HFW厚壁钢管生产线对头焊接设备的改造
色玛图尔固态高频电源在HFW钢管生产中的应用
目标 。 由于欧 美 国家工业 化程 度较 高和设 备 配套
性较 好 , 在整机 技 术 水平 和工 艺 方 面 与 国 内设 备 相 比仍有 较大 优 势 , 主要 体 现 在 设 备 配套 的水 冷 系统 、 能 化 控 制 、 度 一功 率 闭 环 控 制 系 统 等 智 速
a p iain i W te p p r d cin l e P a t ep o e h t W te pp r d c d a o t g i ̄ cin w li g p l t n HF s l ie p o u t i . r ci r v d t a HF s l i ep o u e d p i l t ed n c o e o n c e n nu o
频段 (0 4 0k z 主要 采用 M S E 。大容 量 、 10~ 0 H ) OF T 高频化 的固态 高频 电源 主要 应用 领域 是高 频焊 管
1 色玛 图尔 固态高频电源 的工作原理
色玛 图尔固态高频 电源采用 交 一直 一 变频 交 结 构。三相 30V 电源 经 电源柜 中的全 自动 电路 8 断路 器和变压器 降压后 , 入 电源柜 中 的整 流 器 , 送 整 流器采 用三相 晶闸管全控整流桥 , 过控制 晶闸 通 管导通延 长角 O 达到调节 电源输 出功率大小 的 目 / ,
关系到 系统 的正 常稳 定 运行 。色玛 图尔 固态 高频 电源拥有稳定 可靠 的水冷 系统 及相 应 的故 障保 护
和报警系统 。其 主要特点如 下 : () 1 采用 相 互 隔 离 的 内 外 循 环 水 冷 却 系统 。
色玛 图尔 固态 高频 电源拥有 完 善 的速 度 一功
l l 障: 铽 变换 器焊 臀流 开关闭 2』 l S r _换 器H 流 J 闭 ≮翱 雯 L 扼 血
钢管加厚机送料装置的改进
反转 , 将钢管从压机模腔退 出, 退到位后 , 辊道落 下, 由步 进运输 机将 钢管 送到 下一 工位 。
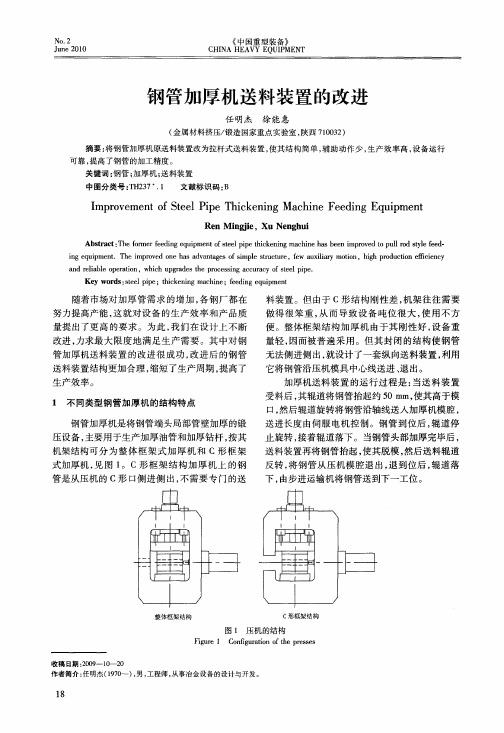
整体框架结构
c形框架结构
图 1 压机的结构
Fiur Co fg r to ft r s e g e1 n iu ain o he p e s s
收 稿 日期 :o 9 1 一 2 2o— O O
作者简介 : 任明杰 ( 9O , , 17 ~) 男 工程师 , 从事冶金设 备的设计与开发。 1 8
《 中国重型装备》
C I A H A Y E UP N H N E V Q IME T
No 2 .
