NJ实现飞剪与追剪功能
欧姆龙nj折线指令-概述说明以及解释

欧姆龙nj折线指令-概述说明以及解释1.引言1.1 概述欧姆龙nj折线指令是一种在欧姆龙nj系列PLC控制器中常用的指令,用于实现对设备运行状态或控制逻辑的精确控制。
通过对输入和输出信号的处理,PLC可以根据不同的折线指令来实现多样化的控制功能,提高生产效率和系统稳定性。
本文将介绍欧姆龙nj折线指令的基本原理、功能和使用方法,帮助读者更好地了解和应用这一重要的控制指令。
同时,我们也会通过实际案例和示例来演示折线指令的具体应用场景,希望能够为工程师和技术人员提供一些实用的参考和借鉴。
1.2文章结构1.2 文章结构本文主要分为三个部分,即引言、正文和结论。
在引言部分,将对欧姆龙nj折线指令进行概述,并介绍文章的结构和目的。
在正文部分,将详细介绍欧姆龙nj折线指令的功能和用途,并通过实际的示例进行说明。
最后在结论部分,将对全文进行总结,展望欧姆龙nj折线指令在未来的应用前景,并提出结束语。
通过这样的结构,读者可以系统地了解欧姆龙nj折线指令的特点和应用,为相关领域的实践提供参考和指导。
1.3 目的在本文中,我们的主要目的是介绍欧姆龙nj折线指令的基本概念和用途。
通过深入理解这一指令,读者可以更好地掌握欧姆龙nj系列控制器的编程技巧,提高自身的工程能力。
同时,我们也希望通过具体的指令示例,帮助读者更加直观地理解如何在实际项目中应用这些指令,从而提高工作效率和准确性。
最终,我们希望读者能够通过本文的学习,掌握欧姆龙nj 折线指令的使用方法,为工程实践提供有力支持。
2.正文2.1 欧姆龙nj折线指令简介欧姆龙nj折线指令是欧姆龙公司推出的一种专门用于控制器编程的指令。
在工业自动化领域中,控制器编程是非常重要的,可以实现自动控制、监控和调节功能。
欧姆龙nj折线指令是一种灵活且强大的指令,可以通过简单的编程实现复杂的控制算法。
该指令主要用于控制器对各种输入和输出信号的处理,并根据程序中设定的逻辑条件进行相应的操作。
汇川伺服产品

IS810 中大功率多传伺服 共直流母线组网一体化应用 EtherCAT、CAN、脉冲、 搭载23位绝对值编码器
IS620
IS620
IS620系列
型号
功能描述
兼容上位机
行业应用
IS620P
脉冲控制方式
H3U,标准PLC,脉冲板卡
所有行业
IS620N
EtherCAT总线控制
AM600,欧姆龙NJ,倍福,Codesys体系
PLC 运动控制器 机器人控制器 工控机 ……
伺服系统的构成
编码器通常安装在电机上,也有安装在机械执行机构上(全闭环)
汇川伺服产品介绍
二
三个研发中心,五大核心技术
运动控制产品线成立于2008年 经历2代产品 目前拥有全部自主知识产权的伺服、 电机与编码器
IS620N 一般及高端控制现场 搭载23位绝对值编码器 EtherCAT高速总线
驱动器产品介绍
IS620M 机床 搭载23位绝对值编码器 M2高速总线
IS650P 较大功率应用场合 包涵小功率一切功能 脉冲、CAN
SV820N 四合一高性能小功率 多轴伺服 一般及高端应用场合 EtherCAT、CanOpen 搭载23位绝对值编码器
四
伺服系统的组成
一
GOOGOL TECHNOLOGY LIMITED All Rights Reserved
伺服的来源
GOOGOL TECHNOLOGY LIMITED All Rights Reserved
