切削力计算的经验公式
您要打印的文件是:切削力计算的经验公式打印本文
切削力计算的经验公式
作者:佚名转贴自:本站原创
度压缩比有所下降,但切削力总趋势还是增大的。强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。材料的高温强度高,切削力增大。
⑵切削用量的影响
①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。
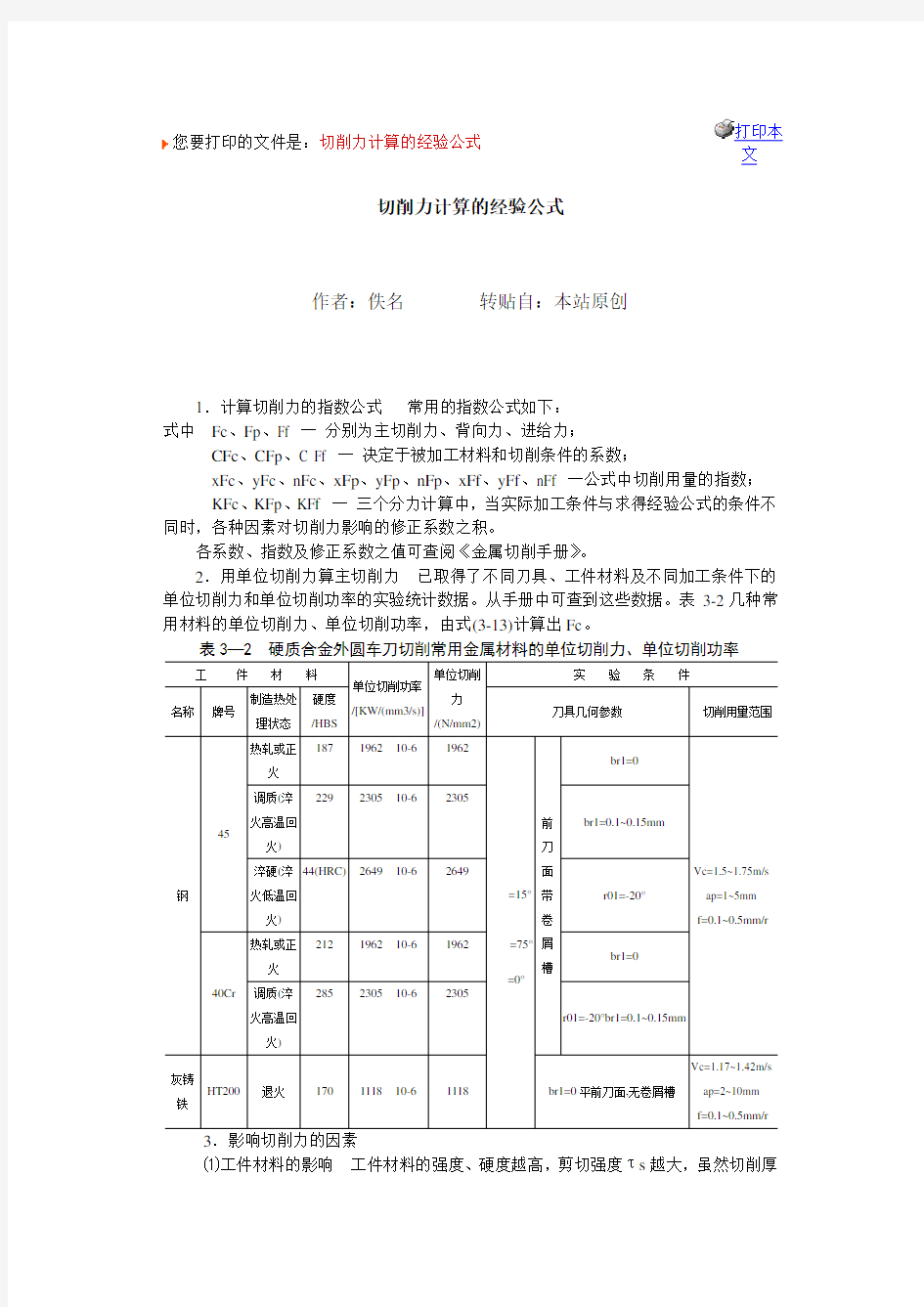
②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。在vc<27m/min时,切削力是受积屑瘤影响而变化的。约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
图3-15 切削速度对切削力的影响
切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。
⑶刀具几何参数的影响
①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。因此,切削力减小。但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。
②负倒棱的影响前刀面上的负倒棱(如图3-16a),可以提高刃区的强度,
图3-16 负倒棱对切削力的影响
但此时被切金属的变形加大,使切削力有所增加。负倒棱是通过它的宽度br1对进给量f的比值(br1/ f)来影响切削力的。br1/ f增大,切削力增大。当br1小于lf(lf为切屑与刀具前刀面的接触长度)时(如图3-16b),切屑除与倒棱接触外,还与前刀面接触,前刀面仍起作用。而当切钢br1/ f≥5或切灰铸铁br1/ f≥3,即br1大于l f时(如图3-16c),切屑只与倒棱接触,不与前刀面接触,切削力趋于稳定,且相当于用负前角为γo1刀加工时的切削力。
③主偏角的影响由(图3-14b) 可知,Fp=Ffocosκr ;Ff=Ffpsinκr。偏角加大时,只改变Fp和Ff的比例。
④刃倾角的影响刃倾角对切削力的影响见(图3-17)。刃倾角λs减小时,Fy 增大,Fx减小。刃倾角在10o~-45o的范围内变化时,Fz基本不变。
图3-17刃倾角对切削力的影响
图3-18 车刀后刀面磨损量对切削力的影响
⑷刀具磨损的影响图3-18表示车削45钢时,后刀面磨损量对切削力的影响。后刀面磨损增大,使主后刀面与加工表面的接触面积增大,后刀面上的法向力和摩擦力都将增大,故切削力加大。
⑸切削液的影响以冷却作用为主的水溶液对切削力影响很小;而润滑作用强的切削油,由于其有效地减少了刀具前刀面与切屑、后刀面与工件表面之间的摩擦,甚至还能减少被加工金属的塑性变形,从而能显著地降低切削力。
⑹刀具材料的影响刀具材料与被加工材料间的摩擦系数,影响到摩擦力的变化,直接影响切削力的变化。如在同样的切削条件下,陶瓷刀具切削力最小,硬质合金刀具次之,高速钢刀具的切削力最大。
.2 切削力及其影响因素
学习目标:
金属切削时,刀具切入工件,使被加工材料发生变形成为切屑所需要的力称为切削力。研究切削力对刀具、机床、夹具
的设计和使用都具有很重要的意义。学习本节主要掌握切削力概念、计算及其影响因素,。
3.2.1 切削力的产生和分解
(1)切削力的产生来源
1)切屑形成过程中弹性变形及塑性变形产生的抗力,
2)是刀具与切屑及工件表面之间的摩擦阻力,
(2)切削力的分解
F c——切削力(主切削力或切向分力,以前用F z表示)。它切于加工表面,并与基面垂直。F c用于计算刀具强度,设计机床零件,确定机床功率等。
F p——背向力(切深分力或径向分力,以前用F y表示)。它处于基面内并垂直于进给方向。F p用于计算与加工精度有关的工件挠度和刀具、机床零件的强度等。它也是使工件在切削过程中产生振动的主要作用力。
F f——进给力(轴向分力或走刀分力,以前用F x表示)。它处于基面内与进给方向相同。F f用于计算进给功率和设计
机床进给机构等。
切削合力与分力的关系如下列公式所示:
(3-8)
式中F D——作用于基面P r内的合力。
.2.2 切削力与切削功率的计算
目前生产实际中采用的计算公式都是通过大量的试验和数据处理而得到的经验公式。这些经验公式主要有两种形式:指数切削力形式和切削层单位面积切削力形式。
指数形式的切削力经验公式
指数形式的切削力经验公式应用比较广泛,其形式如下:
(3-9)
(3-10)
(3-11)
式中:F c、F f、F p——切削力、进给力和背向力;
、、——取决于工件材料和切削条件的系数;
、、;、、;、、——三个分力公式中背吃刀量a p、进给量f和切削速度v c的指数;
、、——当实际加工条件与求得经验公式的试验条件不符时,各种因素对各切削分力的修正系数。
式中各种系数和指数都可以在切削用量手册中查到。
用切削层单位面积切削力计算切削力
切削层单位面积切削力k c(N/mm2)可按下式计算:
(3-12)
各种工件材料的切削层单位面积切削力k c可在有关手册中查到。根据式(3-12)可得到切削力F c的计算公式:
(3-13)
式中:——切削条件修正系数。
用切削层单位面积切削力计算切削力工作功率
工作功率P e可分为两部分:
1)主运动消耗的功率P c(w)(切削功率)
2)进给运动消耗的功率P f(w)(进给功率)
所以,工作功率可以按下式计算:
(3-14)
式中:F c、F f --切削力和进给力(N);
v c--切削速度(m/s);
n w--工件转速(r/s);
f --进给量(mm/r)。
由于进给功率P f相对于P c一般都很小(<1%~2%),可以忽略不计。所以,P e可以用P c近似代替。
