钻具常用技术参数查询

塔里木油田常用钻具技术参数查询
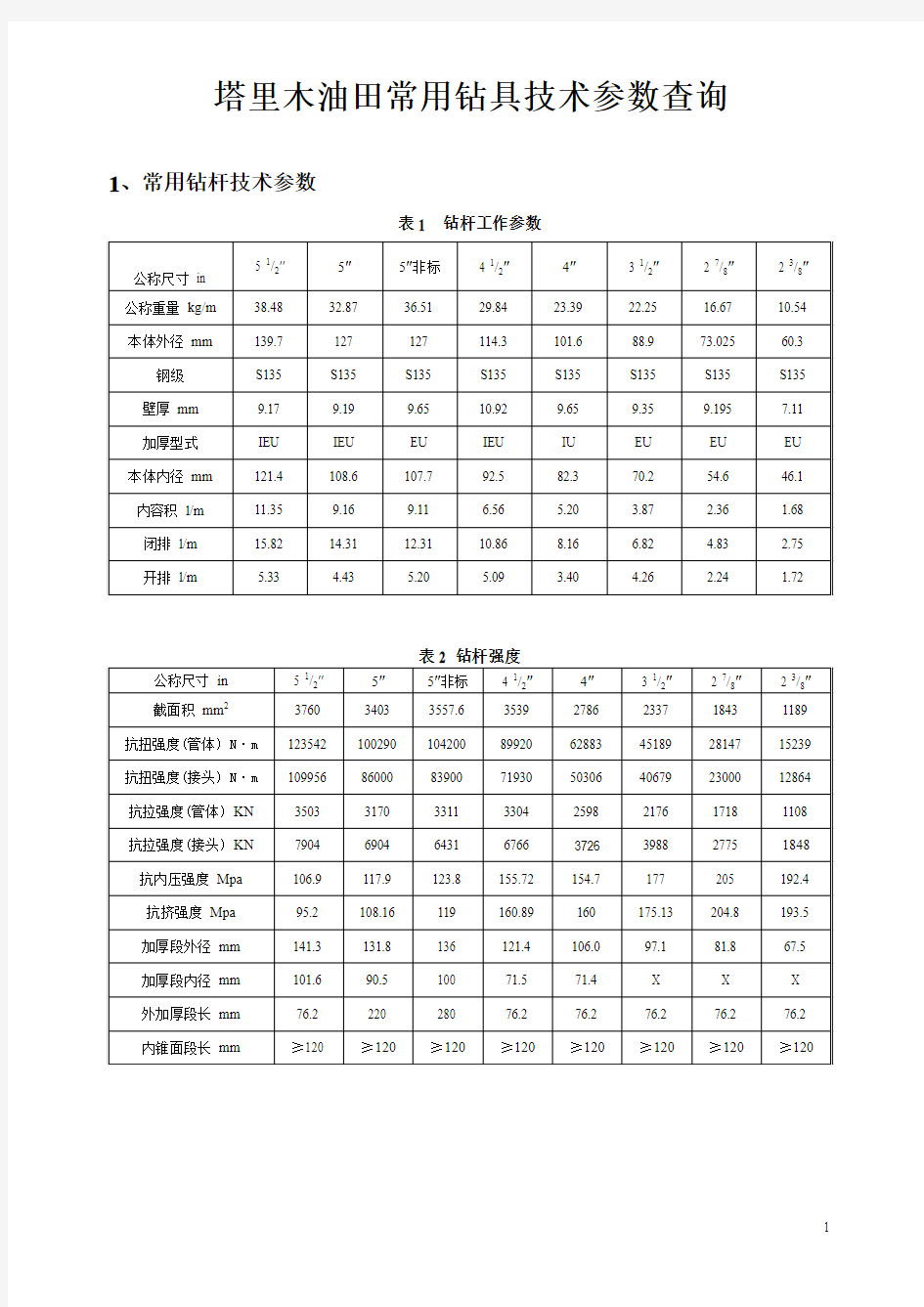
1、常用钻杆技术参数
表1 钻杆工作参数
表3 钻杆接头尺寸和扣型
表4 常用钻杆分级规定
注:1.塔里木油田范围内三级钻杆停用,分级管体壁厚比行标提高3-5个百分点;
2.*表示非标,目前塔里木油田所用的4 "、41/2"、5″、51/2"钻杆均有采用非标制造。
2、方钻杆
表5 方钻杆规范
3、钻铤
表6 钻铤规范
常用钻具组合
一、常规钻井(直井)钻具组合: BIT钻头;DC钻铤;SDC 螺旋钻铤;LZ螺杆钻具;SJ双向减震器;DP钻杆;HWOP 加重钻杆;STB或LF钻具稳定器;LB随钻打捞杯;DJ震击器; 1、塔式钻具组合: Φ×0.50m+Φ229mmDC×27.24m +Φ203mmDC×54.94m+Φ165mmDC×54.51m+Φ Φ×0.40m+Φ229mmDC×54.38m+Φ203mmDC×82.23m+Φ165mmDC×81.83m+Φ Ф×0.32m+Ф×9.50m+Ф229mmDC×45.40m+Ф203mmDC×73.13m+Ф165mmDC×81.83 m+Ф Φ×0.30m+Φ229mm SJ×6.62m+Ф229mmDC×53.94m+Ф203mmDC×81.75m+Ф165mmDC ×81.83m+Ф 钻头FX1951X0.44 m(Φ311.1mm)+6A10/630×0.61 m+9″钻铤×52.17m(6根)+6A11/5A10×0.47 m+ 8″钻铤×133.19m(9根)+410/5A11×0.49 m+61/2″钻铤 ×79.88m(9根)+51/2″HWOP×141.88m(15根)+51/2″钻杆(**根)+顶驱Φ×0.25m+430/4A10+Ф165mmSDC×161.56m+4A11/410+Ф165mmDJ×8.81m+411/4A1 0+61/2″钻铤×79.88m(9根)+51/2″HWOP×141.88m(15根)+51/2″钻杆(**根)+顶驱 2、钟摆钻具组合: Φ×0.50m+730/NC61母+Φ229mm SJ×9.24m+Φ229mmSDC×18.24m+730/NC61公+2 6″LF+731/NC61母+Φ229mmSDC×9.24m+730/NC61公+26″LF +731/NC56母+Φ203mmD C×94.94m+410/NC56公+Φ+顶驱 Φ×0.50m+730/NC61母+Φ229mmSJ×9.24m+Φ229mm SDC×18.24m+171/2″LF+Φ2 29mmSDC×9.24m+171/2″LF +NC61公/NC56母+Φ203mmDC×121.94m+8″随震+8″DC ×18.94m+410/NC56公+Φ127mmH WOP×141.94m +Φ+顶驱 Φ×0.46m+Φ229mmDC×18.08m+Φ308mmLF×1.82m+Φ203mmDC×9.10m+Φ308mmL F×1.51m+Φ229mmDC×27.32m+203mmDC×73.13m+Φ178mmDC×81.83m+Φ+顶驱Φ×0.50m+630/NC61母+Φ229mmSJ×9.24m+Φ229mm SDC×18.24m +NC61公/NC56母+121/4″LF + NC56 公/ NC61母+Φ229mm SDC×9.24m +NC61公/NC56母+121/4″LF +Φ203mmDC×121.94m+8″随震+8″SDC×27.94m+410/NC56公+Φ×141.94m +Φ+顶驱Φ×0.50m+630/731+95/8″LZ+Φ229mmSJ×18.64m+ 121/4″LF ++Φ229mm SDC ×9.24m +121/4″LF+Φ203mmDC×148.94m+410/NC56公+Φ×141.94m +Φ+顶驱Φ×0.33m+Φ172mmLZ×8.55m+Φ165mmSDC×1.39m+Φ165mmSDC×1.39m+Φ214mmS TB×1.38m+Φ165mmDC× 236.14m+Φ×141.94m +Φ+顶驱 3、满眼钻具组合: Φ×0.30m+121/4″LF +NC56 公/ NC61母+Φ229mmSJ×9.24m+NC61公/NC56 母+121/4″LF + NC56 公/ NC61母+Φ229mm SDC×18.24m+NC61公/NC56母+121/4″LF +Φ203mmDC×121.94m+8″随震+8″SDC×18.94m+410/NC56公+Φ×141.94m +Φ+顶驱Φ215.9mm牙轮BIT×0.24m+Φ190mm LB×1.10m+Φ214mmSTB×1.39m+Ф165mm SDC ×1.39m+Φ214mmSTB×1.40m+Ф165mm DC×8.53m+Φ214mmSTB×1.39m+Φ165mm SJ×5.08 m+Ф165mm DC×244.63m+Φ×141.94m +Φ+顶驱 Φ215.9mm牙轮BIT×0.24m+Φ214mmLF×1.49m+Ф165mmSDC×1.39m+Φ214mmLF×1.40m+Ф165mmDC×8.53m+Φ214mmLF×1.39m+Φ165mm SJ×5.08m+Ф165mmDC×244.63m+Φ×141.94m +Φ+顶驱
压力容器常用标准汇集
