三菱M70-700系列控制器-无挡块绝对式原点设定步骤
M70功能技巧设定介绍_VerA

©COPYRIGHT 2007
三菱电机自动化(上海)有限公司
机床厂密码保持
功能:机床在厂内调试期间使用密码保持,不用每次系统重起后都 需要输入密码后再修改参数。 使用条件:M70系列和M700系列(E2版以后),M700VS系列(F0版以 后),M700VW系列(F2版以后) 操作: 1、将参数#11018设“1”。 2、关闭NC电源后生效。 注意事项: 1、最终客户建议不要使用此功能,防止修改参数时误操作。
自动电源关断
功能:通过从用户PLC向NC输入自动电源断开请求信号,关闭显示单 元后,通知操作员可以关闭控制单元电源的功能。 使用条件:M70系列(A0版以后),M700系列(B3版以后),M700VS 系列(F0版以后)。 操作: PLC的自动电源断开请求信号打开(启动),打开电源断开处理 信号后,NC将请求关闭显示单元。之后,达到超时时间,打开电 源断开通知Y装置信号所指定的装置。 注意事项: 1、M70系统#11007设定值是固定1s。 2、其他系统#11007设定范围0~300s。
©COPYRIGHT 2007 三菱电机自动化(上海)有限公司
网络自动连接
根据标准设定值,错误设定举例 修改#1934:NC的IP地址 192.168.100.1→ 192.168.100.8
出现连接错误报警 NC参数当前的设置
选择对应NC序列号的选项
©COPYRIGHT 2007 三菱电机自动化(上海)有限公司
©COPYRIGHT 2007
三菱电机自动化(上海)有限公司
轴名称显示顺序
功能:任意排列各个轴名称的顺序 使用条件:M70系列、M700系列(E1版以后) ,M700VS系列(F0版以 后),M700VW系列(F2版以后) 操作: 1、将参数#1494,在对应的XYZ轴上设置相应的数字。 2、重起NC电源后生效。 注意事项: 1、设置范围1~8。
数控机床无挡块式回零的设定和调整

数控机床无挡块式回零的设定和调整
黄登红
【期刊名称】《科技信息》
【年(卷),期】2009(000)006
【摘要】本文以数控机床采用绝对编码器和采用距离编码的光栅尺这两种典型情况为例,介绍了无挡块式回零的调整原理、方法和过程,为数控机床无挡块式回零的设定和调整提供参考.
【总页数】2页(P523,525)
【作者】黄登红
【作者单位】长沙航空职业技术学院
【正文语种】中文
【中图分类】TG65
【相关文献】
1.论FANUC数控机床的伺服设定及调整 [J], 徐杰
2.数控机床无挡块式回零的设定和调整 [J], 黄登红
3.数控机床挡块式回零的控制原理及常见故障分析 [J], 黄登红;熊轶娜
4.数控机床回参考点减速挡块的调整 [J], 徐开良;邓敏
5.增量式测量系统的数控机床回零的故障分析与排除 [J], 徐明喜
因版权原因,仅展示原文概要,查看原文内容请购买。
三菱M70(参数表).docx

三菱M70A 系统,主轴MDS-D-SPJ3-75,主轴1:1,三轴进给驱动器MDS-D-SVJ3 2.0KW :本资料来源于wL ,0,若0问题请与24小时内删除。
海量0技术资料0:0(提供大量0技术资料与技术交流,共同提高技术水平,0!!!)