铝件铸造工艺流程
铝合金熔炼与铸造工艺规范与流程
铝合金熔炼与铸造工艺规范与流程资料来源:全球铝业网铝业知识频道一、铝合金熔炼规范(1)总则①按本文件生产的铸件,其化学成分和力学性能应符合GB/T9438-1999《铝合金铸件》、JISH5202-1999《铝合金铸件》、ASTMB108-03a《铝合金金属型铸件》、GB/T15115-1994《压铸铝合金》、JISH5302-2006《铝合金压铸件》、ASTMB85-03《铝合金压铸件》、EN1706-1998《铸造铝合金》等标准的规定。
②本文件所指的铝合金熔炼,系在电阻炉、感应炉及煤气(天然气)炉内进行。
一般采取石墨坩埚或铸铁坩埚。
铸铁坩埚须进行液体渗铝。
(2)配料及炉料1)配料计算①镁的配料计算量:用氯盐精炼时,应取上限,用无公害精炼剂精炼时,可适当减少;也可根据实际情况调整加镁量。
②铝合金压铸时,为了减少压铸时粘模现象,允许适当提高铁含量,但不得超过有关标准的规定。
2)金属材料及回炉料①新金属材料铝锭:GB/T1196-2002《重熔用铝锭》铝硅合金锭:GB/T8734-2000《铸造铝硅合金锭》镁锭:GB3499-1983《镁锭》铝铜中间合金:YS/T282-2000《铝中间合金锭》铝锰中间合金:YS/T282-2000《铝中间合金锭》各牌号的预制合金锭:GB/T8733-2000《铸造铝合金锭》、JISH2117-1984《铸件用再生铝合金锭》、ASTMB197-03《铸造铝合金锭》、JISH2118-2000《压铸铝合金锭》、EN1676-1996《铸造铝合金锭》等。
②回炉料包括化学成分明确的废铸件、浇冒口和坩埚底剩料,以及溢流槽和飞边等破碎的重熔锭。
回炉料的用量一般不超过80%,其中破碎重熔料不超过30%;对于不重要的铸件可全部使用回炉料;对于有特殊要求(气密性等)的铸件回炉料用量不超过50%。
3)清除污物为提高产品质量,必须清除炉料表面的脏物、油污、废铸件上的镶嵌件,应在熔炼前除去(可用一个熔炼炉专门去除镶嵌件)。
铸造的工艺流程
铸造的工艺流程
1. 模具制备:根据产品的形状和尺寸,制作出合适的模具。
2. 熔炼:将需要铸造的金属(如铜、铁、铝等)投放到熔炉里熔化。
3. 浇注:将熔化的金属从铸造炉中倾倒到模具中并填满整个模具。
4. 冷却:让倾倒的金属在模具内冷却和固化,通常需要等待几分钟至数小时不等。
5. 拆模:将固化的金属从模具中取出,通常需要借助拆模工具。
6. 削除:去除铸件表面的毛刺和不平整部位,使铸件达到需要的表面光洁度和平整度。
7. 热处理:对铸件进行高温处理或淬火等处理,可以改善铸造件的物理和机械性能。
8. 清理:将铸件进行打磨和清理,使铸件的表面光洁度更高,并减少不良缺陷。
9. 检验:根据设计要求和产品规格对铸件进行各项测试和检验,保证铸件符合要求。
10. 包装:根据产品的需求对铸造件进行包装和标识,方便后续处理和运输。
铸造生产的工艺流程
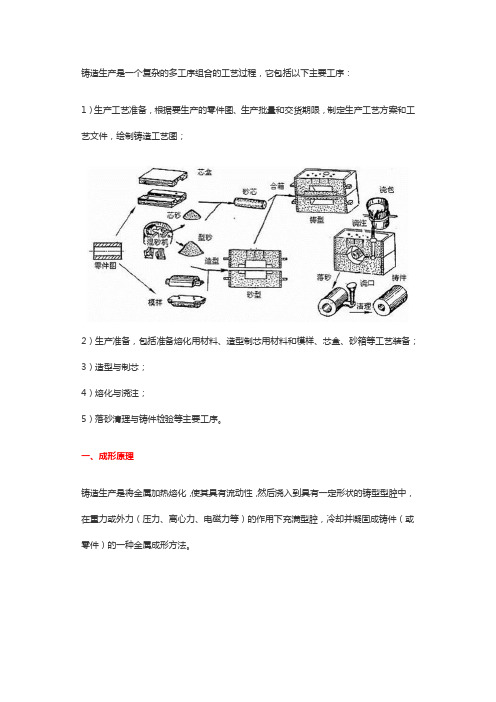
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
镁铝镁合金铸造

镁铝镁合金铸造镁铝镁合金铸造是一种常见的金属铸造工艺,广泛应用于航空航天、汽车制造、机械制造等领域。
本文将详细介绍镁铝镁合金铸造的工艺流程、特点以及应用。
一、镁铝镁合金铸造的工艺流程镁铝镁合金铸造的工艺流程主要包括原料准备、合金熔炼、铸型制备、铸造和后处理等步骤。
1. 原料准备:根据合金配方,准备好所需的镁和铝原料。
2. 合金熔炼:将镁和铝按照一定比例放入熔炼炉中,加热至合金熔点,搅拌均匀,使其成为液态合金。
3. 铸型制备:根据产品的形状和尺寸要求,选择合适的铸型材料,制作出铸型。
4. 铸造:将熔融的镁铝合金倒入铸型中,待冷却凝固后,取出铸件。
5. 后处理:对铸件进行除砂、修整、去毛刺等工序,以提高表面质量和尺寸精度。
1. 优异的物理性能:镁铝镁合金具有优异的强度、硬度和耐热性能,能够满足高强度、高温环境下的使用要求。
2. 良好的耐腐蚀性:镁铝镁合金具有良好的耐腐蚀性,能够在恶劣的环境中长期使用而不受到严重腐蚀。
