白酒糟综合利用现状及多级链式开发技术研究
传统浓香型白酒窖池发酵糟醅研究现状及其展望_唐贤华

浓香型白酒的生产是以泥窖和酒醅为基础,进 行数月的封闭发酵。在这一过程中,环境中的微生 物、大曲微生物和窖泥中的微生物在酒醅的固、气、 液三相界面发生复杂的能量代谢反应,使酒醅的理 化特性不断发生变化,并产生了丰富的代谢物质, 这些物质与白酒的风格密切相关[1]。从上世纪 80 年 代至今,各酒厂、科研单位以及高校纷纷对浓香型白 酒酒醅中的微生物、理化性质以及香味成分进行了
谢善慈等浓香型白酒糟醅微生物分离方法进行了研究得到分离细菌霉菌和酵母分别采用牛肉膏蛋白冻培养基淀粉培养基和ypd培养基在淀粉培养基和ypd培养基中添加60gml的链霉素就能很好抑制细菌的生长水和窖泥中筛选出一株耐酸性酵母a其能在初始发酵ph为3550之间能进行基本的正常发酵可用酒精糟液代替清水配料不仅可以节省调ph所用的硫酸和大量配料用水还免去了污水处理工序节约生产成本微生物区系及其生态因子进行了研究
浓香型白酒的酒醅微生物主要源于环境、大曲 和窖泥。其酿造过程实际上是各类微生物代谢的过 程,这个过程决定了浓香型白酒特有的成分结构和 风味特征[3]。近年来,人们对泸州老窖、五粮液等知名
第三期
唐贤华,等:传统浓香型白酒比较深入,能熟练运 用 DGGE 等指纹图谱技术追踪酒糟微生物区系的 动态变化[4]。谢善慈等浓香型白酒糟醅微生物分离 方法进行了研究,得到分离细菌、霉菌和酵母分别 采用牛肉膏蛋白冻培养基、淀粉培养基和 YPD 培养 基,在淀粉培养基和 YPD 培养基中添加 60μg/mL 的链霉素就能很好抑制细菌的生长[5]。李雷等从黄 水和窖泥中筛选出一株耐酸性酵母 A,其能在初始 发酵 pH 为 3.5 ̄5.0 之间能进行基本的正常发酵可 用酒精糟液代替清水配料,不仅可以节省调 pH 所 用的硫酸和大量配料用水,还免去了污水处理工 序,节约生产成本[6]。赵东等对五粮液窖池酒醅中的 微生物区系及其生态因子进行了研究。揭示了酒醅 微生物区系与酒醅生态因子在演变过程中的相互 关系,初步阐述了浓香型白酒的发酵机理[7]。吕辉等 通过对泸州老窖实验窖池跟踪取样进行微生物、理 化因子和香味成分分析。得出在发酵过程中,糟醅微 生物的变化调控着理化因子以及香味成分的变化[8]。 周瑞平等对宜宾多粮浓香型就肠内细菌多样性及 分布进行了初步研究,结果表明细菌种类及数量的 分布与白酒生产及酒体风格形成可能有着密切的 联系[9]。张文学等运用 PCR 扩增技术和 16SrDNA 序 列同源性分析等方法测定糟醅中原核微生物的 16SrDNA 基因全序列,根据与基因数据库中相似菌 群 16SrDNA 序列的同源性,分析窖池糟醅中原核微 生物的生理特性和区系分布。结果发现,发酵 60d 的浓香型白酒糟醅中,其细菌主要分为 6 个菌群: 低 G+Cmol%革兰氏阳性菌、高 G+Cmol%革兰氏阳 性放线菌群、革兰氏阴性拟杆菌群、革兰氏阴性变 形杆菌群、革兰氏阳性纤毛菌群和 TM7 门,其中 β- 变 形 杆 菌 群 约 占 窖 池 糟 醅 中 原 核 微 生 物 的 80% ; 古 菌 主 要 为 产 甲 烷 古 细 菌 , 包 括 Methanoculleus 群和 Methanospirillum 群。通过不同 窖池的比较分析得出,微生物的多样性与窖池微生 态密切相关[10]。姚惟琦等对浓香型白酒酒醅中乳酸菌 进行分离、鉴定,并研究其对模拟固态发酵的影响,发 现窖池酒醅中产乳酸菌的主要菌群并非来源于大曲 中,多数应来源于发酵的粮醅、环境等途径[11]。施思等 用 PCR- DGGE 技术对习酒酒醅微生物菌群的结构 进行解析发现:发酵前微生物群落结构呈明显多样 性分布,发 酵 后 期 优 势 菌 明 显 改 变 ,Lactobacillus plantarum 成为绝对优势菌,Weissella 属细菌在酒醅
酿造行业废弃物资源化技术研究

酿造行业废弃物资源化技术研究第一章:引言酿造行业是我国传统的重要产业之一。
随着经济的快速发展和人们生活水平的提高,酿造行业的规模和产量逐年增加;而由此带来的酒糟、酒渣、蒸馏残液等酿造废弃物的产生也不断增多。