常用常压容器标准 1、NB/T47003.1-2009《钢制焊接常压容器》-----取代JB/T4735-1997 2、NB/T47015-2011《压力容器焊接规程》-----取代JB/T4709 3、GB912-2008 《碳素结构钢和低合金结构钢热轧薄钢板和钢带》 4、GB/T3274-2007 《碳素结构钢和低合金结构钢热轧厚钢板和钢带》 5、GB/T4237-2007 《不锈钢热轧钢板和钢带》表面质量 6、GB/T3280-2007 《不锈钢冷轧钢板和钢带》加工等级 7、GB/T3091-2008 《低压流体输送用焊接钢管》Q235A Q235B 8、GB/T3092-2008 《低压流体输送用镀锌焊接钢管》Q235A Q235B 9、GB/T8162-2008 《结构用无缝钢管》10 20 承压试验 10、GB/T8163-2008 《流体输送用无缝钢管》10 20 11、GB6479-2008 《高压化肥设备用无缝钢管》Q345 16Mn 12、GB13296-2013 《锅炉热、交换器用不锈钢无缝钢管》304 13、GB/T14976-2012 《流体输送用不锈钢无缝钢管》 14、GB/T700-2008 《碳素结构钢》型钢、标准件 15、GB/T1591-2008 《低合金高强度结构钢》Q345 16、GB/T983-2012 《不锈钢焊条》 17、GB/T5117-2012 《非合金钢细晶粒钢焊条》 18、GB/T5118-2012 《热强钢焊条》 19、GB/T5293-1999 《埋弧焊用碳钢焊丝和焊剂》 20、GB/T12470-2003 《埋弧焊用低合金钢焊丝和焊剂》 21、GB/T14957-2012 《熔化焊用钢丝》 20、JB/T4747-2012 《压力容器用钢焊条订货技术条件》 20、YB/T509-2005 《焊接用不锈钢丝》 21、GB/T25198-2010《压力容器封头》---------JB/T4746 封头 22、JB/T4701-2002 《甲型平焊法兰》 23、JB/T4702-2002 《乙型平焊法兰》 24、JB/T4703-2002 《长颈对焊法兰》 25、HG21514-21535 -2005 《各型钢制人孔和手孔》 HG21515-2005 《常压人孔》 26、HG21594-21604 -1999 《不锈钢人孔、手孔》选用 27、HG/T20592-20635-2009 《钢制管法兰、垫片、紧固件》 GB/T5782-2000 《六角头螺栓》M10-M33、 GB/T5785-2000 《六角头螺栓细牙》M36×3~M56×4 5.6-8.8 ≤1.6MPa GB/T901-2000 《等长双头螺柱》B级 5.6-8.8 ≤1.6MPa HG/T20613 全螺纹螺柱≤16MPa GB/T6170-2000 《Ⅰ六角头螺母》M10-M33、 GB/T6171 《Ⅰ六角头螺母.细牙》M36×3~M56×4 6-8 ≤1.6MPa GB/T6175-2000 《Ⅱ六角头螺母》M10-M33、 GB/T6176 《Ⅱ六角头螺母.细牙》M36×3~M56×4 ≤16MPa 28、JB/T4710-2005 《钢制塔式容器》裙座 30、JB/T4712.1--4-2007《容器支座》耳式支座、支腿式支撑、支撑式支座 31、GB/T3098.1--2 《紧固件机械性能》
常见各种扣型标准解释
·石油常用管丝扣类型及规格 一、前言 在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。 随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。 目前高压油气井越来越多,普通API螺纹油管已经不能满足高压密封的要求,对于压力高于28MPa的油气井,大多数选择了气密封特殊扣型油管。 由于越来越多的含有H2S/CO2/Cl-的油气井将投入开发,普通低碳低合金钢油管不能适应较恶劣 的腐蚀环境,油管使用寿命不能达到油气井的设计要求,因而9Cr、13Cr、22Cr、25Cr等耐腐蚀材质油管的应用也越来越广泛。 (一)、公司采用成套无压痕设备起下作业满足以下要求: 1. 扭矩管理:气密封特殊螺纹油管的作业,实施单根扭矩管理(扭矩图形记录、过扭矩保护)。 2. 转速管理:特殊材质油管,使用无压痕液压钳,低速上扣(1~6 rpm)。 3.引扣:使用布带钳引扣。 (二)、提供无压痕成套设备和技术: 1.采用国家专利“无牙卡瓦”(专利号ZL 2005 20146989.3)配套液压动力钳和液压站使用。 2.使用NKY-193B型扭矩自动控制系统,记录实时扭矩曲线、过扭矩保护。 3.用布带钳引扣,不伤油管表面防腐层。 (三)、无压痕起下作业具有以下优点: 1.油管表面没有咬印,保护油管不受损伤; 2.减少作业次数,降低油井维修费用; 3.按最佳扭矩上扣,延长油管使用寿命; 4.最大程度降低油管破裂损耗几率; 5.增强油管串的整体性,提高油管串的安全性。 (公司对外提供特殊材质特殊扣(无压痕)油套管起下成套设备和技术服务)
压力容器常用标准、规范
压力容器设计常用规、规定和标准 1.设计标准 GB 150-1998 钢制压力容器* GB 151-1999 管壳式换热器* GB 12337-1998 钢制球型储罐 HG/T 20569-1994 机械搅拌设备 JB/T 4710-2005 钢制塔式容器 JB/T 4731-2005 钢制卧式容器 JB/T 4734-2002 铝制焊接容器 JB/T 4735-1997 钢制焊接常压容器 JB/T 4745-2005 钛制焊接容器 2.基础标准 HG 20580-1998 钢制化工容器设计基础规定* HG 20581-1998 钢制化工容器材料选用规定* HG 20582-1998 钢制化工容器强度计算规定HG 20583-1998 钢制化工容器结构设计规定* HG 20584-1998 钢制化工容器制造技术要求HG 20585-1998 钢制低温压力容器技术规定* HG 20652-1998 塔器设计技术规定
