注射机型号及参数
注塑机的主要参数

注塑机的主要参数
注塑机的主要参数包括螺杆直径、注射容量(理论)、注射重量、注射压力、注射行程、螺杆转速、机筒加热功率、锁模力、拉杆内间距(水平×垂直)、允许模具厚度(最大、最小)、移模行程、模板开距(最大)、液压顶出行程、液压顶出力、液压顶出杆数量、油泵电机功率、油箱容积、机器尺寸(长×宽×高)、机器重量、最小模具尺寸(长×宽)、模具平行度等。
其中,螺杆直径是注塑机的重要参数之一,它决定了塑料在注塑过程中的流量和塑化能力。
注射容量是指注塑机在一次注射行程中能够注射的塑料体积,通常以克或盎司表示。
注射重量则是指每次注射时所注入模具中的塑料重量,通常以克为单位。
注射压力是指在注塑过程中,塑料通过螺杆进入模具腔体时所承受的压力。
注射压力的大小取决于塑料的种类、模具的结构和注塑机的型号等因素。
此外,注射行程是指注塑机在注射过程中,螺杆能够向前移动的最大距离。
螺杆转速是指在注塑过程中,螺杆的旋转速度,通常以转/分或转/秒表示。
机筒加热功率是指注塑机加热系统对塑料进行加热所需的功率。
锁模力是指注塑机在锁模过程中能够施加的最大压力,以保证模具紧密闭合,防止塑料溢出。
以上参数的选择将直接影响注塑机的性能和生产效率,因此在实际使用中需要根据具体的生产需求和材料特性进行选择和调整。
各机型技术参数对照
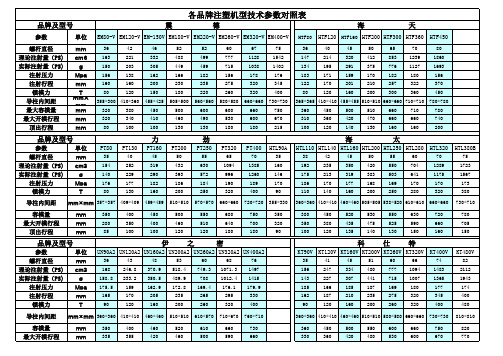
KT90V KT120V KT160V KT200V KT260V KT320V
66 1094 1007 180 320 320 660 600 180
KTቤተ መጻሕፍቲ ባይዱ80V
82 2112 1943 174 400 480 810*810 820 770 250
360*360 410*410
460*460 460 420 140
海
PT320
65 1094 996 190 320 660*660 680 640 180
太
HTL320
70 1289 1175 170 320 660*660 720 660 160
PT80 PT130 PT160 参数 单位 35 40 45 螺杆直径 mm 154 252 319 理论注射量(PS) 理论注射量(PS) cm3 140 229 290 实际注射量(PS) 实际注射量(PS) g 176 177 182 注射压力 Mpa 80 130 160 锁模力 T 导柱内间距 mm×mm 357*357 409*409 459*459 350 400 450 容模量 mm 280 350 400 最大开模行程 mm 85 100 100 mm 顶出行程
各品牌注塑机型技术参数对照表
品牌及型号 震 德
HTF80 36 147 134 183 122 80 360 310 100 40 214 195 171 170 120 450 360 120 45 320 291 159 201 160 500 420 140
海
50 412 375 170 210 200 510 470 130 65 853 776 182 257 300 660 660 160
文档
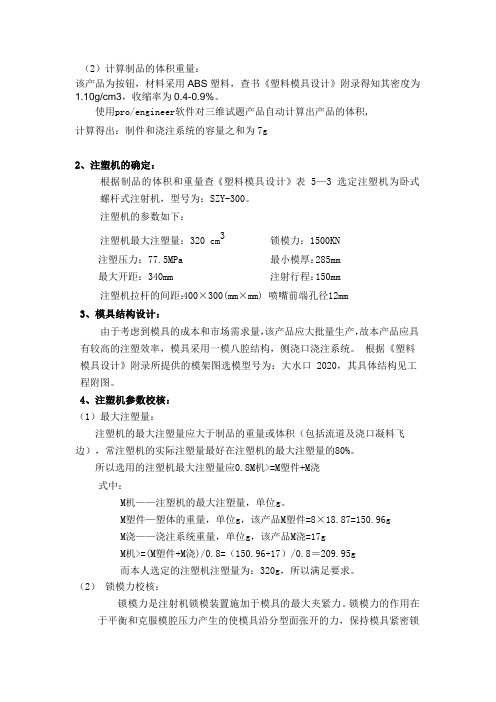