3. 轻质高强度:相比于传统的铝合金,镁铝镁合金具有更轻的重量和更高的强度,可以减轻产品的重量,并提高整体性能。
4. 易于加工成型:镁铝镁合金具有良好的流动性和可锻性,可以通过铸造、压铸、挤压等加工工艺制造出复杂形状的零部件。
三、镁铝镁合金铸造的应用1. 航空航天领域:镁铝镁合金具有轻质高强度的特点,被广泛应用于航空航天领域的飞机、导弹等部件制造。
2. 汽车制造:镁铝镁合金具有良好的耐腐蚀性和高强度,可以用于汽车零部件的制造,如发动机、车身等。
3. 机械制造:镁铝镁合金的轻质高强度特点使其成为机械制造中的理想材料,可以用于制造各种机械零部件。
4. 电子领域:镁铝镁合金具有良好的导电性能和耐腐蚀性,被广泛应用于电子设备的制造。
总结:镁铝镁合金铸造是一种重要的金属铸造工艺,具有优异的物理性能、良好的耐腐蚀性、轻质高强度等特点。
它在航空航天、汽车制造、机械制造和电子领域等方面都有广泛的应用。
随着科技的进步和工艺的不断改进,镁铝镁合金铸造将在更多领域发挥重要作用,为各行各业的发展做出贡献。
铝及铝合金熔炼与铸造工艺流程

21
取样
在铸造过程中,从浇注流槽内取化学成分试样
22
检查
铸造完成后检查铸锭外观和中心裂纹等缺陷,缺陷铸锭直接回炉
23
均热处理 又称均火,主要是消除非平衡结晶相和内应力,降低后续加工力
24
锯切
切除铸锭浇口部分和开始部分(缺陷较集中),将铸锭锯切成适宜
的长度
25
检验
主要检验铸锭低倍和高倍组织,根据要求可进行断口、氧化膜等检
查,探伤检查根据铸锭表面情况可在均热完成或加工完成后进行
26
加工
大规格铸锭或空心锭因表面质量较差,偏析层较厚,使用前需要将
表面偏析层或缺陷进行加工,如表面车皮或镗孔
27
包装
所有技术要求检验均合格的铸锭,锯切加工为成品后,根据包装要
求进行包装
28
入库
包装完成后入库
1→2→3→4→5→6→7→8→9→10→11→12→13→14→ 15→16→17→18→19→20→21→22→23→24→25→27→28 3. 固态料、大规格铸锭及空心铸锭
原材料大部分为固态料时,冷料熔化时间较长,而大规 格铸锭铸造速度较慢、铸造时间较长,有时会超过 5 个小时, 所以在熔炼与铸造之间不存在瓶颈问题,故可以不设置保温 炉。大规格铸锭和空心铸锭需要表面加工。根据以上分析, 该种类型原材料和产品结构的典型工艺流程与液态料时一 样,如下所示:
16
扒渣
将熔体表面的浮渣扒干净,避免卷入熔体
17
在 线 晶 粒 熔体自炉子流出后,在流槽内加入晶粒细化剂,如铝钛硼、铝铝钛
细化
碳等
18
在线除气 熔体通过在线除气装置的过程中,通过该装置将熔体中的氢和部分
夹杂除去
铝棒油气滑铸造工艺流程

铝棒油气滑铸造工艺流程英文回答:Aluminum rod oil-gas lubricated casting is a process used to manufacture aluminum rods with the help of lubricating oil and gas. This process involves several steps that I will explain in detail.Firstly, the aluminum rod is prepared by melting aluminum in a furnace. Once the aluminum reaches the desired temperature, it is poured into a mold. The mold is designed to give the aluminum rod its desired shape and dimensions. The mold is made of a material that can withstand high temperatures and is coated with a lubricating oil to facilitate the casting process.After the aluminum is poured into the mold, it