参数号 基本参数设定值得 设定说明备注P1001 1 系统有效设定 0:无效 1:有效P1002 P1003 3B 设定系统的轴数 输入设定单位 B :1UM C:0.1UM 如有第四轴设为4P1004 B 控制单位 B :1UM C:0.1UMP1006 B 机械误差补偿单位 B :1UM C:0.1UM P1007 0 选择NC 系统的类型 0:加工中心 1:车床 P1010 E 输出单位 指定与驱动器进行通信的数据单位P1013 X.Y.X 指定备轴名称P1015 0 程序指令单位 0:遵照#1003设定 P1017 0 指定是旋转轴还是直线轴 0:直线 1:旋转P1018 0 指定电机旋转方向 根据实际设定P1019 0 选择以直径尺寸移动还是直接指定移动 P1020 0 主轴插补 P1021 1001 1002 1003 驱动单元I/F 通道NOP1022 X.Y.Z第2轴名称P1025 0 指定通电及复位时的平面选择设定为哪个平面P1026 X 基本轴IP1027 Y 基本轴JP1028 Z 基本轴KP1037 1 指令类型P1038 0 梯形图选择P1039 1 主轴数 指定主轴的根数P1040 0 指定与机械参数、长度、速度等相关的单位P1041 0 起始英制P1042 0 PLC 英制指令P1043 22 指定系统显示语言 22:中文P1062 0 刀具补偿功能P1063 1 手动挡块式P1064 0 误差补偿P1069 0 计数器不显示轴P1073 1 P10740 指定接通电源及复位时的绝对/增量模式联0:增量1:绝对 指定接通电源及复位时的进给速度指定模式 0:非同期进给(每分进给) 1:同期进给(每转进给)P1075 1 指定接通电源及复位时的直线指令模式 0:直线 P10781 插补(G01指令状态) 1:定位(G00指令状态) 指定没有小数点的位置指令的单位 0:最小输入指令单位(参照#1015) 1:1mm 单位在G28 G30 的参考点返回中,指定中间点的处理。
三菱M70调试
M I T S U B I S H I M70★机床特定操作说明:下面所说的“软键”都是指系统显示屏上的按键;■程序从系统传到CF卡的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储器”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储卡”软键,最后按“转送:A→B”软键。
这时程序被传到CF卡上;■程序从CF传到系统的步骤:1、按键盘“MAINTE”健1次或2次,直到系统显示屏上出现“I/O”字样的界面;2、按“I/O”软键1次;3、按“区域切换”软键,选择“A:装置”;4、按“装置选择”软键,再按“存储卡”软键,再按“文件名”软键,再按“接收一览表”软键,用上下光标选择目标程序,按键盘上“INPUT”健2次,这时程序被选定;5、按“区域切换”软键,选择“B:装置”;6、按“装置选择”软键,再按“存储器”软键,最后按“转送:A→B”软键。
这时程序被传到系统上;■直接执行CF卡上程序的步骤:1、将机床模式选为“自动”方式;2、按“搜索”软键,再按“存储卡”软键,用上下光标健选择目标程序,最后按键盘上“INPUT”,这时程序被选定,其内容显示在系统显示屏上;注意:①CF卡上程序的命名要符合三菱M70系统的规定,否则会出现“搜索错误”报警提示,这时按上下光标键可消除该提示;②当CF卡从系统取出后,被执行的程序随即消失,也就是说程序不会被保存到系统的存储器中;③程序也可以在“MDI”方式下执行;■DNC在线加工的操作步骤:前提:系统侧不需要任何设置;电脑侧WINPIN软件上的设置如下:---打开“WINPCIN”软件,点击“RS232Config”选项;---选择“TextFormat”选项;---将Commport(端口)选为“Com1”;Baudrate(波特率)选为“38400”;Parity(奇偶校验)选为“Even”;Databits(数据位)选为“7”;Stopbits(停止位)选为“2”;---点击“Save(保存)”,或点击“(Save&Activate保存和激活)”,再点击“Back(返回)”;DNC在线加工的操作步骤:1、将系统侧机床模式打到“DNC”方式,按“