3.设备型式参数标准 GB/T 17261-1998 钢制球型储罐型式与基本参数 JB/T 4714-1992 浮头式换热器和冷凝器型式与基本参数JB/T 4715-1992 固定管板式换热器型式与基本参数 JB/T 4716-1992 立式热虹吸式重沸器型式与基本参数JB/T 4717-1992 U型管式换热器型式与基本参数 4.制造检验标准 GB/T 4334.1-2000 不锈钢10%草酸浸蚀试验方法 GB/T 4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法 GB/T 4334.3-2000 不锈钢65%硝酸腐蚀试验方法 GB/T 4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法 GB/T 4334.5-2000 不锈钢硝酸-硫酸铜腐蚀试验方法 GB/T 4334.6-2000 不锈钢5%硫酸腐蚀试验方法 JB 4708-2000 钢制压力容器焊接工艺评定 JB/T 4709-2000 钢制压力容器焊接规程 JB/T 4730-2005 承压设备无损检测 5.筒体 GB/T 9019-2001 压力容器公称直径 GB/T 17395-1998 无缝钢管尺寸、外形、重量及允许偏差
压力容器常见分类标准
压力容器常见分类标准 一、使用年限:一般设计使用年限为10-15年,对高压容器,一般为20-25年。 二、按压力分 (一)内压容器低压容器0.1≤P<1.0MPa 中压容器 1.0≤P<10MPa 高压容器10≤P<100MPa 超高压容器P≥100MPa (二)外压容器容器内部压力小于外部压力,其中内部压力小于一个绝对大气压(0.1MPa)的外压容器叫真空容器。 三、按管理分 (一)一类容器(属下列情况之一) 1、非易燃或无毒介质的低压容器。 2、易燃或有毒介质的低压分离容器和换热容器。 (二)二类容器(属下列情况之一) 1、中压容器 2、剧毒介质的低压容器。 3、易燃或有毒介质的低压反应容器和贮运容器。 4、内径小于1米的低压废热锅炉。 (三)三类容器(属下列情况之一) 1、高压、超高压容器。 2、剧毒介质但最高工作压力P w与容积V的乘积大于0.2MPa.m3的低压容器或剧毒介质的中压容器。 3、易燃或有毒介质且P w×V≥0.5MPa.m3的中压反应容器,或P w×V≥5MPa.m3的中压贮运容器。 4、中压废热锅炉或内径大于1米的低压废热锅炉。 注: 1、剧毒介质:指进入人体量小于50克即会引起肌体严重损伤或致死的介质。如:氟、氢氟酸、氢氰酸、光气、氟化氢、碳酰氟等。 2、有毒介质:指进入人体量大于等于50克即会引起人体正常功能损伤的介质。如:二氧化硫、氨、一氧化碳、氯乙烯、甲醇、氧化乙烯、硫化乙烯、二硫化碳、乙炔、硫化氢等。 3、易燃介质:指与空气混合的爆炸下限<10%或爆炸上限和下限之差值>20%的气体。如:一甲胺、乙烷、乙烯、氯甲烷、环氧乙烷、环丙烷、氢、丁烷、三甲胺、丁二烯、丁烯、丙烷、丙烯、甲烷等。 四、按作用原理分 (一)反应容器 主要用来完成介质的物理、化学反应的容器。如反应器、发生器、反应釜、分解锅、分解塔、聚合釜、高压釜、合成塔、变换炉、蒸煮锅、蒸球等。 (二)换热容器 主要用来完成介质的热量交换的容器。如废热锅炉、蒸发器、加热器、硫化锅、消毒
压力容器最新常用标准
常用最新标准 国家能源局发布标准: NB/T 47001-2009(JB/T4713)《钢制液化石油气卧式储罐型式与基本参数》;NB/T 47002.1~.4-2009(JB/T4733.1~.4)《压力容器用爆炸焊接复合板》;NB/T 47003.1~.2-2009(JB/T4735.1~.2)《钢制焊接常压容器固体料仓》;NB/T 47008-2010(JB/T4726)《承压设备用碳素钢和合金钢锻件定》; NB/T 47009-2010(JB/T4727)《低温承压设备用低合金钢锻件》; NB/T 47010-2010(JB/T4728)《承压设备用不锈钢和耐热钢锻件》; NB/T 47011-2010《鋯制压力容器及释义》; NB/T 47012-2010(JB/T 4750) 《制冷装置用压力容器》 NB/T 47013-2010《承压设备无损检测第10部分-衍射时差法超声检测TOFD》;NB/T 47014-2011(JB/T4708)《承压设备焊接工艺评定》; NB/T 47015-2011(JB/T 4709)《压力容器焊接规程》; NB/T 47016-2011(JB/T 4744)《承压设备产品焊接试件的力学性能检验》;NB/T 47017-2011《压力容器视镜》; NB/T 47018.1~.7-2011(JB/T 4747)《承压设备用焊接材料订货技术条件》;NB/T 47019.1~.8-2011《锅炉热交换器用管订货技术条件》 NB/T 47021-2012(JB/T4701)《甲型平焊法兰》 NB/T 47022-2012(JB/T4702)《乙型平焊法兰》 NB/T 47023-2012(JB/T4703)《甲型平焊法兰》 NB/T 47024-2012(JB/T4704)《长颈对焊焊法兰》 NB/T 47025-2012(JB/T4705)《非金属软垫片》 NB/T 47026-2012(JB/T4706)《金属包垫片》 NB/T 47027-2012(JB/T4707)《压力容器法兰用紧固件》 NB/T 47028-2012《压力容器用镍及镍合金锻件》 NB/T 47029-2012《压力容器用铝及铝合金锻件》 压力容器材料标准 碳素钢和低合金钢板 ■GB713《锅炉和压力容器用钢板》(Q245R、Q345R、Q370R…….) ■GB3531《低温压力容器用低合金钢钢板》(16MnDR、15MnNiDR…….) ■GB19189《压力容器用调质高强度钢板》(07MnMoVR………)