(2)计算制品的体积重量:该产品为按钮,材料采用ABS塑料,查书《塑料模具设计》附录得知其密度为1.10g/cm3,收缩率为0.4-0.9%。
使用p ro/engineer 软件对三维试题产品自动计算出产品的体积,计算得出:制件和浇注系统的容量之和为7g2、注塑机的确定:根据制品的体积和重量查《塑料模具设计》表 5—3 选定注塑机为卧式螺杆式注射机,型号为:SZY-300。
注塑机的参数如下:注塑机最大注塑量:320 cm 3锁模力:1500KN注塑压力:77.5MPa 最小模厚:285mm最大开距:340mm 注射行程:150mm注塑机拉杆的间距:400×300(mm×mm) 喷嘴前端孔径12mm3、模具结构设计:由于考虑到模具的成本和市场需求量,该产品应大批量生产,故本产品应具有较高的注塑效率,模具采用一模八腔结构,侧浇口浇注系统。
根据《塑料模具设计》附录所提供的模架图选模型号为:大水口 2020,其具体结构见工程附图。
4、注塑机参数校核:(1)最大注塑量:注塑机的最大注塑量应大于制品的重量或体积(包括流道及浇口凝料飞边),常注塑机的实际注塑量最好在注塑机的最大注塑量的80%。
所以选用的注塑机最大注塑量应0.8M 机>=M 塑件+M 浇式中:M 机——注塑机的最大注塑量,单位g。
M 塑件—塑体的重量,单位g,该产品M塑件=8×18.87=150.96gM 浇——浇注系统重量,单位g,该产品M浇=17gM 机>=(M 塑件+M 浇)/0.8=(150.96+17)/0.8=209.95g而本人选定的注塑机注塑量为:320g,所以满足要求。
(2)锁模力校核:锁模力是注射机锁模装置施加于模具的最大夹紧力。
锁模力的作用在于平衡和克服模腔压力产生的使模具沿分型面张开的力,保持模具紧密锁和,防止溢料。
注射机锁摸力与模腔压力的关系可用下式表示:F0 ≥K.P 模.A F0——注射机锁模力; K——安全系数,一般取1.1~1.2;——塑件和浇注系统在分型面上的投影之和;F 锁机>K.P 模.A=1.1×20×19.79=435.38KN本人选定的注塑机为:1500,满足要求。
海天注塑机详解

1.压缩比(i):小的压缩比有利于提高塑化能力,但剪切塑化效果则较差,对背压调节反映却 比较敏感,相对于挤出螺杆相比,注射螺杆的压缩比取用得比较小,这样螺杆具有较高的 塑化能力和较强的加工适应性。
i=0.93h1/h3
若h1/h3=2,则实际压缩比为1.86。结晶型2.5~2.6;非结晶型2.2~2.3
X86板:负责数据存储、运算、显示 红灯闪烁表示X86板工作正常
IO板:数字量输入输出
PB板:数字量输入 公共点HCOM 近接开关NPN
PC板:数字量输出 公共点H24V 功率放大、隔离
注射
合模
模拟量输入 托模
注射位置尺 合模位置尺 托模位置尺
电子尺零位:关模到底、托退到底 注射到底、座退到底
位置有效区:设备正常工作时,所允许的动作实际位 置和设定位置差值的范围
海天注塑机介绍与解析
提纲
• 海天注塑机型号简介 • 海天注塑机机械部分 • 海天注塑机电气部分 • 海天注塑机液压部分 • 海天注塑机伺服节能系列
(常熟、张家港)营销中心 联系人:胡先生 电话: 欢迎来电致函咨询交流!
