柔性定位夹具
夹具标准

3、 装配: 3.1. 紧固螺栓采用内六角螺栓,公制标准件,在钢板厚度允许条件下,内六角头应沉入钢板表面 。 紧固需带弹簧垫圈; 3.2. 尽量从上方和侧面安装螺栓; 3.3. 定位销采用GB120-86标准销,自带装卸螺孔; 4、检测 4.1. 零件的检测采用常规量具检测; 4.2. 部件的检测采用常规检测或3D检测; 4.3. 夹具的整体检测采用3D检测,并出具最终检测报告。 4.4 夹具精度: 4.4.1主定位销的位置度公差:±0.1㎜; 4.4.2定位销的加工精度:直径+0.00~-0.05mm; 4.4.3定位面的装配公差:±0.2㎜; 4.4.4 翻转定位机构的重复定位精度:±0.2㎜(Φ200处㎜); 4.5 移动单元: 4.5.1 带有轴承及防尘装置; 4.5.2.设有限位块; 4.5.3.大型移动机构(重量大于80Kg)采用直线轴承; 4.5.4.小型移动机构采用无油润滑轴承; 5 、定位夹紧单元:
5.1 定位销应二维可调,定位销带定位面的应三维可调; 5.2. 定位夹紧块在定位夹紧方向一维调节; 5.3. 尽可能采用标准支承、定位销、连接块、过渡块和限位块,做成易换、易调整、易维修; 6、 材料表面及热处理: 6.1定位块:一般采用16mm厚的钢板,特殊部位采用19mm厚的钢板,材料采用45钢,调质T235 和发黑处理; 6.2定位销:40Cr钢,表面氧化处理,淬火 HRC55-60 ; 6.3 支承座:采用铸钢支承座,为本公司标准支撑座。 7、夹紧方式: 7.1.采用气缸自动夹紧或嘉手的手动夹钳夹紧; 8、 铭牌及标牌: 8.1. 设备设有本公司铭牌及设备标牌; 8.2. 铭牌固定上底板上。铭牌上标明夹具名称、夹具图号、使用车型、验收日期、制造商名称等 , 使用厚度为1㎜的铝板制做; 9、油漆: 9.1 生产线工装夹具均喷涂磁漆(颜色由买主规定),定位面及定位销要求发黑处理,夹具基准 面 要求防锈处理; 9.2 用颜色区分固定零件和运动零件; 9.3 外购件、标准件、非金属材料、铝件等为本色,不油漆; 9.4 所有的表面氧化零件均不油漆。
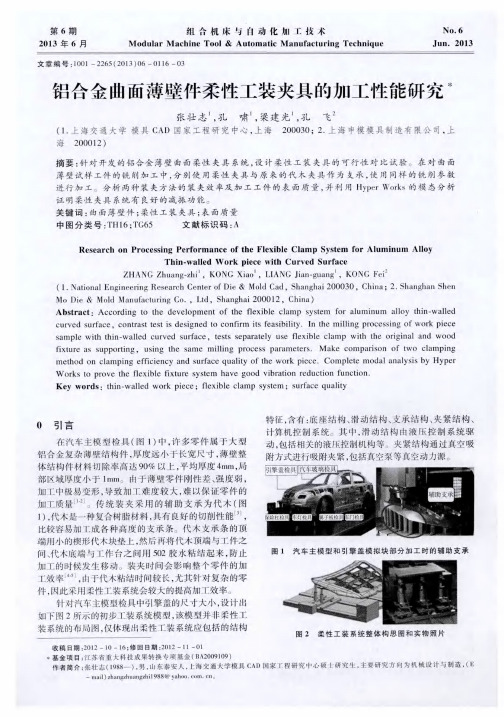
铝合金曲面薄壁件柔性工装夹具的加工性能研究
固有频 率 的 降低 更 有 利 于远 离 刀 具 的频 率 , 从 而 避 免 了共 振 的发生 。
表3 柔性 工装 方案 固有 频 率 表
l 3 3 5 5 0 4 1 5 5 7 6 . 4 7
2 高 , 利 用有 限元进 行 振 动状 态 的预 测 越来 越 成 为铣 削参 数 优化
的 有 力 手 段 。
5
l 1 7 0 5 4 2
8 9 l O
3 3 4 9 . 7 7 3 5 7 5 . 2 3 3 6 7 7 . O 5
“ 塞” 进 去的 , 因此不 可能对 工件有着很 大的支承力 。
表 4 代 木 支承 方 案 固有 频 率 表
阶 数
1
2 基 于 Hy p e r Wo r k s 的 模 态 分 析
・
1 1 8・
组 合 机 床 与 自动 化 加 工 技 术
第 6期
在装 夹 时间上 , 代木 由于 需要 不断 调整 、 粘 结等 ,