在计算机床电动机功率P m时,还应考虑机床的传动效率 m,按下式计算:
(3-15)
3.2.3 影响切削力的因素
工件材料的影响
刀具几何参数的影响
(1)前角对切削力的影响
1)加工塑性材料时,前角γ0增大,变形系数Λh减小,因此切削力降低;
2)加工脆性材料(加铸铁、青铜)时,由于切屑变形很小,所以前角对切削力的影响不显著。
(2)主偏角对切削力的影响
1)主偏角k r对切削力F c的影响较小,影响程度不超过10%。主偏角k r在60°~75°之间时,切削力F c最小。
2)主偏角k r对背向力F p和进给力F f的影响较大。由图3-21b可知
;(3-16)
式中:F D--切削合力F在基面内的分力。
可见F p随k r的增大而减小,F f则随k r的增大而增大。
(3)刀尖圆弧半径对切削力的影响
刀尖圆弧半径r e增大,使切削刃曲线部分的长度和切削宽度增大,但切削厚度减薄,各点的k r减小。所以r e增大相当于k r减小时对切削力的影响。
(4)刃倾角对切削力影响
1)刃倾角λs在很大范围(-40°~+40°)内变化时对切削力F c没有什么影响。
2)刃倾角λs对F p和F f影响较大,随着λs的增大,F p减小,而F f增大。
(5)负倒棱对切削力的影响
在前刀面上磨出的负倒棱b r的宽度与进给量f之比增大,切削力随之增大。
但当切削钢,或切削灰铸铁时,切削力趋于稳定,接近于负前角刀具的切削状态。
切削用量的影响
(1)背吃刀量对切削力的影响
背吃刀量a p增大,切削力成正比增加,背向力和进给力近似成正比增加。
(2)进给量对切削力的影响
进给量f增大,切削力也增大,但切削力的增大与f不成正比。
(3)切削速度对切削力的影响
切削速度v c对切削力的影响分为有积屑瘤阶段和无积屑瘤阶段两种:
1)在积屑瘤增长阶段,随着v c增大,积屑瘤高度增加,切屑变形程度减小,切削层单位面积切削力减小,切削力减小。反之,在积屑瘤减小阶段,切削力则逐渐增大。
2)在无积屑瘤阶段,随着切削速度v c的提高,切削温度增高,前刀面摩擦系数减小,变形程度减小,使切削力减小,如图3-22所示。
刀具材料的影响
因为刀具材料与工件材料之间的亲和性影响其
间的摩擦,所以直接影响到切削力的大小。一般按立
方碳化硼(CBN)刀具、陶瓷刀具、涂层刀具、硬质
合金刀具、高速钢刀具的顺序,切削力依次增大。
切削液的影响
切削液具有润滑作用,使切削力降低。切削液的
润滑作用愈好,切削力的降低愈显著。在较低的切削
速度下,切削液的润滑作用更为突出。彩图3-3显示
切削液具有的润滑作用。
刀具后刀面磨损的影响
刀具后刀面磨损带中间部分的平均宽度以VB表示。磨损面上后角为0°。VB 愈大,磨擦愈强烈,因此切削力也愈大。VB对背向力Fp的影响最为显著。
刀具强度的有限元数值模拟分析
发表时间:2005-8-14 来源:中国金属加工网
应用大型有限元数值分析软件ANSYS对刀具强度进行数值模拟分析,可较精确地掌握刀具
上各点的受力情况,了解刀具内部应力应变的分布规律,获得应力应变分布图并方便地找出
危险点。该方法可为改进刀具受力情况、合理设计刀具结构以及对刀具进行失效分析提供理
论依据,为刀具强度和寿命的分析计算提供了一种新方法。
1、引言
金属切削过程是刀具与工件相互作用的过程。在机床—夹具—刀具—工件构成的加工系统中,合理选用刀具十分重要。刀具的整体结构、切削刃材料与几何形状都会直接影响刀具使用寿命、工件加工质量和切削生产效率。因此,在切削过程中,刀具应具有较高的强度、良好的韧性、较长的寿命以及良好的工艺性。对刀具强度进行理论分析,了解刀具内部的应力应变状态,不仅有利于在加工过程中合理选择刀具,而且可为进一步改善刀具内部受力状态、提高刀具使用寿命提供理论依据。
2、有限元数值分析软件ANSYS简介
有限元数值分析软件(ANSYS)将现代数学、力学的基础理论与有限元分析技术、计算机图形学和优化技术相结合,具有丰富、完善的单元库、材料模型库和求解器,可利用数值模拟技术高效求解各类结构动力、静力和线性、非线性问题。ANSYS作为一种有限元分析软件,已成为CAE和工程数值模拟的有效工具,是当今CADFCAEFCAM软件中的主流产品之一。
利用ANSYS进行有限元结构的力学分析时,通过对所施加的载荷进行数值模拟,分析应力应变集中区,从而达到强度分析和优化设计的目的。ANSYS求解的三个主要步骤为:创建有限元模型(前处理)→施加载荷并求解(求解)→查看分析结果(后处理)。
3、刀具力学模型的建立
在金属切削过程中,当刀具切入工件时,使被加工材料发生变形并形成切屑所需的力称为切削力。切削力的大小直接影响刀具、机床、夹具的设计与使用。切削力包括克服被加工材料变形时产生的弹性和塑性变形抗力、克服切屑对刀具前刀面的摩擦力以及刀具后刀面对加工表面和已加工表面之间的摩擦力。
图1 刀具受力分析示意图
为便于分析、计算和测量刀具受力情况,可按切削主运动速度方向、切深方向
和进给方向建立空间直角坐标系,将切削合力F r在该坐标系中分解成三个分
力,即主切削力F z——切削速度方向分力(切向力)、切深抗力F y——切深方向分力(径向力)和进给抗力F x——进给方向分力(轴向力)(见图1)。
主切削力F z是最大的分力,也是设计、使用刀具的主要依据,同时还可用于验算机床、夹具主要零部件的强度、刚度以及机床电机功率等。切深抗力F y并不消耗功率,主要对工艺系统的变形及零件的加工质量产生影响,但当机床—夹具—刀具—工件组成的工艺系统刚性不足时,F y是造成零件变形和加工振动的主要因素。进给抗力F x主要作用于机床进给系统,是验算机床进给系统主要零部件强度和刚性的重要依据。
4、刀具强度有限元分析实例
车刀是应用最广泛的金属切削刀具之一,主要用于车削加工各种回转表面和回转体端面等。下面以典型的外圆车刀为例,应用ANSYS对刀具强度进行有限元数值模拟分析。