循环启动”按钮,这时循环启动按钮指示灯被点亮(系统侧准备接收电脑侧的程序);2、电脑侧点击WINPCIN软件上“SendData(发送数据)”选项找到程序后双击程序即可;注意:①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据,否则系统侧接收不到程序;②如果系统侧出现“计算机连接错误”,请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0;③程序执行完后,如果将机床打到其它的方式,程序自动消失,也就是说程序不会被保存到系统的存储器中;■系统时间设定:1、按键盘“MONITOR”健1次,按系统显示屏下方右扩展键“→”1次或2次,直到系统显示屏上出现“积分时间”字样的界面;2、按系统显示屏下方的“时间设定”软键1次;3、根据提示设定“日期,时间及其他时间”;■打开PLC的步骤:1、按键盘“DIAGN”健1次,按系统显示屏下方左扩展键“←”1次或2次,直到系统显示屏上出现“I/F诊断”字样的界面;2、按“模式输出”软键1次,输入密码:M8050/1,按键盘上的“INPUT”键1次;3、按键盘上的“F0”键1次,进入PLC界面;注意:若密码设定错误,将无法进入PLC界面,密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
三菱M70打开或关闭四轴设定参数数控驿站
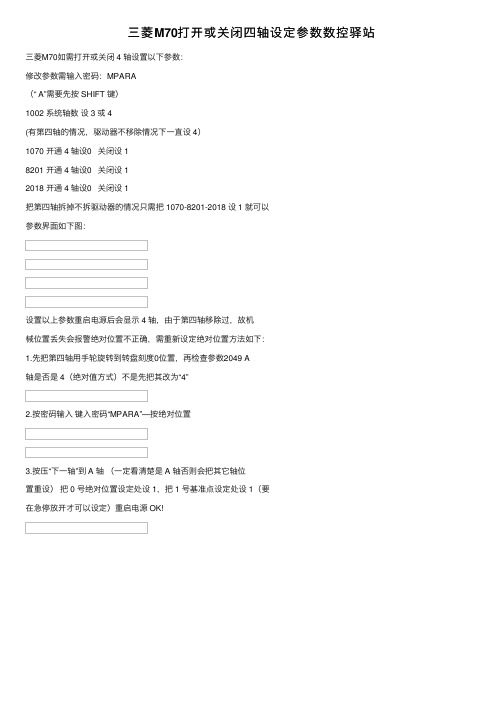
三菱M70打开或关闭四轴设定参数数控驿站三菱M70如需打开或关闭 4 轴设置以下参数:
修改参数需输⼊密码:MPARA
(“ A”需要先按 SHIFT 键)
1002 系统轴数设 3 或 4
(有第四轴的情况,驱动器不移除情况下⼀直设 4)
1070 开通 4 轴设0 关闭设 1
8201 开通 4 轴设0 关闭设 1
2018 开通 4 轴设0 关闭设 1
把第四轴拆掉不拆驱动器的情况只需把 1070-8201-2018 设 1 就可以
参数界⾯如下图:
设置以上参数重启电源后会显⽰ 4 轴,由于第四轴移除过,故机
械位置丢失会报警绝对位置不正确,需重新设定绝对位置⽅法如下:
1.先把第四轴⽤⼿轮旋转到转盘刻度0位置,再检查参数2049 A
轴是否是 4(绝对值⽅式)不是先把其改为“4”
2.按密码输⼊键⼊密码“MPARA”—按绝对位置
3.按压“下⼀轴”到 A 轴(⼀定看清楚是 A 轴否则会把其它轴位
置重设)把 0 号绝对位置设定处设 1,把 1 号基准点设定处设 1(要
在急停放开才可以设定)重启电源 OK!。
三菱M500系列原点设定
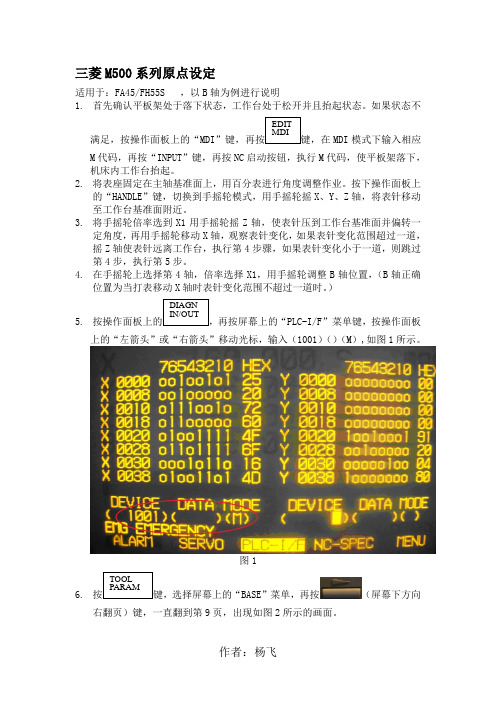
三菱M500系列原点设定适用于:FA45/FH55S ,以B 轴为例进行说明1. 首先确认平板架处于落下状态,工作台处于松开并且抬起状态。
如果状态不 满足,按操作面板上的“MDIMDI 模式下输入相应M 代码,再按“INPUT ”键,再按NC 启动按钮,执行M 代码,使平板架落下,机床内工作台抬起。
2. 将表座固定在主轴基准面上,用百分表进行角度调整作业。
按下操作面板上的“HANDLE ”键,切换到手摇轮模式,用手摇轮摇X 、Y 、Z 轴,将表针移动至工作台基准面附近。
3. 将手摇轮倍率选到X1用手摇轮摇Z 轴,使表针压到工作台基准面并偏转一定角度,再用手摇轮移动X 轴,观察表针变化,如果表针变化范围超过一道,摇Z 轴使表针远离工作台,执行第4步骤,如果表针变化小于一道,则跳过第4步,执行第5步。
4. 在手摇轮上选择第4轴,倍率选择X1,用手摇轮调整B 轴位置,(B 轴正确位置为当打表移动X 轴时表针变化范围不超过一道时。
