FA398A高速并条机简介(0803)
横河PLC-FA-M3概述
FA-M3 主单元
顺控 CPU 模块
光纤 FA-总线 2 模块
电源 模块
顺控 CPU (最多3个槽位)) 辅助单元 1
系统配置
上级通信
- 通过以太网与工作站或个人电脑连接
工作站或个人电脑
以太网 FA-M3
- 通过个人电脑链接模块与图形显示控制面板连接
工作站或个人电脑
FA-M3
调制解调器模块
公共电话线
外形尺寸٠FA-M3 符合的标准......................................................................................................39
Yokogawa Electric Corporation
GS 34M6A01-01C © 版权所有 2006 年 1 月
通用技术规格٠电源规格........................................................................................ 5 性能规格 ................................................................................................................. 6 FA-M3 Value /FA-M3 Value II 的顺控 CPU 模块性能规格 ...........................9, 10 梯形图顺序基本指令/ ...........................................................................................11 梯形图顺序应用指令.............................................................................................12
FA3系列并条机装配与使用

FA3系列并条机装配与使用1.准备工作:首先,需要准备好所有的机器部件和配件。
根据装配图纸,对各个部件进行分类和编号,以便后续的装配工作。
2.底座组装:将底座部件按照装配图纸上的要求进行组装。
确保底座的固定螺栓紧固牢固,底座的平整度符合要求。
3.传动系统组装:将传动系统的各个部件按照装配图纸的要求进行组装。
其中包括传动皮带、齿轮、传动轴等组件的安装和调整。
4.控制系统组装:将控制系统的各个部件按照装配图纸的要求进行组装。
确保电气线路的连接正确,并进行线路接地。
5.传感器系统组装:将传感器系统的各个部件按照装配图纸的要求进行组装。
确保传感器的位置和角度符合要求,并进行相关的调试和测试。
6.调试和测试:装配完成后,对机器进行整体调试和测试。
包括传动系统的运行测试、控制系统的功能测试以及传感器的灵敏度测试等。
7.保养和维护:装配完成后,对FA311系列并条机进行定期的保养和维护。
清洁机器的各个部件,检查各个螺栓和连接件的紧固程度,确保机器的正常运行。
1.开机操作:首先,将电源接通,并打开主电源开关。
然后,按下启动按钮,使机器开始工作。
2.参数设置:根据实际生产需求,设置机器的各项参数。
包括传输速度、传输距离、传输方式等。
3.故障排查:当机器出现故障时,需要及时对故障进行排查。
可以通过观察警示灯的状态、查看故障代码等方法,找到故障的原因并进行修复。
4.维护保养:定期对FA311系列并条机进行维护保养。
包括清洁机器、检查连接件、润滑传动部件等。
5.停机操作:当生产任务完成后,需要将机器停机并进行关机操作。