酿造废弃物若不得到有效利用,既会对环境造成污染,也浪费了资源。
因此,酿造废弃物资源化技术的研究与开发显得非常必要和紧迫。
第二章:酒糟的资源化利用技术研究酒糟是酿造过程中剩余的主要废弃物之一,含有丰富的蛋白质、多种维生素和微量元素。
酒糟经过科学处理,可以作为饲料、发酵剂、肥料等用途,具有很高的经济价值。
1. 饲料方面,将酒糟和其他饲料混合可用作猪、鸭、鱼等的饲料。
研究表明,饲喂含有酒糟的饲料可以促进肉禽的生长发育,提高其肉质品质。
2. 发酵剂方面,酒糟可以作为发酵剂用于生产面包、酱料等食品。
因为酒糟中含有匀质的微量元素和维生素,加入酒糟可以增强食品的营养价值。
3. 肥料方面,酒糟中的有机物和微量元素可以用于生产有机肥料,促进土壤肥力的提高。
第三章:酒渣的资源化利用技术研究与酒糟不同,酒渣是通过蒸馏过程得到的副产品,是酒精酿造过程中产生的主要废弃物之一。
酒渣含有丰富的多元酚类化合物、纤维素和半纤维素等成分,在手工艺制品、饮食、医药等方面都具有重要的应用价值。
1. 手工艺制品方面,酒渣本身是一种天然的、环保的材料,可以制作如酒渣砖、酒渣纸等纸制品和手工艺品,如酒渣雕刻品、酒渣罐等。
2. 饮食方面,酒渣可以用于制作冬瓜酒渣汤、酒渣豆腐等多种美食。
3. 医药方面,酒渣中含有丰富的多酚化合物,可以用于预防癌症、心血管疾病等。
第四章:蒸馏残液的资源化利用技术研究蒸馏残液是产生于蒸馏过程中的一种高浓度有机废液,含有大量的发酵碳源、微量元素、氨氮、有机酸等成分。
在酿造过程中,处理蒸馏残液是酒精生产过程中最困难的问题之一,对环境会造成严重污染。
如何有效的对蒸馏残液进行处理是酿造行业亟待解决的难题。
1. 沼气生产方面,将蒸馏残液进行生物发酵,可以产生大量沼气,沼渣这些有高度利用价值的副产品。
关于白酒酿造废物资源化利用的研究开发

关于白酒酿造废物资源化利用的研究开发作者:冯健龙来源:《食品界》2021年第05期摘要:现如今,我国各大酒厂都存在着浪费酒糟的现象,而且对环境造成严重污染。
因此,在这种情况下,我国酒厂必须不断研究开发白酒酿造废物资源化利用,否则就会造成资源浪费,增加生产成本,甚至破坏环境。
面对这种情况,酒厂需要不断创新和改变自身的经营模式,不能为了减少麻烦,就直接将白酒酿造中产生的酒糟废弃,这样不利于增加酒厂的经济效益,也容易阻碍酒厂的稳定发展,所以,目前我国酒厂在生产中重点探讨的问题是如何研究开发白酒酿造废物资源化利用。
基于此,本文从酒糟现状、制作工艺、安全问题以及研究成果四个方面进行详细分析,希望可以为如何充分利用白酒酿造中产生的废物资源提供一定的建议。
关键词:白酒酿造;废物资源化利用;开发酒厂在白酒酿造中需要重视废物资源化利用,特别是酒糟,需要对其进行二次回收利用,这样不仅可以提高酒糟的有效利用率,而且可以降低生产成本,避免环境受到污染,对增加酒厂经济效益和促进我国酒行业可持续发展都有着极其重要的意义。
近年来,在我国酒产业高速发展的背景下,废酒糟产品自然越来越多。
根据有关调查资料显示,我国每年不同类型酒糟产量已经超过3000万吨,而且不同香型酒糟每年排放量日益增多,然而却没有合理利用酒糟。
现阶段最为普遍的利用手段就是喂养牲畜,但这种手段无法合理利用酒糟中包含的所有营养物质。
经过专业的检测,酒糟中包含大量的氨基酸以及蛋白质等等,酒糟中有些微生物的可再生性相当强,如果无法迅速处理,就会导致严重的腐敗,这样除了浪费大量的资源,也会直接污染和破坏环境。
(一)原料处理通过采用有效的措施安全处理酒糟后,可以获取没有任何危害的酒糟原料。
并且将去皮的山药、经过筛选的糯米以及薏米用自来水清洗干净后,进行一段时间的浸泡,然后对其蒸煮、筛选和摊晾,最后获取发酵原料干燥。
(二)发酵过程根据适当的比例将经过处理的原材料搅拌均匀,添加适量的酒曲实施二次发酵,而这里提到的酒曲是由多个部分组成的,比如:糖化酶以及黄酒活性干酵母等,该过程必须要对发酵时间以及发酵温度进行科学控制,还要认真观察发酵中有无发生霉变的物质。
串香白酒在固体废弃物处理中的资源化利用方法研究

串香白酒在固体废弃物处理中的资源化利用方法研究随着经济的发展和人们生活水平的提高,白酒作为一种传统的酿造酒类,不断受到大众的喜爱。
