轮毂轴承单元外圈感应淬火工艺优化研究
轮毂轴承对汽车传动系统阻力影响及其优化研究

摘要在石油资源紧缺和环境污染日益严重的背景下,某车企为满足油耗法规要求,急需对某款油耗较高的前置前驱MPV车型进行阻力优化研究。
本课题采用理论分析与试验研究相结合的方法,探究目标车型传动系统的阻力水平与分布规律,明确关键传动部件-轮毂轴承对传动系阻力特性的影响比重与优化空间。
分析影响轮毂轴承摩擦力矩的相关因素,试验探究各因素对其摩擦力矩的影响规律,并制定优化方案。
将优化后的样件装车并进行整车阻力与油耗试验,验证优化措施的有效性。
本文的研究工作及成果如下:(1)分析车辆动力传递过程中传动系的能耗损失,使用逐级拆解的测试方法对目标车和对标车传动系进行阻力分布测试。
试验结果表明,目标车的整车空挡平均阻力分别高于两对标车14N与33.4N。
传动系中轮毂轴承+轮胎部分的阻力占总传动阻力的比重最大。
且与对标车相比,目标车轮毂轴承阻力性能存在较大的优化提升空间。
(2)对轮毂轴承单元所受摩擦力矩进行分析,明确影响其摩擦力矩的相关因素。
研究表明轮毂轴承的密封和润滑脂部件对其摩擦力矩有重要影响。
对密封型式与结构参数进行优化,优化后的密封件可降低轮毂轴承摩擦力矩12%。
对润滑脂配方进行优化,试验表明所得测试油脂最高可降低轮毂轴承摩擦力矩9.9%。
(3)对轮毂轴承的最佳工作游隙进行研究,分析负游隙对轴承摩擦力矩与疲劳寿命的影响。
摩擦力矩试验表明,负游隙绝对值越小,轴承摩擦力矩越小,在轴承要求的公差范围内最高可降低摩擦力矩11%。
将负游隙绝对值减小并控制在0.01~0.02mm之间,经疲劳寿命试验验证,该范围的轮毂轴承可满足疲劳及可靠性要求。
(4)制定轮毂轴承的优化方案,并进行样件试制。
将原厂轮毂轴承与优化后的样件先后装车,进行整车阻力及整车燃油经济性试验。
试验结果表明,优化后的轮毂轴承可使整车传动系阻力矩大幅降低,其中左前轮阻力矩降低6.35%~19.28%,右前轮阻力矩降低18.41%~21.22%;同时整车油耗降低了80mL/100km,降低百分比为1.1%。
光纤激光轴承淬火设备及工艺研究的开题报告

光纤激光轴承淬火设备及工艺研究的开题报告一、研究背景轴承是机械传动装置中重要的零部件之一,其质量和精度直接关系到机械设备的运行效率和寿命。
目前,轴承加工中常用的热处理方式为淬火,其目的是提高轴承的硬度和耐磨性能。
然而,传统的淬火方法存在加热效率低、能量浪费等问题,因此需要寻找一种新型的淬火方法。
光纤激光淬火技术由于其加热速度快、能量利用率高、环保等优点,已经被广泛应用于钢铁、航空航天等领域。
因此,本研究旨在探索光纤激光淬火技术在轴承加工中的应用,并研究相应的工艺参数。
二、研究目的1. 探究光纤激光淬火技术在轴承加工中的应用;2. 研究不同参数下光纤激光淬火效果,寻找最佳加工参数;3. 探究光纤激光淬火对轴承性能的影响。
三、研究内容1. 光纤激光淬火技术原理及特点的分析;2. 制备适用于光纤激光淬火的轴承样品;3. 设计光纤激光淬火实验方案,对不同参数下的淬火效果进行测试;4. 对比分析不同淬火参数下轴承的硬度、耐磨性等性能指标;5. 研究探讨光纤激光淬火技术对轴承性能的影响机理。
四、研究方法1. 理论研究法:对光纤激光淬火技术原理及特点进行系统分析。
2. 实验研究法:选取适宜的轴承样品,进行光纤激光淬火实验,并根据实验结果对参数进行优化。
3. 对比研究法:采用传统淬火技术进行对比实验,对比分析不同淬火方法下轴承性能。