海天注塑机新命名
天润ME系列:长飞亚高端全电动 天锐VE系列:长飞亚全电动 天隆MA系列:伺服节能注塑机 天虹JU系列:两板机系列 天翔 SA系列:普通液压机 天骏 UR系列:高速机 预留平台 天剑PL系列
驱动器
伺服电机 编码器
负载 传感器
海天伺服节能注塑机的节能原理
• 电机本体节能:输出同样功率,伺服电机比普 通电机节能10%以上;
• 液压系统节能:注塑机的功率W=k×P×F (k: 系数;P:系统压力;F:动作流量或速度)。普 通注塑机由于采用定量泵,F一直为100%。MA 的F为实际值。如某一动作,压力100 bar,流 量60%,则MA做功部分耗电是普通机的60%。
注塑机基本参数表
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
A4 2003 IS350GS-19A
350 东芝
311709 M0310002 730*730
/
min300 950 ### 125 ### 直压 659 628 cm3 ∮50 20 ∮ 4.0 320 2765 325 100 2 普通 JIS CYWS-900G
700 恩格尔
165354
1025*930
/
450-950 ### ### 250 ### 直压 2871 2734 cm3 ∮90 20 ∮ 5.5 430 2180 496 120 2 加硬 JIS CYWS-1200GⅡ 140kw/250A 56 131 100 140 1000 8.78*3.0*2.45 110 7 1420*1420 90
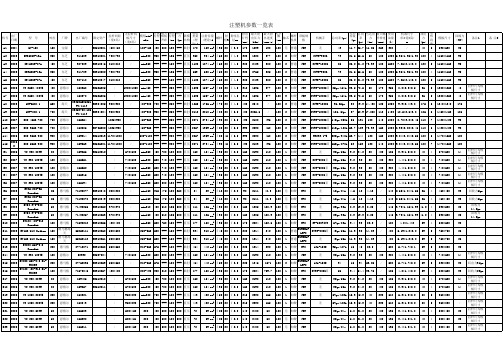
注塑机参数一览表
机号
出厂 日期
A1 2004
型号 HV-150
吨位 厂牌 150 宝源
出厂编号 /
固定资产
拉杆间距 (宽*高)
无拉杆机 板尺寸
(宽*高)
开模 最大 顶出 锁模 模厚min- 行程 模板 行程 力 锁模
max (mm 开距 (mm (kn 结构 ) (mm ) )
射出 重量 (理 论)g
14
拉杆尺为模 板尺寸
B2 2007 VC 330/120TE
120 恩格尔
165551
/
740*680 min300 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
Smart SY-01注射泵产品手册说明书

目录第一章主要技术及功能 (3)1.1产品概述 (3)1.2命名规则 (3)1.3阀头选型 (4)1.4注射泵进样精度和进样量计算 (5)1.5注射泵结构和进样器安装方式 (5)1.6设备端口定义 (7)1.6.1接线示意图 (7)1.7注射泵基本参数 (9)第二章注射泵控制代码说明 (10)2.1概述 (10)2.2安装调试 (10)2.3命令格式说明及描述 (10)2.3.1设备控制指令(“运行指令”) (10)2.3.2查询设备内部参数指令(“查询指令”) (12)2.3.3设备内部参数设定指令(“工厂指令”) (14)第三章简易故障排查 (16)第四章技术服务 (17)第一章主要技术及功能1.1产品概述Smart SY-01注射泵是南京润泽流体控制设备有限公司研发的高精度微量注射泵系列中的最新一员。
可以选配各种分配阀和注射器来满足大部分用户对高精度移液的需求。
可以多个泵一起串联起来使用。
Smart SY-01注射泵优异的性能为用户的研发和应用提供了保证和达到预期的目的。
1.2命名规则型号参数如下:举例:M03阀头12000控制步数的注射泵,命名为:ZSB-SY01-30-M03-1SY01注射器选配的型号只有进口注射器可以选配(进样器行程30mm)1.3阀头选型阀头型号:M01流路控制:Y型流路(C-1相通/1-2相通/C-2相通)触液材质:PCTFE/蓝宝石阀头型号:M02流路控制:T型流路(C-1-2相通/C-1相通/1-2相通/C-2相通)触液材质:PCTFE/蓝宝石阀头型号:M03流路控制:分配型流路(C-1相通/C-2相通/C-3相通)过液材质:PCTFE/蓝宝石阀头型号:M04流路控制:单选型流路(C-1相通/1-2相通/2-3相通/C-3相通)触液材质:PCTFE/蓝宝石阀头型号:M05流路控制:双通型流路(C-1/2-3相通,C-3/1-2相通)触液材质:PCTFE/蓝宝石阀头型号:M06流路控制:分配型流路(C端口选择性连通1-6号端口)触液材质:PCTFE/蓝宝石阀头型号:M10流路控制:分配型流路(C端口选择性连通1-9号端口)触液材质:PCTFE/蓝宝石1.4注射泵进样精度和进样量计算例一:以5ml进样器(行程30mm)的单步精度即分辨率为例,如下:5ml=5000µl30mm=12000步5000µl÷12000步=0.4167µl/步(备注):注射泵走一步所对应的容量为0.4167µl/步,即也是5ml进样器的最小分辨率。