用时 1 4 m i n , 而柔 性 夹具 仅需 微 调 高度 , 用时 5 a r i n , 为
固有频率 可 以是 多 阶 的 , 当外 激 频 率 和 固 有 频 率 接
1 0
1 6l O 8 . 1 2
鉴 于铣 削 精 加 工 时 余 量 较 小 , 可 忽 略 加 工 后 表 面的壁 厚差 以及 工件 刚度 的 影 响 , 直 接 使 用 工 件 加 T 后 的几何 尺 寸 建 立 模 型 , 这 样 可 以进 一 步 降低 1 二
夹具工作原理

一套好的快速精密定位夹具,主要依靠的是电极座和卡盘的共同作用,卡盘主要起得是夹具定位作用。
而要保证一个产品的加工精度,更重要是电极座即电极夹头。
因为电极座是与工件直接接触的部件,而且也是定位精密的主要部件。
电极座怎么定位精度,卡盘又是如何锁紧的?1.垂直将电极座轻放上去,在夹具未锁紧时,电极座的4个六角钉未完全贴合卡盘基准面。
2.当电极座被锁紧时,电极座的4个六角钉完全贴合基准平面,同时电极座下的定位片会发生柔性变形,从而起到分中作用。
3.为什么定位片的变形能够产生高精度?因为定位片的分中公差和4个长方孔的公差都在±0.002mm以内,所以在可以保证电极座的重复定位公差。
4.每个电极座在出货前,检测人员将会进行调校,确保公差在±0.002mm之内,当工件装在电极座上进行加工时,锣出来的工件平面度也在±0.002mm以内。
5.在锁紧电极座过程中,先装好拉钉并锁紧,然后垂直轻放到定位座上并锁紧;当锁紧时钢珠会顶到拉钉环,借助拉钉环的斜面产生向下的压力,从而锁紧电极座。
夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
介绍:例如焊接夹具、检验夹具、装配夹具、机床夹具等,其中机床夹具常见,常简称为夹具。
在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。
柔性制造系统中组合夹具在制造业中的应用

系组 合夹 具 、 合冲模 三 大系列 。 系 组合 夹具 又 组 槽
随着 机械 制造业 的飞速 发展 , 品 的更新 换代 产 越来越 快 , 传统 的大批 量生产模 式 逐步被 中 小批量 生产 模式 所取代 , 机械 制造 系统欲 适应这 种 变化需 具 备较 高 的柔 性 。 国外 已把柔 性制造 系 统(MS作 F ) 为开 发新产 品的有 效手段 , 并将其 作 为机械 制造业
维普资讯
《 重型机械科技》
HEAVY ACHI ERY CI M N S ENCE AND TECHNOLOGY
N o.1 ga ch 007 r 2
柔性制 造系统 中组合 夹具在制造业 中的应用
李 娟 刘洪伟
( 北 电 力 大 学 动 力 工 程 学 院 , 河 北 0 10 ) 华 7 0 3
() 降元件 可 以继续 使用 , 样既 能减 少夹 这 具库存 和因夹 具报废造 成的 浪费 , 同时又 能节省夹 具 制造的 时 间和 费用 , 从而 降低 生 产成本 , 高劳 提
动 效率 。
2 组合 夹具 在制 造业 中的应 用 2 1 组合夹 具在 数控 机床 中的应 用 . .