然而,白酒生产过程中所产生的固体废弃物给环境带来了极大的压力。
为了减少废弃物对环境的影响,研究串香白酒在固体废弃物处理中的资源化利用方法势在必行。
首先,了解串香白酒固体废弃物的特点是进行资源化利用的基础。
串香白酒固体废弃物主要包括酒渣、酒糟和酒糖等。
酒渣是由酒醅中的固体物质经过过滤、压榨等工艺得到的,其含有丰富的纤维素和多种有机酸;酒糟是通过酒精发酵过程产生的沉淀物,富含蛋白质和氮源物质;酒糖则是发酵过程中剩余的糖分。
这些废弃物中所含有的有机物和营养成分,为其资源化利用提供了潜在的可能性。
其次,利用串香白酒固体废弃物进行有机肥料的生产,是一种有效的资源化利用方法。
酒渣和酒糟中富含有机物质和营养成分,可以通过发酵和堆肥等处理方式转化为有机肥料。
在这个过程中,由于固体废弃物中的有机物质在微生物的作用下得到分解和转化,同时也可以降低有机物质的有害性,提高其对作物的利用效果。
此外,制备有机肥料还能减少化肥的使用,减轻土壤污染的程度,提高农作物的品质,并促进土壤生态系统的健康发展。
进一步地,串香白酒固体废弃物还可以用于生物质能源的生产。
生物质能源指的是以生物质(包括植物、动物秸秆等有机物质)为原料进行能源转化的过程。
酒渣和酒糟中的纤维素和蛋白质等有机物质可以通过生物质能源技术转化为生物质燃料、生物质燃气或生物柴油等可替代化石能源的燃料。
利用生物质能源不仅可以减少对化石能源的依赖,降低能源资源的消耗,还可以减少大气污染物的排放,保护环境,推动能源的可持续发展。
此外,串香白酒固体废弃物还可用于制备食用菌和酶类产品,从而实现资源的综合利用。
酒渣和酒糟中的蛋白质和多种有机酸等营养成分,为食用菌的生长提供了良好的条件。
通过培养食用菌,可以将固体废弃物转化为高蛋白、低脂肪的食用菌产品,满足人们对于健康食品的需求。
2024年酒糟资源化市场调研报告
酒糟资源化市场调研报告一、引言本报告旨在对酒糟资源化市场进行深入调研,为相关企业和机构提供参考和决策依据。
报告总结了酒糟资源化的背景和市场潜力,并分析了当前市场存在的问题及其解决方案。
通过对市场趋势、竞争态势和发展机会的研究,为酒糟资源化市场的规划和发展提供了宝贵的参考意见。
二、市场背景2.1 酒糟资源化的意义酒糟是酿酒过程中产生的副产品,含有丰富的营养物质,如蛋白质、氨基酸和维生素等,可以被广泛应用于饲料、生物质能源等领域。
酿酒产业在我国发展迅速,酒糟资源化可提供多种用途,为环保和农业发展带来巨大潜力。
2.2 酒糟资源化的市场前景随着人们对食品安全和环境保护的关注日益增加,酒糟资源化市场正逐渐展现出广阔的前景。
酒糟可以制作优质饲料,满足养殖业的需求;酒糟还可以用来生产生物质能源,替代化石能源,减少对环境的影响。
由此可见,酒糟资源化的市场潜力巨大。
三、市场调研分析3.1 市场规模与发展趋势根据统计数据,我国每年产生的酒糟约有XX吨,其中约有XX%被有效利用。
酒糟资源化市场规模呈现逐年增长的趋势。
随着环保意识的提升和技术水平的进步,预计未来几年酒糟资源化市场将保持较高的增长率。
3.2 竞争态势分析目前,酒糟资源化市场尚处于初级阶段,竞争态势相对较弱。
主要竞争对手包括饲料加工企业、生物质能源企业等,它们通过技术创新和产品优势争夺市场份额。
然而,由于酒糟资源化市场的潜力巨大,新进入市场的企业仍面临较大的机遇。
3.3 发展机会与挑战酒糟资源化市场的发展机会与挑战并存。
从机会方面来看,酒糟资源化可以为养殖业提供优质饲料,帮助农业发展;此外,酒糟还可以替代化石能源,减少对环境的影响,符合可持续发展的要求。
然而,酒糟资源化也面临一些挑战,如技术难题、市场推广等问题,需要企业和政府共同努力。
四、市场发展策略4.1 增加技术研发投入在酒糟资源化市场中,技术是核心竞争力。
企业应加大技术研发投入,提升产品质量和降低生产成本,增强市场竞争力。
酒精糟液的综合治理(新)
酒精糟液的综合治理1 概述酒精是一种用途广泛的化工产品,也是一种清洁燃料。
酒精的生产方法有发酵法和合成法。
发酵法是以植物为原料,通过微生物发酵,经蒸馏制取酒精。
制取酒精的原料可分为两大类。
