尺寸链应用的若干关键问题解决方案

第31卷 第3期华侨大学学报(自然科学版)Vo l.31 No.3 2010年5月Jo ur nal of H uaqiao U niversity(Natur al Science)M ay.2010
文章编号: 1000 5013(2010)03 0361 02
尺寸链应用的若干关键问题解决方案
黄富贵
(华侨大学机电学院学院,福建泉州362021)
摘要: 以装配尺寸链和工艺尺寸链为例,探讨尺寸链的获取方法,尺寸链封闭环的判定,各个组成环性质的判定方法,以及尺寸链的公差分配原则等问题的解决方案.最后,通过实例对解决方案进行验证
关键词: 尺寸链;封闭环;组成环;判定方法
中图分类号: T G801文献标识码: A
1 尺寸链的提取
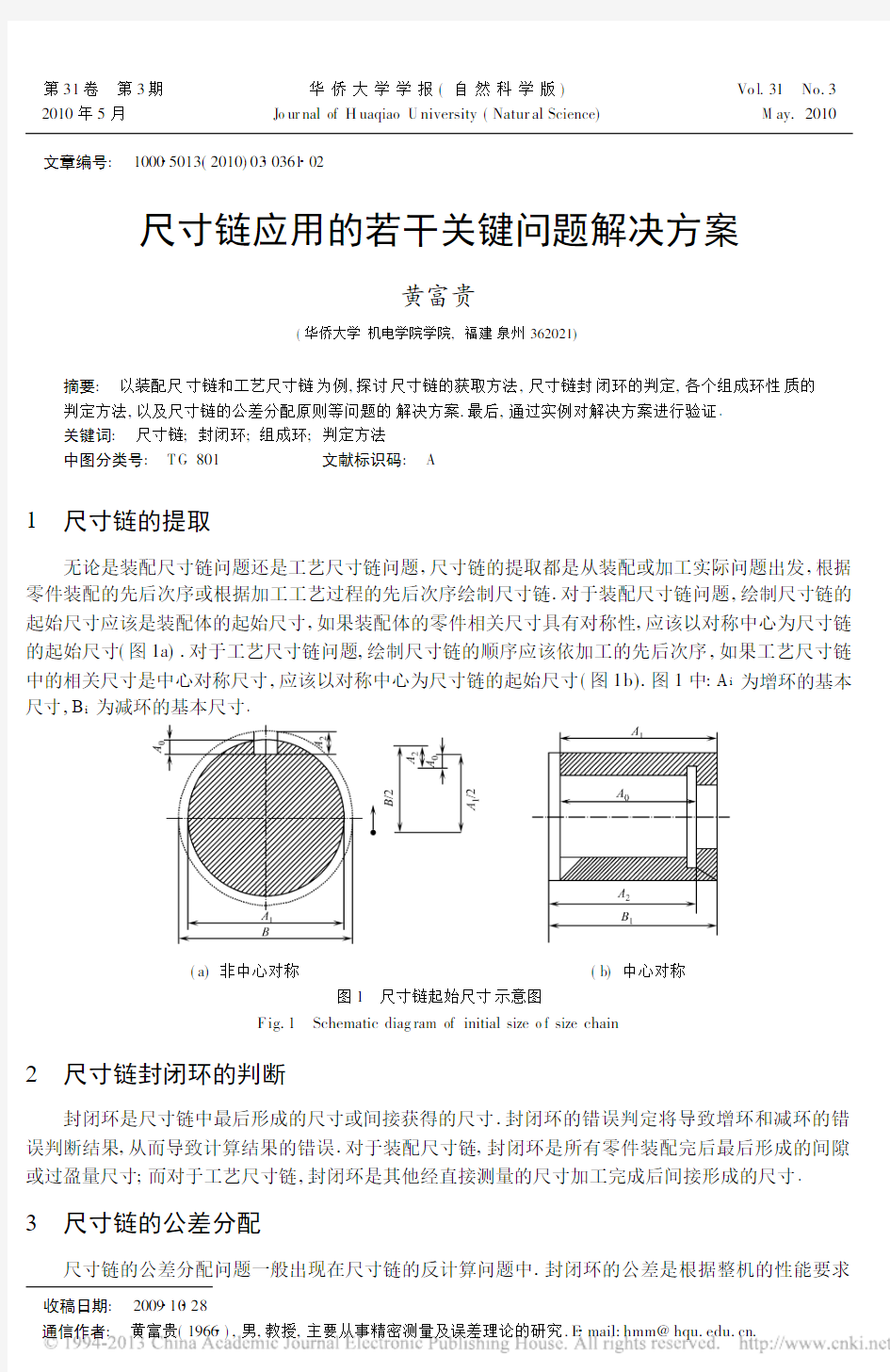
无论是装配尺寸链问题还是工艺尺寸链问题,尺寸链的提取都是从装配或加工实际问题出发,根据零件装配的先后次序或根据加工工艺过程的先后次序绘制尺寸链.对于装配尺寸链问题,绘制尺寸链的起始尺寸应该是装配体的起始尺寸,如果装配体的零件相关尺寸具有对称性,应该以对称中心为尺寸链的起始尺寸(图1a).对于工艺尺寸链问题,绘制尺寸链的顺序应该依加工的先后次序,如果工艺尺寸链中的相关尺寸是中心对称尺寸,应该以对称中心为尺寸链的起始尺寸(图1b).图1中:A i为增环的基本尺寸,B i为减环的基本尺寸
(a)非中心对称(b)中心对称
图1 尺寸链起始尺寸示意图
F ig.1 Schematic diag ram of initial size o f size chain
2 尺寸链封闭环的判断
封闭环是尺寸链中最后形成的尺寸或间接获得的尺寸.封闭环的错误判定将导致增环和减环的错误判断结果,从而导致计算结果的错误.对于装配尺寸链,封闭环是所有零件装配完后最后形成的间隙或过盈量尺寸;而对于工艺尺寸链,封闭环是其他经直接测量的尺寸加工完成后间接形成的尺寸
3 尺寸链的公差分配
尺寸链的公差分配问题一般出现在尺寸链的反计算问题中.封闭环的公差是根据整机的性能要求 收稿日期: 2009 10 28