注射机参数及型号表示共37页文档

6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不 幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 克思
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
海天注塑机86T至1000T各机型参数
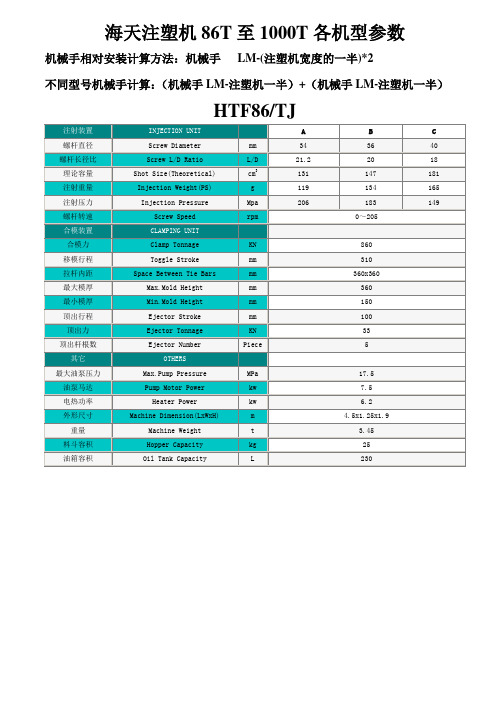
海天注塑机86T至1000T各机型参数机械手相对安装计算方法:机械手LM-(注塑机宽度的一半)*2不同型号机械手计算:(机械手LM-注塑机一半)+(机械手LM-注塑机一半)HTF86/TJHTF120J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 36 40 45 螺杆长径比Screw L/D Ratio L/D 23.3 20 18.7 理论容量Shot Size(Theoretical) cm3173 214 270 注射重量Injection Weight(PS) g 157 195 246 注射压力Injection Pressure Mpa 197 160 126 螺杆转速Screw Speed rpm 0~195合模装置CLAMPING UNIT合模力Clamp Tonnage KN 1200移模行程Toggle Stroke mm 350拉杆内距Space Between Tie Bars mm 410x410最大模厚Max.Mold Height mm 430最小模厚Min.Mold Height mm 150顶出行程Ejector Stroke mm 120顶出力Ejector Tonnage KN 33顶出杆根数Ejector Number Piece 5 其它OTHERS最大油泵压力Max.Pump Pressure MPa 16油泵马达Pump Motor Power kw 11电热功率Heater Power kw 9.75HTF160J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 40 45 48 螺杆长径比Screw L/D Ratio L/D 22.5 20 18.8 理论容量Shot Size(Theoretical) cm3253 320 364 注射重量Injection Weight(PS) g 230 291 331 注射压力Injection Pressure Mpa 202 159 140 螺杆转速Screw Speed rpm 0~175合模装置CLAMPING UNIT合模力Clamp Tonnage KN 1600移模行程Toggle Stroke mm 420拉杆内距Space Between Tie Bars mm 455x455最大模厚Max.Mold Height mm 500最小模厚Min.Mold Height mm 180顶出行程Ejector Stroke mm 140顶出力Ejector Tonnage KN 33顶出杆根数Ejector Number Piece 5 其它OTHERS最大油泵压力Max.Pump Pressure MPa 17.5油泵马达Pump Motor Power kw 15电热功率Heater Power kw 9.75HTF200J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 45 50 55 螺杆长径比Screw L/D Ratio L/D 22.2 20 18.2 理论容量Shot Size(Theoretical) cm3334 412 499 注射重量Injection Weight(PS) g 304 375 454 注射压力Injection Pressure Mpa 210 170 141 螺杆转速Screw Speed rpm 0~165合模装置CLAMPING UNIT合模力Clamp Tonnage KN 2000移模行程Toggle Stroke mm 470拉杆内距Space Between Tie Bars mm 510x510最大模厚Max.Mold Height mm 510最小模厚Min.Mold Height mm 200顶出行程Ejector Stroke mm 130顶出力Ejector Tonnage KN 62顶出杆根数Ejector Number Piece 9 其它OTHERS最大油泵压力Max.Pump Pressure MPa 17.5油泵马达Pump Motor Power kw 18.5电热功率Heater Power kw 14.25这个图跟我看过的宝源机的顶棍孔差不多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项 目