J n 0 0 u e2 1
2 原送 料装 置
缸落 下 , 钢管 升起 , 紧气缸 驱动 压轮重 新压 紧钢 管 , 压
生产效率 。
料 装置 。但 由于 C形 结 构 刚性 差 , 机架 往 往 需要
做得很笨 重, 从而导致设备 吨位很大 , 用不方 使 便 。整体 框架 结构 加 厚 机 由于其 刚性 好 , 备重 设
量轻 , 因而被普 遍 采 用 。但 其 封 闭 的结 构 使 钢管
无法侧进侧出, 就设计 了一套纵向送料装置 , 利用 它将 钢管沿 压机 模具 中心线 送进 、 出 。 退
随着市 场对 加 厚 管需 求 的 增加 , 钢厂 都 在 各 努力提 高产 能 , 就 对 设备 的生 产 效率 和产 品质 这 量提 出 了更 高 的要 求 。为 此 , 们 在设 计 上 不 断 我 改进 , 求最 大 限 度地 满 足 生 产需 要 。其 中对 钢 力 管加厚 机送料 装 置 的 改进 很成 功 , 改进 后 的钢 管 送 料装置 结构更 加 合理 , 短 了生产 周期 , 缩 提高 了
中厚钢板生产线剪切设备程序改进
维普资讯
中厚 钢 板 生产 线 剪切 设 备 程 序 改进
3 因分 析 . 原
速 度 给定 (0 z 5H )
( ) 近开关保护失效 。 1接 可能原 因有 : 开关选 型不合理 。 ① 采
用常闭型开关 , 一旦 发生短路 , 即使 开关 检测到感应 块 , 上极 限 保 护电路 也不会断开。 ②定位销损坏 。 其作用是确保感应块按 正 确轨 迹运动 , 坏后失去 定位作用 , 损 剪刃 间隙增大时 , 感应块会 远离 接近开关 , 不易被开关感应到 。
辊 减 速 机 的 增 量
步 长编码 器
编 码 器 产 生 的 脉 冲 传 至 西 门 子 高 速 计 数 模 板
F 5 — 系 统 通 M3 0 2,
向
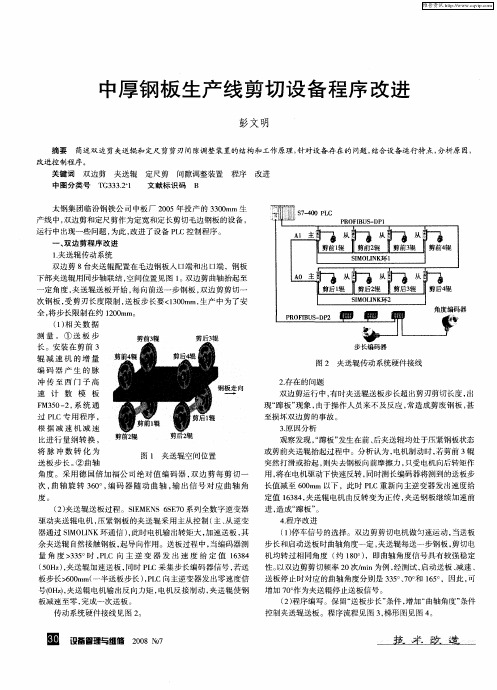
图 2 夹送辊传动系统硬件接线 2存在 的问题 . 双边剪运行 中, 有时夹送辊送板步长超出剪刃剪切长度 , 出 现“ 蹿板 ” 现象 , 由于操作人员来不及 反应 , 常造 成剪废钢板 , 甚
器通过 SMO I K环通信 )此 时电机输 出转矩大 , I LN , 加速送板 , 其
() 1停车信号的选 择。双边剪剪切 电机做匀速运 动 , 当送板 步长和启动送板 时曲轴角度一定 , 夹送辊每送一步钢板 , 剪切电 机均转过相 同角度 ( 10 ) 约 8 。 ,即 曲轴角度信号具有 较强稳定
囫 [ ml .t28o  ̄ t q 0 7 t Nt 0N l
筮 . 盛
H如何提高大管径厚壁管道焊接的功效
H如何提高大管径厚壁管道焊接的功效如何提高大管径厚壁管道焊接的功效随着市场竞争的不断加剧,管道施工行业的竞争越来越激烈,开展管道施工高效焊接技术研究降低施工成本提高焊接质量就具有十分重要的意义,目前为止,生产全位置自动焊接设备的除美国的CRC 外,还有德国的VIETZ 公司,美国的MAGNATECH 公司,英国的Noreast 公司,法国的SERIMER DASA公司,意大利的PWT 公司,中国管道局研究院生产的PWA2000,PWA3000等.CRC 公司智能化的P-600 管道全位置自动焊机,SERIMER DASA 的多枪焊接系统,在世界范围内具有很高的技术水平.如何提高管道焊接的高效化,降低焊接施工成本,是每个优秀企业追求的目标,影响野外管道施工效率的因素很多,人员素质,焊接设备,管理模式,坡口形式,施工环境,等,每一个环节有问题都会影响焊接质量和焊接功效。