( ) 用 范 围广 。 合夹 具可 适用 于机械 制造 2适 组 业 中 的车 、 、 、 、 、 铣 刨 磨 镗 钻等 工种 , 在划 线 、 检验 、 装 配 、 接等 工种 也可应 用 。 焊
的主要发展方 向。柔性化的着眼点主要在机床和
工装 两个 方 面 , 合夹 具是 工装 柔性 化 的重 点 。 组 组 合夹 具是 一种 标准 化 、 系列 化 、 用化 程度 通 很 高的 工艺装 备 , 是 由一 套预先 制造好 的各种不 它 同形状 、 同规格 、 同尺 寸 、 不 不 具有 完全 互换性 的标
柔性夹具在数控机床上的发展与应用

通用 l
通
用 夹 具
萋ll广 用 ll —专 萋 — ll I 萋 T 萋专 1 一 用
夹 具
ቤተ መጻሕፍቲ ባይዱ
I成组 ( 专门化 )
床、 加工 中心的新发展。柔性是指工 艺装备与工 艺
路 线能 适应 于生 产各 种 产 品 的需 要 , 能 迅 速更 换 并 工 艺更 换产 品 的需 要 , 生 产 力 推 向市 场 的时 间缩 使 为最 短 , 使工 厂机 制 能灵 活转 向。柔 性 夹 具是 指 工 件 的形状 和尺 寸有 一 定 变化 后 , 具 还 能适 应 继 续 夹
使用 的应变能力。
标准部件 、 件 、 零 毛坯 专 用 部件 、 件 、 零 毛
l 数 控 机 床对 夹 具 工 艺 装备 的要 求
图 1 机 床 夹 具 分 类 图
F g 1 Th ls i c t n c a tf r ma h n o l x u e i . e ca sf a i h r o c i e t o t r i o i f
数控 机 床 是 随 着 电 子技 术 、 算 技 术 、 计 自动 控 制 、 密测 量 、 床结 构 设 计 与 工艺 的发 展 , 合 应 精 机 综 用这些 新 的技术 成就 而 出现 的精 密 、 自动 化 的新 型
统称为夹具。机 床夹具 是制造业 中机床工 艺装备
的重 要组成 部 分 。机 床 夹 具 种 类 繁多 , 结 构 型 式 其
中图分 类号 :G 5 T 7
文献标 识 码 : B
在机械制造过程 中, 用来 固定加工对 象, 使之
占有 正确 位 置 , 以便 接 受施 工 或 检 测 的装 置 , 可 都
夹具过渡垫板柔性化的研究及应用

ta a u cuepoet r l nf tr rjc i m a .
Ke o d:rnioa i l ef x it:r et p lai yw rs t s i l hm pa ;ei lypo c api t n a tn s t l bi j c o
夹 具支 座与 夹具底 板 的连接 ,经 常采用 过 渡垫 板 的型 式 。在夹 具设计 中, 由于安 装位 置 的不 同 , 过 渡垫板 一般 设计 为专用 件 , 一次性 地应 用于 项 目中 , 增 加 了夹具 的制 造成本 。本 文通 过 分析 垫板 的一般
图 3 过 渡 垫 板 的 横 向 安装
由于该过 渡垫 板形状 复 杂、 寸大 , 垫板 上加 尺 在 工 多组 定位 孔 , 且支 座 的安装位 置各 不相 同 , 转 而 偏 角度 也不 一致 ,造成每 一件 过渡垫 板 的形状 和尺 寸 都不 一致 , 无法进 行柔 性化 设计 。 这一 类 的过 渡垫 板 通常 加工成 专用 件 , 次性 使用 。 一 22 带偏 转过 渡 垫板 。 在 过 渡垫板 上安 装的 夹具支座 ,有不 同的角 度 偏 转 ,这 给该过 渡垫板 的柔性化 设计 造成 了一定 的
板在 夹具底 板上 呈横 向安装 , 图 1、 3所示 。同 如 图 样, 这种 过 渡垫 板结 构 简单 , 用 广 泛 , 夹 具 总成 应 在 中使 用率 高。
汽 科 第1 02 月 车 技 期21年1
图 5 多 支座 安装
2 过 渡 垫 板 柔 性化 的可 行 性
21 多支 座过 渡垫板 .