is allowed to cool and solidify. This is an important step as it ensures that the aluminum rod retains its shape and structure. Once the aluminum has solidified, the mold isopened, and the aluminum rod is removed.Next, the aluminum rod undergoes a cleaning process to remove any impurities or residues that may be present onits surface. This is done by using a cleaning solution or by sandblasting the rod. The cleaned rod is then inspected for any defects or imperfections.Once the rod has been cleaned and inspected, it is ready for further processing. This may involve cutting the rod into smaller pieces or machining it to achieve the desired dimensions. The rod may also undergo heat treatment to improve its mechanical properties.After the necessary processing, the aluminum rod is ready to be used for various applications. It can be used in the construction industry to make frames or structures, in the automotive industry for making parts, or in the electrical industry for conducting electricity.Overall, the oil-gas lubricated casting process for aluminum rods is a versatile and efficient method ofmanufacturing high-quality aluminum products. It allows for the production of complex shapes and ensures that the final product is free from defects and impurities.中文回答:铝棒油气滑铸造工艺是一种利用润滑油和气体来制造铝棒的工艺。
铝合金重力铸造浇注工艺
铝合金重力铸造浇注工艺铝合金重力铸造浇注工艺是一种常用的铝合金成型工艺。
它采用铸造的方式制作出各种铝合金零件,能够满足各种工业领域的需求。
本文将介绍铝合金重力铸造浇注工艺的原理、特点、应用和发展趋势。
一、原理铝合金重力铸造浇注工艺是一种利用重力作用将熔化的铝合金浇注入铸型中形成所需零件的工艺。
在铸造过程中,由于铝合金的液态性,会自然地填充铸型中的空腔,从而形成各种形状的零件。
铝合金重力铸造浇注工艺主要包括模具制作、熔炼铝合金材料、浇注、冷却和脱模等环节。
二、特点1.适用范围广:铝合金重力铸造浇注工艺适用于各种铝合金零件的制作,包括高强度、高耐热、高耐腐蚀等要求较高的零件。
2.精度高:由于铝合金液态性好,能够自然地填充铸型中的空腔,因此能够制作出形状复杂、精度高的零件。
3.生产效率高:铝合金重力铸造浇注工艺能够实现大批量生产,生产效率高,能够满足各种工业领域的需求。
4.成本低:相比其他成型工艺,铝合金重力铸造浇注工艺成本低,能够为工业领域提供更为经济实惠的铝合金零件。