首先,按下停机按钮,使机器停止工作。
然后,关闭电源开关。
通过以上装配和使用步骤,可以保证FA311系列并条机的正常运行和高效生产。
同时,合理的维护和保养也能延长机器的使用寿命,提高生产效率。
纺纱工艺复习题 (2)

纺纱工艺复习题名词解释:纺纱工艺:纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
开清点:开清点是指对原料起开松、除杂作用的部位,通常以开棉机和清棉机打手为开清点。
梳条配毛:在梳毛工序前,将几种不同的散毛合理搭配后梳理成均匀一致的毛条。
混条配毛:将不同性质、不同颜色的毛条进行并合牵伸达到均匀混合,满足成纱的质量要求。
炭化(去草):用酸去除与纤维粘附性极强的草杂。
针梳机总隔距:前后罗拉握持线之间的距离(要大于最长纤维的长度,一般不变动)前隔距:指前罗拉握持线到第一块针板之间的距离(依据所加工纤维长度不同进行调整)混条方法:指怎样将不同原料在混条机上一次或几次梳并、混合,达到既保证混合比例正确,又不留剩余的目的。
梳理隔距:上钳板钳唇下缘与锡林针齿之间的距离。
落棉隔距:钳板摆到最前位置时,下钳板钳唇前缘与分离罗拉表面之间的距离。
乌斯特公报:综合反映了全球范围内,各纺纱企业的质量排序水平。
苎麻短纤纺:指利用苎麻长纤维纺纱时的精梳落麻,或者根据需要将长纤维切断,用短纤维纺纱设备进行纺纱加工。
绢丝:将疵茧和废丝通过绢纺工艺加工成的各种线密度规格、品质优良的绢纺纱线。
落绵:绢丝加工过程中产生的下脚。
纱线毛羽:暴露在纱线主干外的纤维头端或尾端。
第一章1、简述开清工艺设计要点:混合方式、开松、机器排列、(一)原棉的混合:混和方法;混和的目的(二)开松开松是保证各混棉成分充分混合、清除杂质,并使纤维单纤化的必要条件。
开松方法:按喂入原料接受开松状况,开松可以分为自由开松和握持开松。
开松的原则:先缓后急、渐进开松、少伤少碎除杂的原则:先大后小、先多后少(三)机器排列组合开清棉联合机组中各单机性能有所侧重,因加工原料性能不同、产品质量要求不同、纺纱工艺流程亦异。
1、组合原则:开清棉工艺原则:多包取用、精细抓取、渐进开松、自由打击、早落少碎、均匀混合、以梳代打、少损纤维。
原棉、棉型化纤与中长化纤处理原则不同。
2.棉箱和开清点的设置:棉箱设置:一般用2个棉箱开清点设置:根据原棉含杂设置;含杂3%时:3—4个;加工化纤时:2—3个。
纺织厂生产设计
厂房采用直线锯齿型排列,主导厂房方向为北偏东8° °生产厂房设在该地区主导
风向的下风方向,生活区设在上风向,采光方向采取北偏东8°,纺部采用的柱网尺寸为9X9X,X织部采用的柱网尺寸为9X,X9XX,X以保证各种机器的合理排列。 屋柱为钢筋混凝土制成,全部预制成后于梁柱之上。
变电,配电,通讯形式
1•厂房总平面布的安排和机器排列,见图纸A0
3•工艺设计,包括合理工艺路线及计算机器配备数量
4•其他设计职厂房结构,柱网参数,空调除尘
5.图纸:
6.(1)车间布置及机器排列图:A0
(2)布机地脚图:A2
(3)输浆管路图:A2
⑷梳棉除尘图:A2
(5)厂房设计布置图:A1
(5)The cayout lf mill arran geme nt. A1
第
建厂背景
进入新世纪的几年里,世界经济发展讯猛,人们对纺织产品的需求也飞速发展,特 别是对高质量的纺织产品,预计,在未来很长的一段时间内,人们对纺织品的需求还会 持续发展。为顺应时代发展需要和更大的程度的满足人民群众的需求,特决定建设一座 纺织联合厂。
1.The selection of the mill address and seneral mill to be designed in conexed in WuHu city.