)5. PLC-I/F ”菜单键,按操作面板 上的“左箭头”或“右箭头”移动光标,输入(1001)()(M ),如图1所示。
图16. BASE ”菜单,再按(屏幕下方向右翻页)键,一直翻到第9页,出现如图2所示的画面。
TOOL PARAM DIAGN IN/OUT EDIT MDI图27. 在图2所示的#()AXIS< > DATA( )中依次输入以下内容(如果是设定其它轴,则AXIS< >的< >中写其它轴的名字)。
#(0)AXIS< > DATA( ),按“INPUT ”键。
#(1)AXIS<B> DATA( 2 ),按“INPUT ”键。
#(2)AXIS<B> DATA( 0 ),按“INPUT ”键。
#(8)AXIS<B> DATA( 0 ),按“INPUT ”键。
#(1)AXIS<B> DATA( 1 ),按“INPUT ”键。
M70M700 PLC编程Ver
M70/M700 PLC编程三菱电机技术部2008年8月•打印输出通用打印机•梯形图制作•PLC 信息制作•梯形图监控•离线开发个人计算机•梯形图打印输出•PLC 信息打印输出•CNC 装置•PLC 板内编辑画面•梯形图制作•梯形图监控•ROM 写入本图摘自IB-1500279-D M700 PLC编程说明书I-2页2.1 PLC处理程序的级别和动作2.2 PLC处理程序概要(2种编程方式)的编程管理方法,已经在原先单程序方式之外,又添加了一种多程序方式。
2.4 PLC处理程序的处理和执行方式PLC 定时计数01特殊功能使用的继电器和寄存器。
固定定时器和可变定时器点数设定方法:C (范围:C0~C255)。
该模式下仅可以使用与以往兼容的PLC指令规格。
如使用扩展的PLC指令,输入、编辑和运行时将发生错误。
包括“兼容PLC使用控制设备的CRT设定显示装置,可以实现与机床操作开关相同的功能。
开关的点数为32点,可通过PLC 开关画面以及用户PLC 打开或关闭。
此外,开关的名称可任意设定。
对应接口分为输入X接口(X680~X69F)、输出Y接口(Y680~R2521,R2523内容最大值负载表显示处理有效(a)整个条形图长度(最大值30(十进制))(b)条形图灰色部分长度(a)和(b)的差值为红色部分的长度R2520数值以五位数显示(二进制0到32767)R2522数值以五位数显示(二进制0到32767)条形图按R2521数值显示条形图按R2523数值显示红色部分灰色部分「读出窗口」或者「写入窗口」,读出/写入CNC的运行状态、轴信息、参数、刀读出主轴Z轴负载4.1 PLC程序、参数、装置注释文件命名方法4.2 信息数据文件命名方法(一)方式1)通过位选择参数#6453 的位0-2,共3 位进行指定的方式(PLC单独的语言4.2 信息数据文件命名方法(二)4.3 信息数据文件命名方法(三)5、GX Developer5.1 GX Developer创建M7PLC程序的流程选择菜单[Project]-[New Project],显示[New Project]设置界面,选择PLC系列及类型CPU类型必须选择Q4A,否则传输程序时会报错。
台群加工中心零点丢失及卡刀的处理方法
台群加工中心零点丢失及卡刀的处理方法
台群加工中心大多数选用三菱系统M70的,所以首先按照M70的设零点方式来进行各轴零点设置:
先如图画面输入密码MPARA,将各轴移动至机械零点位置(大约眼看下)
按绝对位置画面
在绝对位置设定中输入1,基准点钟输1,
三轴参考点设定完成。
完成后重点来了,Z轴换刀点也需要调整,这需要摇动刀臂至主轴端来确定位置,由于台群用的刀库是伺服的,所以跟其他的有所区别具体操作如下:
打开PLC开关28号和32号如图内容
面板选择按钮如下图将这些按键点亮
手动按+5/-5键转动刀臂,+5为往主轴方向