伺服系统的构成
68.5
103
75.24%
100W抱闸
MS1H1-10B30CB-A334Z
109
122
109
飞剪工作过程
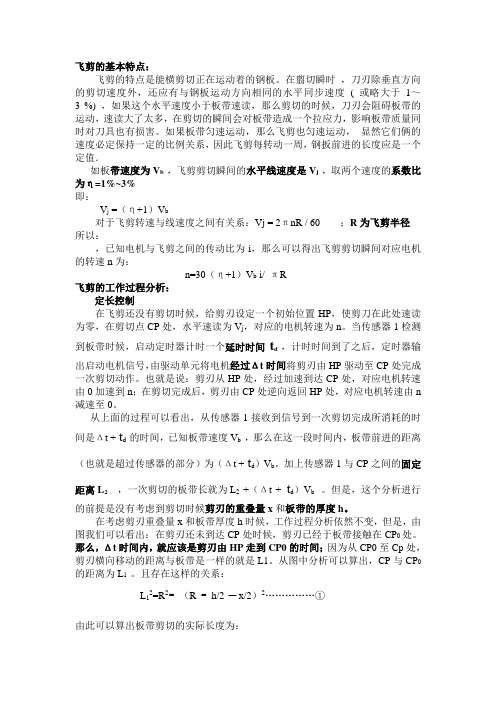
飞剪的基本特点:飞剪的特点是能横剪切正在运动着的钢板。
在翦切瞬时,刀刃除垂直方向的剪切速度外,还应有与钢板运动方向相同的水平同步速度( 或略大于1~3 %) ,如果这个水平速度小于板带速读,那么剪切的时候,刀刃会阻碍板带的运动,速读大了太多,在剪切的瞬间会对板带造成一个拉应力,影响板带质量同时对刀具也有损害。
如果板带匀速运动,那么飞剪也匀速运动,显然它们俩的速度必定保持一定的比例关系,因此飞剪每转动一周,钢扳前进的长度应是一个定值.如板带速度为V b ,飞剪剪切瞬间的水平线速度是V j,取两个速度的系数比为η=1%~3%即:V j =(η+1)V b对于飞剪转速与线速度之间有关系:Vj = 2πnR / 60 ;R为飞剪半径所以:,已知电机与飞剪之间的传动比为i,那么可以得出飞剪剪切瞬间对应电机的转速n为:n=30(η+1)V b i/ πR飞剪的工作过程分析:定长控制在飞剪还没有剪切时候,给剪刃设定一个初始位置HP,使剪刀在此处速读为零,在剪切点CP处,水平速读为V j,对应的电机转速为n。
当传感器1检测到板带时候,启动定时器计时一个延时时间t d ,计时时间到了之后,定时器输出启动电机信号,由驱动单元将电机经过Δt时间将剪刃由HP驱动至CP处完成一次剪切动作。
也就是说:剪刃从HP处,经过加速到达CP处,对应电机转速由0加速到n;在剪切完成后,剪刃由CP处逆向返回HP处,对应电机转速由n 减速至0。
从上面的过程可以看出,从传感器1接收到信号到一次剪切完成所消耗的时间是Δt + t d 的时间,已知板带速度V b ,那么在这一段时间内,板带前进的距离(也就是超过传感器的部分)为(Δt + t d)V b。
加上传感器1与CP之间的固定距离L2,一次剪切的板带长就为L2+(Δt +t d)V b 。
但是,这个分析进行的前提是没有考虑到剪切时候剪刃的重叠量x和板带的厚度h。
在考虑剪刃重叠量x和板带厚度h时候,工作过程分析依然不变,但是,由图我们可以看出:在剪刃还未到达CP处时候,剪刃已经于板带接触在CP0处。
汇川伺服追剪控制指导说明完整
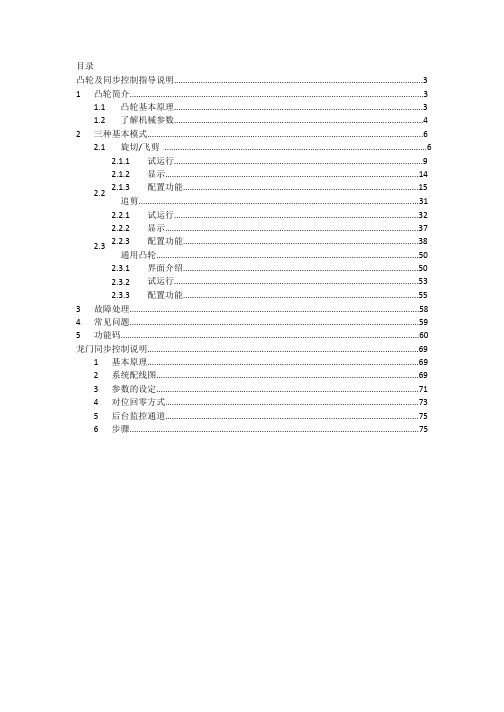
目录凸轮及同步控制指导说明 (3)1 凸轮简介 (3)1.1 1.2 凸轮基本原理 (3)了解机械参数 (4)2 三种基本模式 (6)2.1 2.2 2.3旋切/飞剪 (6)2.1.1 试运行 (9)显示 (14)配置功能 (15)2.1.22.1.3追剪 (31)2.2.1 试运行 (32)显示 (37)配置功能 (38)2.2.22.2.3通用凸轮 (50)2.3.1 界面介绍 (50)试运行 (53)配置功能 (55)2.3.22.3.33 4 5 故障处理 (58)常见问题 (59)功能码 (60)龙门同步控制说明 (69)1 2 3 4 5 6 基本原理 (69)系统配线图 (69)参数的设定 (71)对位回零方式 (73)后台监控通道 (75)步骤 (75)凸轮及同步控制指导说明1凸轮简介本说明书介绍了如何正确使用汇川电子凸轮专用伺服驱动器。