三、应用铝合金重力铸造浇注工艺广泛应用于各种工业领域。
例如,汽车工业中的发动机、底盘、变速器等零部件;航空航天工业中的发动机叶片、涡轮盘、航空轮毂等零部件;电子工业中的散热器、外壳、铝合金框架等零部件等。
四、发展趋势铝合金重力铸造浇注工艺随着科技的不断进步,也在不断发展和完善。
未来,铝合金重力铸造浇注工艺将更加注重环保和能源节约,推广高效、低能耗的新工艺;同时,也将更加注重提高铝合金零件的质量和精度,满足工业领域对高性能铝合金零件的需求。
铝合金重力铸造浇注工艺是一种重要的铝合金成型工艺,具有广泛的应用前景和发展潜力。
未来,我们有理由相信,随着科技的不断进步,铝合金重力铸造浇注工艺将在各个工业领域中发挥更加重要的作用。
铸造的工艺流程
铸造的工艺流程
铸造是一种通过将金属和其它材料变形并以某种形式装入模型的工艺,使形状的空间结构发生变化,以此获得更殊的零件。
它一般采用液态金属,通常是铝或铁等金属材料,经过熔炼,把液态金属注入有形的模具,经过一定的工艺条件,金属胶软,部件完成结构及其尺寸形状。
铸造是一种常见的工艺流程,由准备、熔炼、浇注、分离、加工和检验组成。
1、准备:确定要使用的金属材料,准备金属加工和模具,对模具进行压力测试,加强传统工艺的品质把握。
2、熔炼:将金属材料熔炼,形成液态的金属,液态金属应该是清澈无杂质的,熔炼温度和凝固温度最好符合要求。
3、浇注:将液态金属以一定的速度和压力从模具上浇入。
4、分离:模具空腔内铸件被金属铸入后,需要分离模具,以获取完美的铸件。
将被铸件整体从模具中分离出来。
5、加工:铸件在分离后,有可能因形状问题需要精加工,可以使用机床加工,以精确的形状和尺寸。
6、检验:完成加工后,需要检验,判定产品是否符合质量要求、形状,尺寸是否符合要求。
铝合金铸造工艺
铝合金铸造工艺一、铸造概论铝合金铸造的种类如下:由于铝合金各组元不同;从而表现出合金的物理、化学性能均有所不同;结晶过程也不尽相同..故必须针对铝合金特性;合理选择铸造方法;才能防止或在许可范围内减少铸造缺陷的产生;从而优化铸件..1、铝合金铸造工艺性能铝合金铸造工艺性能;通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合..流动性、收缩性、气密性、铸造应力、吸气性..铝合金这些特性取决于合金的成分;但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关..1 流动性流动性是指合金液体充填铸型的能力..流动性的大小决定合金能否铸造复杂的铸件..在铝合金中共晶合金的流动性最好..影响流动性的因素很多;主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒;但外在的根本因素为浇注温度及浇注压力俗称浇注压头的高低..2 收缩性收缩性是铸造铝合金的主要特征之一..一般讲;合金从液体浇注到凝固;直至冷到室温;共分为三个阶段;分别为液态收缩、凝固收缩和固态收缩..合金的收缩性对铸件质量有决定性的影响;它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化..通常铸件收缩又分为体收缩和线收缩;在实际生产中一般应用线收缩来衡量合金的收缩性..铝合金收缩大小;通常以百分数来表示;称为收缩率..①体收缩体收缩包括液体收缩与凝固收缩..铸造合金液从浇注到凝固;在最后凝固的地方会出现宏观或显微收缩;这种因收缩引起的宏观缩孔肉眼可见;并分为集中缩孔和分散性缩孔..集中缩孔的孔径大而集中;并分布在铸件顶部或截面厚大的热节处..分散性缩孔形貌分散而细小;大部分分布在铸件轴心和热节部位..显微缩孔肉眼难以看到;显微缩孔大部分分布在晶界下或树枝晶的枝晶间..缩孔和疏松是铸件的主要缺陷之一;产生的原因是液态收缩大于固态收缩..生产中发现;铸造铝合金凝固范围越小;越易形成集中缩孔;凝固范围越宽;越易形成分散性缩孔;因此;在设计中必须使铸造铝合金符合顺序凝固原则;即铸件在液态到凝固期间的体收缩应得到合金液的补充;是缩孔和疏松集中在铸件外部冒口中..