飞剪机构的尺寸设计(K1=1.18)zq
(精品)飞剪机结构设计毕业设计
摘要本文简要介绍了轧钢设备的地位、作用和飞剪机的应用发展现状,对各种类型的飞剪机的结构和用途进行了介绍和对比。
重点研究了双曲柄对称式飞剪机设计的三个关键点:机构的确定、结构设计及运动学分析。
本飞剪机设计成双曲柄对称式飞剪机,其设计特点是将刀架作成杠杆形状,将其一端固定在偏心轮的一端,另一端固定在摆杆上,使得偏心轮转动时,刀架能够作平移运动,则令固定在刀架上的刀片能够作垂直或近似的垂直于轧件的运动,从而使得剪切断面能够比较平整。
本文根据剪切过程的运动要求对飞剪机的力能参数进行计算,利用得到的力能参数进行了电动机的选择与验算,然后对一级减速器和带传动进行设计,轴和轴承的强度校核符合设计标准,工作安全可靠。
关键词:飞剪机;结构设计;力能参数;校核各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可AbstractThe brief almostly introduced the degree and effect of steel rollingequipment, the flying shear's development and present status of the application. We also make a introduction and contrast about the use and structure of various plate mill flying shears.Focused on considering the three points of the three symmetrial flying shear : the determination of the institution, optimization and kinematic analysis.The flying shear is crank rocker- type, which is characterized by forming the knife rest into lever type, and fixing one end on jackshaft while the another on oscillating bar.So the knife rest can make translationmotion following the rolling of jackshaft which orders the blades fixed on the knife rest make vertical- rolling or approx vertical- rolling to get a smooth cut section.In this paper we calculate the energy parameters according to the movement requirement of the shearing process. Then we choose a motor and make a checking using the parameters.We also design the reducer and belt drive,then check the strengthen of axle and bearing. The flying shear fit the design requirements totally,safety and reliable.Keywords: flying shear, architectural design, energy parameters,check目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题背景及研究的目的和意义 (1)1.2国内外在该方向的研究现状及分析 (1)1.2.1国外在该方向的研究现状及分析 (1)1.2.2国内在该方向的研究现状及其分析 (2)1.3本课题的研究内容及其方法 (3)1.3.1研究内容 (3)1.3.2研究方法 (3)第2章总体方案设计 (4)2.1引言 (4)2.2飞剪机整体方案设计 (4)2.2.1飞剪机的功能 (4)2.2.2飞剪机的基本要求 (4)2.2.3飞剪机的方案选择 (5)2.3飞剪机的总体方案布局 (5)2.4本章小结 (5)第3章飞剪机飞剪分析及电机选择 (6)3.1引言 (6)3.2飞剪的工作状态 (6)3.3飞剪的结构分析 (6)3.3.1最大剪切力的计算 (6)3.3.2飞剪机上下刀架的合力计算 (6)3.3.3飞剪机动力所需功率求解 (6)3.3.4转动惯量的计算 (6)3.4本章小结 (7)第4章减速机的设计 (7)4.1引言 (7)4.2减速机的构成 (8)4.3减速机的设计 (8)4.3.1V带传动的设计和校核 (8)4.3.2一级圆柱减速器的设计和校核 (8)4.4本章小结 (9)第5章飞剪机本体的设计计算 (9)5.1引言 (9)5.2飞剪机的设计方案分析 (9)5.3传动系统的设计及校核 (10)5.3.1传动齿轮的设计及校核 (10)5.3.2传动轴的设计及校核 (12)5.4剪切机构的设计 (12)5.5本章小结 (12)第6章剪切机构的运动分析 (13)6.1引言 (13)6.2剪切机构的运动分析 (13)6.3本章小结 (14)结论 (14)参考文献 (14)致谢 (43)附录 (44)第一章绪论1.1 课题背景及研究的目的和意义通过此毕业设计,使学生深刻理解专业机械设备的设计方法,使学生能够充分利用所学过的知识,理论联系实际,独立开展设计工作,从而掌握从事机械设计及自动化相关工作的实际能力。
飞剪的机构分析和设计飞剪的机构分析和设计飞剪飞剪的机构分析和设计的机构分析和设计飞剪的机构分析和设计

图 1《机械原理课程设计》新乡学院机电工程学院飞剪机构分析与设计任务书一.工艺要求1.剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.052.两种钢板定尺(长度)L=1m; 0.65m ;3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε]二.给定参数 1.工艺参数剪切力F=10T=98kN;支座A 距辊道面高约为 h ≈250mm(如图1);刀刃重合量Δh ≈5mm;钢板厚度Δb=1mm;2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角2、摇杆摆角:表1 参数与方案三.设计内容1.根据工艺要求制定机构方案,定性比较各方案的优、劣;2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸;3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;4.进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b《飞剪机构分析与设计》 指导书二,对剪机运动的要求:1.曲柄转一圈对钢材剪切一次;2.剪切时,上、下剪刃速度相对误差小于其许用值:△V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 3.剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2;δ= V 刀/ V t =[δ] =1.01~1.05. 4.能调节钢材的剪切长度LC b三,设定参数1.工艺参数剪切力F=10T=98kN 支座A 距辊道面高约为h ≈250mm 刀刃重合量Δh ≈5mm 钢板厚度Δb=1mm 2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表1所示。
飞剪的机构分析与设计
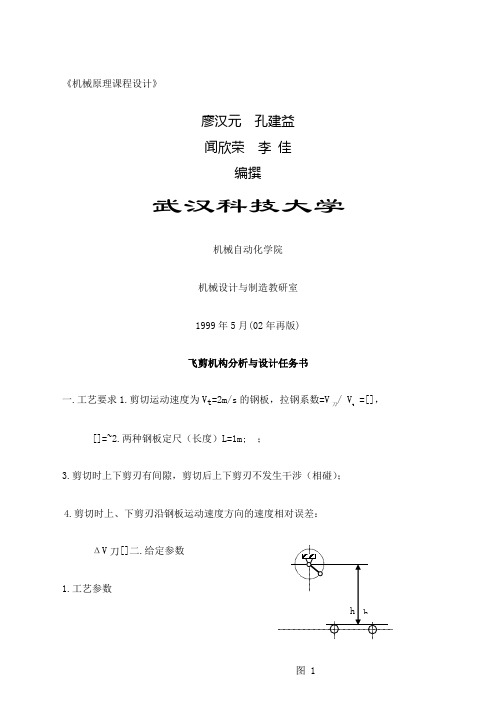
《机械原理课程设计》廖汉元孔建益闻欣荣李佳编撰武汉科技大学机械自动化学院机械设计与制造教研室1999年5月(02年再版)飞剪机构分析与设计任务书一.工艺要求1.剪切运动速度为V t=2m/s的钢板,拉钢系数=V刀/ Vt=[],[]=~2.两种钢板定尺(长度)L=1m; ;3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差:ΔV刀[]二.给定参数1.工艺参数图 1剪切力F=10T=98kN;支座A距辊道面高约为 h250mm(如图1);刀刃重合量Δh5mm;钢板厚度Δb=1mm;2.机构设计参数按定尺L=1m给出机构的行程速比系数k 、远极位传动角2、摇杆摆角:表1 参数与方案三.设计内容1.根据工艺要求制定机构方案,定性比较各方案的优、劣;2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸;3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;4.进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b《飞剪机构分析与设计》指导书二,对剪机运动的要求:1.曲柄转一圈对钢材剪切一次;2.剪切时,上、下剪刃速度相对误差小于其许用值:V 刀=2|V Et -V Ft |/(V Et +V Ft ) = .3.剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数>1:V 刀= (V Et +V Ft )/2;= V 刀/ V t = =~. 4.能调节钢材的剪切长度L三,设定参数1.工艺参数剪切力F=10T=98kN 支座A 距辊道面高约为h 250mm刀刃重合量Δh5mm 钢板厚度Δb=1mm 2.机构设计参数按定尺L=1m 给出机构的行程速比系数k 、远极位传动角2、摇杆摆角如表1所示。