在转动刀臂的时候需要刀套往下、主轴定向的条件不然无法转动,接近主轴端的时候会有打刀动作所以要扶住刀柄不让其掉下来。
在这个时候如果要移动Z轴则需要将面板点亮的几个灯灭掉就可以通过手轮来上下移动Z轴调整高度了。
调整好后将当前机械坐标值输进第二参考点参数里即可。
以上动作结束后需要将PLC开关和面板亮灯部分调回方可正常工作,若遇到卡刀情况以上动作刀库亦可完成。
三菱PLC绝对位置控制解释概要
以绝对驱动方式执行单速位置控制的指令c(sT):目标位置(绝对指定}[16 短指令]:-32.768^+32.767[32 位指令]:・999・994+999.999區):输出脉冲频率[16 位指令]:10-32.767(Hz)[32 位指令]:lO-lOO.OOO(Hz)但是不能小于下页计算公式所示频率。
© :脉冲输出起始地址仅能指定Y000或YOOh 可编程控制器输出必须采用晶体瞥输出方式。
国:旋转方向信号输出起始地址根据GP 和当前位进的差值,按照以下方式迸行动作.[+ (正)ON[-(ft)]-OFF在用绝对定位指令(DRVA 时,是否先要找到原点位置的;如果是这样的话,这个原点是怎么找呢我来回答你的这个问题吧,原点位置存放在 D8140里(Y0), D8142(Y1)。
开机上电D8140为0,回完原点为D8140为0。
向正方向走D8140值增加,反方向D8140值减少。
例:DRVA K20000 K1000 Y0 Y4 Y0输出脉冲,执行完后, D8140里存放发的脉冲 20000个, 而且是双字节的,即 D8140-D8141。
另外用PLSY PLS 指令时,D8140只记录脉冲数一 直增加。
在程序中 DRVA DRV 时,尽量不要使用 PLSY PLSR以上回答书中都有明确说明, 建议精读FX 编程手册329-365页。
再说一下ZRN 指令,例 ZRN K1000 K150 X3 Y0 当这个指令执行时,Y0以1000HZ 的速度输出脉冲,当X3为ON 时,Y0以150HZ 速度输出脉冲,X3 OFF 后,Y0停止输出脉冲。
指令执行完毕。
功能和动作M O FNC159 DRVA (ED (E ] K25OOO <3000 YOO C YO34所以用这个指令的时候,X3这个信号一定会有一个先ON然后变OFF的过程。
目的就是让步进或伺服先高速回原点,然后快到原点的时候将速度降下来慢行后停止动作,以达到高精度回原点的过程。
三菱M70调试技术总结
MITSUBISHI M70 ★机床特定操作说明下面所说的“软键”都是指系统显示屏上的按键■ 程序从系统传到CF卡的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储器”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储卡”软键最后按“转送A→B”软键。
这时程序被传到CF卡上■ 程序从CF传到系统的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储卡”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储器”软键最后按“转送A→B”软键。