一类是含糖植物,如甘蔗、甜菜、或制糖厂的副产品糖蜜;另一类是含淀粉的植物,如玉米、薯干。
玉米和薯干,在发酵时投加不同种类的微生物,可制取丙酮、丁酮和酒精等溶剂。
我国是生产酒精大国,用液态发酵生产的白酒,其原料也是含淀粉的植物如玉米、高粱等,生产工艺类同制取酒精。
发酵法制取酒精和溶剂,虽然采用的原料和生产工艺有所不同,但在制取过程中都产生大量的糟液,糟液中含有高浓度的有机物。
糟液很难直接利用,废弃的糟液对环境造成严重污染。
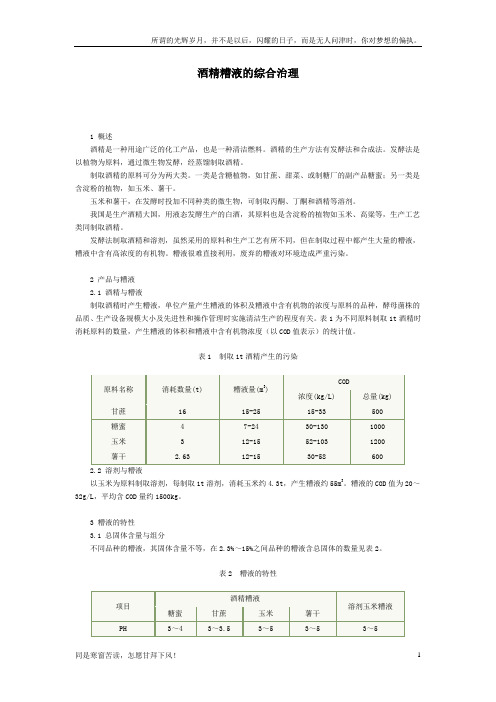
2 产品与糟液2.1 酒精与糟液制取酒精时产生糟液,单位产量产生糟液的体积及糟液中含有机物的浓度与原料的品种,酵母菌株的品质、生产设备规模大小及先进性和操作管理时实施清洁生产的程度有关。
表1为不同原料制取1t酒精时消耗原料的数量,产生糟液的体积和糟液中含有机物浓度(以COD值表示)的统计值。
表1 制取1t酒精产生的污染2.2 溶剂与糟液以玉米为原料制取溶剂,每制取1t溶剂,消耗玉米约4.3t,产生糟液约55m3。
糟液的COD值为20~32g/L,平均含COD量约1500kg。
3 糟液的特性3.1 总固体含量与组分不同品种的糟液,其固体含量不等,在2.3%~15%之间品种的糟液含总固体的数量见表2。
表2 糟液的特性糟液的总固体中,含可挥发性固体在90%以上。
这些可挥发性物质为有机物,主要是碳水化合物,其次是含氮有机物。
以悬浮固体状态存在的约占60%~80%,以胶体状态或溶解状态存在的约占20%~40%。
3.2 温度新鲜糟液的温度在80~100℃之间。
3.3 pH值糟液偏酸性,其pH值为在3~5之间。
3.4 可生物降解性糟液的COD值很高,但其BOD值也很高,其BOD值与COD值之间的比值在0.4~0.6之间。
白酒(纯高梁酿造)酒糟中生物活性成分的提取及应用研究[技巧]
白酒(纯高梁酿造)酒糟中生物活性成分的提取及应用研究酒糟是酿酒业的副产物,是以高梁、玉米、甘薯等为原料,用固体发酵法或液体发酵法制取乙醇后的副产品,含水量约为90%,俗称酒糟。
我国以不同的粮食为原料可得白酒糟、黄酒糟、啤酒糟和酒精糟等多种。
各种酒糟养均含有丰富的氨基酸、维生素和多种微量元素等,营养比较丰富。
传统酿酒工艺多用固体发酵法,发酵前原料中需加入米糠、稻壳、玉米芯、草粉等辅料,使酒糟中粗纤维含量增多;而液体发酵法,工艺先进,酒糟中粗纤维含量低。
山西汾酒以高梁为原料,在生产过程中,谷物经锤磨和加酶制剂的方法萃取出糖,再经酵母发酵后用蒸馏法回收酒精,提取酒精后沉淀的残渣经重新调配和干燥后得到干酒糟。
酒糟的年产量高达2700多万吨,废糟液排放量高达6500多万吨,但是它们的酸度高,易腐败变质,不及时处理,必然严重污染环境。
近年来根据酒糟的特点,人们对其资源化问题进行了多方面的研究,例如:利用白酒糟制取甘油,培养食用菌,生产特殊味精,酿造酱油和醋等食品调味品,同时也有提取复合氨基酸及微量元素,提取植酸和植酸钙等方面的报道。
酒糟最多的还是生产全干饲料、制取单细胞蛋白(SCP)饲料等做为饲料在畜牧养殖业中发挥作用。
处理酒糟的传统方法是还田或直接用做家畜饲料。
因此如何从酒糟中发掘新的生物活性物质,提高酒糟的二次利用价值是众多工作者致力的方向。
一、酒糟中营养成分分析酒糟中的营养成分除来自因糖化、发酵不彻底余留部分原料残余物外,主要来自菌体及其新陈代谢产物和菌体自溶物。
不同的酒酿造工艺,不同的原料酿造产品,酒糟中的营养成分及同一成分的含量亦不相同。
见下表几种酒糟产品的常规成分与矿物质成分可见:干物质中粗蛋白的含量达28%左右,含量丰富。
不同酒糟中氨基酸分分析:白酒糟维生素含量(mg/100g) [ 1二、酒糟的综合利用根据目前的研究报道,酒糟的综合利用可分为以下几个方面:2.1 生产化工产品2.1.1 从酒糟中提取复合氨基酸及微量元素酒糟综合利用的一个侧面, 其优点是原料来源丰富, 价廉, 工艺简便, 设备简单。
酒糟综合利用现状及存在的关键问题
酒糟综合利用现状及存在的关键问题作者:张银任廷远来源:《农产品加工·下》2019年第08期摘要:酒糟是酒精和酿酒行业的主要副产物,其产量大、成分复杂、不容易储存。