们 采 用的孔 距 为 1 0m l 0 n。过渡垫 板 安装 时 , 角安 对 装 2个 定位 销和 2个 螺栓 。根据 零件 定位夹 紧要 求 的不 同 , 渡垫板 的安 装型 式有 以下 几种 。 过
汽车零部件制造中柔性组合夹具的运用探究
内燃机与配件0引言人们生活质量的提高,对于汽车需求日渐增大,对于汽车制造行业来说不仅仅是一次机遇更是一种发展挑战。
要提高各部件制造系统的柔性,就需要重点关注组合夹具的创新,实现柔性组合夹具的高效运用,从而提高汽车制造的良率,为社会提供更多高质量汽车种类。
1汽车制造中组合夹具运用的特点汽车生产制造中,涉及到的零部件种类较多,在实际组装制造中对于组合夹具的使用必不可少。
结合当前实际生产情况,从组合夹具的结构形式入手,可以将其大致划分为三个种类:一是槽系组合夹具;二是孔系组合夹具;三是组合冲模。
三种不同的组合夹具类型需要根据实际制造标准合理选择,不可盲目,例如槽系组合夹具就包含有12mm 、16mm 等。
1.1经济性特点相对于过去的夹具使用来说,组合夹具的运用更具有高效性和经济性,通过对各种夹具的组合使用可以满足不同零部件的安装,之后再将其进行拆卸,还可以使用到其它元件中,这样就避免了库存问题出现,也满足了节约资源的客观要求。
从制造的时效性来看,它的经济性还可以最大程度的压缩成本,缩短制造夹具所需要的时间,有效减轻了人力劳动的强度,得到了普遍采纳。
1.2通用性特点一般来说,汽车零部件制造中对于组合夹具的运用并不是随意盲目的,首要的运用出发点就是提高制造的标准化和精密化,从此角度就可以看出组合夹具是具有很明显的通用性的,并且也可以实现多次循环利用。
实际运用中的组合夹具具有很高的几何精度和尺寸精度,这是人工所难以达到的,而且它的耐磨性和硬度也可以满足大多数零部件的生产加工需要[1]。
除此之外,元件之间还具有相互交换的特性,如果在零部件制造中运用,能够按照实际需要将各元件进行针对性拼接,最后形成多种不同的结构型式满足多种类加工要求。
1.3适用性特点现代汽车行业为了满足使用的多样性,其内部功能设计越来越多样化,这就为零部件制造提出了更高的标准。
在进行实际生产制造中,组合夹具就体现出了很明显的适用性,可以在各个部位中运用,例如汽车制造中的钻、铣、刨、磨等制造工艺,不仅仅是这些工艺,在汽车的装配、检验以及焊接等环节也有很好的运用效果,这是传统夹具所不具备的。
2018-2019-夹具设计实验报告-精选word文档 (10页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==夹具设计实验报告篇一:夹具设计实训报告夹具设计实训研修报告专业:机电一体化学号:12025904 班级:机电12302班姓名:李新目录设计任务书????????????????????????3 前言???????????????????????????4 设计思想?????????????????????????8 1、钻床夹具设计过程???????????????????91.1 工件本工序的加工要求分析?????????????10 1.2 确定夹具的类型??????????????????11 1.3 拟定夹具的定位方案和选择定位元件?????????11 1.4 确定夹具的夹紧方案????????????????12 1.5 确定夹具引导元件?????????????????12 1.6 夹具的精度分析与计算???????????????13 1.7夹紧机构设计与夹紧计算??????????????14 1.7.1夹紧机构设计???????????????141.7.2夹紧计算????????????????15 1.8 夹具操作过程明??????????????16 2、绘制夹具总图?????????????????????16 3、绘制夹具零件图????????????????????17 4、小结?????????????????????????17 5、设计心得体会?????????????????????18 6、参考文献???????????????????????21附图钻床夹具三维装配图钻床夹具课程设计任务书题目:设计“挡环”零件的钻床夹具设计内容:1、挡环零件图 1张2、钻床夹具装配图1张3、钻床夹具零件图3张4、钻床夹具三维图3张 5、课程设计说明书 1份201X年12月 25日前言1、主要技术指标1)保证工件的加工精度专用夹具应有合理的定位方案、合适的尺寸、公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。