2.The arrangement of workshops and machines A
3.The technical designing
2•混开棉机:对棉加工选用A035A,按纤维不同密度及输出量的要求,进行人工调速, 以保证定量供应,为使纱质量好,均匀性强,纱条条干均匀度和质量均匀度好,提高成 纱质量。对化纤涤加工时选用A006CS型自动混棉机,其中S代表充电管,输棉机抓取 原棉经过安装在A006CS头口的凝棉器TC-1送至A006CS棉箱之中,由摇纱控制输出 棉层,本机采用横铺直取,混合效果好。
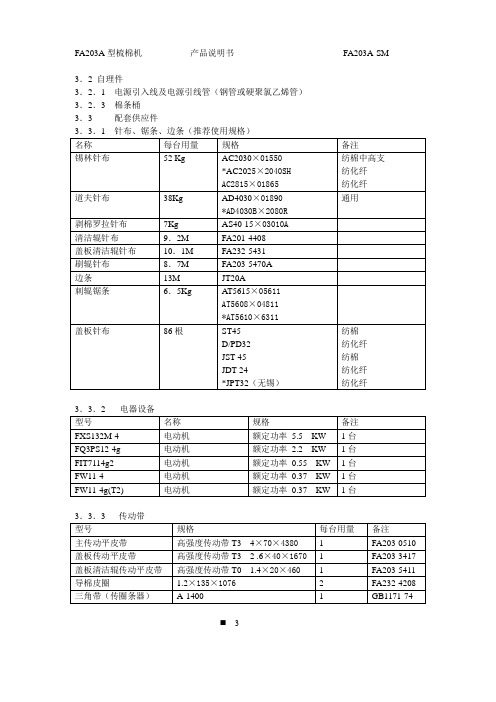
FA203A型梳棉机 产品说明书 FA203A
2
SKF
1204E
2
GB281-84
1205
2
SKF
1205E
10
GB281-84
1207
2
GB286-64
D3508
2
GB290-82
67942/30
2
FA203A梳棉机(50Hz)
各电机速度:
道夫电机速度:1440 rpm
锡林电机速度:1450 rpm
给棉电机速度:变频范围:50Hz~100Hz
A-633/4
1
出国专用
V带(传圈条器底盘)
A-1635(节长线)
1
GB1171-89
进口V带
A-63
出国专用
3.3.4滚动轴承
规格
代号
每台数量
使用部件
GB276-82
102
2
A186F-6225(2)
GB276-82
103
2
A186F-6125(1)
GB276-89
103
2
5457(2)
GB276-82
64016701每台用量1备注fa2030510fa20334171fa20354112fa23242081gb117174?3fa203a型梳棉机产品说明书fa203asm三角带传三罗拉清洁辊a9001gb117174同步带传道夫800h1501进口同步带道夫电机传动570h1501进口同步带传大压辊570h1001进口同步带传三罗拉da330h1001进口同步带传皮圈导棉240h1001进口同步带传圈条器360h1001进口同步带传盖板刷辊330h0751fa2035401同步带传给棉罗拉270l0751进口v带传圈条器顶箱a1655节长线a63341gb117189进口v带1出国专用v带传圈条器底盘a1635节长线1gb117189进口v带a63出国专用334滚动轴承规格代号每台数量使用部件gb276821022a186f62252gb276821032a186f61251gb27689103254572gb2768210414a186g61272skf60044a186g62921skf600513422c1gb27689111204012gb276821121a186f61421gb276821301a186g62521gb2768920523409gb2768220426190agb276822062gb276892072gb276892084gb58018663549024gb279881601024skf60042rs12skf622032rs14skf62062rs14gb279881802122kjbza905052gb279881601052gb279881601072skf1204e2gb2818412052skf1205e10gb2818412072gb28664d35082gb2908267942302fa203a梳棉机50hz各电机速度
FA458粗纱机说明书
FA456粗纱机说明书FA456粗纱机2008-10-17 13:44:35 阅读527 评论0 字号:大中小订阅I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
高速卷绕头

化纤机械 本次国际纺机展览会上,参展化纤机械的主要是日本的几家公司:东丽工程公司、帝人公司、村田公司等。
