线材标准
绞距Lay垂直耐燃试验VW-1
多条铜线导体资料
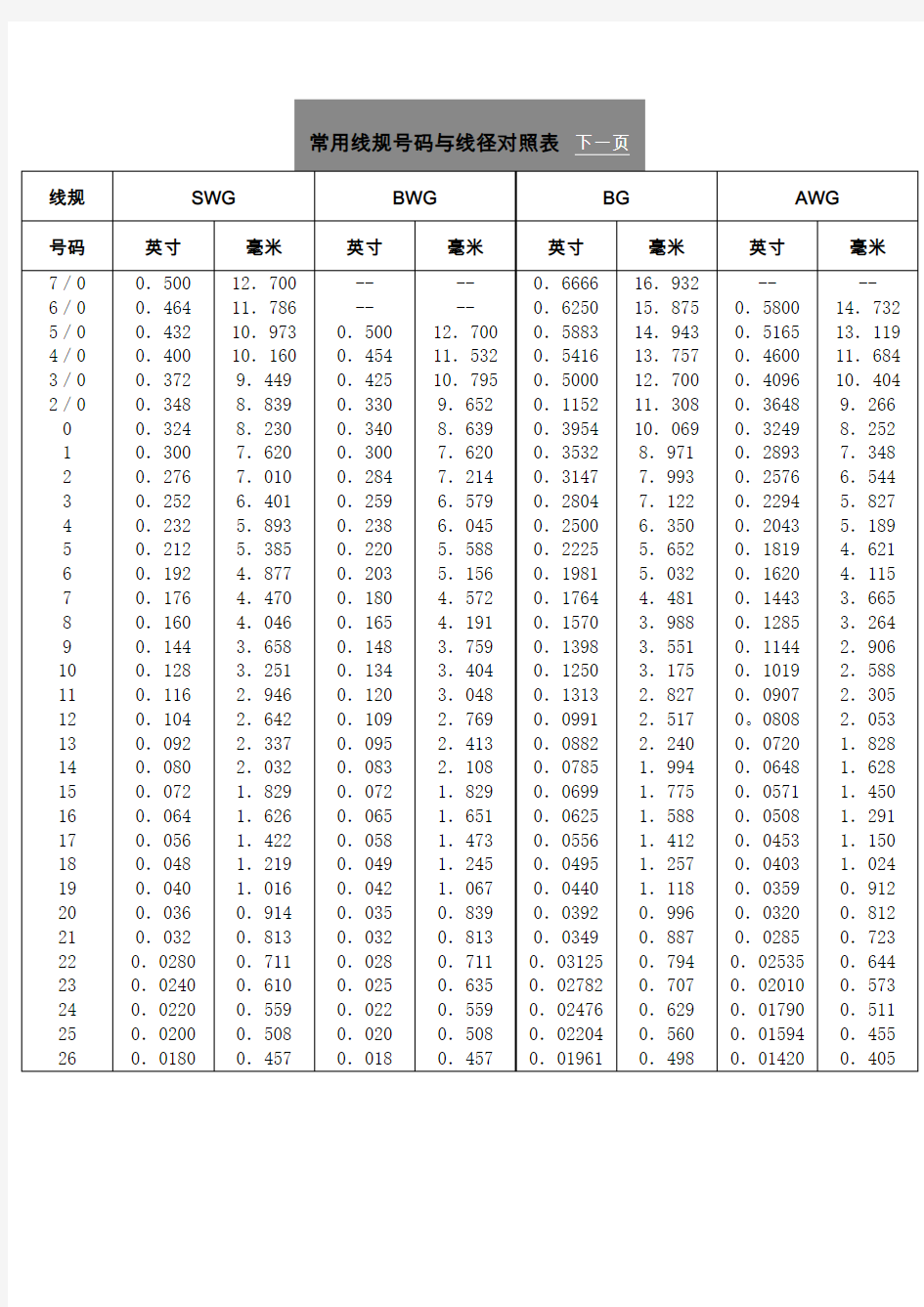
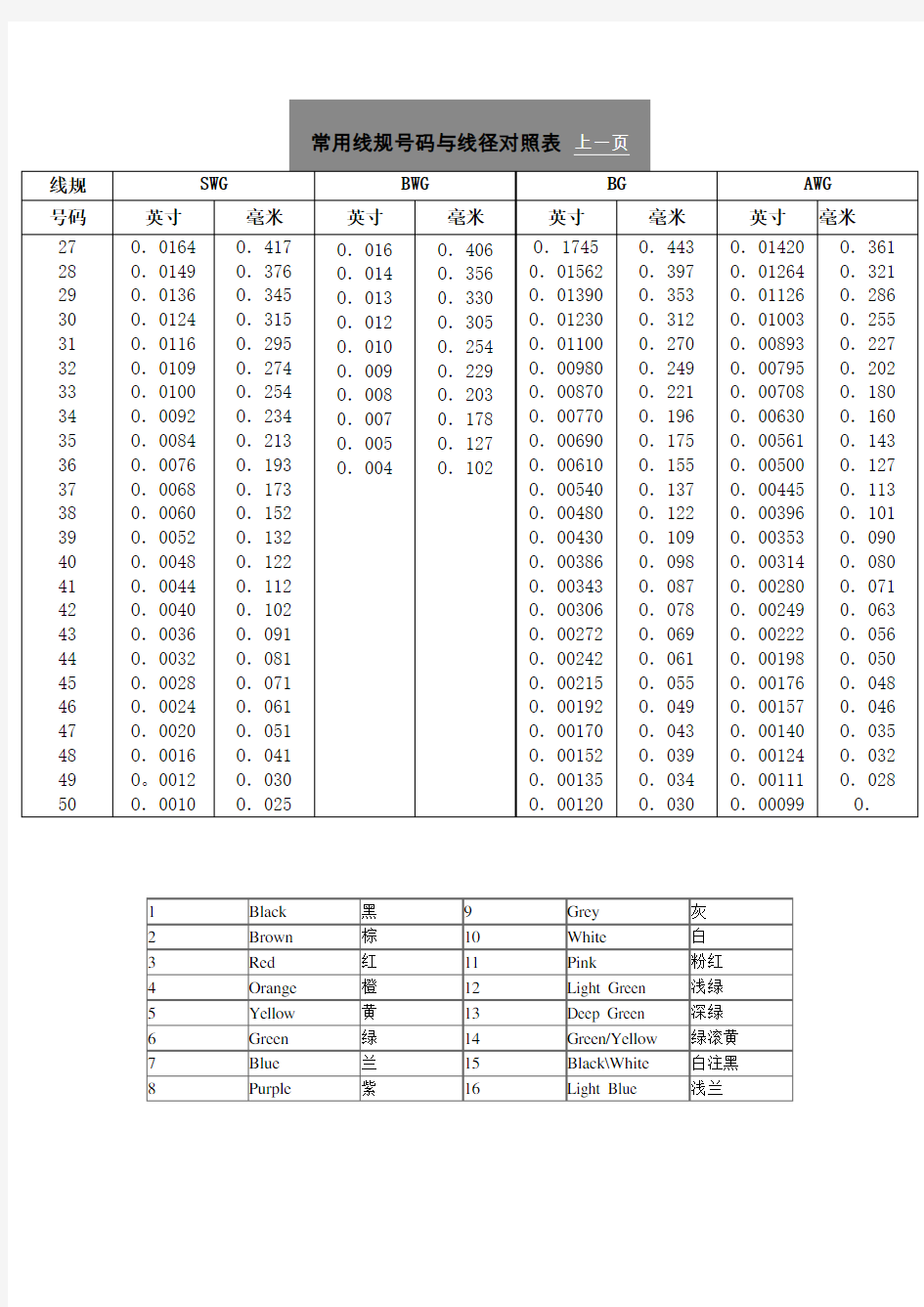
常用线材规格值对照表
序号品牌外被材质线规导体结构导体直径线材外径额定电压额定温度导体电阻允载电流备 注 1LTK NHFR3302 32#7/0.080.240.56±0.0530V105℃597ohm/㎞ 1.3±0.3A常规线 2LTK NHFR3302 30#7/0.100.300.55±0.0530V105℃381ohm/㎞ 2.3±0.3A特制线 3LTK NHFR3302 30#7/0.100.300.70±0.0530V105℃381ohm/㎞ 2.3±0.3A常规线 4LTK NHFR3302 28#7/0.1270.380.85±0.0530V105℃239ohm/㎞ 3.0±0.3A常规线 5LTK NHFR3302 28#7/0.1270.380.70±0.0530V105℃239ohm/㎞ 3.0±0.3A配小端子特制线6LTK NHFR3302 28#19/0.080.380.60±0.0530V105℃239ohm/㎞ 3.0±0.3A配小端子特制线7LTK NHFR3302 26#7/0.160.480.88±0.0530V105℃150ohm/㎞ 4.0±0.4A常规线 8LTK NHFR3302 26#7/0.160.48 1.00±0.0530V105℃150ohm/㎞ 4.0±0.4A特制线 9LTK NHFR3302 24#11/0.160.61 1.00±0.0530V105℃94.2ohm/㎞ 5.3±0.4A 10LTK NHFR3302 22#17/0.160.76 1.30±0.0530V105℃59.4ohm/㎞7.2±0.4A 11LTK NHFR3302 20#26/0.160.94 1.50±0.0530V105℃36.7ohm/㎞9.4±0.5A 12大碌FEP10064 32#19/0.050.240.41±0.0530V105℃450ohm/㎞ 1.30±0.3A 13大碌FEP10064 28#7/0.1270.300.65±0.0530V105℃220ohm/㎞ 2.10±0.3A 14大碌FEP10064 26#7/0.160.480.70±0.0530V105℃220ohm/㎞ 3.15±0.3A 15成佳FEP10064 32#7/0.080.240.38±0.0530V105℃613ohm/㎞ 1.30±0.3A 16成佳FEP10065 30#7/0.10.300.5±0.0530V105℃318ohm/㎞ 1.70±0.3A 17成佳FEP10064 28#7/0.120.380.65±0.0530V105℃232ohm/㎞ 2.10±0.3A 18成佳FEP10064 26#7/0.160.480.70±0.0530V105℃150ohm/㎞ 3.15±0.3A 19丰泰FEP10064 28#7/0.120.380.65±0.0530V105℃232ohm/㎞ 2.10±0.3A 20丰泰FEP10064 26#7/0.160.480.60±0.0530V105℃150ohm/㎞ 3.15±0.3A 21LTK PVC1007 30#7/0.100.30 1.12±0.05300V80℃354ohm/㎞ 2.3±0.3A 22LTK PVC1007 28#7/0.1270.38 1.20±0.05300V80℃223ohm/㎞ 3.0±0.3A 23LTK PVC1007 26#7/0.160.48 1.30±0.05300V80℃139ohm/㎞ 4.0±0.5A 24LTK PVC1007 24#11/0.160.61 1.43±0.05300V80℃88.9ohm/㎞ 5.3±0.5A 25LTK PVC1007 22#17/0.160.76 1.58±0.05300V80℃57.5ohm/㎞7.2±0.5A 26LTK PVC1007 20#26/0.160.94 1.76±0.05300V80℃36.7ohm/㎞9.4±0.7A 27LTK PVC1007 18#41/0.16 1.18 2.00±0.05300V80℃23.3ohm/㎞12.5±0.7A
线材检验标准