目前,绝大多数企业基本上是简单干燥处理后用作饲料或肥料直接出售,不仅造成资源的严重浪费,而且还会造成环境污染。
通过阐述酒糟的分类、主要营养成分,及其在饲料工业、肥料加工和食品工业的研究现状,以期为将来酒糟的处理和废弃资源的再生利用提供参考。
关键词:酒糟;综合利用;关键技术;食品工业中图分类号:TS261.9 ; ; 文献标志码:A ; ; doi:10.16693/ki.1671-9646(X).2019.08.053Abstract:As a major by-product of the alcohol and brewing industry,distiller's drains have characteristics such as large yield,complex composition,and difficulty in storage. Currently,most companies and independent businesses sell distiller's drains as fertilizer and animal feed after simple drying process. It causes serious waste of resources and environmental pollution. The study described the classification and main nutrients of distiller's grains and its research status in the feed industry,fertilizer processing and food industry. It provided referenced for full use of distiller's grains and recycling of waste resources in the future.Key words:distiller's drains;comprehensive utilization;key technology;food industry酒糟是酒精或酿酒行业的主要副产物,它富含大量的营养物质,如粗纤维、脂肪、氨基酸、粗淀粉、矿物质、酶类和多种微生素。
白酒糟饲料项目可行性研究报告-备案立项
白酒糟饲料项目可行性研究报告-备案立项一、项目背景和目标白酒糟是白酒生产过程中的副产品,富含蛋白质、碳水化合物、维生素和矿物质等营养成分,具有较高的饲养价值。
本项目旨在通过充分利用白酒糟,生产高质量的饲料,满足畜禽养殖业的需求,提高经济效益和资源利用效率。
二、市场需求畜禽养殖业是中国农业的重要支柱产业,对饲料的需求量大。
随着人们对食品安全的重视,对绿色无公害饲料的需求逐渐增加。
白酒糟作为一种绿色、天然的饲料原料,在市场上具有潜在需求。
通过对市场的调研,我们发现当前白酒糟饲料市场存在供不应求的情况,市场潜力巨大。
三、技术可行性白酒糟经过科学处理后可用于饲料生产。
首先,需要对白酒糟进行消毒处理,以杀灭潜在的病菌。
然后,经过脱水和干燥处理,将其制成颗粒状,便于储存和运输。
最后,通过添加适量的营养物质和调整饲料配方,提高饲料的营养价值。
技术上可以借鉴其他类似产品的生产经验,确保生产工艺的可行性。
四、经济可行性该项目的投资主要包括设备购置、场地租赁和员工工资等方面。
根据初步估计,项目的总投资为XXX万元。
经过市场调研,我们预计每年饲料销售收入为XXX万元,净利润约为XXX万元,投资回报期为X年。
从经济角度来看,该项目具有可行性。
五、资源可行性白酒糟作为白酒生产的副产品,资源丰富可得。
与此同时,该项目的生产过程可以充分利用其它资源,如废气和废水可用于发电或肥料生产,降低环境污染。
六、环境可行性七、市场前景八、风险及对策1.市场风险:由于市场竞争激烈,可能面临价格战和销售困难。
为降低市场风险,可以与养殖场建立长期合作关系,提供优质的饲料和服务。
2.技术风险:生产过程中可能出现技术问题和设备故障,造成生产延误。