对易产生分散疏松的铝合金铸件;冒口设置数量比集中缩孔要多;并在易产生疏松处设置冷铁;加大局部冷却速度;使其同时或快速凝固..②线收缩线收缩大小将直接影响铸件的质量..线收缩越大;铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大..对于不同的铸造铝合金有不同的铸造收缩率;即使同一合金;铸件不同;收缩率也不同;在同一铸件上;其长、宽、高的收缩率也不同..应根据具体情况而定..3 热裂性铝铸件热裂纹的产生;主要是由于铸件收缩应力超过了金属晶粒间的结合力;大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化;失去金属光泽..裂纹沿晶界延伸;形状呈锯齿形;表面较宽;内部较窄;有的则穿透整个铸件的端面..不同铝合金铸件产生裂纹的倾向也不同;这是因为铸铝合金凝固过程中开始形成完整的结晶框架的温度与凝固温度之差越大;合金收缩率就越大;产生热裂纹倾向也越大;即使同一种合金也因铸型的阻力、铸件的结构、浇注工艺等因素产生热裂纹倾向也不同..生产中常采用退让性铸型;或改进铸铝合金的浇注系统等措施;使铝铸件避免产生裂纹..通常采用热裂环法检测铝铸件热裂纹..4 气密性铸铝合金气密性是指腔体型铝铸件在高压气体或液体的作用下不渗漏程度;气密性实际上表征了铸件内部组织致密与纯净的程度..铸铝合金的气密性与合金的性质有关;合金凝固范围越小;产生疏松倾向也越小;同时产生析出性气孔越小;则合金的气密性就越高..同一种铸铝合金的气密性好坏;还与铸造工艺有关;如降低铸铝合金浇注温度、放置冷铁以加快冷却速度以及在压力下凝固结晶等;均可使铝铸件的气密性提高..也可用浸渗法堵塞泄露空隙来提高铸件的气密性..5 铸造应力铸造应力包括热应力、相变应力及收缩应力三种..各种应力产生的原因不尽相同..①热应力热应力是由于铸件不同的几何形状相交处断面厚薄不均;冷却不一致引起的..在薄壁处形成压应力;导致在铸件中残留应力..②相变应力相变应力是由于某些铸铝合金在凝固后冷却过程中产生相变;随之带来体积尺寸变化..主要是铝铸件壁厚不均;不同部位在不同时间内发生相变所致..③收缩应力铝铸件收缩时受到铸型、型芯的阻碍而产生拉应力所致..这种应力是暂时的;铝铸件开箱是会自动消失..但开箱时间不当;则常常会造成热裂纹;特别是金属型浇注的铝合金往往在这种应力作用下容易产生热裂纹..铸铝合金件中的残留应力降低了合金的力学性能;影响铸件的加工精度..铝铸件中的残留应力可通过退火处理消除..合金因导热性好;冷却过程中无相变;只要铸件结构设计合理;铝铸件的残留应力一般较小..6 吸气性铝合金易吸收气体;是铸造铝合金的主要特性..液态铝及铝合金的组分与炉料、有机物燃烧产物及铸型等所含水分发生反应而产生的氢气被铝液体吸收所致..铝合金熔液温度越高;吸收的氢也越多;在700℃时;每100g铝中氢的溶解度为0.5~0.9;温度升高到850℃时;氢的溶解度增加2~3倍..当含碱金属杂质时;氢在铝液中的溶解度显着增加..铸铝合金除熔炼时吸气外;在浇入铸型时也会产生吸气;进入铸型内的液态金属随温度下降;气体的溶解度下降;析出多余的气体;有一部分逸不出的气体留在铸件内形成气孔;这就是通常称的“针孔”..气体有时会与缩孔结合在一起;铝液中析出的气体留在缩孔内..若气泡受热产生的压力很大;则气孔表面光滑;孔的周围有一圈光亮层;若气泡产生的压力小;则孔内表面多皱纹;看上去如“苍蝇脚”;仔细观察又具有缩孔的特征..铸铝合金液中含氢量越高;铸件中产生的针孔也越多..铝铸件中针孔不仅降低了铸件的气密性、耐蚀性;还降低了合金的力学性能..要获得无气孔或少气孔的铝铸件;关键在于熔炼条件..若熔炼时添加覆盖剂保护;合金的吸气量大为减少..对铝熔液作精炼处理;可有效控制铝液中的含氢量..二、砂型铸造采用砂粒、粘土及其他辅助材料制成铸型的铸造方法称为砂型铸造..砂型的材料统称为造型材料..有色金属应用的砂型由砂子、粘土或其他粘结剂和水配制而成..铝铸件成型过程是金属与铸型相互作用的过程..铝合金液注入铸型后将热量传递给铸型;砂模铸型受到液体金属的热作用、机械作用、化学作用..因此要获得优质的铸件除严格掌握熔炼工艺外;还必须正确设计型芯砂的配比、造型及浇注等工艺..