德国巴马格公司搞了一个实物展台,德国福来斯拿公司在日本伊藤忠公司展台上展出样本,介绍其新产品和新技术。
实物展览基本上为长丝设备,主要有高速卷绕头、假捻变形机(或称牵伸变形机、弹力丝机)、空气变形机等。
高速卷绕头 一、村田公司新开发的N O778型卷绕头和N O459型氨纶卷绕头 村田公司生产的卷绕头品种比较全,能满足不同筒管总长和卷绕速度的要求,其横动装置有槽筒式和转子式。
能适应涤纶、锦纶、丙纶和氨纶等纤维的卷绕,能满足POY、FDY、HDY 等长丝的加工要求。
适合涤纶、锦纶生产的700系列的卷绕头规格见下表:型号筒管夹总长(mm)最高卷绕速度(m/min)筒管尺寸(mm)最大卷绕直径(mm)最小锭子节距(mm)777920600094/108430720 7781200400094/108430720 77812006000110/126430720 741A820600094/108430720 741B920600094/108430720 741C1200400094/108430720 741C12006000110/126430720 700系列卷绕头的主要技术特点是:1.筒管夹主轴采用锭子式传动,通过MLC (Muratec逻辑控制器),MSP(Muratec主轴转速控制器),MPG(Muratec脉冲发生器)对主轴转速进行完美的控制。
2.横动机构采用转子式,其速度控制精度高,运动平稳,磨损小。
3.使用马达转动接触罗拉,可进一步提高纱线的质量和筒子成形质量。
4.计算机操作软件的应用,可全方位对卷绕头的运行进行迅速的监视和控制。
并与热辊的温度、导丝盘的速度进行匹配,从而得到理想的设备运转条件。
二、帝人公司(Teij in Seiki)的NS型高速卷绕头 该机将通常的圆盘回转换筒机构改为三角形直线运动换筒机构,有效地减小了机体尺寸。
特吕茨勒HSR1000型并条机的特点及其应用

特吕茨勒HSR1000型并条机的特点及其应用摘要:介绍了HSR1000型并条机的主要技术规格和性能特点,在配棉和其他试验条件相同情况下,对影响出条质量及成纱指标的各种工艺进行了试验对比与优选。
并结合使用体会,提出了使用中应注意的问题和保养方法。
关键词:并条机;工艺试验;隔距;后牵伸;速度在纺纱系统工程中,并条作为前纺工序中控制半制品质量的重要设备之一,其主要任务是通过并合、牵伸及混合来提高纤维的伸直度、平行分离度,降低棉条重量不匀变异系数。
2003年,公司以减少用工、提高产品档次为原则,在环锭生产线上引进了7台HSR1000型并条机用于精后的单并,主要生产精梳中(高)档针织系列产品用纱。
经过6年的高速运行,性能良好,质量控制稳定,条干CV%在2.5以下,为后道工序奠定了良好的质量基础。
现就该并条机的主要特点及工艺优选予以论述。
1 HSR1000型并条机主要技术规格牵伸型式为四上三下附压力棒曲线牵伸,随机Accotex-J490Pressfit80-82°铝衬套不处理牵伸胶辊,压力臂气动加压(加压范围:前区0.4 MPa、后区0.6 MPa)、匀整输送辊0.6MPa、集束器生头0.03~0.08 MPa、连续清洁气压0.3 MPa、吸尘压力230pa、总牵伸倍数4.00倍~11.00倍、并合根数6~8根、牵伸胶辊直径:35㎜×34㎜×34㎜×34㎜、罗拉直径:40㎜×35㎜×35㎜、出条速度200 m/min~1000m/min、其传动部件之间均采用同步齿形带,降低了噪声和设备稳定性。
2 HSR1000型并条机主要性能特点2.1 喂人机构采用高架式积极导条架喂入,可以保持喂入棉条张力一致,减少喂入过程中的意外伸长。
导条架配有两道光控断条感应自停装置,可灵敏感应棉条在条筒中断裂和导条器堵塞后断裂,不受车速限制而发生涌条现象。