可通过引进专业技术人才和合作单位,提升技术水平和设备维护能力,减少技术风险。
3.环境风险:生产过程可能产生废水和废气,对环境造成污染。
可与环保部门合作,制定环保方案和严格遵守相关法律法规,以减少环境风险。
2023年酒糟资源化行业市场发展现状
2023年酒糟资源化行业市场发展现状
酒糟是一种具有高营养价值的副产品,主要来源于酒业生产过程中的发酵废弃物。
在发酵醴泉、黄酒、白酒、啤酒等酒类产品时,会产生大量的酒糟。
由于酒糟含有丰富的蛋白质、维生素和矿物质等成分,因此在很长一段时间内被广泛用作饲料、肥料和发酵剂。
然而,随着社会经济的快速发展和人民生活水平的不断提高,对饲料和肥料等资源有限产品的需求量增加,加之政府对环保的重视,使得酒糟资源化产业愈发受到关注。
目前,酒糟的资源化利用主要包括以下几个方面:
一、饲料生产
酒糟中富含蛋白质和酵母等营养物质,可以作为畜禽饲料的主要成分之一。
近年来,酒糟饲料在市场上的应用越来越广泛,不仅可以用于生产散装饲料、饲料颗粒等多种形态的饲料,还可以加工成酒糟豆腐等传统的食品,深受广大消费者的喜爱。
二、生物肥料生产
酒糟作为有机废弃物,具有氮、磷、钾等多种营养元素,可以用于生产有机肥料。
经过发酵和腐熟处理后,酒糟可以成为绿色有机肥料,具有提高土壤质量、改良土壤结构、增强作物抗病能力等显著的效果。
三、生物能源生产
酒糟中含有丰富的可发酵有机物质,可以通过发酵技术生产生物酒精和生物燃气等能源。
此外,酒糟还可以通过热解等技术转化为生物木炭等多种高附加值产品。
四、生物化工生产
酒糟中含有多种有机化合物和生物活性物质,可以用于生产生物乳酸、生物酶、生物胶等生物化工产品。
这些产品具有广泛的应用前景,可以用于食品、日化、医药等行业。
总的来说,酒糟的资源化利用市场前景广阔,尤其是在节能减排和环保理念日益深入人心的今天,酒糟资源化产业将迎来更加繁荣的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白酒糟综合利用现状及多级链式开发技术研究李德【摘要】Based on the present situations of and the existing problems in comprehensive utilization of distillers grains and in order to ensure sustainable development of Baijiu enterprises,multistage chain development of spent grains according to its different function-al components was adopted to produce different products and further to enhance the comprehensive utilization efficiency.The techni-cal program was introduced as follows: firstly, spent grains was reused as raw materials to produce liquor by bioenginnering tech-niques,then distillers grains was used as fuel to produce steam required in liquor-making,finally husk ash was used as raw materials to produce silica aerogel.This was a new approach for scientific and comprehensive use of starch,fuel and silica source in distillers grains, and it could achieve the purpose of turning waste into useful things, deep development and comprehensive utilization at the source.