目的 为使本公司的检验标准与客户检测标准一致,从而使产品品质符合客户要求而制订此标准 适用范围 本标准规定了塑胶件通用检查标准,本标准适用于公司所使用的塑胶/橡胶件产品。 缺陷定义 结疤:局部熔注点没有完全熔合在一起形成疤痕形状 硬划痕(有感划痕):由于硬物摩擦而造成样品表面有深度的划痕。 细划痕(无感划痕):指样品表面没有深度的划痕。 烫伤:线材表面绝缘层因受局部高温而受伤 破皮:线材表面绝缘层因外力受损 露铜:线材表面绝缘层因外力受损, 露线芯:线与端子相连处露出线芯 变形:线材/端子因外力不符合标准要求 断裂:线材横截面裂开部分线芯断掉 翘皮:表面层变形并起皮 脱离:组装的端子与线芯分离。 色差:产品表面呈现出与封样件的颜色差异 模糊/断线;丝印不良致丝印线条和图案粗细不均,模糊不清,字线局部不相连 错位:多芯线位置方向错误 压伤:表面受向下压力受伤或线芯压扁 气泡:塑料内部的隔离区使其表面产生圆形的突起或涂层覆盖部分气体在烘烤时产生的泡状凸起缺陷 毛边:线材的边缘或结合线处线性凸起(通常为成型不良所致) 烧焦/发黄:指局部温度过高而在线材表面留下的发黄或碳化的痕迹;电镀在过高电流下形成的颜色黑暗、粗糙、松散等质量不佳的沉积物,其中常含有氧化物或其他杂质 缺胶:因注射压力不足或模腔内排气不良等原因,使熔融胶料无法到达模腔内某一角落而造成的射胶不足现象。 检验条件: 照明条件:日光灯600~800LUX 目光与被测物距离:30~45CM 灯光与被测物距离:100CM以內 检查角度:以垂直正视为准±45度 检测工具:卡尺、千分尺、直尺、卷尺、综合线测试仪、万用电表等 参考资料:依据国际检验标准AQL,MIL-STD-105EⅡ级单次抽样方案,致命缺陷(CR)AQL:0.致命缺陷(CR)AQL:0. 065;严重缺陷(MAJ)AQL:;轻微缺陷(MIN)AQL:。 5 .0判定标准 外观 注:外观五金配件可以参照《五金通用检验标准》塑胶件配件参照《塑胶通用检验标准》,线的规格型号、实物与 图纸/样品相符,颜色与样品/工程图纸相符 尺寸:线外、内径、长度、浸锡长度、端子(长、宽、高)与标准尺寸相符。
最新UL线材标准规格汇编
UL线材标准规格 UL1007,300V 80°,电子线32AWG -16AWG ,单根或者裸铜,镀锡铜丝,标准UL758 -。电子电器设备内部连接线, UL1015,600V 105°电子线32AWG -10AWG ,单根或者裸铜,镀锡铜丝,标准UL758 。电子电器设备内部连接线, UL1032 ,1000V 90°电子线30AWG -4AWG ,单根或者裸铜,镀锡铜丝,标准UL758 。电子电器设备内部连接线 UL1061,300V 80°电子线30AWG -16AWG ,单根或者裸铜,镀锡铜丝,标准UL758 。电子电器设备内部连接线 UL1185,300V 80°单芯屏蔽线,30-4AWG 单根或者裸铜,镀锡铜丝,用于录放音系统,电子电路等 UL1429,150V 80°交联PVC 线30-16AWG ,单根或者裸铜,镀锡铜丝标准UL758 电子电器设备内部连接线 UL1430,300V 105°交联PVC 线30-16AWG ,单根或者裸铜,镀锡铜丝标准UL758 电子电器设备内部连接线 UL1431 600V 105 交联PVC 线30-16AWG ,单根或者裸铜,镀锡铜丝标准UL758 电子电器设备内部连接线 UL1704,300V 150° 32-10AWG 镀银,镀锡,镀镍软铜丝,铁氟龙线航空冶金石油仪器仪表,变压器电机引出线 UL2096 多芯屏蔽电线 300V 80度30-16AWG 绞合裸铜,2-8芯,镀锡铜丝,电器电子内部连接器,UL758 UL2405 双芯屏蔽电线,300V 80度,30-16AWG 电脑,视听设备内部线 UL2464,300V 80°电脑线,无屏蔽,单屏蔽,双屏蔽,30AWG-18AWG 绞合裸铜,镀锡铜丝,电子电器内外部连接线 UL2468,300V 80°排线,30W AG-16AWG 单根,绞合铜丝,电器电脑内部连接线 UL2517/2464/20276-SSS,300V 105°28-16AWG 移动线缆,电子电器,通用线缆,机器人用线缆 UL2547,80°多芯屏蔽线缆80度,30-16AWG 2-3芯,录放音响电子系统 UL2651 排线300V 105度灰排彩排线,用于IDC 连接器配合PICH 2.54/2.0/1.27/1.0MM