下面就从以上这五个因素进行分析:一人员素质一个好的企业,必须有一些优秀的管理人才和技术过硬的操作人员,提高管理者和操作技术人员的自身素质,是提高施工效率的前提,除PWA2000,3000是管道局研究院生产的,其它自动焊焊接设备都是进口的,如美国CRC,P200,P500,P600操作系统都是电脑调节控制,操作系统也都是英文说明,如果没有一定的文化素质,是不可能去很好的掌握它的,所以在培养自动焊人才时,就要考虑焊工操作人员是不是懂英语和电脑,就拿P200来说吧,我们的工人就会操作,至于设备的调节和维护都是由CRC的技术人员来给调节,其实有些道理是很简单的,就像一张纸,一捅就破,虽然是自动焊接,但其自动执行的能力是有限的,它毕竟是没有思维能力的,还需要人来指挥。
焊工经验少对熔池形状观察不住,焊工缺乏总结,分析解决问题的能力,因此焊工的操作技能也很关键,同样的设备和焊接参数,不同的人焊接的质量是不一样的, 如:有经验的焊工应该能够从声音、熔池、焊缝成形及焊接电源显示的数据分辨出焊接是否正常;这需要焊工在实践中细心观察,不断积累经验,能够识别焊接设备的不正常情况,自动焊应该是一个体系,它包括一系列工序:坡口加工、管口清理、焊口组对,保护气体的纯度流量,焊工的打磨技术,电气系统是否正常,焊接工艺参数,以及焊工自身的操作技术。
热镀锌生产线改造方案
热镀锌生产线改造方案
详细
一、改造背景
热镀锌生产线是涂层热锌、半涂层热锌和抛光热锌的重要生产设备,用于制造汽车、家具、电器、建筑、重工等行业的不锈钢件,其具有良好的附着力和耐腐蚀性。
但由于机组老化、配置不合理、工艺不佳等原因,在使用过程中容易出现各种故障,影响生产效率,因此有必要对热镀锌生产线进行改造。
二、改造目的
1、提高生产线的可靠性和稳定性。
2、提升生产线的效率和精度,满足更高的客户要求。
3、提升生产线的安全性和可操作性,保障员工的安全。
4、提高生产线的维护效率,减少故障率,实现设备老化改造。
三、改造措施
1、引进先进的控制技术,采用可编程序控制器(PLC)作为生产线的主要控制单元,实现整体控制;同时采用相关测控设备(如温度控制器、开关量检测仪等)对温度或者液位进行全程自动检测,以保证生产线运行稳定可靠。
2、采用更加先进的工艺,如可控温度的加热装置、全自动进料/出料机及自动连续抽水机等,提高生产线的效率和精度,满足客户高标准的技术要求。
高频焊管轧辊孔型改进的设计

高频焊管轧辊孔型改进的设计摘要:近年来,随着我国高频焊管工业的迅速发展,焊管厂家有如百舸争流,焊管从业队伍的迅速扩大。
为适应焊管从业人员的技术进步,提升生产工艺规范要求。
全面掌握了焊管轧辊孔型改进的基本要求和生产知识,分析了单半径变形法和双半径变法有哪些区别和在生产过程中会产生哪些问题。
为提高操作工人在生产过程中的技术水平和应变能力,推进焊管技术人员的发展作出应有的贡献。
关键词:只有不但的技术创新,才能够降低生产成本;严格按新工艺规范要求操作,产品的质量才有保证;客户的满意度,就是我们的宗旨。
引言:二十世纪九十年代,金洲就开始生产高频焊管。
焊管是钢带通过孔型变形为一定的形状,通过一个系列连续的孔型变形,便成型为焊接钢管。
对于这一个系列化的孔型形状和尺寸的选择、计算和确定。
并最终绘制成轧辊图纸整个过程我们称为孔型设计。
一、原孔型设计的原理结构与存在的问题原孔型设计是按“单半径变形法成型”的设计原理。
单半径孔型设计示图如下:在实际操作和机组设备修理的过程中,充分总结和探讨了单半径变形法孔型设计在生产过程中存在设计上的几种不合理的因素。