在使用(安装、运行、维护、检查等)前,请务必认真阅读本说明书。
另外,请在理解产品的特性后再使用该产品。
本产品的主要特点有:(1)伺服驱动器与运动控制器结合为一体化控制器。
(2)使用高精度电子凸轮生成运动轨迹,速度、加速度曲线都平滑变化,使电机的速度指令、转矩指令没有阶跃变化,可以大幅度减小机械缓冲。
(3)支持自由曲线规划、同步旋切、自动追剪、等电子凸轮功能。
(4)可跟踪标点位置(色标、孔位及凸点等)实时调节进行剪切。
可用于印刷纸、包装袋等需要补偿印刷/位置偏差的剪切。
(5)支持相位调整功能。
可用于医用卫生纸等没有色标但需要补偿位置偏差的剪切。
(6)支持Modbus、与PLC,HMI等通讯,实时修改凸轮数据、方便灵活使用。
(7)剪切长度范围可达到65535.000mm,设定可精确至um单位。
(8)可包含人性化的订单自动切换功能。
(9)自由曲线规划功能,大容量EEPROM可使设置的点数多达272个。
(10)人性化的图形规划界面、自由上传、下载的功能使用户在使用时更加形象、具体、方便。
NJ电子凸轮应用介绍

NJ电子凸轮应用资料欧姆龙自动化(中国)有限公司FAE中心2012年12月目录一、杭州中亚电子凸轮应用介绍(江勇) (1)二、上海今昌电子凸轮应用介绍(王琦) (10)三、南京先特电子凸轮应用介绍(杨伟) (15)四、厦门特盈电子凸轮应用介绍(吴晓东) (20)五、温州鸿昌电子凸轮应用介绍(王伟) (29)一、杭州中亚直线灌装机电子凸轮应用介绍课题一:多轴时序控制1.课题:客户有如下图示的控制要求,各个轴之间存在复杂的时序控制。
时序图2.解决方法:通过将时序图转换成电子凸轮表解决复杂的时序控制3.设置及程序以“进瓶水平”(MC_BottleInHorizontal)为例,主轴为虚轴,从轴为实轴。
时序图如下:主轴(虚轴)以360为一个周期,进行循环速度控制。
主轴、从轴都在零位。
从轴开始的时候并不启动,而是在主轴位置到达285时开始启动,当主轴位置到达360时,从轴停止。
在下一个周期,主轴到达120的时候,从轴开始返回(反转),主轴位置到达220的时候,从轴停止(回零位)。
如上图所示,是进瓶水平轴与主轴构成的电子凸轮表。
根据上图可以看到,主轴为0的时候,从轴也是0,而根据时序图的要求,从轴的“0”应该在主轴的“285”。
显然这样的动作是不正确的。
这样编制凸轮表的原因在于,NJ的电子凸轮表的起始点必须为两个“0”,即主轴、从轴都从0开始,如下图所示:解决这个问题的办法是对编制好的凸轮表进行“偏移”,偏移的程序如下:通过MasterOffset将主轴向后偏移280,这时的动作时序和凸轮形状就与工艺要求相符了,但要注意的是,这时的从轴起始位置不为0,会造成起始速度“无穷大”,从而引发伺服报警。
将MasterScaling设置为280,就可以将从轴的起始点推迟到“主轴280”的位置,当主轴启动时,从轴并不启动,而是等到主轴到达280位置时再启动,这样就可以实现客户的工艺要求了。
4.注意问题a.因为虚轴是从0开始,但是虚轴在从0开始时,不是所有的轴对应的时序图都在0位,因此需要调整某个轴的电子凸轮表同步启动点,我们可以通过设置CAMIN功能块里的Masterstartdistance来实现;b.NJ电子凸轮表制作时只能从(0,0)点开始画,而实际如“进瓶水平”轴,主轴在280的时候才是一个周期的起点,我们可以通过设置CAMIN功能块里的Masteroffset来实现;c.在设置主虚轴加减速率时,要考虑每个从轴的机械惯量;c.在设置主虚轴速度时,请注意各个从轴的实际速度,防止超速运行。