UL2678 A TA300V 105 度灰排线,用于ATA 连接器配合PICH 0.635MM UL2725,30V 80° 30-28AWG 2-13芯,用于2类系统视听电子设备内外部连接线 UL2835 30V 60度,屏蔽,无屏蔽,32-22AWG 用于2级电路电子设备内部连接线,游戏机线 UL2851 30V 80度 UL3854 30V 80度 UL2919,30V 80°低电压电脑线,1+4,3+4、5、6、7,,,RGB 显示器,电子计算机,商用计算机 UL2960 30V 60度低压电脑线 UL2969 30V 80度 UL20276,30V 80°多芯电脑线,25P 用于2类电子设备内外部连接线 UL3173 600V 125度无卤交联线电气设备内部连接线 UL3265 150V 125 度,无卤交联线,电子电器内部连接线 UL3266,300V 125°无卤交联线,32-10AWG 电子电器内部连接线 UL3271 600V 125度,无卤交联线,汽车或者电器、设备内部连接线 UL3275 无卤交联线,1000V 105度,电器设备内部连接线26AWG-9AWG UL3302 无卤交联线,30V105度电子电器内部2类电路连接线 UL3363 无卤加强交联线,300V 125度,电子电器设备内部连接线 UL3385 无卤交联线,300V 105 度电子电器内部连接线 UL3386 无卤交联线600V 105度电子电器内部连接线 UL20851 无卤HDMI 多媒体连接线 30V 80度, UL20855 无卤DVI 电缆 UL21088 无卤IEEE1394 高速介面链接线 CA T-3E 三类局部区域网络电缆 CA T-5E 超五类局部区域网络电缆 UTP/FTP/STP CA T-6E 超六类局部区域网络电缆 CA T-7 七类局部区域网络电缆 A V 汽车花线,0.5、0.75、0.85、1.25平方毫米 A VS 特薄心汽车花线 0.3、0.5、0.75、0.85、1.25、3.0、5.0平方毫米 A VSS 超薄型汽车花线0.3、0.5、0.85、1.25平方毫米
线材检验标准
线材检验标准 线材检验标准文件编号版本/修订发出部门生效日期页码总页数 本作业指导书为线材检验标准,为检验者提供检验方法、抽样方法、缺陷判定标准和所需仪器等。 一、所需仪器: 1、卡尺/卷尺; 2、线材综合测试仪; 3、耐压测试仪(CH332); 二、检验依据:样品、图纸、其它相关文件如:内部联络单、异常单等; 三、抽样标准:MIL-STD-105E(II)正常水准单次抽样,AQL:CR=0 MA= MI= 四、检验步骤: 1、当检验员收到货仓开出的《入库验收单》后,先填写《IQC来料检验报告》表头部份; 2、根据《入库验收单》上所注的待检物料,到物料待检区找到相应的物料,并核对物料外包装标识的内 容是否正确,包括来料名称、规格、型号、料号、数量、日期等; 3、检验来料所有包装是否整齐、无破损、变形,并评估外包装是否能对产品起到防护作用; 4、按照AQL表要求抽取相应数量的样本,采取分层抽样法或对角抽样法抽样; 5、抽完样本后,准备好样品; 6、上述工作完成后,开始用目视法检查物料外观是否符合要求,利用卡尺和卷尺测试材料重点尺寸。再 利用测试架和仪器测试线材的性能。最后取样按规格书要求进行试验(拉力、摇摆、盐雾、高压)。所 有检验项目完成后,填写完整《IQC来料检验报告》,对综合结果进行判定,如合格则在《IQC来料检 验报告》上签名,交IQC组长确认,并在《入库验收单》上的合格项打,然后在物料外箱上盖IQC PASS 章。如检验结果不合格则填写《物料收货/验货不合格报告表》与《纠正预防措施-8D报告》,交于IQC 组长上报做MRB处理,并在不良品上做好标示,隔离。根据MRB结果,在物料外箱上贴上特采、筛选、
线材规格知识表
线材规格,线材规格表 线材规格相关参数: ★额定温度:80°C 额定电压:300V ★标准:UL758,UL1581及CSA C22、2 ★导体使用32-16AWG单根或绞合裸铜或镀锡铜线★通过UL VW-1及CSA Ft1垂直耐燃测试 ★无铅聚氯乙烯尽缘 ★尽缘厚度均匀,方便剥皮及剪裁 线材规格表(图一)