这时程序被传到系统上■ 直接执行CF卡上程序的步骤1、将机床模式选为“自动”方式2、按“搜索”软键再按“存储卡”软键用上下光标健选择目标程序最后按键盘上“INPUT”这时程序被选定其内容显示在系统显示屏上注意①CF卡上程序的命名要符合三菱M70系统的规定否则会出现“搜索错误”报警提示这时按上下光标键可消除该提示②当CF卡从系统取出后被执行的程序随即消失也就是说程序不会被保存到系统的存储器中③程序也可以在“MDI”方式下执行■ DNC在线加工的操作步骤前提系统侧不需要任何设置电脑侧WINPIN软件上的设置如下--- 打开“WINPCIN”软件点击“RS232 Config”选项--- 选择“Text Format”选项--- 将Comm port端口选为“Com 1” Baudrate波特率选为“38400” Parity奇偶校验选为“Even” Data bits数据位选为“7” Stop bits停止位选为“2” --- 点击“Save保存”或点击“Save amp Activate保存和激活”再点击“Back返回” DNC在线加工的操作步骤1、将系统侧机床模式打到“DNC”方式按“循环启动”按钮这时循环启动按钮指示灯被点亮系统侧准备接收电脑侧的程序2、电脑侧点击WINPCIN软件上“Send Data发送数据”选项找到程序后双击程序即可注意①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据否则系统侧接收不到程序②如果系统侧出现“计算机连接错误”请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0 ③程序执行完后如果将机床打到其它的方式程序自动消失也就是说程序不会被保存到系统的存储器中■ 系统时间设定1、按键盘“MONITOR”健1次按系统显示屏下方右扩展键“→”1次或2次直到系统显示屏上出现“积分时间”字样的界面2、按系统显示屏下方的“时间设定”软键1次3、根?萏崾旧瓒ā叭掌谑奔浼捌渌 奔洹?■ 打开PLC的步骤1、按键盘“DIAGN”健1次按系统显示屏下方左扩展键“←”1次或2次直到系统显示屏上出现“I/F诊断”字样的界面2、按“模式输出”软键1次输入密码M8050/1按键盘上的“INPUT”键1次3、按键盘上的“F0”键1次进入PLC界面注意若密码设定错误将无法进入PLC界面密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“ 1 “ 入輸 0502# 數參� ]TUPNI[ 按 ARAPM�碼密入輸
。]TUPNI[ “ 2 “ 入輸 9402# 數參定設�例為軸 X 以 )2( ]ETNIAM[下按上鍵單菜在 �數參械機入進 )1(
。]TUPNI[ 按
定設數參.2
。元單池電是或池電立獨裝加先需前定設在能功式對絕
備設體硬.1
。成 完此至驟步定設個整�] TUPNI [ 按 ” 1 “ 設入輸 3601# 數參將可即�後誤無作動歸復點原認確 )01( 。動啟新重 CN )9(
。
鍵右
]ETNIAM[下按上鍵單菜在 �置位對絕定設 )3( 。)POTS YCNEGREME( 關開止停急緊開放 )2(
Hale Waihona Puke 。]TUPNI[ 按ARAPM�碼密入輸
]ETNIAM[下按上鍵單菜在 �數參械機入進 )1(
置位點原定設.3
)定固(記標點原
臺作工
� 向方負
記標點原 向方正 �
。置位之點原定設欲至移)向方負往(台作工將輪手用使 )6(
1�0
。] TUPNI [ 按 ” 1 “ 設入輸 定設置位對絕 0 碼號 在 )5( )定固(記標點原
臺作工
� 向方負
記標點原 向方正 �
。向方正的)定固(記標點原至移台作工將先 )4(
。] 成完 [ 為 ] 態狀 [ 至直�動移向方負往台作工將輪手用使 )8(
1�0
。] TUPNI [ 按 ” 1 “ 設入輸 點準基 1 碼號 在 )7(
課體軟 部發研
驟步定設點原式對絕塊擋無-器制控列系 007/07M 菱三
。Z 1000 成完未定設置位準基置位對絕 07Z 有會時此�CN 及源電總啟開 )5(
警異 52 MRALA 現出會然不�)V022CA(源電總閉關 )4(
。]TUPNI[ 按
“ 88 “ 入輸 7122# 數參定設 )3(