压力容器的强度计算]
压力容器的强度计算 本章重点要讲解内容: (1)理解内压容器设计时主要设计参数(容器内径、设计压力、设计温度、许用应力、焊缝系数等)的意义及其确定原则; (2)掌握五种厚度(计算壁厚、设计壁厚、名义壁厚、有效壁厚、最小壁厚)的概念、相互关系以及计算方法;能熟练地确定腐蚀裕度和钢板负偏差; (3)掌握内压圆筒的厚度设计; (4)掌握椭圆封头、锥形封头、半球形封头以及平板封头厚度的计算。 (5)熟悉内压容器强度校核的思路和过程。 第一节设计参数的确定 1、我国压力容器标准与适用范围 我国现执行GB150-98 “钢制压力容器”国家标准。该标准为规则设计,采用弹性失效准则和稳定失效准则,应用解析法进行应力计算,比较简便。 JB4732-1995《钢制压力容器—分析设计标准》,其允许采用高的设计强度,相同设计条件下,厚度可以相应地减少,重量减轻。其采用塑性失效准则、失稳失效准则和疲劳失效准则,计算比较复杂,和美国的ASME标准思路相似。 2、容器直径(diameter of vessel) 考虑压制封头胎具的规格及标准件配套选用的需要,容器筒体和封头的直径都有规定。对于用钢板卷制的筒体,以内径作为其公称直径。 表1 压力容器的公称直径(mm) 如果筒体是使用无缝钢管直接截取的,规定使用钢管的外径作为筒体的公称直径。 表2 无缝钢管制作筒体时容器的公称直径(mm)
3、设计压力(design pressure) (1)相关的基本概念(除了特殊注明的,压力均指表压力) ?工作压力P W:在正常的工作情况下,容器顶部可能达到的最高压力。 ①由于最大工作压力是容器顶部的压力,所以对于塔类直立容器,直立进行水压 试验的压力和卧置时不同; ②工作压力是根据工艺条件决定的,容器顶部的压力和底部可能不同,许多塔器顶 部的压力并不是其实际最高工作压力(the maximum allowable working pressure)。 ③标准中的最大工作压力,最高工作压力和工作压力概念相同。 ?设计压力指设定的容器顶部的最高压力,与相应的设计温度一起作为设计载荷条 件,其值不低于工作压力。 ①对最大工作压力小于0.1Mpa 的内压容器,设计压力取为0.1Mpa; ②当容器上装有超压泄放装置时,应按“超压泄放装置”的计算方法规定。 ③对于盛装液化气体的装置,在规定的充满系数范围内,设计压力由工作条件下, 可能达到的最高金属温度确定。(详细内容,参考GB150-1998,附录B(标准的附 录),超压泄放装置。) ?计算压力P C是GB150-1998 新增加的内容,是指在相应设计温度下,用以确定元 件厚度的压力,其中包括液柱静压力,当静压力值小于5%的设计压力时,可略去 静压力。 ①注意与GB150-1989 对设计压力规定的区别; 《钢制压力容器》规定设计压力是指在相应设计温度下,用以确定容器壳壁计算厚度的压力,亦是标注在铭牌上的设计压力,取略高或等于最高工作压力。当容器受静压力值大于5%设计压力时,应取设计压力与液柱静压力之和进行元件的厚度计算。 使许多设计人员误将设计压力和液柱静压力之和作为容器的设计压力。 ②一台设备的设计压力只有一个,但受压元件的计算压力在不同部位可能有所变化。 ③计算压力在压力容器总图的技术特性中不出现,只在计算书中出现。 4、设计温度(Design temperature) 设计温度是指容器在正常工作情况下,在相应的设计压力下,设定的受压元件的金属温度。主要用于确定受压元件的材料选用、强度计算中材料的力学性能和许用应力,以及热应力计算时设计到的材料物理性能参数。 ●设计温度不得低于元件金属在工作状态可能达到的最高温度; ●当设计温度在0℃以下时,不得高于元件金属可能达到的最低温度; ●当容器在各部分工作状态下有不同温度时,可分别设定每一部分的设计温度; 5、许用应力(Maximum allowable stress values) 许用应力是以材料的极限应力除以适当的安全系数,在设计温度下的许用应力的大小,直接决定容器的强度,GB150-1998 对钢板、锻件、紧固件均规定了材料的许用应力。 表3 钢制压力容器中使用的钢材安全系数
压力容器标准
一、压力容器是指同时具备下列三个条件的容器 1.工作压力(PW)≥0.1MPa(不含液体静压力)。 2.内直经(非圆形截面积指最大尺寸)≥0.15M且容积V≥0.025M3。 3.盛装介质为气体、液化气体或最高工作温度大于等于标准沸点的液体。 二、压力容器的分类 1.按设计压分为:低压,中压、高压、超高压四个压力等级。 (1)低压容器(代号L):0.1MPa≤P<1.6MPa。 (2)中压容器(代号M):1.6MPa≤P<10MPa。 (3)高压容器(代号H):10MPa≤P<100MPa。 (4)超高压容器(代号U):P≥100MPa。 2.按压力容器在生产工艺过程中的作用原理分类 (1)反应压力容器(代号R),主要用于介质的物理、化学反应的压力容器,如反应塔等。(2)换热压力容器(代号E),主要是用于完成介质热量交换的压力容器,如热交换器,冷凝器。(3)分离压力容器(代号S),主要是用于完成介质的流体压力缓冲和气体净化分离,如分离器、缓冲器、分汽缸等。