(1)试验参数
采用硬质合金车刀在C630卧式车床上进行车削试验。工件材料为
的碳素钢。选取刀具几何参数:刀杆材料:45钢;刀杆几何尺寸:B×H=20mm×25mm,L=150mm。刀片材料:YT15;车刀主要角度:前角
,刀具材料的机械性能:强度极限:600Mpa;屈服极限:355MPa;弹性模量E=206GPa;泊松比=0.27。切削用量:切削速度)v c=100m/min,进给量(或进给速度)f=0.5mm/r,背吃刀量
(2)划分单元格
根据刀具的几何尺寸,在ANSYS交互模式下创建刀具有限元实体模型。
图2 有限元网格图
通过ANSYS自带的自适应网格划分方法进行单元格的划分,自定义单元长度。采用八节点六面体Solid45单元类型(该单元类型便于施加载荷,且计算精度较高),将车刀划分为1569个节点、6934个单元(见图2,单元划分较密是为了更清楚地显示应力集中区),并作如下假设:
* 将刀杆和刀片材料视为一体,便于模拟加载分析和计算。
* 计算中假定材料为线弹性,即不发生屈服。
* 刀具在切削过程中会受到一定的冲击和振动,考虑到这种冲击和振动的有限性,为简化计算,视刀具在切削过程中某时刻为静应力分布。
* 在切削过程中,刀具因剧烈摩擦会产生高温,但为便于计算,暂不考虑温度场影响。
(3)模拟加载求解
由于切削力的影响因素较多,计算较复杂,加之目前所用切削力理论计算公式是在忽略了温度、正应力、第III变形区的变形与摩擦力等条件下推导出来的,与实际切削状态差别较大,故只能用于切削力的定性分析,不宜用于实际计算。因此,根据本实例的原始试验数据,采用一个文献中的实验公式,计算出三个切削分力的
经验值分别为:
根据上述分析,按切削条件最恶劣的极限情况(即集中作用于刀尖一点)进行模拟加载,在刀具末端施加全部约束(这样并不影响分析结果)。
(4)结果分析
通过ANSYS的静载荷计算,可得到图3所示刀具内部应力分布图、图4所示刀尖部分应变分布图和图5所示全部自由度解USUM分布图(位移等值线图)。
图3 车刀应力分布示意图图4刀尖部位应变分布图图5位移等值线图
由图3可知,车刀最大应力点位于刀尖部位(第21节点处),最大应力值为676MPa,最大应力点的坐标为(-0.025,-0.008,0.002)。采用类似方法,可计算出刀尖处的最大应变值为0.00426m。由图5可知,最大合位移DMX=0.609,计算结果与实际情况相符。
由于上述分析结果是在极限条件(切削力集中作用于刀尖一点)下得到的,且采用ANSYS线性分析,因此得出的最大应力值略大于强度极限值仍应属于允许范围。如进行ANSYS非线性分析,则最大应力值应在许用应力范围之内,且分析结果会更为精确。
由于刀尖部位为最大应力点,由此可知刀具破坏的主要形式为刀尖和刀刃破坏,因此选用高强度刀片材料对于增加刀具强度是十分必要的。由于切削过程中会产生高温,且刀具与工件材料之间存在较大压力,因此当温度和应力达到一定水平时,在应力最大处就可能产生刀刃点蚀以及刀具材料塑性变形,使加工精度难以保证,为此必须调整切削参数以降低应力,以保证刀具在稳定的切削状态下工作。此外,由于刀尖部位应力最大,磨损严重,将直接影响加工质量,因此需要及时检查刀具状况并进行刀具补偿。
以上述分析为理论依据,即可在切削加工中正确选择和使用刀具,合理调整切削参数。
为了更清楚地说明应力集中处的应力分布状况,还可利用ANSYS沿应力最大处的纵切面表面节点作切片,以显示截面应力变化曲线。由于本文分析的车刀结构较简单,故从略。
5、结语
应用大型有限元数值分析软件ANSYS对刀具强度进行数值模拟分析,可较精确地掌握刀具上各点的受力情况,了解刀具内部应力应变的分布规律,获得应力应变分布图并方便地找出危险点。该方法可为改进刀具受力情况、合理设计刀具结构以及对刀具进行失效分析提供理论依据,为刀具强度和寿命的分析计算提供了一种新
方法。
本文以外圆车刀为例进行的刀具强度数值模拟分析具有一定典型性。该方法还可应用于其它类型的刀具以及主轴等多种零部件的强度与失效分析。对于受力情况较复杂的分析对象,可采用非线性动态分析法,以使分析结果更为精确。本文的分析结果表明,ANSYS有限元数值分析软件可完成采用传统计算方法难以完成(或效果不佳)的强度模拟分析计算工作,因此具有重要的实用价值。
责任编辑:V alli
切削力计算的经验公式
切削力计算的经验公式 通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素 与切削力关系的表达式, 称为切削力计算的经验公式。在实际中使用切削力的经验公式 有两种:一是指数公式,二是单位切削力 1 .指数公式 mnr. blsz. org 5L 切遗鮒 wire. 5L EI . arg 进给力 TUT . Sisi, org ■51 勺!逍网 mrw. I I ZEZ . OTj? 进给力( 式中F c 主切削力 N ); G 、 C fp 、 C ff 系数,可查表2-1 ; 51 制造個 nnr. 54空 n. org X fc y fc 、 n fc 、 X fp 、 y f p 、 n fp 、 x ff 、 y ff 、 n ff 指数,可查表2-1。 背向力 …七-5) (2-6) 背向力( 主切削力