五、预期结果1. 探究光纤激光淬火技术在轴承加工中的应用,对比分析其与传统淬火方法的优缺点;2. 确定最佳的光纤激光淬火参数,提高轴承加工效率和质量;3. 探讨光纤激光淬火技术对轴承性能的影响机理,为进一步研究和应用提供理论基础。
六、研究意义本研究的结果可为轴承加工提供一种新的淬火方法,将有助于提高设备的运行效率和寿命。
同时,光纤激光淬火技术具有能量利用率高、环保等优点,将有助于降低能量消耗和环境污染。
实验优化激光淬火工艺参数研究
量的 实 验确 定 合适 的激 光 淬 火参 数 。
0 引言
激光淬火工艺是将一束高能量 的激光光束 照射在待 淬火的金属表面 , 瞬 间使其表面被照射 区域温 度升至相 变温度 , 并通过空气冷却使得表 面产生 高硬度淬火组织
的 热处 理 工艺 。 当前 ,激 光 淬 火 工 艺 作 为 一 种 新 型 的 热
t h e l a s e r q u e n c h i n g p r o c e s s . Th e GCr l 5 s p e c i me n s we r e u s e d f o r l a s e r q u e n c h i n g e x p e r i me n t s ,a n d t h e S U  ̄ aC C h m‘ d n c s s me a s u r e me n t a n d o r t h o g o n a l e x p e r i me n t s we r e c o n d u c t e d wi t h c h a n g i n g t h e ma i n p a r a me t e r s o f l a s e r q u e n c h i n g . Ba s c d 0 1 ) t h e t e s t r e s u l t s ,t h e p a r a me t e r s i n c l u d i n g t h e l a s e r s c a n n i n g v e l o c i t y a n d i t s s p o t s i z e we r e o p t i mi z e d a n d wo u l d i n l p r o v c t h e q u e n c h i n g h a r d n e s s . Th i s s t u d y wi l l p r o v i d e g u i d nc a e or f t h e l a s e r q u e n c h i n g p r o c e s s i n p r a c t i c a l wo r k.
轴承外圈加工工艺的改进方法探索

轴承外圈加工工艺的改进方法探索李雪梅;邱望标;胡鹏飞【摘要】This process combines the advantages of heat treatment with vibration by thermal - vibration to solve the problem of elastic deformation bearing processing. Its basic working process is using spontaneously physical changes to release the internal stress of work piece to stable size with work piece into oil bath. Process was put into use, the field feedback information proves that this technology has good economic and technical indexes.