%根据白酒糟综合利用现状及存在的问题,为了保证白酒生产企业可持续化发展,在对白酒糟进行处理时,应结合酒糟不同功能成分进行多级链式开发,按需生产出不同的产品,从而提升酒糟处理综合效益.其技术方案为:首先利用生物工程技术,以丢弃酒糟为原料生产复糟酒;然后以复糟为燃料生产酿酒所需蒸汽;最后以酒糟稻壳灰为原料生产白炭黑.从而开辟了一条全面、合理利用酒糟中淀粉、可燃物和硅源的新途径,实现了从源头上将丢糟变废为宝、深度开发、综合利用的目的.【期刊名称】《酿酒科技》【年(卷),期】2018(000)004【总页数】5页(P101-105)【关键词】白酒糟;利用现状;多级链式开发;技术研究【作者】李德【作者单位】四川省宜宾五粮液集团有限公司,四川宜宾644000【正文语种】中文【中图分类】TS262.3;TS261.9;X797白酒糟是白酒生产过程中产生的固体废弃物。
2016年全国规模以上白酒企业完成酿酒总产量(折65%vol)1358.36万kL[1],相应白酒糟产量可达4000万t。
如能无害化、减量化、资源化、效益化处理酒糟,既可以消除和减轻环境污染,保护土地资源,同时又变废为宝,造福人类,意义十分重大。
1 白酒糟成分胡伟、陈豫[2]对不同酒厂多粮型白酒糟成分进行分析,其测定结果(均值)见表1。
表1 不同酒厂多粮型白酒酒糟组成及营养水平(%,干基)样品干物质粗蛋白粗脂肪粗纤维粗灰分均值92.45 14.35 3.05 24.06 16.74样品无氮浸出物粗淀粉钙总磷均值34.25 16.46 0.26 0.29根据白酒糟各种成分,市场上开发出了不同的产品,使白酒糟得到了资源化利用。
2 白酒糟综合利用现状及存在的问题2.1 白酒糟综合利用现状2.1.1 生产饲料从表1可知,白酒糟中含有大量的淀粉、蛋白质等有机物,可作为生产饲料的原料。
其制取饲料途径有:将酒糟直接干燥生产饲料,利用酒糟生产青贮饲料[3],利用酒糟生产蛋白饲料[4]等。
2.1.2 能源利用酒糟中除水分外,绝大部分为有机物。
因此,酒糟可以作为能源利用。
酒糟能源利用技术有多种,可以作为能源直接燃烧[5],或作为原料发酵生产沼气[6],也可以作为原料生产燃料乙酵[7],还可气化生产燃气[8]等。
2.1.3 生产化工原料利用酒糟生产木糖醇[9]、丁二酸、甘油、乳酸,从酒糟中提取植酸和菲汀[10]等。
2.1.4 生产实用材料利用酒糟生产纤维素或细菌纤维素[11],生产木塑复合材料,生产活性炭[12],或利用酒糟灰作为水泥添加剂[13]等。
2.1.5 生产食品和保健品利用酒糟生产食用菌[14],生产活性蛋白质,生产食用醋,生产乳酸球菌素等。
2.1.6 生产有机肥酒糟中含有氮、磷、钾等,可作为有机肥生产原料[15]。
2.2 存在的问题目前,根据白酒糟各种利用情况,存在应用单一,附加值低,市场供大于求,二次污染严重,地域条件限制,利用不彻底等问题,需要白酒生产企业在源头实现酒糟的清洁、低碳、高效生产。
3 白酒糟多级链式开发技术根据白酒糟综合利用现状及存在的问题,为了保证白酒生产企业可持续发展,在对白酒糟进行处理时,应结合酒糟不同功能成分进行多级链式开发,按需生产出不同的产品,从而提升酒糟处理的综合效益。
白酒糟多级链式综合开发技术如下:首先,利用现代生物工程技术改造传统工艺,在丢弃酒糟中加入生物制剂和少量的营养成分,对丢弃酒糟的残余淀粉进行深度开发利用,即以丢弃酒糟为原料生产复糟酒。
根据在丢糟中使用糖化酶和活性干酵母(AADY),再返回窖内作短期发酵的试验情况,复糟酒经过除杂处理后可达优质酒标准。
从而大大提高了资源的利用率,进而大大降低了企业的生产成本。
其次,以生产复糟酒后的复糟为燃料生产酿酒所需蒸汽,具体办法是先将复糟进行烘干,然后实行干糟筛分,分离出的粮渣可作饲料,从而降低了饲料纤维含量,提高了饲料质量;分离出的稻壳可燃物质含量较高,可作为锅炉燃料进行热能利用。
最后,再利用稻壳中的硅源,以复糟燃烧后的稻壳灰为原料,生产硅化合物,如水玻璃、白炭黑等化工产品。
白酒糟多级链式综合开发工艺流程如下:丢弃酒糟→加入糖化酶、AADY→生产复糟酒入库、剩下复糟→烘干→筛分→粮渣作为饲料入库、稻壳作为锅炉燃料→燃烧后的稻壳灰→生产白炭黑。