制逍耀 nnr. 51si. org 2 ?单位切削力 M nv. blzz. org 单位切削力是指单位切削面积上的主切削力,用 51 nr. bhz. org kc=Fc/A d=Fc/(a p ? f)=F c/(b d ? h d) (2-7) 式中A D ------ 切削面积(mm 2); TWT . bhz. org a p ------------ 背吃刀量(mm ); TUT . 51a i. org f - ------- 进给量(mm/r ); 斑钊遗時 nnr. Bizi, org E=k c ? 3p ? f=k c ?h d ?b d (2-8) h d -------------- 切削厚度(mm ); VYV. Slsz. OTF! b d -------------- 切削宽度(mm ) 51 划 网 wm. 5132. org 已知单位切削力 k c ,求主切削力 51 制nv. 51zz. org F c K Fc 、 K FP K Ff — 修正系数,可查表2-5 表2-6 ■5 I 韦lift 刈 T1TU. 512Z. OTI! kc 表示,见表2-2。 51 制遗M wmr. iliz. orp 创制遗您 wic org
切削力的经验公式
切削力的经验公式 目前,人们已经积累了大量的切削力实验数据,对于一般加工方法,如车削、孔加工和铣削等已建立起了可直接利用的经验公式。 测力实验的方法有单因素法和多因素法,通常采用单因素法。即固定其它实验条件,在切削时分别改变背吃刀量ap和进给量f,并从测力仪上读出对应切削力数值,然后经过数据整理求出它们之间的函数关系式。 通过切削力实验建立的车削力实验公式,其一般形式为: 注意:切削力实验公式是在特定的实验条件下求出来的。在计算切削力时,如果切削条件与实验条件不符,需乘一个修正系数KF,它是包括了许多因素的修正系数乘积。修正系数也是用实验方法求出。 三、单位切削力、切削功率和单位切削功率 1、单位切削力p:是指切除单位切削层面积所产生的主切削力。可用下式表示: 上式表明,单位切削力p与进给量f有关,它随着进给量f增大而减小。单位切削力p不受背吃刀量ap的影响。 单位切削力p可查手册,利用单位切削力P来计算主切削力Fz较为简易直观。 2、切削功率Pm:消耗在切削过程中的功率称为切削功率Pm(国标为Po)。 切削功率为力Fz和Fx所消耗的功率之和,因Fy方向没有位移,所以不消耗功率。于是 Pm=(FzVc+Fxnwf/1000)×10-3 其中:Pm—切削功率(KW); Fz—切削力(N); Vc—切削速度(m/s); Fx—进给力(N); nw—工件转速(r/s); f—进给量(mm/s)。 式中等号右侧的第二项是消耗在进给运动中的功率,它占总功率5%左右,可以略去不计,于是 Pm=FzVc×10-3 按上式求得切削功率后,如要计算机床电动机的功率(PE)以便选择机床电动机时,还应考虑到机床传动效率。 PE≥Pm/ηm 式中:ηm—机床的传动效率,一般取为0.75~0.85,大值适用于新机床,小值适用于旧机床。 3、单位切削功率Ps 单位切削功率Ps是指单位时间内切除单位体积金属Zw所消耗的功率。 四、切削力的变化规律 实践证明,切削力的影响因素很多,主要有工件材料、切削用量、刀具几何参数、刀具材料刀具磨损状态和切削液等。 1、工件材料 (1)硬度或强度提高,剪切屈服强度τs增大,切削力增大。 (2)塑性或韧性提高,切屑不易折断,切屑与前刀面摩擦增大,切削力增大。 2、切削用量
切削加工常用计算公式
附录3:切削加工常用计算公式 1. 切削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 金属切除率Q (cm 3/min) Q = V c ×a p ×f 净功率P (KW) 3p 1060Kc f a Vc P ????= 每次纵走刀时间t (min) n f l t w ?= 以上公式中符号说明 D — 工件直径 (mm) ap — 背吃刀量(切削深度) (mm) f — 每转进给量 (mm/r ) lw — 工件长度 (mm)
铣削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 每齿进给量fz (mm) z n Vf fz ?= 工作台进给速度Vf (mm/min) z n fz Vf ??= 金属去除率Q (cm 3/min) 1000Vf ae ap Q ??= 净功率P (KW) 61060Kc Vf ae ap P ????= 扭矩M (Nm) n 10 30P M 3 ?π??= 以上公式中符号说明 D — 实际切削深度处的铣刀直径 (mm ) Z — 铣刀齿数 a p — 轴向切深 (mm) a e — 径向切深 (mm)
切削速度Vc (m/min) 1000n d Vc ?π?= 主轴转速n (r/min) d 1000 Vc n ?π?= 每转进给量f (mm/r) n Vf f = 进给速度Vf (mm/min) n f Vf ?= 金属切除率Q (cm 3/min) 4Vc f d Q ??= 净功率P (KW) 310240kc d Vc f P ????= 扭矩M (Nm) n 10 30P M 3?π??= 以上公式中符号说明: d — 钻头直径 (mm) kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切 削力。 (N/mm 2) mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越 大表示切削厚度的变化对切削力的影响越大,反之,则越小 γo — 前角 (度)
切削力计算的经验公式
切削力计算的经验公式 通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1 .指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中F c————主切削力(N); F p————背向力(N); F f————进给力(N); C fc、C fp、C ff————系数,可查表2-1; x fc、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表2-1。