四.机构的型综合首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
毕业设计(范文)

唐 山 学 院毕 业 设 计设计题目:棒材飞剪机的设计系 别:_________________________班 级:_________________________姓 名:_________________________指 导 教 师:_________________________2010年11月 1 日邱常明 你的姓名 08机电 机电一体化棒材飞剪机的设计摘要棒材飞剪机是现代轧钢生产线上的咽喉设备,它负责钢材的切头切尾及定尺剪切。
在高速轧线上,确保飞剪的定尺剪切精度,对提高轧钢厂的成材率具有十分重要的意义。
本课题从机械设计和气动控制等各个方面找出影响剪切精度的因素,从而设计出启停特性好的飞剪机,并对飞剪的控制进行一定的分析研究以确保飞剪的定尺精度。
本课题的研究具有较高的应用价值,同时对飞剪的设计制造具有一定的指导意义,并可为企业提高成材率,进而创造经济效益。
而且,由于本课题综合运用了机电气的相关知识,通过对飞剪机的精度控制分析,提出了一些响应的改进方法,值得在实际的设计制造中借鉴,提出了几种飞剪机设计的新思路,可供参考。
相关词:飞剪机棒材精度控制剪切精度Strong material fly to cut machineAbstractStrong material fly to cut machine is the throat equipment on the modern production line of steel rolling, it responsible steel material cut head cut end and scale cut. On rolling line with high speed ensure to fly the scale that cuts cut precision, for rising steel rolling mill become useful to lead have very important meaning. This program is from mechanical design and is pneumatic to find out influence with every aspects such as electrical control to cut the factor of precision, so devise to start stop property good fly to cut machine, and as flying , the control that cut carries out certain analysis research so as ensure to fly the scale precision that cut.The research of this program has higher application value, at the same time as flying , the design production that cut has certain guidance meaning, and can become useful for enterprise raising to lead , and then create economic benefits. , since this program is synthesized with the related knowledge of Electromechanical air, pass for fly to cut machine precision control analysis, have put forward some improvement methods of responding , deserve to refer to in actual design production, have put forward some kinds of fly to