线材规格表(图二 ) 相关文章 ·套筒规格,套筒规格表 ·螺钉规格,螺钉规格表 ·铣刀规格,铣刀规格表 ·膨胀螺栓规格,膨胀螺栓规格表 ·螺帽规格,螺帽规格表 ·I型六角开槽螺母规格 ·方斜垫圈规格表 ·外舌止动垫圈规格 ·级高强螺栓规格 ·压铆螺母规格,压铆螺母标准 ·六角承孔头螺丝规格表 ·螺栓规格,螺栓的规格 上一篇:膨胀螺栓规格,膨胀螺栓规格表下一篇:铣刀规格,铣刀规格表收录时间:2011年02月16日 20:44:49 来源: 作者: 点击: 次
UL1185电子线 规格型号:UL1185 浏览数:249 产品描述: 说明: .导体:30-4AWG缠绕屏蔽线 .额定温度:80℃ .额定电压:300V .可通过UL VW-1垂直耐燃测试 .工作温度:-20℃~80℃上海日宇电子器材有限公司
UL2468并排线低铅低镉并排线列表 导体绝缘电气特性包装包装 线号导体构造导体直径芯数厚度间距外径 导体电阻 (Ω/KM) 耐电压米/卷 2 3 4 5 267*61500305 7 8 23 3 2411*461500305 5 69 2 3 2217*4551500305 59 6 UL2464表 Conductor 导体 Insulation Diameter Core number Single Shield 单层屏蔽 Double Shield 双层屏蔽 线号线数/线径绝缘线径芯线数Shield OD (MM)Shield OD (MM)
线材与端子拉拔力标准
线材端子拉拔力检验标准 目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 相关文件 產品的測量和監控控制程序 不合格品控制程序 文件控制程序 質量記錄控制程序 主要職責 品保課負責制定、評價和更新本作業指導書,並監督執行; 品保課PQC嚴格按本標準進行檢驗; 各相關部門是本文件的支持部門。 設備/工具 显微镜、拉拔力计、卡尺 标准内容 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺 破胶皮、端子变形、端子损伤等不良 再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 最后测试端子拉拔力 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 以上测试每次2EA 若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 拉拔力标准: 端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM) 拉拔力(KG) UL1007 (#22) 0041 0088 0107
0275 0294 0295 UL1007 (#24) 0202 073-092 0203 0274 0297 0033 0028 UL1007 (#26) 0067 -- 0170 --- 0136 -- 0046 -- 0046 M762 - 0048(合打) 0048(單打) 0068 0076地线 0055 -- 0090 --- 0095 --- 0119 Wire 端子壓芯高度宽度拉拔力UL1007 (#28) 0067(合打)-- 0067(单打) 0067 061 -- 0068 地线
线材检验规范
深圳市科陆电子科技股份有限公司质量体系工作文件 CL/WP-ZL-059 线材检验规范 (A0版) 编写:日期: 审核:日期: 批准:日期: 受控状态: 深圳市科陆电子科技股份有限公司
1、目的 本检验规范为了进一步提高线材的质量,在线材进料时严格把关,特制定出适应本公司的线材检验标准,为线材检验提供科学、客观的方法。对于某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。 2、适用范围 本检验规范适用于我司对外所有采购之线材的检验及验收。 3、参照文件 本检验规范参照《IQC作业操作规程》、《原材料外观检验规范》等。 4、内容 4.1检验工具 卡尺、卷尺、介刀、烙铁、锡线、万用表、CL6013、耐压测试仪、绝缘电阻测试仪、测试工装。 4.2术语 1)色差:与标准颜色的差异。 2)DB型端子:端子成D形。 3)手枪头:端头成手枪状,前插头可插入后插孔内。 4)品字头:端头成品字状,一般为电源线插头,符合国标(左L、右N、中地)要求。 4.3检验项目及检验方法 4.3.1外观 4.3.1.1外包装箱应规范、整洁,并具有产品标识,应无破损、污物等不良现象。 