%该工艺结合了热处理和振动时效的优点,提出用热振动来解决轴承加工中的弹性变形问题.其基本工作过程是将被加工零件置于大强度、高频率的交变磁场作用下的恒温油浴中,利用零件自产生的两种物理变化——磁畴振动和运动来释放工件的内应力来稳定零件尺寸.工艺投入使用后,经现场反馈信息证明,该工艺具有良好的经济技术指标.【期刊名称】《贵州大学学报(自然科学版)》【年(卷),期】2011(028)004【总页数】3页(P45-47)【关键词】热振动;磁畴;内应力;经济技术指标【作者】李雪梅;邱望标;胡鹏飞【作者单位】贵州大学机械工程学院,贵州贵阳550003;贵州大学机械工程学院,贵州贵阳550003;贵州大学机械工程学院,贵州贵阳550003【正文语种】中文【中图分类】TM61目前轴承零件加工技术存在的主要问题之一是原材料和加工过程中的弹性变形所造成的各种轴承质量问题,制约了轴承精度的提高。
用试验设计(DOE)方法优化曲轴感应淬火工艺参数

关键 词 试验 设计 ( O ) 曲轴 感应 淬 火 P k M n a DE p i i b t
4 C M A锻钢 曲轴 ( 图 1 ,经机 械加 2r o 见 )
工 后 进行 轴 颈表 面 R圆角 感 应淬 火 , 其 有 效硬 化层深度埘其 使用性能有 至关重要 的影
响 。为 了提 高感 应 淬 火有 效 硬 化层 深 的稳 定性 , 即长 期过 程 能力 指 数 P k值 ,需 要 p 对 影响 曲轴 感应 淬火有 效硬 化层深 的因素进 喷 水 压 力 、 功 率 、 时 间 、 频 率 、 回 火 温 度) 1 。 .2试 验 设 计 ( D0E) 将 6个 因子 分 别取 两 个 水平 ( 表 1 进 行 见 )
表1试验因子及参数设置序号凼子名称参数hi参数lol频率8300hz7500hz2同火温度3653403功率200kw170kw4加热时间28秒24秒5感应器l26喷水k力20bar10bar102010年机械工程学会年会论文集16个试验参数组合及试验结果标准试验曲轴频率加热功加热感应器编喷水压力有效硬次序次序编号hz率kw号barmm15l158300365200241139有142258300340200241251无163268300365200241261无134358300340200242244无35117500340170281236有l6i2750036520024ll35有27138300365170242228有48148300340170242l25有9931750036520028l261无111032750034017028ll40有1011338300340200241l51无1212348300365170242l40有613217500365170282251有714227500340200282l56无815237500365170282144有516247500340170282245有注
汽车传动轴凸缘的感应淬火工艺研究
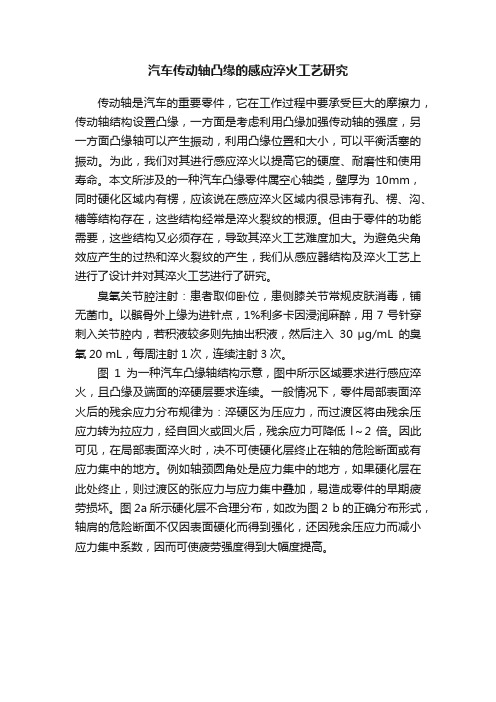
汽车传动轴凸缘的感应淬火工艺研究传动轴是汽车的重要零件,它在工作过程中要承受巨大的摩擦力,传动轴结构设置凸缘,一方面是考虑利用凸缘加强传动轴的强度,另一方面凸缘轴可以产生振动,利用凸缘位置和大小,可以平衡活塞的振动。