cut the new train of thought of machine design, for reference.Key words:Fly to cut machine Strong material Precision is controled Cutprecision目录引言 (1)1 任务的提出 (2)1.1飞剪机的工业作用和分类 (2)1.2飞剪机应满足的设计要求 (2)1.3飞剪机设计任务书 (2)2 飞剪机机构的选型 (3)2.1剪切机构的结构选型 (3)2.2飞剪机工作方式的选择 (3)3 飞剪机机械系统的设计 (6)3.1飞剪机系统设计总的要求 (6)3.2飞剪机基本参数的确定与选择 (6)3.2.1基本参数的确定 (7)3.2.2力能参数的计算 (9)3.2.3电动机功率选择 (11)3.2.4飞轮力矩的确定 (12)3.3齿轮的确定和齿轮间隙的清除 (14)3.3.1传动齿轮参数的确定 (14)3.3.2齿侧间隙的消除的方法和调整 (14)3.4剪切机构剪刃动点轨迹的运动分析与优化 (15)3.4.1曲柄式剪切机构剪刃动点轨迹计算式 (16)3.4.2剪切机构动点轨迹分析 (19)4 飞剪机气动系统的设计 (20)4.1飞剪机的启动对离合器性能的要求 (20)4.2飞剪机的制动特性对制动器的要求 (20)4.3飞剪机对气动系统的气压高低和稳定的要求 (20)谢辞 (23)参考文献 (24)引言飞剪机是在轧件运动中对轧件实施剪切工艺的一种设备,是连续式轧钢生产线上不可缺少的,非常关键的设备之一。
飞剪技术规格书

山东石横特钢集团新疆钢厂项目100万吨棒材工程飞剪技术规格书工程号[1788-2011]总设计师室审审核设计山东省冶金设计院股份有限公司2011年8月本技术规格书仅提供有限的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的详细条文。
卖方提供的设备应能够满足规格书中的规定,包括功能、结构、性能参数等方面的技术要求,并保证符合有关国家、行业技术规范和标准以及买方提供的技术资料的要求。
技术规格书所使用的标准如与卖货方所执行的标准发生矛盾时,按较高标准执行。
详细技术参数在买卖双方意见一致后,以合同附件为准。
1.设备的工艺要求及布置1.1原料原料来源:为炼钢连铸车间提供的合格连铸坯,符合YB/T2011-2004标准。
连铸坯尺寸及单重:165mm×165mm×12000mmﻩﻩ2548kg1.2产品产品规格:φ10mm~φ40mm。
产品品种:以生产热轧带肋钢筋为主,兼顾热轧光圆钢筋。
主要钢种:HPB235、HRB335、HRB400、HRB500、HRBF335、HRBF400 、HRBF500等。
1.3工艺布置厂房天车轨面标高+14.5m,轧制线标高+5.3m,高架平台地面标高+4.5m。
1.4 轧钢工艺ﻩ采用无孔型轧制工艺。
低温轧制,钢坯开轧温度最低950℃;采用控轧控冷工艺轧制,15H精轧机入口温度最低780℃。
ﻩ具备采用两切分、三切分、四切分工艺生产螺纹钢的能力。
2.设备的组成及设计要求2.1设备的组成本技术规格书所包括的设备有2.2.1 1#飞剪2.3.1 1#、2#飞剪应设计有前后导槽,转辙器、溜槽及料筐。
料筐应适合叉车搬运并设计成可自动倾空结构。
溜槽应设计成全封闭结构。
2.3.2 1#飞剪前导槽采用露底式结构,便于最后无法剪切的钢材落入料筐。
2.3.3 2#飞剪采用双剪刃结构。
3#飞剪前后导槽应考虑四通道导卫靴设计。
2.3.4 1#、2#、3#飞剪前应设置有检修平台,以方便更换剪刃和检修操作。
飞剪机构设计讲稿(new)(11年2)共46页

3.刀刃刀刃位位予置置选应确同机定时架考倾虑刀角刃重4合(量=1h 0, 及上下刀刃水平使速曲度基柄本与相等机的架要求共。线
1
2
A
b 2
C
3
a B
4
c
eF
E
3
f
y h
h
D
P P34 24
x
4
图7
11
fdc o4 sh
e(f h)2(da)22(f h)d (a)c o41/s2
E
a LCE e
2
2
3
L 4
E F h
1 3 f
h
c
分别由BEC和
1
D P34(P24)
DFC求出1和2 x
图8
12
5.调整上下刀刃水平速度误差
(调整机架倾角4)
12
1
y
V E=V C+V EC V F=V C+V FC
若E=90,
2 C
Aa
B
b
13
1
y
E = E -90
Aa
LCE
4 = 4 - E
B
2 b C
2
e 2
h E F h
3
L 4
E
1
f
3
c
1 = 1 - E
D P34(P24)
2 = 2 - E x
图8
3 = 3 - E
13
6,曲柄半径的调整
由于VB未知,故作如下假设:
k1=vB/v刀---------曲柄销的速度与上下刀刃平均水
平速度之比。
八杆飞剪机构设计方案
八杆飞剪机构设计方案咱来唠唠八杆飞剪机构的设计方案哈。
一、设计目标。
首先呢,咱得明确这个八杆飞剪机构是要干啥的。
那肯定是要像个超级剪刀手一样,快速又精准地剪断东西呗,比如说金属板材或者卷材啥的。
这就要求它剪东西的时候,既要有足够的剪切力,又得能在合适的时间和位置下刀,就像大厨切菜得切得恰到好处。
二、机构选型。
1. 八杆结构的确定。
为啥是八杆呢?这就好比组建一个篮球队,每个队员(杆件)都有自己的作用。
八杆结构能够提供比较复杂又稳定的运动关系。
多几根杆,可以让整个机构在运动的时候更加灵活多样,能满足不同的剪切需求。
这八根杆可不是随便凑在一起的。
咱们得像搭积木一样,把它们组合得合理又牢固。
2. 杆件的材料选择。
对于杆件的材料,这就像给战士选武器一样重要。
如果是用来剪比较薄的材料,像纸张之类的(开个玩笑,飞剪一般不剪纸啦),那可能铝合金就够了,轻便又便宜。
但要是剪金属板材,那就得选高强度的钢材了,比如45号钢之类的,这样才能承受住剪切时的巨大力量,不至于在干活的时候“胳膊折了”。
三、运动分析。
1. 轨迹规划。
这个飞剪的剪切刃啊,得像个听话的小宠物一样,按照我们规定的路线走。
我们要设计好它的运动轨迹,就像给它画好跑道一样。
这个轨迹得保证在剪切的时候,刀刃能垂直地切入材料,而且在剪切前后能快速地离开,不能在那儿磨磨蹭蹭的。
比如说,在卷材向前运动的时候,飞剪的刀刃要先加速到和卷材速度差不多,然后“咔嚓”一下剪下去,再迅速减速回到初始位置,准备下一次剪切。
这就像运动员跑步,起跑、冲刺、减速,每个环节都得控制好。
2. 速度和加速度分析。
速度可不能太慢了,不然就不叫飞剪了。
但是也不能太快,太快了机构可能会散架或者控制不住。
要根据剪切材料的速度和厚度来确定飞剪刀刃的速度。
加速度也很关键呢。
如果加速度太大,机构会受到很大的冲击力,就像开车突然猛踩油门一样,对车(机构)不好。
所以要合理地规划加速度,让机构在平稳的状态下完成快速的剪切动作。
飞剪机

1飞剪机-飞剪机剪切机构的选型飞剪机的功能是能够横向剪切运行中的轧件,将飞剪机安装在连续轧制线上,用于剪切轧件的头、尾或将轧件切成规定的尺寸。
飞剪机的设计应满足的基本要求是:剪刃在剪切轧件时要随着轧件一起运动,即剪刃应同时完成剪切与移动两个动作,且剪刃在轧件运行方向的瞬时分速度应与轧件运行速度相等。
2轧延机械-轧延机械1. 系统概述织物切割机用来将持续高速进给的材料,比如织物切割成一段特定的长度。
材料随时被切割而不停止。
这很明显比每切一次就要停下来的方式具有更高的生产能力。
在此描述的应用中,每次切割之前刀架必须带着切割刀具加速到与传送带相同的速度。
这种应用的解决方案是使用电子凸轮同步剪刀与传送带的运动。
在飞剪织物切割应用中,切割材料被一条不停止的传送带送给,这条传送带由一部开环电机驱动(图1)。
剪刀被固定在由伺服控制的刀架上,刀架的运动与传送带平行。
剪刀加速追赶切割材料的进给速度,并在正确的位置上进行切割。
当切割完成,剪刀迅速减速并退回到启始位置开始下一个切割循环。
这样边可以切割出等长的材料送入下一个加工工序。
这个飞剪应用主要由三块电子-机械系统构成:(1).送给传送带(主轴)-它由一台开环电机驱动,这台开环电机不受运动控制器的指令控制。
电机上连接有一台编码器,这台编码器将位置信息返回给控制器。
(2).送飞剪机构(辅轴)-飞剪轴由一台闭环伺服电机控制,这台电机有运动控制器控制。
这个从动轴的位置根据主动轴的位置以及预先定制的凸轮表来确定。
这台伺服电机与一根引导丝杠相连,通过丝杠驱动刀具配合传送带的速度。
(3).刀具-该应用中通过输出点触发气动的刀具在适当位置切入织物中。
在其他应用中,有可能用到旋转的刀具切入材料中。
图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行程速比系数 k 远极位传动角γ2(°,rad)摇杆摆角Ψ(°,rad) d。
钢板运动速度Vt(m/s)钢板长度L(m)k1[δ]
1.26822121 1.13 1.018
1.1868238910.383972435
1.四杆机构的相对尺寸设计:
近极位夹角γ1(°,rad)极位夹角θ(°,rad)近极位曲柄位置角θ。
(°,rad)a。
b。
c。
73.6363636416.3636363675.025899190.1896992170.458989772 1.041910637
1.2851969950.285599332 1.309448965
2.计算四杆机构的绝对尺寸:
剪切钢板一次的时间t(s)曲柄转速n1(r/min)曲柄角速度ω1(rad/s)曲柄半径a(m)
0.512012.566370610.183082297