一、单半径孔型成型首先轧辊的外径很大,钢带边缘升起高度大,因而增加成型轧辊的切入深度,使轧辊直径相应增大,轧辊材料成本高,在结构上造成成型机架相应减少了上辊的升降调整距离,从而影响了轧辊的使用寿命,增加生产成本。
二、单半径变形法边缘延伸大,容易产生边缘鼓包,所造成边缘变形不充分,成型质量不好,管缝容易产生尖嘴形和桃子形。
所造成钢管圆度不好。
产生钢管一边厚一边薄(如车螺纹容易破裂),使用钢管寿命短等缺点。
三、钢带从上料盘进入第一架时钢带咬入困难,使钢带上料断续生产时产生操作不方便,成型质量难于保证的现象。
二、改进孔型的设计方案这些问题的存在,不难发现单半径变形法孔型设计已经不适合我们企业生产技术和工艺规范要求。
只有对原来的孔型进行重新设计,才能有效解决上述在生产中发现的问题。
KW线更新改造及HWS静压造型线的引进与应用
技术改造
KW线更新改造及 HWS 静压造型线的引进与应用
胡必超
东风汽车有限公司商用车铸造一厂
摘 要: 本文详细分析了原K W线存在的主要问题, 对更新与改造两个方案做了对比分 析; 介绍了H WS 静压造型线的组成、流程、工艺布局及设备特点, 重点分析了其液压系统, 总 结了本次技术改造的经验。
- 25 -
技术改造
不明显。但现在在市场经济条件下, 铸件精度要求 大大提高, 尺寸精度要求更为严格, 稍不注意就会 造成批量错箱, 造成巨大的人力、物力和财力浪 费, 甚至批量退货、经济索赔, 后果极其严重。我厂 现在采取的办法是将砂箱销子、销套作为一个质 量控制点来重点解决, 由过去的每年全部更新一 次砂箱销子、销套改为现在的半年全部更新一次 砂箱销子、销套。KW线全线将近320套销子、销套, 一是更换费用很高; 二是由于频繁的更换销子、销 套, 磨大了砂箱上销子、销套的固定孔, 使销子、销 套更容易松动, 造成了恶性循环。从我厂调研结果 来看, 现在新型造型线, 砂箱销子、销套都是又粗 又长, 使用五、六年也不用考虑更新。
- 28 -
《装备维修技术》2006 年第 1 期( 总期第 119 期)
d 去掉定位头定位前
5% 14%
技术改造
15%
66%
e 去掉定位头定位后 图8 砂箱定位示意图 在合箱机处, 由于接箱位置经常变化, 合箱精 度受到影响, 造成砂芯擦砂等导致铸件废品的质 量问题经常发生; 同时造成销子、销套的磨损和断 裂。因砂箱轨道高度磨损程度不一, 砂箱上表面水 平位置也变化不一, 造成刮砂刀高度无法准确调 整。刮砂刀和砂箱箱口的磨损加剧了, 刮砂效果也
俄罗斯焊管厂为生产大直径油气钢管所进行的改造
关键 词 : 油气输 送 管道 :大直径 焊 管 ;设备 改造
中图分 类号 :T 3 38T 3 39 文献 标志 码 :A 文章 编号 : 10 — 9 8 2 1 ) 8 0 6 — 3 G 3 . G 3 .3 , 0 1 3 3 (0 0 — 0 9 0 1
Te h c lM o fc to t c ni a di a i n o Rusi n Lar e Di m e e t e pe M a f c u e i sa g a t r S e lPi nu a t r r
・
7 0・
焊 管
厚 714 m,长 l .I . 0m  ̄ 2 2 n的低合 金热轧钢板 。 为 使 哈 尔 楚 兹 第 二 焊 管 厂 形 成 上 述 直 径 4 6 1 2 mm单 直缝 焊管 的生 产 规模 ,采 取 了 以 0 ~ 0 4 下 措施 :安 装管 坯成 型机 及作 业 线新 设备 ( 进 如 出料 辊 道 、传 送 小 车 、垛 板 机 、铣 边 机 、弯 边 机 、矫 直 机 、C : 体保 护 焊 机 ( 焊接 用 ) ; O气 预 )