xs-z 30/25 xs-z 60/50 xs-zy 60/40 xs-zy 125/90 xs-zy 250/180 xs-zy 250/160 xs-zy
350/250
螺杆直径/mm
30 40 35 42 50 50 55
注射容量/cm3
30 60 60 125 250 250 350
注射重量/g
27 55 55 114 228 228 320
注射压力/mpa
116 120 135 116 147 127 107
注射速率/(g.s-1)
38 60 70 72 114 134 145
塑化能力
/(kg.h-1)
13 20 24 35 55 55 70
注射方式 柱塞式 柱塞式 螺杆式 螺杆式 螺杆式 螺杆式 螺杆式
锁模力/kn
250 500 400 900 1800 1600 2500
移模行程/mm
160 180 270 300 500 350 260
拉杆间距/mm
235 190×300 330×300 260×290 295×373 370×370 290×368
最大模厚/mm
180 200 250 300 350 400 400
最小模厚/mm
60 70 150 200 200 200 170
合模方式 肘杆 肘杆 液压 肘杆 液压 肘杆 肘杆
顶出行程/mm
140 160 70 180 90 220 240
顶出力/kn
12 15 12 15 28 30 35
定位孔径/mm
55 55 80 100 100 100 125
喷嘴移出量/mm
10 10 20 20 20 20 20
喷嘴球半径/mm
10 10 10 10 18 18 18
系统压力/mpa
6 6 14.2 6 6 6.8 6
电动机功率/kw
5.5 11 15 15 24 39 24
加热功率/kw
2.2 2.7 4.7 5 9.8 6.7 10
外形尺寸
(l×w×h)/(m×m×
m)
2.4×0.8×1.5 3.5×0.9×1.6 3.3×0.9×1.6 3.4×0.8×1.6 4.7×1×4.5 5×1.3×1.9 4.7×4×1.
8
重量/t
1 2 3 3.5 4.5 6 7
目
xs-zy 500/350 xs-zy
500/200
xs-zy 1000/450 xs-zy 1000/550 xs-zy 2000/600 xs-zy 3000/630 xs-zy
4000/10
00
螺杆直径/mm
65 65 85 100 110 120 130
注射容量/cm3
500 500 1000 1000 2000 3000 4000
注射重量/g
455 455 910 910 1820 2730 3640
注射压力/mpa
102 132 118 118 108 113 125
注射速率
/(g.s-1)
168 168 303 325 455 718 910
塑化能力
/(kg.h-1)
80 110 125 180 195 245 290
注射方式 螺杆式 螺杆式 螺杆式 螺杆式 螺杆式 螺杆式 螺杆式
锁模力/kn
3500 2000 4500 5500 6000 6300 10000
移模行程/mm
500 500 700 700 750 1120 1100
拉杆间距/mm
540×440
540×440 650×550 650×550 760×700 900×800 1050×9
50
最大模厚/mm
450 440 700 700 800 960 1000
最小模厚/mm
300 240 300 300 500 400 250
合模方式 肘杆 液压 液压 液压 肘杆 液压 液压
顶出行程/mm
100 128 190 190 125 200 150
顶出力/kn
58 41 95 95 120 110 160
定位孔径/mm
180 160 150 225 198 225 300
喷嘴移出量
/mm
30 30 30 30 25 30 50
喷嘴球半径
/mm
18 20 18 18 18 18 18
系统压力/mpa
6 13.6 13.6 13.6 13.6 13.6 13.6
电动机功率/kw
29.5 41 64 62.5 103 137 182
加热功率/kw
14 17 16.5 18 21 40 45.4
外形尺寸
(l×w×h)/(m×m×m) 6.5×1.3×2 6×1.5×2
7.7×1.8×2.4 7.4×1.7×24 10.9×1.9×3.5 11×2.9×3.2 14×2.4×
2.9
重量/t
12 9 20 25 37 50 65