三、金属型铸造1、简介及工艺流程金属型铸造又称硬模铸造或永久型铸造;是将熔炼好的铝合金浇入金属型中获得铸件的方法;铝合金金属型铸造大多采用金属型芯;也可采用砂芯或壳芯等方法;与压力铸造相比;铝合金金属型使用寿命长..2、铸造优点1 优点金属型冷却速度较快;铸件组织较致密;可进行热处理强化;力学性能比砂型铸造高15%左右..金属型铸造;铸件质量稳定;表面粗糙度优于砂型铸造;废品率低..劳动条件好;生产率高;工人易于掌握..2 缺点金属型导热系数大;充型能力差..金属型本身无透气性..必须采取相应措施才能有效排气..金属型无退让性;易在凝固时产生裂纹和变形..3、金属型铸件常见缺陷及预防1 针孔预防产生针孔的措施:严禁使用被污染的铸造铝合金材料、沾有有机化合物及被严重氧化腐蚀的材料..控制熔炼工艺;加强除气精炼..控制金属型涂料厚度;过厚易产生针孔..模具温度不宜太高;对铸件厚壁部位采用激冷措施;如镶铜块或浇水等..采用砂型时严格控制水分;尽量用干芯..2 气孔预防气孔产生的措施:修改不合理的浇冒口系统;使液流平稳;避免气体卷入..模具与型芯应预先预热;后上涂料;结束后必须要烘透方可使用..设计模具与型芯应考虑足够的排气措施..3氧化夹渣预防氧化夹渣的措施:严格控制熔炼工艺;快速熔炼;减少氧化;除渣彻底..Al-Mg合金必须在覆盖剂下熔炼..熔炉、工具要清洁;不得有氧化物;并应预热;涂料涂后应烘干使用..设计的浇注系统必须有稳流、缓冲、撇渣能力..采用倾斜浇注系统;使液流稳定;不产生二次氧化..选用的涂料粘附力要强;浇注过程中不产生剥落而进入铸件中形成夹渣..4 热裂预防产生热裂的措施:实际浇注系统时应避免局部过热;减少内应力..模具及型芯斜度必须保证在2°以上;浇冒口一经凝固即可抽芯开模;必要时可用砂芯代替金属型芯..控制涂料厚度;使铸件各部分冷却速度一致..根据铸件厚薄情况选择适当的模温..细化合金组织;提高热裂能力..改进铸件结构;消除尖角及壁厚突变;减少热裂倾向..5 疏松预防产生疏松的措施:合理冒口设置;保证其凝固;且有补缩能力..适当调低金属型模具工作温度..控制涂层厚度;厚壁处减薄..调整金属型各部位冷却速度;使铸件厚壁处有较大的激冷能力..适当降低金属浇注温度..。
铝合金铸造工艺
一、铸造概论铝合金铸造的种类如下:由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同.故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件.1、铝合金铸造工艺性能铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合.流动性、收缩性、气密性、铸造应力、吸气性.铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关.1流动性流动性是指合金液体充填铸型的能力.流动性的大小决定合金能否铸造复杂的铸件.在铝合金中共晶合金的流动性最好.影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力俗称浇注压头的高低.2收缩性收缩性是铸造铝合金的主要特征之一.一般讲,合金从液体浇注到凝固,直至冷到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩.合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化.通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性.铝合金收缩大小,通常以百分数来表示,称为收缩率.①体收缩体收缩包括液体收缩与凝固收缩.铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔.集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处.分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位.