K Fc、K Fp、K Ff ---- 修正系数,可查表2-5,表2-6。 2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用kc表示,见表2-2。 kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7) 式中A D -------切削面积(mm 2); a p ------- 背吃刀量(mm); f - ------- 进给量(mm/r); h d -------- 切削厚度(mm ); b d -------- 切削宽度(mm)。 已知单位切削力k c ,求主切削力F c F c=k c·a p·f=k c·h d·b d (2-8) 式2-8中的k c是指f = 0.3mm/r 时的单位切削力,当实际进给量f大于或小于0.3mm /r时,需乘以修正系数K fkc,见表2-3。
表2-3 进给量?对单位切削力或单位切削功率的修正系数 K fkc,K fps
切削力计算经验式
切削力计算经验式
————————————————————————————————作者:————————————————————————————————日期:
您 要 打 印 的 文 件 是: 切 削 力 计 算 的 经 验 公 式 打印本文 切削力计算的经验公式 作者:佚名转贴自:本站原创 1.计算切削力的指数公式常用的指数公式如下: 式中Fc、Fp、Ff ─分别为主切削力、背向力、进给力; CFc、CFp、C Ff ─决定于被加工材料和切削条件的系数; xFc、yFc、nFc、xFp、yFp、nFp、xFf、yFf、nFf ─公式中切削用量的指数; KFc、KFp、KFf ─三个分力计算中,当实际加工条件与求得经验公式的条件不同时,各种因素对切削力影响的修正系数之积。 各系数、指数及修正系数之值可查阅《金属切削手册》。 2.用单位切削力算主切削力已取得了不同刀具、工件材料及不同加工条件下的单位切削力和单位切削功率的实验统计数据。从手册中可查到这些数据。表3-2几种常用材料的单位切削力、单位切削功率,由式(3-13)计算出Fc。 表3—2 硬质合金外圆车刀切削常用金属材料的单位切削力、单位切削功率 工件材料 单位切削功率 /[KW/(mm3/s)]单位切削 力 /(N/mm2) 实验条件 名称牌号 制造热处 理状态硬度 /HBS 刀具几何参数切削用量范围 钢45 热轧或正 火187196210-61962 =15° 前 刀 br1=0 Vc=1.5~1.75m/s ap=1~5mm
调质(淬火高温回火)229230510-62305 =75° =0° 面 带 卷 屑 槽 br1=0.1~0.15mm f=0.1~0.5mm/r 淬硬(淬火低温回火)44(HRC)264910-62649 r01=-20° 40Cr 热轧或正 火 212196210-61962 br1=0 调质(淬火 高温回火) 285230510-62305 r01=-20°br1=0.1~0.15mm 灰铸 铁 HT200退火170111810-61118br1=0平前刀面,无卷屑槽 Vc=1.17~1.42m/s ap=2~10mm f=0.1~0.5mm/r 3.影响切削力的因素 ⑴工件材料的影响工件材料的强度、硬度越高,剪切强度τs越大,虽然切削厚 度压缩比有所下降,但切削力总趋势还是增大的。强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。材料的高温强度高,切削力增大。 ⑵切削用量的影响 ①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。 ②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。在vc<27m/min时,切削力是受积屑瘤影响而变化的。约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
切削力计算的经验公式.-切削力计算
您要打印的文件是:切削力计算的经验公式打印本文 切削力计算的经验公式 作者:佚名转贴自:本站原创
度压缩比有所下降,但切削力总趋势还是增大的。强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。材料的高温强度高,切削力增大。 ⑵切削用量的影响 ①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。 ②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。在vc<27m/min时,切削力是受积屑瘤影响而变化的。约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。 图3-15 切削速度对切削力的影响 切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。 ⑶刀具几何参数的影响 ①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。因此,切削力减小。但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。 ②负倒棱的影响前刀面上的负倒棱(如图3-16a),可以提高刃区的强度,
切削力 计算的经验公式