通信作者: 黄富贵(1966 ),男,教授,主要从事精密测量及误差理论的研究.E mail:hmm@https://www.360docs.net/doc/df2118860.html,.
决定的.当封闭环的公差给定以后,将这一公差合理分配给各组成环的分配方法,一般有等公差分配法和等精度分配法.等公差分配法方法简便易行,但当组成环基本尺寸相差较大时,等公差分配的结果将导致部分尺寸的设计精度过高,而部分尺寸的设计精度过低,不经济.等精度分配法计算过程相对复杂,但设计结果能使各组成环的精度一致,趋近合理.
4 实例分析
一对有配合要求的轴孔,其基本尺寸为 30mm.装配前轴表面需镀铬,镀铬层的厚度要求为10 2 m,轴镀铬后与孔应满足 30H 8/f7配合要求.请设计轴在镀铬前的尺寸上、下极限偏差.
配合轴在镀铬前需经加工 轴加工并经镀铬后应达到的尺寸要求为 30f 7,查国家标准公差数值
表和基本偏差数值表可知,镀铬后的轴径尺寸为 30-0.0200-0.0410mm.该工艺尺寸链总共有3个尺寸构成,
即
图2 尺寸链实例F ig.2 Sam ple of size chain
轴加工后的轴径尺寸R 1、镀铬层厚度尺寸 及镀铬后的轴径尺寸R 2(R 2=
15-0.0100-0.0205mm ).由于轴径尺寸是具有中心对称的尺寸,故其起始尺寸应该是对称
中心,尺寸链如图2所示.
该尺寸链中,加工后的轴半径尺寸R 1和镀铬层厚度尺寸 都是直接保证的
尺寸,而镀铬后的轴半径尺寸R 2是最终获得的尺寸.因此,尺寸链的封闭环是
R 2,由此判断该尺寸链的尺寸R 1和 都是增环(该尺寸链没有减环).
采用完全互换法,根据尺寸链的极限尺寸关系可知
R 2,max = max +R 1,max , R 2,min = min +R 1,min
代入数据可得:R 1,max =14.9780m m,R 1,min =14.9715mm,其加工后轴的直径尺寸为: 30-0.0440-0.0570mm 5 结束语
在尺寸链的应用实践中,最主要的是如何从实际问题中提取正确的尺寸链,如何准确判断尺寸链的封闭环,如何合理分配设计公差 通过以装配尺寸链和工艺尺寸链为例,对上述问题提出解决方案,以期为机械产品设计、制造与产品质量检验技术人员对尺寸链问题有更深的认识.