为此,我们对其进行感应淬火以提高它的硬度、耐磨性和使用寿命。
本文所涉及的一种汽车凸缘零件属空心轴类,壁厚为10mm,同时硬化区域内有楞,应该说在感应淬火区域内很忌讳有孔、楞、沟、槽等结构存在,这些结构经常是淬火裂纹的根源。
但由于零件的功能需要,这些结构又必须存在,导致其淬火工艺难度加大。
为避免尖角效应产生的过热和淬火裂纹的产生,我们从感应器结构及淬火工艺上进行了设计并对其淬火工艺进行了研究。
臭氧关节腔注射:患者取仰卧位,患侧膝关节常规皮肤消毒,铺无菌巾。
以髌骨外上缘为进针点,1%利多卡因浸润麻醉,用7号针穿刺入关节腔内,若积液较多则先抽出积液,然后注入30 μg/mL的臭氧20 mL,每周注射1次,连续注射3次。
图1为一种汽车凸缘轴结构示意,图中所示区域要求进行感应淬火,且凸缘及端面的淬硬层要求连续。
一般情况下,零件局部表面淬火后的残余应力分布规律为:淬硬区为压应力,而过渡区将由残余压应力转为拉应力,经自回火或回火后,残余应力可降低l~2倍。
因此可见,在局部表面淬火时,决不可使硬化层终止在轴的危险断面或有应力集中的地方。
例如轴颈圆角处是应力集中的地方,如果硬化层在此处终止,则过渡区的张应力与应力集中叠加,易造成零件的早期疲劳损坏。
图2a所示硬化层不合理分布,如改为图2 b的正确分布形式,轴肩的危险断面不仅因表面硬化而得到强化,还因残余压应力而减小应力集中系数,因而可使疲劳强度得到大幅度提高。
图1 汽车凸缘轴结构示意1. 一种汽车凸缘零件技术要求该凸缘零件的材料是40Cr,预备热处理为调质,硬度260~300HBW;硬化层深为1.0~2.0mm;硬度为50~55HRC;金相组织为7~8级马氏体;高频感应淬火区(图1中虚框线内)硬化层深1.0~2.0mm,为避免花键淬火裂纹,端面径向硬化区域4~5mm (图1中A端面)。
汽车轮毂轴承抗疲劳寿命优化设计研究
汽车轮毂轴承抗疲劳寿命优化设计研究作者:栗永非来源:《科学大众》2018年第07期摘要:近年来随着私家车的迅速普及,关于汽车方面的保养、修护以及其他的一些相关知识,逐渐开始进入普通大众的视线。
对于汽车设计的相关技术人员来讲,他们则更关注汽车各部件的设计和优化方面。
本文主要以汽车轮毂轴承为研究对象,试图依据传统的汽车轮毂轴承设计方案,并通过大量且反复设计和仿真验证提出一种能延缓轮毂轴承疲劳寿命终结的汽车轮毂轴承。
关键词:汽车轮毂;轴承;抗疲劳寿命;优化设计近年来,我国的汽车销量增长非常迅速,同样带动了汽车产业不断向前发展。
随着人们对汽车功能需求的不断攀升,汽车相关的设计人员也在不断地提高自身的设计能力,试图设计出性能更为出色的汽车部件。
汽车的轮毂轴承便是其中一个非常重要的部件,汽车轮毂轴承承载着汽车的传动和承载两个非常重要的功能,一直是设计人员非常关注的问题。
尽管目前国内的汽车行业已经比较成熟,但是和国外的相关企业相比,还有很大的差距。
因此,国内汽车轮毂轴承的设计还需要不断地创新和发展,特别是在疲劳寿命研究方面,需要大力提倡和发展。
本文主要以汽车轮毂轴承为研究对象,试图依据传统的汽车轮毂轴承设计方案,并通过大量反复设计和仿真验证提出一种能延缓轮毂轴承疲劳寿命终结的汽车轮毂轴承。
1 汽车轮毂轴承的发展历史自轮毂轴承产生以来,已经历了3代,其中第一代以双列角接触球为典型的轮毂轴承代表。
这一代的轮毂轴承特点是容易生产、结构简单、容易安装,目前的应用也非常广泛,装配的总数已达16 000 000余套。