汇川伺服追剪应用方案.概要

Innovation+ Advance
追剪调试的注意事项
1.测量轮编码器的选择与安装 测量轮编码器必须选择5V的差分编码器,编码器的分辨率要根 据系统精度要求以及机械参数来合理选择; 要确保送料过程中测量轮编码器不打滑,一般装有气动压紧机 构。 2.调试过程可以先空载仿真运行,把基本动作调试OK后再带载运行 测试。 3.为保证精度,伺服在同步区的随动误差要控制在较小的范围内, 一般10p以内,速度环前馈要加到100%。 4.要尽量使物料的进料速度平稳,同时可以通过伺服追剪参数对采 集到的速度信号进行滤波。 5.由于追剪过程中伺服要快速启停,需要配外部制动电阻。
汇川伺服追剪应用方案
华南区
Innovation+ Advance
宋建哲
2012.6
Beyond your imagination
目录
横切分类简介 汇川伺服追剪应用方案 我司追剪方案的特点优势 追剪调试的注意事项
汇川系列伺服在横切行业的应用
Innovation+ Advance
横切分类简介
1. 横切的概念 横切是与纵切相对应的,停剪,追剪,旋切,飞剪都可称之为横切。 2.横切分类介绍 a.停剪:就是送料停止后剪切,送料的过程中剪刀处于抬起状态;停剪由于 其控制简单,而且可以达到较高精度,所以在各种材料的定长切断中有着最 为广泛的应用。对于易打滑的材料可以采用全闭环功能。 全 闭 环 示 意 图
Innovation+ Advance
汇川伺服追剪应用方案
汇川伺服在铜棒追剪上的应 用方案示意图
Innovation+ Advance
汇川伺服追剪应用方案
追剪伺服驱动器 控制信号接线: (以IS500A为例)
追剪专用型伺服驱动器技术手册V2.2
追剪专用型伺服驱动器技术手册目录第一章追剪专用型伺服 (3)1.1 追剪伺服说明 (3)1.2 追剪系统状态说明 (5)1.3 基本系统构架 (6)第二章参数设置 (7)第三章外部接线 (10)第四章测试 (11)第一章追剪专用型伺服1.1 追剪伺服说明追剪专用型驱动器内含自动追剪控制功能,在无PLC情况下亦能通过触摸屏直接与伺服通讯,实现追剪伺服的使能、回原、点动正反转以及追剪功能,同时在同速时输出同速信号。
适用于:化妆品或牙膏软管押出机后段的离心刀定长裁切机、高频焊管生产线后段的定长锯切机、斜纹螺旋纸管生产线后段的定长裁切机、PVC管或异型材挤出机生产线后段的定长锯切机、钢板定长横剪机钢板定长横剪机、填装填装/注装机、及其它需要随着工件移动的专用加工设备。
图1-1 追剪伺服速度曲线图图1-2追剪系统运行时序图1.2 追剪系统状态说明1. 等待状态:在一个循环开始时,若送料总长度尚未达到指定裁切长度,即属于待机状态。
随时侦测输入材料之长度及当时送料速度。
采取前置量侦测法,若长度到达前置量,则立刻指挥伺服电机运转,进入追速态。
2. 追速状态(Ramp up to Tracking):送料持续进行,在侦测输入材料之长度及当时送料速度的同时,并指挥伺服电机依照S曲线加速至与进料速度同步;在进入同速度的瞬间,锯/切台与材料的动态相对位置已经整定完成。
接着便进入同步状态。