1 对 输 送 钢 管 的 新 要 求
当代管 道输 送技 术发 展 主流可 归 纳为 以下 两
焊管生产厂家面临 的新任务是 :①组成新 的生
产 格局 ,制 造 承载压 力 达 2 MP 、壁厚 达 4 mm 5 a 8
的大ቤተ መጻሕፍቲ ባይዱ径 管材 ;② 提高 管 材 强 度 ,使 之 达 到 K 6 5
迁 移原 有钢 板矫 平机 及 回转辊 道 并增 添辊 道辊 子 及 挡 板 .改 变 了直 径 7 ~ 6 m 单直 缝 焊 管 1 1 7m l 0
( 8 ) ,并在不久之后达到 K 0 X 0 ) ;③ x o级 8 ( l0 级
对螺旋缝高频焊钢管机组技术改造的实践
流 的趋 肤 效 应 和 临 近 效 应 , 搭 接 的 带 钢 边 对
进 行加 热 、 压 而 形 成 的 , 热 时 生 成 的 氧 化 滚 加
物 在 滚 压 过 程 中不 一 定 能 完 全 被 挤 出 焊 缝 ,
S e lP p a h n e f r t e i e M c i eS tRe o m
Tay a i u n I& S ( r u G o p)Li fn Io n e lCo d W ed d Pie Fa t r n e r n a d St e .It . le p co y
机 组 实 现 了 螺 旋 缝 高 频 和 埋 弧 焊 钢 管 双 功 能 生产 的 要 求 。 关 键 词 螺 旋 缝 高 频 焊 钢 管 技 术 改 造
Fu flme tS ia l e d Hi h Fr q e c ed li l n p r ly S we g e u n y W l
qu n y wih t e f a ur s o p r ly s b e g d a c we d d p p s d u l h u c i n p o u e e c t h e t e f s i a l u m r e r l e i e o b e t e f n to r d c .
太 钢 ( 团) 集 临汾 钢 铁 有 限公 司 焊 管 厂 阴敬 盛
摘 要 对 我 公 司 原 螺 旋 缝 高 频 焊 钢 管 的 工 艺 流 程 和 螺 旋 缝 埋 弧 焊 钢 管 的 生 产 工 艺 流 程 进 行 了
比 较 、 析 和 研 究 , 出 了 对 螺 旋 缝 高频 焊 钢 管 机 组 进 行 技 改 的 总 体 方 案 , 分 提 实施 了 技 术 改 造 , 该 使
焊管热镀锌钢管生产线环保节能升级技术改造建设项目
1
序号 1 2 3 4 5 6
项目名称
表 1 环保报批情况一览表 项目类型 批复时间
南粤钢管厂高频焊接钢管及 热镀锌迁建项目
环评
2005 年
变更项目名称为广州市粤新 钢业有限公司
环评
2006 年
广州市粤新钢业有限公司扩 建工程
环评
2006 年
名称更名为广州市南粤钢管 有限公司
环评
2009 年
高频焊接钢管及热镀锌迁建 项目
边界噪声
厂界噪声
达标排放
2
2009
污染物年检
生产废水处理站 沉淀池排水口
pH 值、CODCr、SS、Ni、Zn
达标排放
锅炉燃煤尾气 烟尘、二氧化硫、氮氧化物 达标排放
2
2010
扩建项目竣工 环保验收监测
生产废水处理站 沉淀池排水口
pH 值、CODCr、Ni、Cu、Zn、 Fe
达标排放
厂界噪声
厂界噪声
步骤后,将镀锌钢管取出,放入水中冷却后,自然晾干。将生产好的镀锌钢管打上标号
检验合格后,临时存放在仓库内或外运。
6、原环评治理措施执行情况及达标情况
根据现场踏勘及本次改造前企业的排放监测资料(详见表 4),本项目升级改造前