显微缩孔肉眼难以看到,显微缩孔大部分分布在晶界下或树枝晶的枝晶间.缩孔和疏松是铸件的主要缺陷之一,产生的原因是液态收缩大于固态收缩.生产中发现,铸造铝合金凝固范围越小,越易形成集中缩孔,凝固范围越宽,越易形成分散性缩孔,因此,在设计中必须使铸造铝合金符合顺序凝固原则,即铸件在液态到凝固期间的体收缩应得到合金液的补充,是缩孔和疏松集中在铸件外部冒口中.对易产生分散疏松的铝合金铸件,冒口设置数量比集中缩孔要多,并在易产生疏松处设置冷铁,加大局部冷却速度,使其同时或快速凝固.②线收缩线收缩大小将直接影响铸件的质量.线收缩越大,铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大.对于不同的铸造铝合金有不同的铸造收缩率,即使同一合金,铸件不同,收缩率也不同,在同一铸件上,其长、宽、高的收缩率也不同.应根据具体情况而定.3热裂性铝铸件热裂纹的产生,主要是由于铸件收缩应力超过了金属晶粒间的结合力,大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化,失去金属光泽.裂纹沿晶界延伸,形状呈锯齿形,表面较宽,内部较窄,有的则穿透整个铸件的端面.不同铝合金铸件产生裂纹的倾向也不同,这是因为铸铝合金凝固过程中开始形成完整的结晶框架的温度与凝固温度之差越大,合金收缩率就越大,产生热裂纹倾向也越大,即使同一种合金也因铸型的阻力、铸件的结构、浇注工艺等因素产生热裂纹倾向也不同.生产中常采用退让性铸型,或改进铸铝合金的浇注系统等措施,使铝铸件避免产生裂纹.通常采用热裂环法检测铝铸件热裂纹.4气密性铸铝合金气密性是指腔体型铝铸件在高压气体或液体的作用下不渗漏程度,气密性实际上表征了铸件内部组织致密与纯净的程度.铸铝合金的气密性与合金的性质有关,合金凝固范围越小,产生疏松倾向也越小,同时产生析出性气孔越小,则合金的气密性就越高.同一种铸铝合金的气密性好坏,还与铸造工艺有关,如降低铸铝合金浇注温度、放置冷铁以加快冷却速度以及在压力下凝固结晶等,均可使铝铸件的气密性提高.也可用浸渗法堵塞泄露空隙来提高铸件的气密性.5铸造应力铸造应力包括热应力、相变应力及收缩应力三种.各种应力产生的原因不尽相同.①热应力热应力是由于铸件不同的几何形状相交处断面厚薄不均,冷却不一致引起的.在薄壁处形成压应力,导致在铸件中残留应力.②相变应力相变应力是由于某些铸铝合金在凝固后冷却过程中产生相变,随之带来体积尺寸变化.主要是铝铸件壁厚不均,不同部位在不同时间内发生相变所致.③收缩应力铝铸件收缩时受到铸型、型芯的阻碍而产生拉应力所致.这种应力是暂时的,铝铸件开箱是会自动消失.但开箱时间不当,则常常会造成热裂纹,特别是金属型浇注的铝合金往往在这种应力作用下容易产生热裂纹.铸铝合金件中的残留应力降低了合金的力学性能,影响铸件的加工精度.铝铸件中的残留应力可通过退火处理消除.合金因导热性好,冷却过程中无相变,只要铸件结构设计合理,铝铸件的残留应力一般较小.6吸气性铝合金易吸收气体,是铸造铝合金的主要特性.液态铝及铝合金的组分与炉料、有机物燃烧产物及铸型等所含水分发生反应而产生的氢气被铝液体吸收所致.铝合金熔液温度越高,吸收的氢也越多;在700℃时,每100g铝中氢的溶解度为0.5~0.9,温度升高到850℃时,氢的溶解度增加2~3倍.当含碱金属杂质时,氢在铝液中的溶解度显着增加.铸铝合金除熔炼时吸气外,在浇入铸型时也会产生吸气,进入铸型内的液态金属随温度下降,气体的溶解度下降,析出多余的气体,有一部分逸不出的气体留在铸件内形成气孔,这就是通常称的“针孔”.气体有时会与缩孔结合在一起,铝液中析出的气体留在缩孔内.若气泡受热产生的压力很大,则气孔表面光滑,孔的周围有一圈光亮层;若气泡产生的压力小,则孔内表面多皱纹,看上去如“苍蝇脚”,仔细观察又具有缩孔的特征.铸铝合金液中含氢量越高,铸件中产生的针孔也越多.铝铸件中针孔不仅降低了铸件的气密性、耐蚀性,还降低了合金的力学性能.要获得无气孔或少气孔的铝铸件,关键在于熔炼条件.若熔炼时添加覆盖剂保护,合金的吸气量大为减少.对铝熔液作精炼处理,可有效控制铝液中的含氢量.