参考文献:
[1] 李柱,徐正高,蒋向前.互换性与测量技术[M ].北京:高等教育出版社,2005.
[2] 李军.互换性与测量技术基础[M ].武汉:华中科技大学出版社,2007.
[3] 陈隆德,赵福令.机械精度设计与检测技术[M ].北京:机械工业出版社,2000.
[4] 廖念钊.互换性与测量技术基础[M ].北京:中国计量出版社,1988.
Solution Methods for Key Questions of
Size Chain Application
H U A N G Fu gui
(College of M echanical Engineering and Au tomation,Huaqiao University,Quanzhou 362021,Ch ina)
Abstract: Concer ning the assembly size chain and technolog ical size chain,the solutions to the f ollow ing questions ar e discussed including t he acquirement of size chain,the deter mination of the scaling r ing of the size chain,the determination met ho d o f the pro per ty of each composition link and the principle of to ler ance allocatio n of the size chain.F inally,the so lut ion methods ar e ver ified by case study.
Keywords: size chain;scaling ring ;composit ion link;deter mination method
(责任编辑:陈志贤 英文审校:郑亚青)362华侨大学学报(自然科学版) 2010年
尺寸链计算方法
第十章装配精度与加工精度分析任何机械产品及其零部件的设计,都必须满足使用要求所限定的设计指标,如传动关系、几何结构及承载能力等等。此外,还必须进行几何精度设计。几何精度设计就是在充分考虑产品的装配技术要求与零件加工工艺要求的前提下,合理地确定零件的几何量公差。这样,产品才能获得尽可能高的性能价格比,创造出最佳的经济效益。进行装配精度与加工精度分析以及它们之间关系的分析,可以运用尺寸链原理及计算方法。我国业已发布这方面的国家标准GB5847—86《尺寸链计算方法》,供设计时参考使用。 第一节尺寸链的基本概念 一、有关尺寸链的术语及定义 1.尺寸链 在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链。尺寸链分为装配尺寸链和工艺尺寸链两种形式。 (a)齿轮部件(b)尺寸链图(c)尺寸链图 图10-1 装配尺寸链示例 图10-1a为某齿轮部件图。齿轮3在位置固定的轴1上回转。按装配技术规范,齿轮左右端面与挡环2和4之间应有间隙。现将此间隙集中于齿轮右端面与挡环4左端面之间,用符号A0表示。装配后,由齿轮3的宽度A1、挡环2的宽度A2、轴上轴肩到轴槽右侧面的距离A3、弹簧卡环5的宽度A4及挡环4的宽度A5、间隙A0依次相互连接,构成封闭尺寸组,形成一个尺寸链。这个尺寸链可表示为图10-1b与图10-1c两种形式。上述尺寸链由不同零件的设计尺寸所形成,称为装配尺寸链。 图10-2a为某轴零件图(局部)。该图上标注轴径B1与键槽深度B2。键槽加工顺序如图10-2b所示:车削轴外圆到尺寸C1,铣键槽深度到尺寸C2,磨削轴外圆到尺寸C3(即图10-2a中的尺寸B1),要求磨削后自然形成尺寸C0(即图10-2a 中的键槽深度尺寸B2)。在这个过程中,加工尺寸C1、C2、C3和完工后尺寸C0构成封闭尺寸组,形成一个尺寸链。该尺寸链由同一零件的几个工艺尺寸构成,称为工艺尺寸链。
尺寸链原理及应用
第五章尺寸链原理及应用 在机械产品设计过程中,设计人员根据某一部件或总的使用性能,规定了必要的装配精度(技术要求),这些装配精度,在零件制造和装配过程中是如何经济可靠地保证的,装配精度和零件精度有何关系,零件的尺寸公差和形位公差又是怎样制定出来的。所有这些问题都需要借助于尺寸链原理来解决。因此对产品设计人员来说尺寸链原理是必须掌握的重要工艺理论之一。 §5-1 概述 教学目的:①尺寸链的基本概念,组成、分类; ②尺寸链的建立与分析; ③尺寸链的计算 教学重点:掌握工艺尺寸链的基本概念;尺寸链组成及分类 教学难点:尺寸链的作图 一、尺寸链的定义及其组成 1. 尺寸链的定义 由若干相互有联系的尺寸按一定顺序首尾相接形成的尺寸封闭图形定义为尺寸链。 在零件加工过程中,由同一零件有关工序尺寸所形成的尺寸链,称为工艺尺寸链,如图5-1所示。在机器设计和装配过程中,由有关零件设计尺寸形成的尺寸链,称为装配尺寸链,如图5-2所示。 图5-1 工艺尺寸链示例 图5-1是工艺尺寸链的一个示例。工件上尺寸A1已加工好,现以底面A定位,用调整法加工台阶面B,直接保证尺寸A2。显然,尺寸A1和A2确定以后,在加工中未予直接保证的尺寸A0也就随之