切削力计算的经验公式 切削力计算的经验公式2011-12-0521:31通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1.指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中Fc--主切削力(N); Fp--背向力(N); Ff--进给力(N); Cfc、Cfp、Cff--系数,可查表2-1; xfc、yfc、nfc、xfp、yfp、nfp、xff、yff、nff--指数,可查表2-1。 KFc、KFp、KFf--修正系数,可查表2-5,表2-6。 2.单位切削力 单位切削力是指单位切削面积上的主切削力,用kc表示,见表2-2。 kc=Fc/Ad=Fc/(apf)=Fc/(bdhd)(2-7) 式中AD---切削面积(mm2); ap---背吃刀量(mm); f----进给量(mm/r); hd--切削厚度(mm); bd--切削宽度(mm)。 已知单位切削力kc,求主切削力FcFc=kcapf=kchdbd(2-8) 式2-8中的kc是指f=0.3mm/r时的单位切削力,当实际进给量f大于或小于0.3mm/r时,需乘以修正系数Kfkc,见表2-3。
表2-3进给量?对单位切削力或单位切削功率的修正系数Kfkc, Kfpsf/(mm/r) 0.10.150.20.250.30.350.40.450.50.6Kfkc,Kfps1.181.111.061.031 0.970.960.940.9250.9 切削力的来源、切削分力 金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。如图2-15所示,作用在刀具上的力有两部分组成: 1.作用在前、后刀面上的变形抗力Fnγ和Fnα; 2.作用在前、后刀面上的摩擦力Ffγ和Ffα。 这些力的合力F称为切削合力,也称为总切削力。总切削力F可沿x,y,z 方向分解为三个互相垂直的分力Fc、Fp、Ff,如图2-16所示。主切削力Fc 总切削力F在主运动方向上的分力;背向力Fp总切削力F在垂直于假定工作平面方向上的分力;进给力Ff总切削力在进给运动方向上的分力。 车削时各分力的实用意义如下: 主切削力Fc作用于主运动方向,是计算机床主运动机构强度与刀杆、刀片强度及设计机床夹具、选择切削用量等的主要依据,也是消耗功率最多的切削力。 背向力Fp纵车外圆时,背向力Fp不消耗功率,但它作用在工艺系统刚性最差的方向上,易使工件在水平面内变形,影响工件精度,并易引起振动。Fp是校验机床刚度的必要依据。 进给力Ff作用在机床的进给机构上,是校验进给机构强度的主要依据。 影响切削力的主要因素 1.工件材料的影响 工件材料的物理机械性能、加工硬化能力、化学成分和热处理状态,都对切削力产生影响。 由表2-2可以看出,工件材料的硬度愈高,则切削力愈大。工件材料虽然硬度、强度较低,但塑性、韧性大,加工硬化能力大,其切削力仍很大。如1Cr18Ni9Ti等不锈钢。
切削力计算
一切削力的来源,切削合力及其分解,切削功率 研究切削力,对进一步弄清切削机理,对计算功率消耗,对刀具、机床、夹具的设计,对制定合理的切削用量,优化刀具几何参数等,都具有非常重要的意义。金属切削时,刀具切入工件,使被加工材料发生变形并成为切屑所需的力,称为切削力。切削力来源于三个方面: 克服被加工材料对弹性变形的抗力; 克服被加工材料对塑性变形的抗力; 克服切屑对前刀面的摩擦力和刀具后刀面对过渡表面与已加工表面之间的摩擦力。 切削力的来源 上述各力的总和形成作用在刀具上的合力Fr(国标为F)。为了实际应用,Fr可分解为相互垂直的Fx(国标为Ff)、Fy(国标为Fp)和Fz(国标为Fc)三个分力。在车削时: Fz——切削力或切向力。它切于过渡表面并与基面垂直。Fz是计算车刀强度,设计机床零件,确定机床功率所必需的。 Fx——进给力、轴向力或走刀力。它是处于基面内并与工件轴线平行与走刀方向相反的力。Fx是设计走刀机构,计算车刀进给功率所必需的。 Fy——切深抗力、或背向力、径向力、吃刀力。它是处于基面内并与工件轴线垂直的力。Fy用来确定与工件加工精度有关的工件挠度,计算机床零件和车刀强度。它与工件在切削过程中产生的振动有关。 切削力的合力和分力 消耗在切削过程中的功率称为切削功率Pm(国标为Po)。切削功率为力Fz和Fx 所消耗的功率之和,因Fy方向没有位移,所以不消耗功率。于是 Pm=(FzV+Fxnwf/1000)×10-3 其中:Pm—切削功率(KW); Fz—切削力(N); V—切削速度(m/s); Fx—进给力(N); nw—工件转速(r/s); f—进给量(mm/s)。
[整理]切削力计算的经验公式
①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。因此,切削力减小。但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。 ②负倒棱的影响前刀面上的负倒棱(如图3-16a),可以提高刃区的强度, 图3-16 负倒棱对切削力的影响 但此时被切金属的变形加大,使切削力有所增加。负倒棱是通过它的宽度br1对进给量f的比值(br1/ f)来影响切削力的。br1/ f增大,切削力增大。当br1小于lf(lf为切屑与刀具前刀面的接触长度)时(如图3-16b),切屑除与倒棱接触外,还与前刀面接触,前刀面仍起作用。而当切钢br1/ f≥5或切灰铸铁br1/ f≥3,即br1大于l f时(如图3-16c),切屑只与倒棱接触,不与前刀面接触,切削力趋于稳定,且相当于用负前角为γo1刀加工时的切削力。 ③主偏角的影响由(图3-14b) 可知,Fp=Ffocosκr ;Ff=Ffpsinκr。偏角加大时,只改变Fp 和Ff的比例。 ④刃倾角的影响刃倾角对切削力的影响见(图3-17)。刃倾角λs减小时,Fy 增大,Fx减小。刃倾角在10o~-45o的范围内变化时,Fz基本不变。