二、砂型铸造采用砂粒、粘土及其他辅助材料制成铸型的铸造方法称为砂型铸造.砂型的材料统称为造型材料.有色金属应用的砂型由砂子、粘土或其他粘结剂和水配制而成.铝铸件成型过程是金属与铸型相互作用的过程.铝合金液注入铸型后将热量传递给铸型,砂模铸型受到液体金属的热作用、机械作用、化学作用.因此要获得优质的铸件除严格掌握熔炼工艺外,还必须正确设计型芯砂的配比、造型及浇注等工艺.三、金属型铸造1、简介及工艺流程金属型铸造又称硬模铸造或永久型铸造,是将熔炼好的铝合金浇入金属型中获得铸件的方法,铝合金金属型铸造大多采用金属型芯,也可采用砂芯或壳芯等方法,与压力铸造相比,铝合金金属型使用寿命长.2、铸造优点1优点金属型冷却速度较快,铸件组织较致密,可进行热处理强化,力学性能比砂型铸造高15%左右.金属型铸造,铸件质量稳定,表面粗糙度优于砂型铸造,废品率低.劳动条件好,生产率高,工人易于掌握.2缺点金属型导热系数大,充型能力差.金属型本身无透气性.必须采取相应措施才能有效排气.金属型无退让性,易在凝固时产生裂纹和变形.3、金属型铸件常见缺陷及预防1针孔预防产生针孔的措施:严禁使用被污染的铸造铝合金材料、沾有有机化合物及被严重氧化腐蚀的材料.控制熔炼工艺,加强除气精炼.控制金属型涂料厚度,过厚易产生针孔.模具温度不宜太高,对铸件厚壁部位采用激冷措施,如镶铜块或浇水等.采用砂型时严格控制水分,尽量用干芯.2气孔预防气孔产生的措施:修改不合理的浇冒口系统,使液流平稳,避免气体卷入.模具与型芯应预先预热,后上涂料,结束后必须要烘透方可使用.设计模具与型芯应考虑足够的排气措施.3氧化夹渣预防氧化夹渣的措施:严格控制熔炼工艺,快速熔炼,减少氧化,除渣彻底.Al-Mg合金必须在覆盖剂下熔炼.熔炉、工具要清洁,不得有氧化物,并应预热,涂料涂后应烘干使用.设计的浇注系统必须有稳流、缓冲、撇渣能力.采用倾斜浇注系统,使液流稳定,不产生二次氧化.选用的涂料粘附力要强,浇注过程中不产生剥落而进入铸件中形成夹渣.4热裂预防产生热裂的措施:实际浇注系统时应避免局部过热,减少内应力.模具及型芯斜度必须保证在2°以上,浇冒口一经凝固即可抽芯开模,必要时可用砂芯代替金属型芯.控制涂料厚度,使铸件各部分冷却速度一致.根据铸件厚薄情况选择适当的模温.细化合金组织,提高热裂能力.改进铸件结构,消除尖角及壁厚突变,减少热裂倾向.5疏松预防产生疏松的措施:合理冒口设置,保证其凝固,且有补缩能力.适当调低金属型模具工作温度.控制涂层厚度,厚壁处减薄.调整金属型各部位冷却速度,使铸件厚壁处有较大的激冷能力.适当降低金属浇注温度.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝件铸造工艺流程
铝件铸造工艺流程主要包括模具制造、熔炼、浇注、冷却、脱模、修整等环节。
一、模具制造
铝件铸造的第一步是制造模具。
模具是铸造过程中用于形成铝件外形的工具。
模具制造需要根据铝件的形状、尺寸、材质等要求进行设计和制造。
常用的模具材料有石膏、砂型、金属模具等。
在模具制造过程中,需要注意模具的精度和耐用性,以确保铸造出的铝件符合要求。
二、熔炼
铝件铸造的第二步是熔炼。
铝件铸造所使用的铝合金需要通过熔炼的方式得到。
熔炼需要使用熔炉,将铝合金加热到一定温度,使其融化。
在熔炼过程中,需要控制熔炉温度、铝合金成分和熔炉操作等因素,以确保铝合金的质量。
三、浇注
铝件铸造的第三步是浇注。
浇注是将熔化的铝合金倒入模具中的过程。
在浇注过程中,需要控制铝合金的温度和流动速度,以确保铝合金能够填满模具,并且不会出现气孔、缩孔等缺陷。
四、冷却
铝件铸造的第四步是冷却。
在铝合金倒入模具后,需要等待一定时间,让铝合金
冷却凝固。
在冷却过程中,需要控制温度和时间,以确保铝件能够完全凝固,并且不会出现变形、裂纹等缺陷。
五、脱模
铝件铸造的第五步是脱模。
在铝件完全凝固后,需要将铝件从模具中取出。
脱模需要注意铝件和模具的粘附情况,以避免铝件损坏。
六、修整
铝件铸造的最后一步是修整。
在铝件脱模后,需要对铝件进行修整,去除铝件表面的毛刺、气孔等缺陷,使其符合要求。
以上是铝件铸造的工艺流程,每个环节都需要严格控制,以确保铝件的质量和性能。