4.3.1.2产品标签清晰,内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。4.3.1.3线材表面清洁,无破损、污脏、缺芯、变形及其它机械损坏,颜色一致,并具有3C、额定温度、额定电压标识。 4.3.1.4连接端子不可有锈蚀、氧化现象;连接方式若为焊接式其焊点应饱满、光泽,连接方式若为压接式其压接片完损、线芯不可折断及外露。 4.3.1.5线芯无氧化、发黑现象,线芯若浸锡应均匀,多股时应不可散开。 4.3.2尺寸 4.3.2.1尺寸用卡尺或卷尺检测。用卡尺测量线材外护套尺寸、线芯绝缘层尺寸、线芯直径、连接端子尺寸、线头长度等,用卷尺测量线材总长度。 4.3.2.2试配。连接端子与其对应的端子进行试配。 4.3.3特性 4.3.3.1线材通断(定义):用万用表蜂鸣档对其两端进行测试,或用测试工装测试,或与整机连机测试,测试过程中用手按上、下、左、右各成45°轻摇线材之线与头连接处,上下、左右各5 次循环,测试不能出现INT(接触不良)现象。 4.3.3.2匹配互换性:采用相同型号规格的接线端子与其进行互换。 4.3.3.3线材每1M阻值R:用介刀截取1M长线材,用CL6013通入一定的电流I(通常<1mm2通3A,≥1mm2通10A=,通电1分钟,再用CL6013测其两端电压U,计算出每1M电阻值R=U/I。4.3.3.4耐压:用耐压测试仪进行测试,所加电压测试时间通常为1min。 4.3.3.5绝缘电阻:用绝缘电阻测试仪测试,其中绝缘电阻测试仪上所加电压约等于线材的额定电压。4.3.3.6可焊性:用30W烙铁加0.8mm2锡线对线头(焊接处)进行焊接,时间3~5S,要求浸锡覆盖
线材规格相关参数
线材规格相关参数: ★额定温度:80°C 额定电压:300V ★标准:UL758,UL1581及CSA C22、2 No.210.2 ★导体使用32-16AWG单根或绞合裸铜或镀锡铜线★通过UL VW-1及CSA Ft1垂直耐燃测试 ★无铅聚氯乙烯绝缘 ★绝缘厚度均匀,方便剥皮及剪裁 线材规格表(图一) 线材规格表(图二)
线材规格 - 一、美制电线标准:在硬件设计和线缆选型过程中,我们经常会碰到诸如 16AWG、 18AWG、 24AWG、 26AWG 等等表示电缆直径的方法。 线材规格导体绝缘最大导体电阻 型号线规线数/线径外径绝缘厚度导线外径 1007 30 7/0.1 0.3 0.41 1.12 354 1007 28 7/0.127 0.38 0.41 1.20 223 1007 26 7/0.16 0.48 0.41 1.30 139 1007 24 11/0.16 0.61 0.41 1.43 88.9 1007 22 17/0.16 0.76 0.41 1.58 57.5 1007 20 26/0.16 0.94 0.41 1.76 34.6 1007 18 41/0.16 1.18 0.41 2.00 23.3 1007 16 16/0.254 1.49 0.41 2.32 15.1 线材组成因需要的不同而多种多样,如果没有一个统一的判定标准,将很令人头疼。在UL758里就专门有对导体的规格标准的详述,它的标准为AWG,就是American W
ire Guage,中文意思是“美国线材规格”,也就是我公司所参照的标准。它把导体分为单铜(单条铜导体)和绞铜(多条铜导体绞合成的铜导体),单铜根据直径大小划分规格﹔绞铜根据截面积大小划分规格,如下表所示: UL758 线材规格标准 线材规格 (AWG) 单条导体直径 绞铜导体的截面 积 标准尺寸 Mils (mm) 最小尺寸 Mils (mm) 标准尺寸 Cmils (mm2) 最小尺寸 Cmils (mm2) 50 0.99 0.0251 0.98 0.025 0.980 0.000497 0.960 0.000486 49 1.11 0.0282 1.10 0.028 1.23 0.000624 12.1 0.000613 48 1.24 0.0315 1.23 0.031 1.54 0.000768 1.51 0.000765 47 1.40 0.0356 1.39 0.035 1.96 0.000993 1.92 0.000973 46 1.57 0.0399 1.55 0.029 2.46 0.00125 2.41 0.00122 45 1.76 0.0447 1.74 0.044 