(4)储存压力容器(代号C,其中球罐代号B),主要是用于储存、盛装气体、液体,液化气体等介质的压力容器,如各种型式的储罐。 3.按使用位置分类 (1)固定工压力容器有固定的安装和使用地点,用管道与其他设备相连。 (2)移动式压力容器则无固定安装和使用地点,如铁路罐车,汽车罐车。移动式压力容器的一个重要分支就是气瓶。气瓶是使用的最为普遍的一种移动式力容器,它的的特点是数量大,使用范围广,充装的气体种类多,重复使用率高。气瓶分为以下种:a:无缝气瓶,如氧气瓶,b:焊接气瓶,如液氨,c:溶解乙炔气瓶,d:液化石油气瓶,e:特种气瓶,如车用气瓶。
常用钻具专业技术参数
常用钻具技术参数
————————————————————————————————作者:————————————————————————————————日期:
钻杆 (1)2-7/8〞钻杆 1)★外径:2-7/8〞(73mm); 2)内径:2.151”(54.6mm); 3)★钻杆钢级:G105; 4)★加工形式: EU; 5)壁厚:9.19mm; 6)★重量:10.4ppf 7)总长度(从台肩到台肩):31ft±0.5ft ; 8)材质硬度:HB(TJ)285-340; 9)★接头扣型:NC31; 10)螺纹旋型:右旋; 11)★接头外径:104.8mm; 12)★接头内径:50.8mm; 13)焊接方法:摩擦焊接; 14)接头扣钳部分长度:10〞 Pin(不含扣长)x12.5〞 Box; 15)吊卡台肩:18°; 16)管子表面:清漆; 17)★内部涂装:TK34; 18)接头和管体材料产地:宝钢; 19)接头耐磨带:母接头端敷焊宽度为3〞ARNCO-100XT的耐磨带,在母扣 18°台肩面上敷焊宽度为1〞的ARNCO-100XT耐磨带。 20)含接头估重:16.5KG/M (2)3-1/2”钻杆 1)★外径:3-1/2〞(88.9mm); 2)内径:2.764”(70.2mm); 3)★钻杆钢级:S135; 4)★加工形式: EU; 5)壁厚:9.35mm;
6)★重量:13.3ppf 7)总长度(从台肩到台肩):31ft±0.5ft ; 8)材质硬度:HB(TJ)285-340; 9)★接头扣型:NC38; 10)螺纹旋型:右旋; 11)★接头外径:127mm; 12)★接头内径:54mm; 13)焊接方法:摩擦焊接; 14)接头扣钳部分长度:10〞 Pin(不含扣长)x12.5〞 Box; 15)吊卡台肩:18°; 16)管子表面:清漆; 17)★内部涂装:TK34; 18)接头和管体材料产地:宝钢; 19)接头耐磨带:母接头端敷焊宽度为3〞ARNCO-100XT的耐磨带,在母扣 18°台肩面上敷焊宽度为1〞的ARNCO-100XT耐磨带。 20)含接头估重:22.21KG/M (3)4”钻杆 1)★外径:4〞(101.6mm); 2)内径:3.340”(84.84mm); 3)★钻杆钢级:S135; 4)★加工形式: EU; 5)壁厚:8.38mm; 6)★重量:14ppf 7)总长度(从台肩到台肩):31ft±0.5ft ; 8)材质硬度:HB(TJ)285-340; 9)★接头扣型:NC46; 10)螺纹旋型:右旋; 11)★接头外径:152.4mm; 12)★接头内径:76.2mm;
压力容器常用标准规范
压力容器常用标准规范 The Standardization Office was revised on the afternoon of December 13, 2020
压力容器设计常用规范、规定和标准 1.设计标准 GB 150-1998 钢制压力容器* GB 151-1999 管壳式换热器* GB 12337-1998 钢制球型储罐 HG/T 20569-1994 机械搅拌设备 JB/T 4710-2005 钢制塔式容器 JB/T 4731-2005 钢制卧式容器 JB/T 4734-2002 铝制焊接容器 JB/T 4735-1997 钢制焊接常压容器 JB/T 4745-2005 钛制焊接容器 2.基础标准 HG 20580-1998 钢制化工容器设计基础规定* HG 20581-1998 钢制化工容器材料选用规定* HG 20582-1998 钢制化工容器强度计算规定HG 20583-1998 钢制化工容器结构设计规定*
HG 20584-1998 钢制化工容器制造技术要求 HG 20585-1998 钢制低温压力容器技术规定* HG 20652-1998 塔器设计技术规定 3.设备型式参数标准 GB/T 17261-1998 钢制球型储罐型式与基本参数 JB/T 4714-1992 浮头式换热器和冷凝器型式与基本参数JB/T 4715-1992 固定管板式换热器型式与基本参数 JB/T 4716-1992 立式热虹吸式重沸器型式与基本参数JB/T 4717-1992 U型管式换热器型式与基本参数 4.制造检验标准 GB/T 不锈钢 10%草酸浸蚀试验方法 GB/T 不锈钢硫酸-硫酸铁腐蚀试验方法 GB/T 不锈钢 65%硝酸腐蚀试验方法 GB/T 不锈钢硝酸-氢氟酸腐蚀试验方法 GB/T 不锈钢硝酸-硫酸铜腐蚀试验方法 GB/T 不锈钢 5%硫酸腐蚀试验方法
2020年压力容器的标准
(情绪管理)压力容器的标准