浅谈柔性关节臂在柔性软工装夹具测量调试上的应用
图1
1、6— 关 节;7— 测 头;8— 平 衡 机 构;9— 基 座; 10—计算机 化为对这些几何元素上的一些点的坐标位置 的测量,在测得这些点的坐标位置后,在根 据这些点的空间坐标值,经过数学运算出其
尺寸和几何误差。 2.3 柔性关节臂式测量机的五大关键技术 Ⅰ、机械结构 Ⅱ、数据采集系统 Ⅲ、系统数学模型 Ⅳ、系统结构参数标定 Ⅴ、系统软件 2.4 柔性关节臂测量软件基本模块组成 Ⅰ、测头校正 Ⅱ、CAD 读入 Ⅲ、坐标系建立与转换 Ⅳ、几何元素测量 Ⅴ、形位公差评价 Ⅵ、输出测量报告
1、6—锁紧螺栓;2、8—翻转块;3、7—限位块; 4、5—连接板;9、22—定位销座;10、19—L 块; 11—支基;12—过渡板; 13、14、15、20、23、 25—调整垫片;16、24 —定位块;17、21—定位销; 18 —加长支基座
2
1
1-X 向滑移组件;2-Y 向滑移组件;3- 支撑柱;4-Z 向滑移组件;5- 勾销组件;6- 顶出机构;7- 夹紧 机构;8- 连接板
关键词:柔性软工装;柔性测量臂;重要性;可靠性
1 前言
汽车行业,一个新产品样车的前期开 发工作,对后期整车的研发,制造过程具 有着十分重要影响和意义。柔性关节臂在 柔性软工装夹具检测方面具有以下优势: 结构简单,测量方便;实时快速,效率高; 环境要求低;测量准确度高等特点。通过 利用柔性关节臂结合设计数模对柔性软工 装夹具的定位单元进行测量及调试,满足 设计数模及设计尺寸要求。调试合格的柔 性软工装夹具,能为前期样车开发阶段的 焊接提供足够可靠质量保证。
图4
几何元素 直线 平面 圆 球 圆锥 椭圆 圆柱 立方体 点
圆
所要求的测点数
数学所要求的最少点数
夹具制作的背景与意义
夹具制作的背景与意义背景:夹具是一种用于固定工件或工艺装备的工具。
它能够提供支撑、定位、锁紧等功能,确保工件在加工过程中保持稳定的位置和姿态。
夹具在制造业中扮演着重要的角色,广泛应用于机械加工、组装生产线、焊接、装配等工艺中。
夹具制作是一个涉及到机械设计、金属加工、制造工艺等多个领域的综合性工作。
意义:1.提高生产效率:夹具的使用可以使得工件在加工过程中保持稳定,并准确定位,以便进行精确定位的加工操作。
夹具能够固定工件,避免在加工过程中工件的移动和晃动,从而提高了加工的精度和效率。
通过夹具的使用,可以实现工序的自动化、高效化,降低了人力成本,提高了生产线的效率。
2.保证产品质量:夹具能够将工件按照设计图纸的要求进行定位,并保持准确的位置和形状。
它可以保证工件在加工过程中受到的力和热的影响最小,从而保证了产品的精度和质量。
夹具制作的合理设计能够消除材料变形、尺寸变化等因素对加工质量的影响,提高了产品的一致性和稳定性。
3.降低生产成本:夹具制作能够提高生产效率,并通过降低人力成本、减少人工操作的失误等方式,降低了生产成本。
夹具的使用可以减少工序的数量,简化生产过程,提高了生产线的利用率,减少了不必要的设备投资和设备空闲时间带来的成本。
此外,夹具的制作也可以通过合理的结构设计和材料的选择来减少夹具的制造成本。
4.产品多样化和柔性化要求:随着市场对产品个性化要求的增加,产品的多样化和柔性化生产成为了制造业的发展趋势。
夹具制作能够为不同尺寸、不同样式的工件提供相应的定位和支撑,实现产品生产的柔性化。
通过改变夹具的结构和设置,可以满足多种不同工件的夹持需求,提高了生产线的柔性和适应性。
总结:夹具制作的背景与意义在于提高生产效率、保证产品质量并降低生产成本。
通过夹具的使用,可以提高生产线的效率,实现工序的自动化和高效化;夹具能够精确定位工件,提高加工精度和产品质量;夹具制作能够降低人力成本,简化生产过程,并适应市场对产品多样化和柔性化的需求。