确定。尺寸A0、A1和A2构成了一个尺寸封闭图形,即工艺尺寸链,如图5-1b所示。 图5-2 装配尺寸链图 由上述可知,尺寸链具有以下三个特征 1)具有尺寸封闭性,尺寸链必是一组有关尺寸首尾相接所形成的尺寸封闭图。其中应包含一个间接保证的尺寸和若干个对此有影响的直接获得的尺寸。 2)尺寸关联性,尺寸链中间接保证的尺寸受精度直接保证的尺寸精度支配,且间接保证的尺寸精度必然低于直接获得的尺寸精度。 3)尺寸链至少是由三个尺寸(或角度量)构成的。 在分析和计算尺寸链时,为简便起见,可以不画零件或装配单元的具体结构。知依次绘出各 个尺寸,即将在装配单元或零件上确定的尺寸链独立出来,如图5-1b),这就是尺寸链图。尺寸链图中,各个尺寸不必严格按比例绘制,但应保持各尺寸原有的连接关系。 2.尺寸链的组成 组成尺寸链的每一个尺寸,称为尺寸链的尺寸环。各尺寸环按其形成的顺序和特点,可分为封闭环和组成环。凡在零件加工过程或机器装配过程中最终形成的环(或间接得到的环)称为封闭环,如图5-1中的尺寸A0。尺寸链中除封闭环以外的各环,称为组成环,如图5-1中的尺寸A1和A2。对于工艺尺寸链来说,组成环的尺寸一般是由加工直接得到的。 组成环按其对封闭环影响又可分为增环和减环。若尺寸链中其余各环保持不变,该环变动(增大或减小)引起封闭环同向变动(增大或减小)的环,称为增环。反之,若尺寸链中其余各环保持不变,由于该环变动(增大或减小)引起封闭环反向变动(减小或增大)的环,称为减环。图5-1
尺寸链试题及答案
第十二章尺寸链 12-1填空: 1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。 2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。 3、尺寸链由封闭环和组成环构成。 4、组成环包含增环和减环。 5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。 6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。 7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。 8、封闭环公差等于所有组成环公差之和。 9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。 10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。 12-2 选择题: 1、一个尺寸链至少由C 个尺寸组成,有A 个封闭环。 A、1 B、2 C、3 D、4 2、零件在加工过程中间接获得的尺寸称为 C 。 A、增环 B、减环 C、封闭环 D、组成环 3、封闭环的精度由尺寸链中 C 的精度确定。 A、所有增环 B、所有减环 C、其他各环 4、按“入体原则”确定各组成环极限偏差应A 。 A、向材料内分布 B、向材料外分布 C、对称分布 12-3 判断题: 1、当组成尺寸链的尺寸较多时,封闭环可有两个或两个以上。(×) 2、封闭环的最小极限尺寸等于所有组成环的最小极限尺寸之差。(×) 3、封闭环的公差值一定大于任何一个组成环的公差值. ( √) 4、在装配尺寸链中,封闭环时在装配过程中最后形成的一环,(√)也即为装配的 精度要求。(√) 5、尺寸链增环增大,封闭环增大(√),减环减小封闭环减小(×). 6、装配尺寸链每个独立尺寸的偏差都将将影响装配精度(√)。 四、简答题: 1、什么叫尺寸链?它有何特点? 答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。 尺寸链具有如下特性: (1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。 (2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。 2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环? 答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。 零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。 工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。 不能说尺寸链中未知的环就是封闭环。 3、解算尺寸链主要为解决哪几类问题?