3.10 0.00157 3.04 0.00154 44 2.0 0.051 1.98 0.050 4.00 0.00203 3.92 0.00198 43 2.2 0.056 2.18 0.055 4.84 0.00245 4.74 0.00240 42 2.5 0.064 2.48 0.063 6.25 0.00317 6.13 0.003115 41 2.8 0.071 2.77 0.070 7.84 0.00397 7.68 0.00389 40 3.1 0.079 3.07 0.078 9.61 0.00487 9.42 0.00477 39 3.5 0.089 3.47 0.088 12.2 0.00621 11.9 0.00603 38 4.0 0.102 3.96 0.101 16.0 0.00811 15.7 0.00796 37 4.5 0.114 4.46 0.113 20.2 0.0103 19.8 0.0100
线材端子拉拔力检验标准
线材端子拉拔力检验标准 线材端子拉拔力检验标准 1.0目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯高度宽度拉拔力 Ul1007(#22) 333334000041 5.0 0 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00 UL1007 (#24) 333334000202 073-092 1.68-2.12 2.35 3.20 333334000203 0.68-0.87 2.18-2.32 2.70 3.50 333334000274 0.68-0.82 1.68-1.87 1.70 3.50 333334000297 0.73-0.84 1.23-1.37 1.44 2.50 333334000033 0.85-0.95 1.60-1.70 1.65 4.50
线材与端子拉拔力标准
线材端子拉拔力检验标准 1.0目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG) UL1007 (#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00 UL1007 (#24) 333334000202 073-092 1.68-2.12 2.35 3.20
线材可靠性测试检验标准
烨翔电子有限公司 可靠性测试标准 文件版本:B 拟定:Hwasin 审核: 批准: 日期:2013-05-16 文件编号:EGHR000007
可靠性测试检验标准 一机械测试标准 二.存储温度测试标准 A高温贮存试验 试验目的:检验产品在高温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到60±2℃,温度稳定后持续16小时,持续期满,立即进行试验后检测。 判定标准:通过基本功能测试;外观和结构正常。 B低温贮存试验 试验目的:检验产品在低温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到-20±2℃,温度稳定后持续16小时,持续期满,在正常大气条件下放置2H,放置期满,被测样线进行试验后的检查。 三.高低温测试标准 A低温工作试验 试验目的:检验产品在低温环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装,以正常位置放入试验箱内,使温度达到-20±3℃,温度稳定后,持续8小时,持续期满,进行产品测试后的检查。
判定标准:通过基本功能测试;外观和结构正常。 B高温工作试验 试验目的:检验产品在高温环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装、处于导通状态,以正常位置放入试验箱内,使温度达到+55±2℃,温度稳定后,持续8小时,持续期满,进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 C恒定湿热试验 试验目的:检验产品在恒定湿热环境条件下使用的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装,以正常位置放入试验箱内,使温度达到40±2℃,湿度达到 95%,持续96小时,持续期满,立即进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 D冷热冲击试验 试验目的:检验产品经受环境温度讯速变化的能力 试验设备:冷热冲击试验箱 试验样品:5SETS 试验内容:被测产品不包装,以正常位置放入试验箱内,高温为60℃,稳定温度保持时间为2小时,低温为-20℃,,稳定温度保持时间为2小时,转换时间不大于15秒,循环次数为12次(1循环周期为4小时),循环期满,在正常大气条件下放置2小时,放置期满,被检样线立即进行产品测试后的检查。 