根据喂入条筒的规格,导条架有不同规格的高度和长度供用户选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2)集束装置: 特殊结构的集 束器,内置气 流通道,使棉 头在气流的作 用下自动生头。 集束器有两种 规格,适应不 同定量的棉条。
3 )压辊机构:两压辊为反向台阶式,形 成固定宽度的沟槽,输出棉条被压缩纤 维间紧贴无间隙,棉条粗细在厚度上发 生变化,由位移传感器输入检测控制单 元,。
6、匀整及喂入检测
2、 主要技术参数和技术规格
2.1 技术参数: 2.1.1 适纺纤维长度:22~75mm各种纤维 2.1.2 牵伸倍数:4~11倍 2.1.3 出条速度:200~800m/min 2.1.4 并合数:6~8 2.2 技术规格: 2.2.1 眼数:1 2.2.2 牵伸型式:三上三下附导向辊压力棒曲线 牵伸 2.2.3 皮辊直径:Φ34.5×Φ34.5×Φ34.5×Φ34.5
自调匀整功能是本机的功能的核心,也 是计算机控制系统关键技术,是位移检测 精度、速控精度、反映精度的综合要求。 并条机的自调匀整是开环短片段的匀整, 匀整范围±25% 控制精度±1%。
其匀整喂入检测 装置设在棉条的 进口处,由一对 凹凸轮及一位移 传感器组成,其 中凸轮是可移动 的,原料粗细的 变化使其发生位 移,推动传感器 的探头发出信号 反馈计算机控制 系统,
2.2.8 喂入条筒规格Φ600×1100 Φ800×1100 2.2.9 清洁装置:空气清洁,上罗拉清洁采用圆 棒刮拭,下罗拉清洁采用丁晴板刮拭,飞花短 绒,尘杂由上下吸风口吸入集棉箱。 2.2.10 自停:断头、缠罗拉、满筒、堵眼、压力 及条干值超标均自停。 2.2.11 自调匀整装置(含在线检测) 2.2.12 机器外形尺寸: 长 × 宽 × 高 =8000×2550×1885(含自动换筒、导条架)
2.2.4罗拉直径:前、中、后 Φ40×Φ35×Φ35 2.2.5 (1)输出条筒直径: 选用Φ350~Φ450mm 高900~1100mm (2) 圈条形式:大圈条 2.2.6 换筒方式:自动(左进右出式) 2.2.7 加压型式:(1) 采用气动摇架加压。(2)加 压压力 (bar) 由前至后: 4.1 、 4.1 、 6 、 6 压力 棒50牛顿
10、应用效果:本机在2007年5月开始在 浙江平湖棉纺厂进行纺纱实验,所防品种 为精梳与普梳混纺的灰色纱,精梳后两道 并条(为了色棉纱均匀),本机为末并。 实验表明,本机在出条速度为500m/min时 能正常匀整,在棉纺厂长期纺纱出条速度 为450m/min ,在此速度下打开匀整出条 质量好,重不匀在0.1-0.3 %之间,CV%优于
FA398A高速并条机简介
河北太行机械工业有限公司 2006年9月
1、 用途 2、主要技术参数和技术规格 3、机器结构 4、 传动机构 5、 牵伸系统 6、 匀整及在线检测 7、 触摸屏显示和操作 8、 自动换筒机构 9、 导条架 10、元件配置 11、占地面积
1、机械名称和用途
1.1名称: 单眼带匀整高速并条机 1.2用途:本机采用自调匀整控制系统,可有效 的控制棉条的重量偏差、改善棉条的均匀度, 提高成纱和坯布质量,提高劳动生产率、降 低劳动强度。并条机带自条匀整能实现精梳 后的单道并条工艺,对精梳条接合波有较好 的改善作用。
2 ) 换筒转臂:换 筒转臂是由0.25KW 电机控制。每当满 筒时,主电机停止, 换筒电机启动使转 臂 顺 时 针 旋 转 120° 将 满 筒 推 出 机外,同时将空筒 旋到待纺纱位置, 完成换筒工作。
9、导条架
设有四排导棉罗 拉,其导棉罗拉的旋 转由差速合成速度控 制,其速度随差速匀 整速度的改变而变化。 导棉架上装有三组光 电,保证断条自停。
整机由外罩封闭 , 各开启的门 , 罩处均设 有停车开关,牵伸系统设计合理,由加压臂气 动加压 . 清洁系统真空度高 , 吸风量大 , 能及 时吸走飞花 , 短绒 . 所以它操作安全 , 并条质 量好,工作环境舒适.