原环评治理措施执行情况及达标情况如下表 5 所示,项目已按原环评和环保验收要求落
建设项目基本情况
项目名称
焊管热镀锌钢管生产线环保节能升级技术改造建设项目
建设单位
广州市南粤钢管有限公司
法人代表
徐丙伦
联系人
钟海彦
通迅地址
广州市花都区炭步镇藏峰工业区
联系电话 建设地点
1392236667 8
传 真 86739808 邮政编码 广州市花都区炭步镇藏峰工业区
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HANGUANHFW厚壁钢管生产线对头焊接设备的改造张新民袁褚程国袁王海峰袁王宋华渊中海石油金洲管道有限公司袁浙江湖州313000冤
摘要:为了解决HFW厚壁钢管生产过程中卷板对头焊接处容易出现开裂断开的问题袁分析了HFW钢管生产线剪切对焊的要求袁以及CO2气体保护焊在卷板对头焊中的应用现状袁采用双丝埋弧
焊接工艺对HFW钢管生产线对头焊接设备进行了改造遥结果表明袁改造后的焊接设备完成一个对头焊的时间减少了约20min袁焊缝抗拉强度达到600MPa袁弯曲至180毅焊缝无明显开裂遥改造后设备的焊接效率和焊接质量得到提高袁能够满足厚壁高钢级HFW钢管的生产要求遥关键词院钢管曰HFW曰对头焊曰埋弧焊曰厚壁中图分类号院TG445文献标识码院BDOI:10.19291/j.cnki.1001-3938.2019.4.009
ImprovementofHFWThick-walledSteelPipeProductionLineButtWeldingEquipment
ZHANGXinmin,CHUChengguo,WANGHaifeng,WANGSonghua渊CNOOCKINGLANDPipelineCo.,Ltd.,Huzhou313000,Zhejiang,China冤
Abstract:InordertosolvetheproblemofcrackinganddisconnectiononplatebendingbuttweldingjointinproductionofHFWthick-walledsteelpipe,therequirementofshearingandbuttweldinginHFWsteelpipeproductionlineandtheapplicationofCO2arcweldingonplatebendingbuttweldingwasanalyzed,anddoublewiresubmergedarcweldingprocesswasusedtoimprovetheHFWsteelpipeproductionlinebuttweldingequipment.Theresultsshowedthatthetimeofbuttweldingwasdecreasedabout20minutes,tensilestrengthoftheweldwas600MPa,andtherewerenoobviouscrackingontheweldwithbendingto180毅.Itindicatedthatweldingefficiencyandweldingqualityoftheimprovedequipmentwereincreased,andmettheproductionrequirementofthick-wallandhighgradesteelHFWsteelpipe.Keywords:steelpipe;HFW曰buttwelding曰submergedarcwelding曰thick-wall