通过对白酒糟的多级链式开发,开辟了一条全面、合理利用酒糟中淀粉、可燃物和硅源的新途径。
3.1 以丢弃酒糟为原料生产复糟酒由于固态酿酒工艺的固有特点,长期以来,丢弃酒糟中残余淀粉含量相对较高(详见表1)。
而酿酒所利用的正是原料中的淀粉。
因此,如何进一步降低丢弃酒糟中的残余淀粉含量,是降低酒厂生产成本的一条重要途径。
各名优酒厂的生产工艺是传统工艺,是前人通过几百年甚至上千年摸索出的生产优质白酒的工艺,有着十分独特的操作机理。
根据多年实践表明,传统生产工艺是生产优质白酒的稳定工艺,但在传统工艺下白酒产量却相对较低。
也有不少企业曾采用各种办法试图提高产量,但却发现在产量提高的同时产品质量相应大大降低。
因此,以固态白酒固有的生产工艺,很难进一步降低丢弃酒糟残余淀粉含量。
为了进一步降低丢弃酒糟中的残余淀粉含量,各名优酒厂利用现代生物工程技术,开展了以丢弃酒糟为原料生产复糟酒的试验。
如剑南春酒厂开展了“AADY用于剑南春丢糟配套工艺研究”[16],五粮液酒厂开展了“以丢弃酒糟为原料,以2000 m3大窖生产复糟酒技术研究”,以上试验经过几百次初试、中试,均获得了成功。
剑南春酒厂采用的丢糟配套工艺,其酒糟利用情况见表2。
表2 剑南春酒糟利用情况项目水分(%)酸度淀粉(%)残糖(%)入窖酒糟55~581.8~2.2 9~12 0.8~1.5出窖酒糟60~62 2.0~2.2 6~8 0.5~1.2五粮液酒厂采用以废酒糟为原料,以2000 m3大窖生产复糟酒的简易工艺流程如下:丢糟→加入糖化酶、AADY→入回沙窖发酵→起糟出窖→蒸馏→回沙酒入库、丢糟入复糟窖→起窖蒸馏→复糟酒入库、丢糟中加入糖化酶→入大石窖发酵→加入固体酵母→大石窖二次发酵→起窖蒸馏→复糟酒入库、复糟作为锅炉燃料。
五粮液首创多次利用现代生物工程技术进行二次发酵,以2000 m3大窖生产复糟酒技术,突破了传统工艺的限制,大规模实现了机械化生产,劳动效率高,生产成本低。
五粮液初始酒糟利用情况见表3。
表3 五粮液始酒酒糟利用情况项目水分(%)酸度淀粉(%)残糖(%)入窖酒糟56~60 2.5~3.4 11~13 0.6~1.3出窖酒糟61~62 2.2~3.8 6.1~7.4 0.5~1.1从表2、表3看出,由于利用了现代生物工程技术,酒糟中残余淀粉含量已大大降低,为此,两酒厂每年可回收大量优质复糟酒,从而大大降低了企业生产成本。
3.2 以复糟为燃料生产酿酒所需蒸汽以复糟为燃料生产酿酒所需蒸汽的工艺流程如下:复糟→烘干机→干燥→筛分(粮渣作饲料、稻壳作为锅炉燃料)→输送→炉前料仓→螺旋给料机→进入锅炉燃烧→产生蒸汽(供酿酒用热)、稻壳灰(制取白炭黑)。
从表2、表3可知,复糟水分含量高(60%~62%),酸度大(2.0~3.8),极易腐败霉变,需及时进行处理,否则极易污染环境。
目前,复糟较为彻底的处理办法是先将复糟进行烘干(复糟初期含水量虽高,但不易进行机械脱水,多为直接进入烘干系统进行烘干),然后进行贮存、运输和使用。
复糟烘干系统主要由热源、上料机、烘干装置、传动装置、沉降室、旋风除尘器、出料机、烟气净化装置及通风设备等组成。
湿糟进入烘干装置,其内设有多个排列为螺旋形的抄板,通过筒体的旋转带动抄板将复糟不停的扬起,扬起的物料与由加热装置传入的热源进行充分接触,加快了烘干传热、传质过程,水分不断蒸发并完成干燥后,再由出料口排出。
复糟烘干装置可将高水分湿糟经过深度脱水,烘干成含水量为10%~15%的干糟,再用于制作动物饲料、锅炉燃料等,从而实现复糟干燥处理的机械化、工业化、自动化。
五粮液集团公司根据酒糟燃烧机理建设的SZS4-1.25-D型环保锅炉[5],系酒糟焚烧处理首创产品。
锅炉燃料(干糟)元素成分及低位发热量见表4。
表4 干糟元素成分及低位发热量成分碳CY氢HY氧OY氮NY硫SY数值39.03%5.16%28.36%1.63%0.17%成分灰分AY水分WY挥发分VY低位发热量数值10.65%15%31.89%12875 kJ/kg根据表4干糟元素成分及低位发热量,设计的SZS4-1.25-D型环保锅炉,为双锅筒纵置式自然循环水管锅炉。