4、传动机构
3罗拉 2罗拉 1罗拉
位移传感器
测长脉冲
差速箱 伺服电机 伺服驱动
主电机
11)同步带:青岛同步带厂 瑞士habasit。 12 )清洁器:上清洁采用圆棒刮拭上罗拉 , 下清洁 采用丁晴板刮拭下罗拉, 上下吸风口吸入集棉箱. 13) 罗拉:常州同和。 14)上皮辊:宝花选购。 15) 罗拉及皮辊轴承:INA
12、占地面积
(包括导棉架及自动换筒机构)
地基图
谢谢大家!
乌斯特公报25%,在喂入多根棉条或少根棉条 时,出条重量基本不变,说明已达到要求的匀 整效果。
带匀整与不匀整的出条效果
11、元件配置
1)光电: S18系列 图尔克公司 2)位移传感器:eddyNCDT3010 德国米依公司 3)PLC:TSX Micro施耐德 4)变频器:ATV31施耐德 5)伺服系统:LEXIUM施耐德 6)主电机:渭南电机厂 7)接近开关:TURCK 8)触摸屏:日本Digital 公司Pro-face 12寸彩屏 9)编码器: TURCK公司ELTRA 10)气动元件:日本SMC
并显示班产、总 产、效率、生产时间及 运转过程中棉条质量, 出条重量偏差(A%)、 出条CV%及不同片段重 量CV%(CVL1m , 3m, 10m)及波谱图。下方 为滚动式报警信息显示 区,显示故障原因位置 点等相关信息。条干不 匀超限报警使故障自诊 断功能实现了智能化。
8、 自动换筒机构
1) 输入条筒机构:设计有自动的输入条筒功 能,生产时除一旋转筒外,其余两只条筒在 输送线上处于待用。此机构能完成三个条筒 的自动换筒,续筒工作人工完成。传输带由 0.37KW电机带动。
控制器
Hale Waihona Puke 测速反馈由主电机传动 I 罗拉、 紧压辊、上下圈条盘;由 伺服电机与主电机通过差 速箱的速度合成控制 II , III 罗拉、导条架及棉条喂 入检测系统,这种方式具 有控制功率小,控制算法 简单等优点。 I 罗拉恒定 速度不变 ( 纺纱时设定速 度 ) ,可保证产量计算的 准确性。 下圈条盘的传动由主电机 通过万向轴及减速器传动
5、牵伸系统
1)牵伸及加压:采用三上三 下附导向辊压力棒曲线牵伸, 电磁阀控制气动加压,压力 稳定可根据所纺品种调整压 力,适纺品种范围广。每根 上皮辊两边的汽缸压力相同, 保证压力一致性,每个汽缸 都赋有磁开关,当有皮辊缠 绕时,汽缸被顶起,磁开关 反应,自动报警停车。无论 何种情况停车后,牵伸加压 系统根据设定的延时自动卸 压,对牵伸罗拉起到保护作 用。
通过伺服电 机驱动改变差 速合成速度, 控 制 II , III 罗 拉速度,实现 棉条的匀整。 凹凸轮之间为 电磁阀控制气 动加压,并有 单独按钮控制 凸轮移动
7、触摸屏显示和操作
12寸彩显触摸屏 作为在线监测显 示终端,它是控 制系统与操作人 员连接的桥梁。 屏幕上设有运行、 监视、校准、测 试、I/O等多个功 能按钮,通过触 摸屏可设定满筒 定长及进行工艺 和电气参数的设 置与功能的显示。
2.3 电机功率 主电机: 7.5KW 司服电机: 2KW 风机电机: 1.5KW 运筒电机: 0.37KW 换筒电机: 0.25KW 总功率: 11.62KW
3、机器结构
本机由机架 , 外罩体 , 操作面 板 , 电机及其传 动系统 , , 牵伸 , 气动加压, 压辊, 圈条器,导条架, 上下吸尘管道 , 吸棉箱 , 自动换 筒,电气控制箱, 气动控制箱 , 及 自条匀整系统 等组成.