1.3压力容器规范标准 目的:确保压力容器于设计寿命内安全运行内容:材料、设计、制造、检验等 性质:法规,必须遵守 特点:定期补充、修改,用新规范 1.3.1国外主要规范标准简介:美国A S M E规范、日本压力容器标准、 欧盟压力容器标准 1、美国A S M E规范 目前A S M E规范共有十二卷包括锅炉、压力容器、核动力装置、焊接、材料、无损检测等内容。 A S M E规范每三年出版壹个新的版本,每年有俩次增补。 于形式上,A S M E规范分为4个层次:规范(C o d e)、规范案例(C o d e C a s e)、条款解释(I n t e r p r e t a t i o n)、规范增补(A d d e n d a) A S M E规范中和压力容器设计有关的主要是第Ⅷ篇《压力容器》、第Ⅶ篇《移动式容器建造和连续使用规则》和第Ⅹ篇《玻璃纤维增强塑料压力容器》。 第Ⅷ篇分为3个册: 第1册《压力容器》 第2册《压力容器——另壹规则》 第3册《高压容器另壹规则》 简称A S M EⅧ-1、A S M EⅧ-2和A S M EⅧ-3 A S M EⅧ-1
A S M EⅧ-1为常规设计标准,适用压力小于等于20M P a; 它以弹性失效设计准则为依据,根据经验确定材料的许用应力,且对零部件尺寸作出壹些具体规定。由于它具有较强的经验性,故许用应力较低。 A S M EⅧ-1不包括疲劳设计,但包括静载下进入高温蠕变范围的容器设计。 A S M EⅧ-2 A S M EⅧ-2为分析设计标准,它要求对压力容器各区域的应力进行详细地分析,且根据应力对容器失效的危害程度进行应力分类,再按不同的安全准则分别予以限制。 跟A S M EⅧ-1相比,A S M EⅧ-2对结构的规定更细,对材料、设计、制造、检验和验收的要求更高,允许采用较高的许用应力,所设计出的容器壁厚较薄。 A S M EⅧ-2包括了疲劳设计,但设计温度限制于蠕变温度以内。 A S M EⅧ-3 A S M EⅧ-3主要适用于设计压力不小于70M P a的高压容器。 它不仅要求对压力容器各区域的应力进行详细地分析和分类评定,而且要做疲劳分析或断裂力学评定,是目前为止要求最高的压力容器规范。 2、日本压力容器标准 1993年以前: J I S B8243《压力容器构造》A S M EⅧ-1
常用钻具紧扣扭矩表
常用钻具紧扣扭矩表 ZQ100液压大钳与扭矩对应关系 注:1)扭矩大时:起钻必须上下倒换钻具。2)每次起钻必须错扣起钻,释放应力并有记录。 3)钻具钢号前面必须有标准的字母。
新钻具钢号规定 钻具重量参照表
(1页) 常用钻具使用技术参数(单位:mm) 钻铤尺寸及工作参数
(2页) 方钻杆:1)方钻杆表面不应有裂纹,结疤,剥层,不允许在表面焊补缺陷或焊标尺。2)方部和圆角要平整。3)方钻杆的对边宽不得小于原尺寸的12mm。4)方钻杆台肩使用标准与钻铤相同。 加重钻杆:1)127mm加重钻杆接头外径不得小于155,最小台肩面宽度不得低于9。2)88.9mm加重钻杆接头外径不得小于119,最小台肩面宽度不得低于6.5。 螺纹:1)数字型,内平型剩余牙顶宽应>0.83。2)51/2~65/8FH, 51/2~85/8REG剩余牙顶宽不少于0.64。3)磨尖牙数均不能大于4扣。4)螺纹不应有严重腐蚀和泥浆冲蚀痕迹。 台肩平面:1)台肩平面应平整光滑,没有径向伤痕,刺痕,无毛刺。2)台肩平面因粘结或撞击呈凹凸不平者,在靠内圆处应保持完好,其完好部分最窄处宽度应达到相应尺寸钻具60%的使用台肩宽度,凡凸出处必须锉平。3)磨损后的台肩宽度包括倒角宽度。4)内螺纹镗孔直径±不得超过1.5mm(23/8,27/8钻杆,31/2钻铤±不得超过1.2mm)。5)外螺纹伸长在50.8内不得超过0.75mm。 直线度:1)8~12m长钻杆直线度应≤6mm,2)大于9m长钻铤直线度应≤6mm,小于9m长钻铤直线度应≤5mm。3)方钻杆直线度应≤8mm。 4)加重钻杆直线度应≤5mm。 钻具稳定器 为20%,二类钻杆偏磨为35%。
钻井常用必备数据
钻井常用必备数据 一、钻井工程 1、钻杆抗拉、抗扭 2、钻杆允许扭转圈数 N=K * H 其中:N—允许扭转圈数圈 H—卡点深度 m K—扭转系数圈/米 各种钻杆K值:(API.E级) Φ127mm K=0.00551 Φ89mm K=0.00787 Φ73mm K=0.00957 5″钻杆在已知轴向拉力下的最大许可扭转圈数 3、方钻杆 ○1.扣型:630(左旋)×521(右旋) ○2.内径:82.6mm ○3.下端螺纹外径:177.8mm,最小推荐套管外径:244.5mm ○4.抗内压强度:142Mpa ○5.抗弯屈服:158631N.m ○6.下部螺纹抗拉屈服:7157KN ○7.下部螺纹抗扭屈服:98907N.m 4.现用套管数据
5.钻具数据 5.井眼容积 6.卡瓦数据 钻杆卡瓦一般卡在钻杆母接头下0.5m左右,短卡瓦使用井深:114.3mm(4-1/2″)以上(包括4-1/2″)钻杆不超过1500m,88.9mm(3-1/2″)以下(包括3-1/2″)钻杆不超过2000m. 7.卡点深度计算 H=K·L/P K:计算系数; L: 钻杆连续提升时平均伸长, 单位:厘米; P:钻杆连续提升时平均拉力,单位:吨;
钻井现场常用数据 1、井底压力 P m=9.8×10-3ρm H 其中:P m—井底压力 MP a ρm—钻井液密度 g/cm3 H—液柱垂直深度 m 2、钻具中性截面的位置 L n=P b/(Q a* K b) 其中:L n—中性截面距井底的高度 m P b—钻压 N Q a—钻铤在空气中的每米重量 N/m K b—浮力系数 3、钻柱出现一次弯曲的临界压力 L1=K*△L/△P [K=21*F] 其中:△L—平均伸长 cm △P—平均拉力 t F—管体截面积 cm2