图3-17刃倾角对切削力的影响 图3-18 车刀后刀面磨损量对切削力的影响 ⑷刀具磨损的影响图3-18表示车削45钢时,后刀面磨损量对切削力的影响。后刀面磨损增大,使主后刀面与加工表面的接触面积增大,后刀面上的法向力和摩擦力都将增大,故切削力加大。 ⑸切削液的影响以冷却作用为主的水溶液对切削力影响很小;而润滑作用强的切削油,由于其有效地减少了刀具前刀面与切屑、后刀面与工件表面之间的摩擦,甚至还能减少被加工金属的塑性变形,从而能显著地降低切削力。 ⑹刀具材料的影响刀具材料与被加工材料间的摩擦系数,影响到摩擦力的变化,直接影响切削力的变化。如在同样的切削条件下,陶瓷刀具切削力最小,硬质合金刀具次之,高速钢刀具的切
切削力的计算
金属切削中的物理现象及基本规律(3)二、切削力及其主要影响因素。 切削力是金属切削过程中的基本物理现象之一,是分析机 制工艺、设计机床、刀具、夹具时的主要技术参数。 (一)切削力的来源、切削分力 金属切削时,切削层及其加工表面上产生弹性和塑性变 形;同时工件与刀具之间的相对运动存在着摩擦力。如图 2-15 所示,作用在刀具上的力有两部分组成: 1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ; 2. 作用在前、后刀面上的摩擦力F fγ和 F fα 。 这些力的合力F称为切削合力,也称为总切削力。总切削力F可沿x,y,z方向分解为三个互相垂直的分力Fc、Fp、Ff,如图2-16所示。主切削力Fc 总切削力F在主运动方向上的分力;背向力Fp 总切削力F在垂直于假定工作平面方向上的分力;进给力Ff 总切削力在进给运动方向上的分力。 车削时各分力的实用意义如下: 主切削力 F c 作用于主运动方向,是计算机床主运动机构强度与刀杆、刀片强度及设计机床夹具、选择切削用量等的主要依据,也是消耗功率最多的切削力。
背向力 F p 纵车外圆时,背向力F p不消耗功率,但它作用在工艺系统刚性最差的方向上,易使工件在水平面内变形,影响工件精度,并易引起振动。 F p是校验机床刚度的必要依据。 进给力 F f 作用在机床的进给机构上,是校验进给机构强度的主要依据。 (二)切削力计算的经验公式 通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1 .指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中F c————主切削力(N); F p————背向力(N); F f————进给力(N); C fc、C fp、C ff————系数,可查表2-1; x fc、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表2-1。 K Fc、K Fp、K Ff ---- 修正系数,可查表2-5,表2-6。 2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用kc表示,见表2-2。 kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7) 式中A D -------切削面积(mm 2);
切削力学习总结
安徽涉外经济职业学院课程论文 切削力学习总结与体会 课程名称:金属切削原理及刀具 学年学期:2013年 - 2014年 系别:工程系 专业班级:模具设计与制造 姓名:杨硕 学号: 1 2 0 7 0 4 1 2 8 授课教师签名: 论文评分(百分制):
切削力学习总结与体会 金属切削时,刀具切入工件使切削层金属转变成切屑所需要的力称为切削力。通俗的讲:在切削加工时,工件材料抵抗刀具切削时产生的阻力。切削力是切削层金属产生变形的主要因素,在使切削层金属产生变形的同时,切削力消耗了功率,不但使刀具变钝失去切削能力,而且使加工表面质量变差,影响了生产效率。 研究切削力,对进一步弄清切削机理,对计算功率消耗,对刀具、机床、夹具的设计,对制定合理的切削用量,优化刀具几何参数等,都具有非常重要的意义。切削力来源于三个方面: 1、克服被加工材料对弹性变形的抗力; 2、克服被加工材料对塑性变形的抗力; 3、克服切屑对前刀面的摩擦力和刀具后刀面对过渡表面与已加工表面之间的摩擦力。 切削力有三个垂直的分力:即:主切削力、背向力、进给力。切削力的大小数值,可以用仪器测量的方法获得,也可以用公式计算出来。 1、切削力(主切削力)Fe:在主运动方向上的分力。它是校验和选择机床功率,校验和设计机床主运动机构、刀具和夹具强度和刚性的重要依据。 2、背向力(切深抗力)Fp:垂直于工作平面上的分力。它是影响加工精度、表面粗糙度的主要原因。 3、进给力(进给抗力)Ff:进给运动方向上的分力,使工件产生弹性弯曲,引起振动。它是校验进给机构强度的主要依据。 影响切削力的因素 1.机加设备自身的功率大小,它是切削力的客观条件 2.所加工材料的种类 3.刀具的种类和刀片参数的不同
切削力计算的经验公式
切削力计算得经验公式 通过试验得方法,测出各种影响因素变化时得切削力数据,加以处理得到得反映各因素与切削力关系得表达式,称为切削力计算得经验公式。在实际中使用切削力得经验公式有两种:一就是指数公式,二就是单位切削力。 1。指数公式 主切削力 (2—4) 背向力 (2—5) 进给力 (2-6) 式中Fc————主切削力( N); Fp————背向力( N); F f————进给力( N); C fc、 C fp、 Cff————系数,可查表 2—1; x fc、yfc、nfc、xfp、 y fp、nfp、 xff、 y ff、n ff -——--—指数,可查表2-1。 KFc、KFp、 K Ff --——修正系数,可查表2-5,表 2—6。 2 。单位切削力 单位切削力就是指单位切削面积上得主切削力,用kc表示,见表2-2。
