并算出其比
容(era /s)。
2.0力学模型分析
假设一个典型的两根纤维的,立谩关系
(见图3)。对此进行分析。
嘶
Ft
<::工::>Pfb
o
囝3两根纤维的典型位置关系及力学分析
图3中.纤维1压在纤维2上。并在A、
B两点接触。当纤维1在O点处受到压力F
的作用时,纤维2在A、B两点就分别受到一
推力并向两侧移动.与此同时,纤维J的AB
http://www.lw23.com 论文网 论文大全
http://www.lw23.com 论文网 论文大全
第4期 硅油对三维卷曲中空涤纶短纤维蓬松性的影响 ‘39‘
段向下弯曲,这样,在O点上我们就可找出
以下几个力:
F ;负荷产生的向下的压力。作用于AB
问的。点上。
.
;
纤维1的AB段在受压向下弯曲时
产生的回弹力,作用O。方向向上。
F...纤维2的AB段在受纤维1挤压而
分开时,在B点产生的反弹力F 和在A点
产生的反弹力F (这两个力的方向分别与
A、B点的切线方向垂直)的合力。
F :纤维2阻碍纤维1向下滑移时在A、
B两点处产生的摩擦阻力F 和F (其方向与
A、B两点的切线方向相同)的合力。
当在纤维上方加上力F 后,纤维】的
A、B段向下弯曲,同时F .逐渐增大}而纤
维2的A、B段向两侧移动,此时F 也在逐
渐增大,而F-是恒定的,当体系满足下列条
件时:
即 =一 + r.+ J) (1)
纤维就不再变形,即纤维柱体高度稳定。而
影响体系平衡的关键,就在于这两种油剂赋
予纤维的力F 存在差异。实测结果是:Fn(松
本油)为0.18左右,而Ff (吉村油)为0-1 0
左右,可见F ≤F 。因此,在换用吉村油时。
(I)式即失去原来的平衡,因此纤维会继续下
滑,同时,F,.和F ,也在继续增大。当
,r.+ F ,=F, 一, 时
体系达成新的平衡,这样,上硅油纤维柱体
的高度(体积或V-,V:)则较TBM一502K油
剂的纤维要低。
3启示
经上述分析。我们得到了经硅油处理的
纤维蓬松度降低的原因。由此,还可得到一
些启示:
a.经硅油整理的纤维由于摩擦系数低。
容易被压缩,另一方面,也会因此而容易回
复,而不经硅油整理的纤维则难以回复,因
此,未经硅油整理的纤维事实上较经上硅油
的纤维性能要好。
b.在其它条件不变的情况下,经优质硅
油整理的纤维V 、V。要重新考虑出厂标准。
(上接第1l页)
3结论
双一2一I曙唑啉基苯改性PET对其结晶过
程和能力有明显的影响,改性后PET的结晶
速度和结晶度较同一条件下的未改性PET
均有所降低。在等温结晶动力学研究中,不
同的等温结晶温度对结晶速度常数K、n、
△H 咕晶参数均有影响}d63K等温结晶比
d43K、 83K有较快的结晶速度l但改性PET
受结晶温度的影响更明显,各参数差别较大,
并具有明显的二次结晶过程。在非等温结晶
动力学研究中,其冷结晶速度与结晶温度的
关系为:前期改性前后的PET相一致,后期
差别较大}改性PET具有较宽矮的熔体结晶
峰T 和较大的过玲度AT
4参考文献
I Inala M・I Malsumura S.。J.App1.Polym.
Sci.。I 987,Vo1.33 3069—3079
2 JP gI,I66.038
3周卫华,吕美娟,何丽娟.合成纤维.I 988,3:
53~56.
4续大义.音成纤维工业.I993,I 6(5),28.
5张志英,杜莹华.台成纤维工业.1990,13(2):
4l~44.
6 Turl E-A-sibilia J.P..Proceedings of the
Fillh InteTnational Conference on thermal anal—
ysJs・Ed・by H chihara,Japan,I977,202.
7施义堡.台成纤维工业.1984,7(3):27 ̄32.
8蔡夫柳,周群.姜腔东等.合成纤维工业.I991。
14(4):23 ̄2g.
http://www.lw23.com 论文网 论文大全
http://www.lw23.com 论文网 论文大全