第二代在第一代的基础上加了法兰盘的结构,加上此种结构后,实现了轴承圈套和悬架的连接,从而使轮毂的安装变得更容易。
第三代则是在第二代发展的基础之上又进行了改进,实现了轮毂轴承内圈和轮毂的合体,同时又结合制动盘和轮辋,这样的改进让轮毂轴承的安装变得越来越方便,ABS传感器也变得容易装配。
目前,有些汽车企业已经开始大规模使用这种第三代的汽车轮毂轴承了,现代汽车制造企业便是其中一家应用该轴承非常广泛的企业。
铸造铝合金轮毂T6热处理工艺的优化研究
铸造铝合金轮毂T6热处理工艺的优化研究陈旷1,关绍康1,胡保健2,梁允勇3(1.郑州大学材料科学与工程学院,河南郑州450002;2.三门峡戴卡轮毂制造有限公司,河南三门峡472000;3.奇瑞汽车有限公司,安徽芜湖241009)摘要:研究了固溶时间、淬火停留时间及涂装烘烤工艺对A356合金铸造轮毂性能的影响规律并优化了T6热处理工艺,将淬火停留时间缩短到2h。
研究表明:未涂装时优化工艺使合金抗拉强度达到240MPa,屈服强度达到181MPa。
伸长率达到8%;涂装后抗拉强度达到262MPa,屈服强度达到179MPa,伸长率达到9%,接近并达到目前国内T6工艺的强度性能,超过了国内轮毂行业的强度性能标准,具有一定的生产实际意义。
关键词:T6;涂装烘烤;A356;淬火停留时间中图分类号:TG142.4文献标识码:A文章编号:1001—3814(2006)06-0030-03铝合金轮毂具有节油、真圆度好、散热性好、坚固耐用、外观美观和操作轻快等优点,作为钢制轮毂的良好替代品。
已广泛应用于轿车和客车上。
但由于铝合金热处理后需要经历一次涂装烘烤工序,相当于对合金进行一个后续热处理,以往的研究仅局限于合金T6工艺的研究,因此作者研究了固溶时间、淬火停留时间及涂装烘烤工艺对合金力学性能和组织的影响,并在研究基础上优化了T6工艺。
研究表明,合金经优化工艺处理后其力学性能超过了目前国内A356合金低压铸造轮毂的标准,但比传统T6工艺的处理周期缩短了约8h,大大节约了生产成本。
1试验材料和试验方法1.1原材料和试验设备原材料为A356合金锭,99.7%以上的工业纯铝、纯镁锭、1#结晶硅,变质剂采用A1-10%Sr,细化剂选用A1.5Ti-1C,配制成符合要求的合金成分;试验设备及测试仪器:5t燃气炉,德国GIMA低压铸造机,SX-4-10箱式电阻炉,WDW-50微机控制电子万能试验机。
1.2熔炼铸造工艺熔炼在5t燃气炉中进行,熔炼温度为740~770℃,精炼温度为740~760℃.采用CCl4精炼,精炼5~8min,静置10~15min,变质细化在中间包进行,其温度不低于720℃,加入变质细化剂后,通氮精炼除气15~20min,倒入低压铸造机进行铸造,铸造温度不低于720℃,铸造成特定规格的A356合金轮毂,其化学成分(质量分数,%)为:6.99Si,0.31Mg,0.086Ti,0.010Sr,0.148Fe,0.006Cu,0.010Mn,0.013Zn.余为Al。
汽车轮毂轴承唇形密封圈密封性能优化研究
车轮淬火
27
车轮淬火案例
Click here to add your title
28
29
车轮淬火技术优势
加热效率高 (速度快慢可调节 控制)
启动速度快 通水通电后即可启 动加热,操作简便
加热范围广 可加热各式各样的 金属工件 安装方便 连接电源,感应圈 和进出水管即可,
加热效果好 被加热物芯表温差 均匀,升温快 保护措施布置齐全 设有过压、过流、 过热等报警指示
8
中频淬火变压器中的‘中频淬火’ 指的是中频感应淬火 热处理加热。 中频淬火变压器的次级线圈是一个交流感应线圈。