钻具基础知识
钻具基础知识 一、钻柱的组成与功用 (一)钻柱的组成 钻柱(Drilling String)是钻头以上,水龙头以下部分的钢管柱的总称. 它包括方钻杆(Square Kelly)、钻杆(Drill Pipe)、钻铤(Drill Collar)、各种接头(Joint)及稳定器(Stabilizer)等井下工具。 (二)钻柱的功用 (1)提供钻井液流动通道; (2)给钻头提供钻压; (3)传递扭矩; (4)起下钻头; (5)计量井深; (6)观察和了解井下情况(钻头工作情况、井眼状况、地层情况); (7)进行其它特殊作业(取芯、挤水泥、打捞等); (8)钻杆测试( Drill-Stem Testing),又称中途测试。 1. 钻杆 (1)作用:传递扭矩和输送钻井液,延长钻柱。 (2)结构:管体+接头 (3)规范: 壁厚:9 ~11mm,一般是9.19mm。 外径:根据各种钻杆情况而定,如常用的127,140等。 长度:一般在9.5m左右。 常用钻杆规范(内径、外径、壁厚、线密度等 (2)接头及螺纹 螺纹连接条件:尺寸相等,丝扣类型相同,公母螺纹相匹配。 钻杆接头特点:壁厚较大,外径较大,强度较高。 钻杆接头类型: 内平(IF)、贯眼(FH)、正规(REG);NC系列 ●内平式:主要用于外加厚钻杆。特点是钻杆通体内径相同,钻井 液流动阻力小;但外径较大,容易磨损。 ●贯眼式:主要用于内加厚钻杆。其特点是钻杆有两个内径,钻井 液流动阻力大于内平式,但其外径小于内平式。 ●正规式:主要用于内加厚钻杆及钻头、打捞工具。其特点是接头
内径<加厚处内径<管体内径,钻井液流动阻力大,但外径最小,强度较大。 这种类型接头均采用V型螺纹,但扣型、扣距、锥度及尺寸等都有很大的差别。 NC型系列接头 NC23,NC26,NC31,NC35,NC38,NC40,NC44,NC46,NC50,NC56,NC61,NC70,NC77等。 NC—National Coarse Thread,(美国)国家标准粗牙螺纹。 xx—表示基面丝扣节圆直径,用英寸表示的前两位数字乘以10。 如:NC26表示的节圆直径为2.668英寸。 NC螺纹也为V型螺纹, 表2-17所列的几种NC型接头与旧API标准接头有相同的节圆直径、锥度、螺距和螺纹长度,可以互换使用。 数字型接头与旧API接头的区别 2、钻铤 结构特点:管体两端直接车制丝扣,无专门接头;壁厚大(38-53毫米),重量大,刚度大。 主要作用: (1)给钻头施加钻压; (2)保证压缩应力条件下的必要强度; (3)减轻钻头的振动、摆动和跳动等,使钻头工作平稳; (4)控制井斜。 类型:光钻铤、螺旋钻铤、扁钻铤。 常用尺寸:6-1/4〃,7 〃,8 〃,9 〃。 3.方钻杆 类型:四方形、六方形 特点:壁厚较大,强度较高 主要作用:传递扭矩和承受钻柱的全部重量。 常用尺寸:89mm(3.5英寸),108mm (4.5英寸),133.4mm (5.5英寸)。 4.稳定器 类型:刚性稳定器、不转动橡胶套稳定器、滚轮稳定器。 作用: 1)防斜; 2)控制井眼轨迹。 二、钻柱的工作状态及受力分析 (一)钻柱的工作状态 1. 起下钻工况下 直井:直的拉伸、滑动。
常用压力容器国家标准
常用法规、规范性文件清理一览表 锅炉压力容器安全监察暂行条例国发[2000]22号 《锅炉压力容器安全监察暂行条例》实施细则劳人锅[1982]6号 劳动部门锅炉压力容器检验机构资格认可规则劳锅字[1998]4号 锅炉压力容器检验单位监督考核办法劳部发[1993]266号 锅炉压力容器压力管道及特种设备检验人员资格考核规则质技监局锅发[1999]222号锅炉压力容器焊工考试规则劳人锅[1988]1号 锅炉压力容器无损检测人员资格考核规则劳部发[1993]441号 进出口锅炉压力容器监督管理办法(试行)劳人锅[1985]4号 进口锅炉压力容器安全质量许可制度实施办法劳部发[1993]254号 蒸汽锅炉安全技术监察规程劳部发[1996]276号 热水锅炉安全技术监察规程劳锅字[1991]8号 有机热载体炉安全技术监察规程劳部发[1993]356号 锅炉产品安全质量监督检验规则劳锅字[1989]5号 锅炉使用登记办法、锅炉司炉工人安全技术考核管理办法劳人锅[1986]2号 锅炉水处理监督管理规则(试行)质技监局锅发[1999]217号 锅炉化学清洗规则质技监局锅发[1999]215号 压力容器安全技术监察规程质技监局锅发[1999]154号 超高压容器安全监察规程(试行)劳部发[1993]370号 气瓶安全监察规程质技监局锅发[2000]250号 溶解乙炔气瓶安全监察规程劳锅字[1993]4号 液化气体汽车罐车安全监察规程劳部发[1994]262号
压力容器设计单位资格管理与监督规则劳部发[1998]51号 压力容器制造单位资格认可与管理规则劳部发[1995]300号 压力容器产品安全质量监督检验规则劳锅字[1990]10号 气瓶产品安全质量监督检验规则劳锅字[1990]10号 压力管道安全管理与监察规定劳部发[1996]140号 关于进口卧式内燃锅炉连接结构问题的函劳安锅局[1997]74号 关于修改《<锅炉压力容器安全监察暂行条例>实施细则》个别条文的通知劳锅[1992]1号 关于修改《锅炉压力容器安全监察暂行条例》实施细则中锅炉制造许可证级别的通知质技监局锅发[2001]08号 锅炉司炉工人安全技术考核管理办法劳人锅[1986]2号 关于进口锅炉压力容器检验工作有关问题的通知劳部发[1997]171号 关于公布《实施安全质量许可制度的进口锅炉压力容器产品目录》的通知劳部发[1995]351号 小型和常压热水锅炉安全监察规定国家质技监局第11号令 锅炉制造许可证条件劳安锅局字[1995]52号 常压热水锅炉制造许可证条件质技监锅字[2000]63号 A、B级锅炉制造许可证审查要点劳安锅局[1995]68号 低压锅炉制造许可证审查要点劳安锅局[1997]26号 关于做好锅炉安装质量监督检验有关问题的通知质技监局锅发[1999]162号 压力管道元件制造单位注册与管理办法质技监局锅发[2000]07号 压力管道元件制造单位安全注册与压力管道安装许可证评审机构资格认可与管理办法质技监局锅发[2000]07号 压力管道元件制造单位安全注册与压力管道安装许可证评审考核注册与管理办法质技监局锅发[2000]07号 压力管道元件型式试验机构资格认可与管理办法质技监局锅发[2000]07号