判定标准:产品外观和结构正常。功能、性能方面正常。 F温度循环试验 试验目的:检验产品在经受温度环境条件下逐渐变化的能力 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:导通状态下,按照-20℃温度放置1H,55℃放置1H,转换时间30min设置进行试验,共连续进行5次循环,试验结束后进行测试。 判定标准:通过基本功能测试;外观和结构正常。 G盐雾试验 试验目的:检验产品抗腐蚀性能 试验设备:盐水喷雾试验机 试验样品:5SETS 试验内容:1)盐溶液是用化学纯氯化钠和电阻率不低于5000欧母*CM蒸馏水或去离子水制成。用5份质量的氯化钠和95份质量的水,经过充分的混合,制成氯化钠含量为5±1%的盐溶液。 2)每次配制的盐溶液,温度在35℃时,经喷雾后的收集液,其PH值为6.5~7.2。允许用稀释后的化学纯盐酸或氢氧化钠调整PH值,检测PH值,可用酸度计或PH精密试纸。 3)试验有效空间内,任意一个位置的洁净收集器,连续收集的喷雾时间最少为12H,平均每小时在80CM2水平收集面积(直径约10CM)内,盐雾沉降量为1-2ML。 4)试验有效空间内的温度为35℃,试验样品连续喷雾的时间为8~48H,试验样品在试验箱内恢复到正常的试验大气条件下,直至试验样品到达稳定温度后检验外观和功能。 判定标准:产品的各项功能正常,外观/结构正常。 四.寿命测试标准 A 连接线寿命测试标准 试验目的:验证连接线在使用时摇摆的寿命 试验设备:摇摆测试仪 试验样品:5SETS 试验内容:被测样线不包装,处于通电状态,电线按4N的力度左右均匀摇摆45度2000次。每分钟45~55次,左摇摆、
线材检验标准
1.0 目的 为使本公司的检验标准与客户检测标准一致,从而使产品品质符合客户要求而制订此标准 2.0适用范围 本标准规定了塑胶件通用检查标准,本标准适用于公司所使用的塑胶/橡胶件产品。 3.0 缺陷定义 结疤:局部熔注点没有完全熔合在一起形成疤痕形状 硬划痕(有感划痕):由于硬物摩擦而造成样品表面有深度的划痕。 细划痕(无感划痕):指样品表面没有深度的划痕。 烫伤:线材表面绝缘层因受局部高温而受伤 破皮:线材表面绝缘层因外力受损 露铜:线材表面绝缘层因外力受损, 露线芯:线与端子相连处露出线芯 变形:线材/端子因外力不符合标准要求 断裂:线材横截面裂开部分线芯断掉 翘皮:表面层变形并起皮 脱离:组装的端子与线芯分离。 色差:产品表面呈现出与封样件的颜色差异 模糊/断线;丝印不良致丝印线条和图案粗细不均,模糊不清,字线局部不相连 错位:多芯线位置方向错误 压伤:表面受向下压力受伤或线芯压扁 气泡:塑料内部的隔离区使其表面产生圆形的突起或涂层覆盖部分气体在烘烤时产生的泡状凸起缺陷 毛边:线材的边缘或结合线处线性凸起 (通常为成型不良所致) 烧焦/发黄:指局部温度过高而在线材表面留下的发黄或碳化的痕迹;电镀在过高电流下形成的颜色黑暗、粗糙、松散等质量不佳的沉积物,其中常含有氧化物或其他杂质 缺胶:因注射压力不足或模腔内排气不良等原因,使熔融胶料无法到达模腔内某一角落而造成的射胶不足现象。 4.0检验条件: 4.1照明条件:日光灯600~800LUX 4.2 目光与被测物距离:30~45CM 4.3 灯光与被测物距离:100CM以內 4.4 检查角度:以垂直正视为准±45度 4.5 检测工具:卡尺、千分尺、直尺、卷尺、综合线测试仪、万用电表等 4.6参考资料:依据国际检验标准AQL,MIL-STD-105EⅡ级单次抽样方案,致命缺陷(CR)AQL:0.致命缺陷(CR)AQL:0. 065;严重缺陷(MAJ)AQL:0.65;轻微缺陷(MIN)AQL:1.5。 5 .0判定标准 注:外观五金配件可以参照《五金通用检验标准》塑胶件配件参照《塑胶通用检验标准》,线的规格型号、实物与 .