工件放在交流感应线圈中,在交变磁场作用下被加热。
加热只集中在工件表面层,这叫集肤效应。加热的速度 和加热的深度与感应圈的交流频率有关,频率高加热快 硬度高但是加热层薄,适合处理小型精密工件。低频 (工频)加热层厚,适合处理大载荷的大工件。中频效 果介于两者之间。
10
用于普通工件的感应加热电源控制系统示意图
高压桥
TA 656VAC
S300
低压桥
低压桥起动条件
逆变器
来自S300
负载电路
全控
来自S300
半控
IMF
来自S300
S300 S300MF
U
P.L.C.CABUET PROFIBUS
AL300
P2 JP24 JP23 J22
TF300
P1
S300A
J8 J7 J6 J5 J4 J3 J2 J1
6
感应加热是表面淬火最理想的一种加热方式。由于邻近 效应和集肤效应的影响,感应加热时只是工件中靠近外 表皮透入深度为定值的一层直接发热,内部发热很少; 如果控制加热时间,增大加热功率,是直接加热层的热 量来不及传到工件内部,这样就可以满足表面淬火的要 求。 表面淬火如图感应线圈流过很大的中频电流而将工件表 面加热。对一般工件加热时间只有几秒钟,共件内部温 度根本来不及上升,然后断点,并迅速喷水使工件表面 冷却。感应线圈用铜管通水冷却,线圈的形状要刚好包 住工件,它与工件间的间隙要尽可能的小。 中频淬火用于加热金属零件及表面局部淬火,淬火层深 度2mm-6mm,如金刚石锯片、钻头、车刀、硬质合金、齿 轮、汽车万向节、曲轴、紧固件等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮毂轴承单元外圈感应淬火工艺优化研究
张高峰;唐谊平;宣国军;黄德杰;李凯;高柯
【期刊名称】《机电工程》
【年(卷),期】2022(39)11
【摘要】针对轮毂轴承单元在道路使用中,因侧向冲击所引起的滚道压痕会造成车辆行驶过程中存在异响问题,对轮毂轴承外圈零件沟道感应淬火工艺进行了研究。
首先,通过调整感应线圈宽度和间距,对轴承外圈沟道淬硬层形状进行了优化;通过调整电源电压与加热时间,得到了合适的淬硬层深度,并基于该方法设计了4种工艺方案;然后,采用有限元分析方法,分别对不同工艺方案进行了仿真分析,得到了轴承外圈温度场、淬硬层深度与形状的仿真结果,并且通过工艺实验对仿真结果进行了验证,得到了外圈零件的实际工艺实验结果,同时对有限元与实验结果进行了误差分析;最后,采用路肩冲击试验的方式,验证了工艺优化结果对轮毂轴承抗冲击性能的提升效果。
研究结果表明:感应淬火工艺改进后,外圈内侧沟道接触角处淬硬层深度增加了0.3 mm,外侧沟道增加了0.5 mm,同时双沟道淬硬层形状调整成连贯状;仿真结果与工艺试验结果的误差低于10%;轮毂轴承外圈内侧沟道抗冲击能力平均提高43.0%,外侧沟道平均提高21.8%。
【总页数】6页(P1596-1601)
【作者】张高峰;唐谊平;宣国军;黄德杰;李凯;高柯
【作者单位】浙江工业大学材料科学与工程学院;浙江万向精工有限公司;江西特种电机股份有限公司
【正文语种】中文
【中图分类】TH133.33;U463.343;TG156.3
【相关文献】
1.载货汽车轮毂轴承外圈感应淬火
2.轿车轮毂轴承法兰盘外圈双沟道表面超音频感应器设计
3.一种新型轮毂轴承外圈结构的淬火有限元分析
4.轮毂轴承外圈整体淬火过程的数值模拟
5.X30CrMoN15-1钢制双列调心滚子轴承外圈感应淬火工艺数值模拟及参数优化
因版权原因,仅展示原文概要,查看原文内容请购买。