3. 同步状态(Syncronized Zone):一旦进入同步状态,立刻送出同步信号(SYNC)给锯/切台控制机构,要求执行切断动作。
同时,VEC-VBF依然持续侦测进料长度及进料速度,随时保持锯/切台与材料之间的动态相对位置永远不变;如此才能确保裁切断面的平整。
当裁切完成后,切刀自动退出,并发出裁切完成信号(CUTend)。
VEC-VBF 接收到本信号,则不再继续维持同步,立刻进入减速状态。
4. 减速状态(Ramp down Stop):指挥伺服电机依照S曲线减速直到完全停止。
汇川技术IS 系列伺服选型手册
深圳市汇川技术股份有限公司Shenzhen lnovance Technology Co., Ltd.地址:深圳市宝安区宝城70区留仙二路鸿威工业区E栋 总机:(0755)2979 9595传真:(0755)2961 9897 客服:400-777-1260 苏州汇川技术有限公司Suzhou lnovance Technology Co., Ltd.地址:苏州市吴中区越溪友翔路16号 总机:(0512)6637 6666 传真:(0512)6285 6720 客服:400-777-1260 IS620系列伺服本公司通过ISO9001TUV Rheinland Group销售服务联络地址V5.1进取 永不止步Forward, Always Progressing变频器 | 伺服系统 | PLC | 机器人 | 轨道交通 | 新能源巴西长春汇通光电技术有限公司杭州汇坤控制技术有限公司欧洲技术中心汇川技术(印度)有限公司服务网络公司总部设在深圳,同时在苏州、香港、杭州等地建立多家子公司 覆盖全国的67个办事处超过400位一线销售及服务人员 240家授权代理商 128家全国联保中心 8个库存中心保证了响应客户需求的及时性。
汇川技术伺服驱动系统平台公司简介深圳市汇川技术股份有限公司(300124)专注于工业自动化驱动与控制产品的研发、生产和销售,定位服务于中高端设备制造商,以拥有自主知识产权的工业自动化控制技术为基础,以快速为客户提供个性化的解决方案为主要经营模式,实现企业价值与客户价值共同成长。
主要产品有低压变频器、高压变频器、一体化及专机、伺服系统、PLC、HMI、永磁同步电机、电动汽车电机控制器、轨道交通牵引系统等;重点布局智能制造、新能源、工业互联网三大领域,产品广泛应用于电梯、起重、机床、金属制品、电线电缆、塑胶、印刷包装、纺织化纤、建材、冶金、煤矿、市政、汽车、轨道交通等行业。
公司在低压变频器市场的占有率在国产品牌厂商中排名第一,其中一体化及专机产品在多个细分行业处于业内首创或领先地位。
飞剪控制程序
飞剪控制程序飞剪控制程序是一种用于控制飞剪机器人的软件程序。
飞剪机器人是一种自动化设备,用于在工业生产中剪裁各种材料,如纸张、布料、皮革等。
飞剪控制程序可以控制机器人的运动、剪切速度和剪切深度等参数,以实现高效、精确的剪切操作。
飞剪控制程序的主要功能包括以下几个方面:1. 机器人运动控制:飞剪控制程序可以控制机器人在三维空间内的运动,包括机器人的移动、旋转和倾斜等。
通过控制机器人的运动,可以实现对材料的精确定位和剪切。
2. 剪切速度控制:飞剪控制程序可以控制机器人的剪切速度,以适应不同材料的剪切需求。
对于柔软的材料,可以采用较慢的剪切速度,以避免材料的损坏;对于硬质材料,可以采用较快的剪切速度,以提高生产效率。
3. 剪切深度控制:飞剪控制程序可以控制机器人的剪切深度,以实现对材料的精确剪切。