比例尺μL b(m)c(m)d(m)
0.9651188850.442979697 1.0055676330.965118885
3.刀刃位置确定:
机架角α4(°,rad)h(m,mm)Δh(m,mm)
200.250.005
0.349065852505
f(m,mm)e(m,mm)Δα(°,rad)α3(°,rad)Lce(m,mm)Lcf(m,mm)
0.6569150950.2800421324.9056617244.905661720.7120225740.712428333
656.9150947280.04213050.4346857990.78375165712.022*******.4283333
Lcef(m,mm)α2*(°,rad)α3*(°,rad)
0.712225454159.6432744.92341014
712.2254538 2.7863006910.784061418
4.剪切角φº1的确定:
∠BEC(°,rad) ∠DFC(°,rad)δ(°,rad)BD(m,mm)∠DAB(°,rad)φº1(°,rad)
12.4952979494.43527596106.93057390.78556113310.144843859.855156149
0.21808409 1.648206495 1.866290585785.56113340.1770609270.172004923
5.调整上下刀刃水平速度误差:
φ(°,rad)φ3(°,rad)φ2(°,rad)φe(°,rad)Δφe(°,rad)∠DCF(°,rad)
22.35267629227.3360804275.838826387.9773943-2.022********.6413139
0.390127798 3.967763112 4.814295724 1.535495198-0.0353011290.70932474
α4*(°,rad)φº*1(°,rad)φ*2(°,rad) φ*3(°,rad)∠CDB(°,rad)BDA(°,rad)
22.022605711.87776185277.861432229.358686124.98340411 2.352676288
0.3843669790.207306052 4.849596853 4.003064240.436042660.041061947
6.调整刀刃与钢材运动速度相同:
ω2(rad/s)ω3(rad/s) Vet(m/s) Vft(m/s)
-4.21945604-3.047210752 1.99576413 1.99576413
1995.764131995.76413
V刀(m/s)拉钢系数δK1*a*
1.995764130.997882065 1.1527815160.186773352
μ*b*c*d*
1.020*******.451910449 1.025*******.984576294
e*f*ΔV刀
0.2856879570.670158919 5.5629E-16
7.求曲柄的平衡力矩Mb:
Vex(m/s)Vfx(m/s)剪切力Fc(KN)平衡力矩Mb(KN/m)
0.693812433-0.157******** 6.642334749
8.机构检验:
Xe(m,mm)Ye(m,mm)Xf(m,mm)Yf(m,mm)
0.2445856390.3173635950.2445856390.317363595
244.5856392317.3635954244.5856392317.3635954
ΔXΔY
4.99312E-15
5.94706E-15
校验γ2(°,rad)校验k校验γ1(°,rad)校验θ(°,rad)校验Ψ(°,rad)
68 1.273.6363636416.3636363622
1.186823891 1.2851969950.2855993320.383972435 9.点的坐标计算:输入度数:输入比例:
φº1(°,rad)16.306712271
0.284605819
φ(°,rad).
0.40765199
φ2(°,rad)276.465883
4.825239928
φ3(°,rad)228.287495
3.984368429
Xe(m,mm)0.247845865247.8458651247.8458651
Ye(m,mm)0.329775032329.7750319329.7750319
Xf(m,mm)0.243733547243.7335466243.7335466
Yf(m,mm)0.329863569329.8635689329.8635689
BD(m,mm)0.798948164798.9481636798.9481636。