为了实现HFW钢管高效生产袁国内现有大中直径HFW生产线多采用多卷连续生产方式袁该生产方式需要配备拆卷尧剪切对焊和活套设备遥在HFW生产线卷板对头焊接中袁由于CO2气体保护焊工艺简单高效而得到广泛应用遥但是袁对于大壁厚尧高钢级材料袁CO2气体保护焊经常出现焊接强度差尧焊接接头在活套或成型阶段断裂而影响连续生产的问题遥中海石油金洲管道有限公司在生产X65钢级椎610mm伊20.6mm海底管线用钢管时袁出现对头焊接接头频繁断裂的问题袁因此对原有设备进行了改造袁并采用双丝埋弧焊方式进行对头焊接袁结果可以满足HFW生产线厚壁高钢级钢管的生产要求遥
1HFW生产线剪切对焊的基本要求HFW生产线卷板对头焊接的主要目的是实现后续的连续生产袁根据其工艺特点袁剪切对焊的
工艺与设备第42卷第4期2019年4月焊管WELDEDPIPEANDTUBEVol.42No.4Apr.2019
窑窑47图1改进后对头焊接设备结构示意图
基本要求有以下几点院淤高效快速完成对焊作业袁以满足生产线高速连续生产的要求曰于单面焊接袁以满足钢带无法翻转袁背部空间小的限制曰盂头尾剪切面直接焊接袁无需加工坡口袁以节省设备空间和焊接时间曰榆焊接接头牢固袁抗拉抗弯袁不能开裂或断开袁以满足成型段弯曲变形和张力拉伸的要求曰虞允许对头焊接存在质量缺陷袁成型后切除对接头部分钢管袁不作为成品管交付遥2CO2气体保护焊在HFW生产线对头焊中的应用现状对于大中直径HFW生产线袁上料段主要设备包括开卷机尧矫平机尧三度剪尧剪切对焊机尧扭转机架和活套等遥其主要用途是实现整条生产线的连续生产袁提高生产效率遥卷板对头焊接通常采用CO2气体保护焊焊机袁一般由2套直流焊机尧送丝机构尧焊枪尧焊枪移动装置和控制台等组成袁因其稳定高效的焊接特点被广泛应用遥对于壁厚5.6耀12.7mm的卷板袁通常采用一次焊接成型袁5耀10min可完成一次对头焊袁可满足连续生产的速度要求袁接头焊接质量满足生产要求遥当卷板厚度跃12.7mm时袁为保证焊缝质量袁需采用加粗焊丝和两次焊接的方式袁焊接需要10耀15min遥但在生产X60以上钢级钢管时袁尤其是生产椎219mm耀椎339mm小规格钢管时袁偶尔会出现接头进入成型机后开裂问题遥当卷板厚度跃14.3mm时袁如采用上述焊接方式袁对头焊接质量变差袁在生产高钢级钢管时袁难以保证对焊接头在成型时不出现开裂的现象遥当卷板壁厚达到17.5mm以上时袁焊接接头开裂或完全断开的现象更加频繁袁难以正常使用遥
3HFW生产线对头焊接工艺改进3.1设备改造埋弧焊接技术因其可靠的焊接质量而被广泛应用在厚壁钢管的制造生产中袁可适用的钢板厚度范围大袁本研究借鉴埋弧焊接工艺的经验对HFW生产线对头焊接设备进行改造遥埋弧焊接
工艺一般需要开坡口袁速度慢袁设备复杂袁综合成本较高遥但HFW钢管生产线对卷板对头焊缝质量方面的要求不高袁改造重点是减少工序尧提高效率遥根据生产特点只需满足抗拉强度和反向抗弯曲的两项性能指标即可遥中海石油金洲管道有限公司2004年引进的HFW630钢管生产线袁卷板对接采用CO2气体保
护焊袁配备2套焊接设备袁各焊半幅板宽袁2套焊机均为直流焊机遥为减小埋弧焊接的改造难度袁节约成本袁充分利用原有设备空间袁合理设计了改造方案遥首先将原有的1台直流焊机改造为交流焊机袁实现野一交一直冶的焊接方式袁同时更换焊枪尧焊丝和控制设备曰保留原有的2套焊丝送料机构和焊枪移动机构袁埋弧焊需要的焊剂可采用人工加料和自动回收方式曰保留原有的钢板剪切尧送料尧夹紧尧对中和间隙调整机构曰焊接工艺参数根据埋弧焊的特点重新设计和调整遥改进后对头焊接设备结构布局如图1所示遥
焊管2019年第42卷