通过控制剪切深度,可以避免材料的过度剪切或不足剪切,从而提高生产效率和产品质量。
4. 自动化控制:飞剪控制程序可以实现机器人的自动化控制,以减少人工干预和提高生产效率。
通过预设剪切参数和材料信息,机器人可以自动完成剪切操作,从而实现高效、精确的生产。
飞剪控制程序的开发需要具备以下技能和知识:1. 机器人控制技术:飞剪控制程序需要掌握机器人控制技术,包括机器人的运动控制、传感器控制和自动化控制等方面。
2. 编程技术:飞剪控制程序需要掌握编程技术,包括编程语言、算法和数据结构等方面。
常用的编程语言包括C++、Python和Java等。
3. 材料科学知识:飞剪控制程序需要了解不同材料的特性和剪切需求,包括材料的硬度、弹性和韧性等方面。
4. 工业生产知识:飞剪控制程序需要了解工业生产的流程和需求,包括生产效率、产品质量和安全性等方面。
总之,飞剪控制程序是一种重要的自动化控制软件,可以实现高效、精确的剪切操作,提高生产效率和产品质量。
其开发需要掌握机器人控制技术、编程技术、材料科学知识和工业生产知识等方面的技能和知识。
台达plc 追剪指令
台达plc 追剪指令
追剪指令是台达PLC中的一种指令,用于控制电机进行追剪操作。
追剪是一种自动调整电机位置的操作,通常用于纸张切割机械中。
通过该指令,PLC可以根据实际的切割位置和目标位置之间的差值,自动调整电机的位置,使切割位置准确达到目标位置。
具体的追剪指令可以根据不同的PLC型号和编程软件而有所差异。
一般来说,追剪指令包括设定切割位置和目标位置的代码,以及追剪运算的算法。
在台达PLC中,可以通过Ladder Diagram(梯形图)编程语言来编写追剪指令。
以下是一个简单的追剪指令的示例代码:
IF (目标位置 - 当前位置) > 容许误差
THEN 追剪运算(调整电机位置)
ELSE
停止追剪运算
其中,目标位置是一个被设定好的切割位置,当前位置是电机当前所在的位置,容许误差是切割位置和目标位置之间的允许误差范围。
追剪运算的具体操作可以由用户自行设定,例如通过增加或减少电机的转动步数来实现位置调整。
需要注意的是,追剪指令的具体实现可能还涉及到其他因素,
例如速度调整、加速度控制、传感器反馈等。
因此,在使用台达PLC进行追剪操作时,建议参考具体的PLC型号和编程手册,以了解详细的编程方法和指令用法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
共通技术
NJ追剪与飞剪区别及实现方法
共通技术名称:
NJ追剪与飞剪区别及实现方法
目的:使用NJ完成追剪、飞剪功能
实验时间:12-09-28
系统配置:NJ501-1500试验箱
NJ是欧姆龙新一代高功能PLC,内置有完善的运动控制功能,本文主要介绍了自己使用NJ
实现追剪与飞剪的方法,提供给大家以作参考。
首先介绍追剪与飞剪的定义以及区别方法。
1、 飞剪:剪切机构一般为圆周运动,与被剪切物体同向运动,通过改变剪切机构运行中的
速度,达到改变剪切长度的目的。
2、 追剪:剪切机构平行于被剪切物体,剪切机构做往复运动,通过改变在非同步区的速度
达到改变剪切长度的目的。
共同点:飞剪与追剪都分为非同步区与同步区的概念,要求同步区剪切机构与被剪切机
构速度相同。
不同点:飞剪是圆周运动,同步区小,但是可以做高速运动。