工艺尺寸链三种应用的探讨
工艺尺寸链三种应用的探讨 * 刘其兵 1,2 (1.陕西工业职业技术学院,陕西咸阳 712000; 2.陕西科技大学,陕西西安 710021) 摘 要:工艺尺寸链主要用于基准不重合时工序尺寸及其偏差的确定,主要探讨工艺尺寸链在精度分析、粗基准选择和定位方案判定 这三个方面的应用。 关键词:工艺尺寸链;基准;应用 中图分类号:TG801 文献标识码:A 文章编号:1007-4414(2007)06-0013-02 D iscussion on t hree kinds of applications of t echnol o gical dim ension chain Liu Q i-b i n g 1,2 (1.Shaanx i p ol y technic instit u te ,X ianyang Shaan x i 712000,Ch i na ;2.Shaanx i universit y of science and technology ,X i an Shaanx i 710021,China ) Abstrac t :T echno l og ica l di m ension chain is m a i nly used to fi x t he size and dev iation w hen bench m ark is not co i nc i den t .In this artic l e ,three k i nds o f techno l og ica l di m ension chain in applicati ons o f accuracy ana l ysis 、bench m ark cho i ce and localiza ti on p l an de ter m i nati on are researched . K ey word s :techno l og ical di m ensi on cha i n ;benchma rk ;app licati ons 1 工艺尺寸链在精度分析中的应用 在解算尺寸链的过程中,如果出现解算出的组成环的公差小于或等于0,或解算出的组成环的公差小于本道工序的加工误差时,要认真分析原因,并采取有效的工艺措施予以解决。 1.1 当组成环的公差小于或等于0时 求解工艺尺寸链时会出现某一组成环的公差为0或是负值,为了使加工得以顺利进行,必须根据实际情况采取恰当的工艺措施予以解决,总之,可从以下几个方面入手: (1)压缩其它组成环的公差 通过改变加工方法或其它工艺措施(如采用误差转移的方式减小工艺系统的原始误差)来压缩其它组成环的公差。 (2)直接保证封闭环 封闭环是零件的最终要求,为此,可以使设计基准与定位基准重合,如图1所示,要求保证设计 尺寸C +T c 0,加工C 面时选择B 面作为定位基准,取消尺寸链 换算,直接保证设计要求。但这样可能会使夹具的设计复杂化,造成加工成本的提升,如图2所示, 应慎重考虑。 图1 零件简图 图2 零件夹紧简图 (3)在零件使用要求不变的前提下扩大封闭环的公差。 (4)在协调好质量、效率和成本的前提下,采取先进的加 工方法和工艺措施,压缩工艺路线。 工艺路线的压缩,会使组成环的数量减小,由工艺尺寸链 公式T 0= m+n i=1 T i 知,当T 0一定时,组成环的数量减小,则留给 剩余组成环加工中允许的误差就会增大。因此,公差小于或等于0的工序尺寸,其公差值会增大,直至可以满足加工要求,避免了负公差。 1.2 当组成环的公差小于本道工序实际的加工误差时 求解工艺尺寸链时,如果算出组成环的公差小于本道工序实际的加工误差,要根据具体情况采取恰当的工艺措施来保证其精度要求。如图3所示零件,M 平面最后铣,为便于测量,选择母线B 作为测量基准,当铣面时加工误差为0.05mm ,试分析,完成本工序后零件的精度能否得到保证[1] 。 图3 零件简图 尺寸10+0.20是在加工中间获得的,故为尺寸链的封闭环。在建立尺寸链时,同轴度误差是考虑的重点。应注意,在完成 本道工序之前已经产生了同轴度误差。所以,在建立尺寸链时应考虑此因素,而在实际零件加工过程中,由于存在随机因素,所以,外圆中心线相对于内孔中心线可能偏上,也可能偏下。因此,在尺寸链中同轴度误差应写成0!0.03的对称形 ? 13?*收稿日期:2007-08-06 作者简介:刘其兵(1978-),男,陕西咸阳人,助教,研究方向:机械工程。
(完整版)尺寸链试题及答案