压力容器常用标准
压力容器常用标准 能源标准: NB/T 47008-2017(JB/T4726)《承压设备用碳素钢和合金钢锻件》; NB/T 47009-2017(JB/T4727)《低温承压设备用低合金钢锻件》; NB/T 47010-2017(JB/T4728)《承压设备用不锈钢和耐热钢锻件》; NB/T 47013.1~.13-2015《承压设备无损检测》; NB/T 47013.14-2016《承压设备无损检测第14部分:X射线计算机辅助成像检测》; NB/T 47014-2011(JB/T4708)《承压设备焊接工艺评定》; NB/T 47015-2011(JB/T 4709)《压力容器焊接规程》; NB/T 47016-2011(JB/T 4744)《承压设备产品焊接试件的力学性能检验》;NB/T 47017-2011《压力容器视镜》; NB/T 47018.1~.7-2017(JB/T 4747)《承压设备用焊接材料订货技术条件》;NB/T 47020-2012《压力容器法兰分类与技术条件》 NB/T 47021-2012(JB/T4701)《甲型平焊法兰》 NB/T 47022-2012(JB/T4702)《乙型平焊法兰》 NB/T 47023-2012(JB/T4703)《长颈对焊法兰》 NB/T 47024-2012(JB/T4704)《非金属软垫片》 NB/T 47025-2012(JB/T4705)《缠绕垫片》 NB/T 47026-2012(JB/T4706)《金属包垫片》 NB/T 47027-2012(JB/T4707)《压力容器法兰用紧固件》 NB/T 47028-2012《压力容器用镍及镍合金锻件》 NB/T 47029-2012《压力容器用铝及铝合金锻件》 压力容器材料标准 碳素钢和低合金钢板 GB 713-2014《锅炉和压力容器用钢板》(Q245R、Q345R、Q370R…….) GB 3531-2014《低温压力容器用低合金钢钢板》(16MnDR、15MnNiDR…….)GB 19189-2011《压力容器用调质高强度钢板》(07MnMoVR………) 高合金钢板 GB 24511-2016《承压设备用不锈钢钢板及钢带》
压力容器常用的规范及标准
压力容器常用的规范及标准 一、规范 1、GB150.1-GB150.4—2011《压力容器》 2、GB151《管壳式换热器》 3、JB/T4710《钢制塔式容器》 4、JB/T4731《钢制卧式容器》 5、JB/T4732-1995《钢制压力容器---分析设计标准(2005年确认)》 6、JB/T4734《铝制焊接容器》 7、JB/T4745《钛制焊接容器》 8、JB/T4755《铜制压力容器》 9、JB/T4756《镍及镍合金制压力容器》 10.NB/T47002 《压力容器用爆炸焊接复合板》 11.NB/T47011 《锆制压力容器》 12.TSG R004 《固定式压力容器安全技术监察规程》 二、标准 材料 1.GB/T228 金属材料室温拉伸试验方法 2.GB/T229 金属材料夏比摆锤冲击试验方法 3.GB/T699 优质碳素结构钢 4.GB713-2008 锅炉和压力容器用钢板 5.GB/T1220 不锈钢棒 6.GB/T1221 耐热钢棒 7.GB/T3077 合金结构钢 8.GB3531 低温压力容器用低合金钢钢板 9.GB/T4226 不锈钢冷加工钢棒 10.GB/T4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法 11.GB5310 高压锅炉用无缝钢管 12.GB6479-2000 高压化肥设备用无缝钢管 13.GB/T6803 铁素体钢的无塑性转变温度落锤试验方法 14.GB/T7735 钢管涡流探伤检验方法 15.GB/T8163 输送流体用无缝钢管 16.GB9948 石油裂化用无缝钢管 17.GB/T12771 流体输送用不锈钢焊接钢管 18.GB13296 锅炉、热交换器用不锈钢无缝钢管 19.GB/T14976 流体输送用不锈钢无缝钢管 20.GB19189 压力容器用凋质高强度钢板 21.GB/T 20878 不锈钢和耐热钢牌号及化学成分 22.GB/T21832 奥氏体-铁素体型双相不锈钢焊接钢管 23.GB/T21833 奥氏体-铁素体型双相不锈钢无缝钢管 24.GB24511 承压设备用不锈钢钢板及钢带 25.GB/T 24593 锅炉和热交换器用奥氏体不锈钢焊接钢管 26.NB/T 47002.1 压力容器用爆炸焊接接复合板第1部分:不锈钢-钢复合板 NB/T 47002.2 压力容器用爆炸焊接接复合板第2部分:镍-钢复合板NB/T 47002.3 压力容器用爆炸焊接接复合板第3部分:钛-钢复合板