追剪是往复运动,同步区大,可以完成较为复杂的剪切、冲压等动作。
一、 实现内容
使用NJ实现追剪与飞剪功能。
1、 飞剪的实现方法
2、 追剪的实现方法
二、实验装置
NJ样机箱
三、实验步骤
1、 飞剪实现方法:
飞剪是通过改变剪切轴的运动速度来改变剪切长度的,我们转换到编程上来说就是
剪切轴旋转一周,被剪切物体前进的距离不同。而且需要有一个同步区域(速度一
致区域)。使用电子凸轮来实现飞剪动作是最方便的。
电子凸轮的实现方法:
a) 首先我们在NJ中做好系统配置,将两个伺服分别加入到系统中。
b) 确定好主轴与从轴,主轴与从轴的确定,就确定了跟随的关系,如果在多轴系
共通技术
统中,需要仔细确认,因为剪切轴需要根据被剪切轴的速度来运行,所以我
们设定被剪切轴为主轴,剪切轴为从轴。
电子凸轮功能实现的要求:
主轴要求从0开始,从小到大排列,不能有重复数据。
从轴要求从0开始,数据排列无要求。
根据以上两点,我们可以看出,无法直接使用被剪切轴作为主轴来使用,我
们添加一个虚轴来代替被剪切轴使用。
c) 虚轴:虚轴设定为0-360的环形计数模式,虚轴旋转一周,剪切轴完成一次剪
切动作,两轴之间做电子凸轮运动
d) 被剪切轴:被剪切轴与主轴之间使用电子齿轮功能,通过修改电子齿轮比来修
改被剪切轴的速度,也就修改了裁切的长度。
共通技术
e) 剪切轴:剪切轴与虚轴之间做电子凸轮动作,电子凸轮主要分为三部分,加速
段、恒速段、减速段。恒速段为同步段(裁切段)。剪切轴也使用360度环形
计数模式。
电子凸轮表设定方式。
1) 确定同步区域:虚轴为0-360度环形计数,我们需要把剪切轴与被剪切轴
相互接触的区域设定为同步区,然后适当将这个同步区在电子凸轮设定
表中扩大即可。例如我们将这个区域确定为200°--240°之间的40°区
域。200°的位置就是剪切位置,也就是在200°的时候剪切长度确定。
2) 确定同步区域的剪切轴位移量:同步区要求剪切轴速度与被剪切轴速度相
同,在电子凸轮表中没有速度的概念,我们需要将速度转换成位移量进
行标定。标定方法:同步区的速度确认后,同步区域内从轴走过的位移
量就能确认,我们设定走过的位移量为80。剩下的非同步区,我们可以
默认非同步区的速度一定,我们可以设定出电子凸轮表如下:
可以看到伺服速度有突变,这样在高速运行的时候对机械带来的负荷较
大,我们可以使用电子凸轮曲线设定方式的不同,来对曲线进行一个柔
化。
共通技术
2、 追剪实现方法:追剪与飞剪的区别就是追剪为往复运动,需要有一个返回的过程。
也就是剪切轴需要有一个反向运动的过程。
剪切的过程与飞剪完全相同,就不在复述,只讲区别点。
区别点:
a) 剪切轴为往复运动,需要根据剪切轴的允许运动距离、剪切需要时间等参数,
得出能够剪切的物体的最大长度与最大速度,如果超限可能造成机械损坏。
b) 剪切轴从原点出发到返回原点位置为一个电子凸轮周期,剪切轴有正反向运
动。
根据以上的判断,我们做出的电子凸轮曲线如下:
共通技术
四、问题
NJ与欧姆龙之前的运动控制器相比有了很大的进步,在电子凸轮、电子齿轮等方面应
用更为简单。但是还是停留在了解决产品本身问题上。如果我们能够在NJ中加入其他
厂家的那种向导功能,我觉得会有更好的应用扩展。
例如:客户就要做飞剪,那么就教着客户一步一步的设定相关参数然后自动生成一个程
序。对客户来说你是用的电子凸轮还是电子齿轮还是MOVELINK有什么关系呢?