1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。 2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。 3、尺寸链由封闭环和组成环构成。 4、组成环包含增环和减环。 5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。 6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。 7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。 8、封闭环公差等于所有组成环公差之和。 9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。 10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。 12-2 选择题: 1、一个尺寸链至少由3 个尺寸组成,有1 个封闭环。 2、零件在加工过程中间接获得的尺寸称为 C 。C、封闭环 3、封闭环的精度由尺寸链中 C 的精度确定。C、其他各环 4、按“入体原则”确定各组成环极限偏差应A 。A、向材料内分布 1、什么叫尺寸链?它有何特点? 答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。 尺寸链具有如下特性: (1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。 (2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。 2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环? 答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。 零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。 工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。 不能说尺寸链中未知的环就是封闭环。 3、解算尺寸链主要为解决哪几类问题? 答:解算尺寸链主要有以下三类任务: (1)正计算:已知各组成环的极限尺寸,求封闭环的极限尺寸。 (2)反计算:已知封闭环的极限尺寸和组成环的基本尺寸,求各组成环的极限偏差。 (3)中间计算:已知封闭环的极限尺寸和部份组成环的极限尺寸,求某一组成环的极限尺寸。 4、完全互换法、不完全互换法、分组法、调整法和修配法各有何特点?各运用于何种场 合? 答:完全互换法的优点是:可实现完全互换,但往往是不经济的。 不完全互换法的优点是:组成环的公差扩大,从而获得良好的技术经济效益,也比较科学合理,常用在大批量生产的情况。 分组互换法优点:既可扩大零件的制造公差,又能保证高的装配精度。缺点:增加了检测费用,宜用于大批量生产中精度要求高,零件形状简单易测。环数少的尺寸链。 调整法的主要优点:可增大组成环的制造公差使制造容易,同时获得很高的装配精度,不需修配; 可以调整补偿环的位置或更换补偿环,以恢复原有精度。主要缺点:有时需要额外增加尺寸链零件数,使结构复杂,制造费用增高,降低结构的刚性。 调整法主要应用在封闭环的精度要求高,组成环数目较多的尺寸链。 修配法的优点:扩大了组成环的公差,又保证了高的装配精度。主要优点:增加了修配工作量和
尺寸链应用的若干关键问题解决方案
第31卷 第3期华侨大学学报(自然科学版)Vo l.31 No.3 2010年5月Jo ur nal of H uaqiao U niversity(Natur al Science)M ay.2010 文章编号: 1000 5013(2010)03 0361 02 尺寸链应用的若干关键问题解决方案 黄富贵 (华侨大学机电学院学院,福建泉州362021) 摘要: 以装配尺寸链和工艺尺寸链为例,探讨尺寸链的获取方法,尺寸链封闭环的判定,各个组成环性质的判定方法,以及尺寸链的公差分配原则等问题的解决方案.最后,通过实例对解决方案进行验证 关键词: 尺寸链;封闭环;组成环;判定方法 中图分类号: T G801文献标识码: A 1 尺寸链的提取 无论是装配尺寸链问题还是工艺尺寸链问题,尺寸链的提取都是从装配或加工实际问题出发,根据零件装配的先后次序或根据加工工艺过程的先后次序绘制尺寸链.对于装配尺寸链问题,绘制尺寸链的起始尺寸应该是装配体的起始尺寸,如果装配体的零件相关尺寸具有对称性,应该以对称中心为尺寸链的起始尺寸(图1a).对于工艺尺寸链问题,绘制尺寸链的顺序应该依加工的先后次序,如果工艺尺寸链中的相关尺寸是中心对称尺寸,应该以对称中心为尺寸链的起始尺寸(图1b).图1中:A i为增环的基本尺寸,B i为减环的基本尺寸 (a)非中心对称(b)中心对称 图1 尺寸链起始尺寸示意图 F ig.1 Schematic diag ram of initial size o f size chain 2 尺寸链封闭环的判断 封闭环是尺寸链中最后形成的尺寸或间接获得的尺寸.封闭环的错误判定将导致增环和减环的错误判断结果,从而导致计算结果的错误.对于装配尺寸链,封闭环是所有零件装配完后最后形成的间隙或过盈量尺寸;而对于工艺尺寸链,封闭环是其他经直接测量的尺寸加工完成后间接形成的尺寸 3 尺寸链的公差分配 尺寸链的公差分配问题一般出现在尺寸链的反计算问题中.封闭环的公差是根据整机的性能要求 收稿日期: 2009 10 28 通信作者: 黄富贵(1966 ),男,教授,主要从事精密测量及误差理论的研究.E mail:hmm@https://www.360docs.net/doc/df2118860.html,.