48窑窑HANGUAN焊接工艺采用双丝埋弧焊焊接方式袁前丝采用1000A直流焊机袁后丝采用1200A交流焊机袁焊丝直径根据钢管壁厚的不同在2.4耀5.6mm选用袁板材间隙在2耀7mm自动调整遥3.2工艺改进由于大中直径HFW生产线的最大生产壁厚一般不超过22mm袁结合直流焊接熔透性强尧交流焊接熔深宽的特点袁采用双丝埋弧焊接工艺袁对剪切后的双直边无坡口卷板进行焊接遥焊接时袁前丝倾斜20毅左右袁后丝直立袁两丝相距5mm袁安装在同一丝杆上同步移动袁可以有效减少焊接时间和空间袁提高对头焊的生产效率遥生产X65钢级椎610mm伊20.6mmHFW钢管时确定的卷板对头焊接工艺参数见表1遥
表1X65钢级椎610mm伊20.6mmHFW钢管卷板对头焊接工艺参数
焊丝牌号焊丝直径/mm焊剂型号电压/V电流/A焊接速度/渊m窑min-1冤对头间隙/mm坡口形式前丝后丝前丝后丝H08C4.0SJ101G32耀3538耀419506801.55无
4实际应用效果对比改造后的生产工艺生产X65钢级椎610mm伊20.6mmHFW钢管时袁完成一个对头焊的时间约
需要20min袁相比改造前CO2气体保护焊方式节约了20min袁焊接效率和质量明显提高袁但焊接成本略有增加遥对生产的X65钢级椎610mm伊20.6mmHFW钢管取样进行力学性能检测袁焊
缝抗拉强度达到600MPa袁弯曲至180毅焊缝无明显开裂遥改造前焊缝抗拉强度仅为450MPa袁弯曲至180毅焊缝有开裂现象遥因此袁改造后卷板对头焊接质量明显提高袁可满足HFW钢管生产过程中拉伸张力和变形量大的要求遥改造前采用CO2气体保护焊方式共焊接了50卷卷板袁成型时对接接头开裂19次袁对头完
全断开3次遥而改造后采用双丝埋弧焊方式共焊接284卷卷板袁对头焊接焊缝成形良好袁仅有5次局部开裂袁对头无断开现象遥
5结束语
双丝埋弧焊工艺适用于大直径高钢级厚壁HFW钢管生产线卷板对头焊接袁对提高生产效
率尧保证焊接质量尧降低综合生产成本有明显的作用遥本研究对HFW钢管生产线剪切对焊设备的成功改造袁有效解决了生产中的难题袁满足厚
壁高钢级HFW生产线的生产要求遥参考文献院[1]铃木春义.钢材的焊接裂纹[M].梁桂芳袁译.北京院机械工业出版社袁1981.[2]崔正波袁兰强袁刘艳红.空冷式CO2焊枪的设计和应用[J].
电焊机袁2005袁35(11)院65-66.[3]卫志孝.能够自动清除焊枪喷嘴上飞溅物的装置[J].焊
接技术袁1990袁18渊6冤院34-36.[4]屈金山袁陈文静袁陈群燕.单双丝埋弧焊工艺及接头性
能比较分析[J].西南大学学报袁2009袁28渊1冤院70-73.[5]刘耀民袁杨忠文.前摆式螺旋焊管机组的应用[J].石油
机械袁2005袁33渊增刊冤院122-124.[6]梁刚.HFW焊管生产线入口段钢带扭转方向及剪焊机
的改进[J].焊管袁2012袁35渊7冤院41-43.[7]周建宏袁石凯袁卢雪峰袁等.国产CT80级连续油管用
钢带对接焊焊接方法探讨[J].焊管袁2009袁32渊5冤院25-27.
[8]马永富袁鲍光辉.中厚板双丝埋弧焊焊接工艺探讨[J].
热加工工艺袁2006袁35渊19冤院22-23.[9]韩彬袁邹增大袁曲仕尧袁等.双渊多冤丝埋弧焊方法及应
用[J].焊管袁2003袁26渊4冤院41-44.[10]王晓东.双丝埋弧自动焊在螺旋输送钢管制造中的应
用[J].现代焊接袁2005渊4冤院47-49.要要要要要要要要要要要要要要要要要
作者简介院张新民渊1967要冤袁高级工程师袁主要从事HFW焊管生产与设备管理工作遥
收稿日期院2018-12-12编辑院李超
第4期张新民等院HFW厚壁钢管生产线对头焊接设备的改造窑窑49