kc=Fc/A d=Fc/(ap·f)=Fc/(b d·hd) (2-7) 式中A D——---—-切削面积( mm 2); a p ---—-—-背吃刀量( mm); f —————---进给量( mm/r); h d—-—----—切削厚度( mm ); b d-—--—--—切削宽度( mm)。 已知单位切削力 k c,求主切削力 F c Fc=k c·a p·f=kc·hd·b d (2-8) 式 2—8中得 k c就是指f = 0.3mm/r 时得单位切削力,当实际进给量f大于或小于 0。3mm /r时,需乘以修正系数 K fkc,见表 2—3、
表2-3 进给量?对单位切削力或单位切削功率得修正系 数 K fkc, Kfps
夹紧力计算(仅限借鉴)
4.1.2 夹紧力计算及夹紧气缸的设计 1、夹紧力的计算 工件材料为AS9U3,大平面加工余量为1.5mm ,采用硬质合金端铣刀加工,切削力查参考文献〔1〕可根据如下公式计算: ?式中:Fz ---铣削力(N) a f ---每齿进给量(mm/r) a w ---铣削宽度(mm) K FZ ---铣削力修正系数 d 0---铣刀外径(mm) a p ---铣削深度(mm) z ---?铣刀齿数 确定各参数值: (1).铣刀外径d 0=315mm ; (2).铣刀齿数Z =16; (3).每齿进给量af 是铣刀每转一个刀齿时铣刀对工件的进量: a f =V f /(z ·n)=360/(16×720)=0.031mm/r (4).铣削深度a p 对于端铣刀是指平行于铣刀轴线测量的被铣削层尺寸: a p =1.5mm (5). 铣削宽度a w 对于端铣刀是指垂直于铣刀轴线测量的被切削层尺寸: a w =240mm (6). 修正系数K FZ 取1.6; 由表查得: c F =7750 x F =1.0 y F =0.75 u F =1.1 w F =0.2 q F =1.3 FZ w q 0 V w y f X P X F Z K n d Z a a a c 25.0F f F F f F F ??????? =?
1.00.75 1.1 1.3 0.2 77501.50.03124016 0.25 1.6 315720 Z F ????=? ?? Fz=276.5N=28Kg (7). 理论所需夹紧力计算 确定安全系数: 总的安全系数k =k1·k2·k3·k4 k 1---- 一般安全系数; k 1取1.7; k 2----加工状态系数; 由于是精加工,所以k 2取1; k 3----刀具钝化系数; k 3取1.4; k 4----断续切削系数; k 4取1.2; ∴ k =1.7×1×1.4×1.2≈3 W =k ·p =3×28kg =84kg 2. 气缸的选择 Q=W/(i ·η1·n )=84/(0.8×0.8×3)=44kg 由气缸传动的计算公式: Q=P·(πD2/4)·η 式中: P--压缩空气压力=6atm =6kg/cm2 η--气缸摩擦系数,取0.8 i —压板与工件的摩擦系数,取0.8 n —夹紧气缸个数,本夹具为3 D--气缸直径(cm) 4444 6 3.140.8 Q D p πη?= =??D=34.2cm 通过以上理论计算,可以选择直径为50mm 的气缸。但是,考虑到由于铣削过程中每个刀齿的不连续切削,作用于每个刀齿的切削力大小及方向随时都在变化,致使在铣削过程中产生较大的振动,因此,夹具需有足够的夹紧力。此外还考虑到工厂所供压缩空气压力不稳定,零件加工余量发生变化,零件材料缺陷,以及其它不可预见性因素的影响,为安全可靠起见,选择直径为63mm 的气缸。 4.2 铣侧面工装定位精度计算 定位误差是由基准位移误差和基准不重和误差组成的。下面对工序尺寸31.85±0.075的定位误差进行分析计算。 4.2.1 基准直线位移误差△x 1
切削力计算的经验公式
切削力计算的经验公式 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1 .指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中F c————主切削力( N); F p————背向力( N); F f————进给力( N); C fc、 C fp、 C ff————系数,可查表 2-1; x fc、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff ------ 指数,可查表 2-1。 K Fc、 K Fp、 K Ff ---- 修正系数,可查表 2-5,表 2-6。 2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用 kc表示,见表 2-2。 kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7)
式中A D -------切削面积( mm 2); a p ------- 背吃刀量( mm); f - ------- 进给量( mm/r); h d -------- 切削厚度( mm ); b d -------- 切削宽度( mm)。 已知单位切削力 k c ,求主切削力 F c F c=k c·a p·f=k c·h d·b d (2-8) 式 2-8中的 k c是指 f = r 时的单位切削力,当实际进给量 f大于或小于 /r时,需乘以修正系数 K fkc ,见表 2-3。 表 2-3 进给量对单位切削力或单位切削功率的修正系数 K fkc , K fps 切削力的来源、切削分力 金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。如图 2-15所示,作用在刀具上的力有两部分组成: 1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ; 2. 作用在前、后刀面上的摩擦力F fγ和 F fα 。