线材可靠性测试检验标准
精心整理 可靠性测试标准 文件版本:B 拟定:Hwasin 二.存储温度测试标准 A高温贮存试验 试验目的:检验产品在高温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS
试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到60±2℃,温度稳定后持续16小时,持续期满,立即进行试验后检测。 判定标准:通过基本功能测试;外观和结构正常。 B低温贮存试验 试验目的:检验产品在低温环境条件下贮存的适用性 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:被测产品不包装、不通电,以正常位置放入试验箱内,使试验箱温度达到-20±2℃,温度稳定后持续16小时,持续期满,在正常大气条件下放置2H,放置期满,被测样线进行试验后的检查。 试验内容:被测产品不包装,以正常位置放入试验箱内,使温度达到40±2℃,湿度达到95%,持续96小时,持续期满,立即进行产品测试后的检查。 判定标准:通过基本功能测试;外观和结构正常。 D冷热冲击试验 试验目的:检验产品经受环境温度讯速变化的能力 试验设备:冷热冲击试验箱 试验样品:5SETS 试验内容:被测产品不包装,以正常位置放入试验箱内,高温为60℃,稳定温度保持时间为2小时,低温为-20℃,,稳定温度保持时间为2小时,转换时间不大于15秒,循环次数为12次(1循环周期为4小时),循环期满,在正常大气条件下放置2小时,放置期满,被检样线立即进行产品测试后的检查。 判定标准:产品外观和结构正常。功能、性能方面正常。
F温度循环试验 试验目的:检验产品在经受温度环境条件下逐渐变化的能力 试验设备:恒温恒湿试验箱 试验样品:5SETS 试验内容:导通状态下,按照-20℃温度放置1H,55℃放置1H,转换时间30min设置进行试验,共连续进行5次循环,试验结束后进行测试。 判定标准:通过基本功能测试;外观和结构正常。 G盐雾试验 试验目的:检验产品抗腐蚀性能 试验设备:盐水喷雾试验机 试验样品:5SETS 用5 2 3 在80CM2 4 A 钟 BLED 断 120小时,断续点亮状态试验不少于10万次。 判定标准:长时间点亮寿命,试验时间不少于120小时,断续点亮状态试验不少于10万次。 C:电话线、网线插头吊重实验标准 实验目的:验证产品的插头铆压是符合业界标准的 实验设备:自动拉力计 实验样品:5PCS 实验内容:使用自动拉力计夹持住水晶头,另一端固定在自动拉力计的夹爪上,开启自动拉力计,以25mm±3/min之速度拉脱水晶头,所得之力必须大于6KG. 五表面处理试验 A附着力试验标准(喷涂表面) 试验目的:验证产品胶壳表面涂附面的附着能力
线材规格及方式
资料收集:刘志斌编辑:郑潮鑫试发行时间:2009年3月18号
目录 一、电线电缆的基础知识------------------------------------------------------------------- 4 1、电线电缆的含义---------------------------------------------------------------------------------------- 4 2、电线的种类---------------------------------------------------------------------------------------------- 4 3、生产电线电缆的原材料------------------------------------------------------------------------------- 4 4、基本名词------------------------------------------------------------------------------------------------- 5 5、电线的物理特性---------------------------------------------------------------------------------------- 5 6、电线的电气特性---------------------------------------------------------------------------------------- 5 7、电线电缆的基本测试方法---------------------------------------------------------------------------- 5 8、电线的规格的表示法---------------------------------------------------------------------------------- 9 9、电线生产的基本流程---------------------------------------------------------------------------------- 10 10、各流程的作业重点及品检重点--------------------------------------------------------------------- 10 11、各流程之技术要领及计算公式--------------------------------------------------------------------- 10 11-1、押出------------------------------------------------------------------------------------------------ 10 11-2、模具------------------------------------------------------------------------------------------------ 13 12、绞线----------------------------------------------------------------------------------------------------- 14 13、包纸----------------------------------------------------------------------------------------------------- 15 14、缠绕----------------------------------------------------------------------------------------------------- 16 15、编织----------------------------------------------------------------------------------------------------- 16 16、线材印字的意义-------------------------------------------------------------------------------------- 16 17、绝缘与外被-------------------------------------------------------------------------------------------- 17 18、外观检验要求----------------------------------------------------------------------------------------- 17 19、导体与芯线要求-------------------------------------------------------------------------------------- 17 20、电线铜线、绝缘外被耗用计算常用公式-------------------------------------------------------- 18 21、案例分析----------------------------------------------------------------------------------------------- 19 二、电线电缆加工工艺-------------------------------------------------------------------- 22 1、线材工艺流程----------------------------------------------------------------------------------------- 22 2、基础工艺------------------------------------------------------------------------------------------------ 22 3、端子压接工艺------------------------------------------------------------------------------------------ 25 3-1、端子压接区域---------------------------------------------------------------------------------------- 25 3-2、脱外皮------------------------------------------------------------------------------------------------ 26 3-3、压接-------------------------------------------------------------------------------------------------- 26 3-4、端子的保持力(拉力)----------------------------------------------------------------------------- 27 3-5、端子压接注意事项---------------------------------------------------------------------------------- 28 4、焊接工艺------------------------------------------------------------------------------------------------ 28 4-1、焊接原理--------------------------------------------------------------------------------------------- 28