工序质量控制表
工序质量控制表
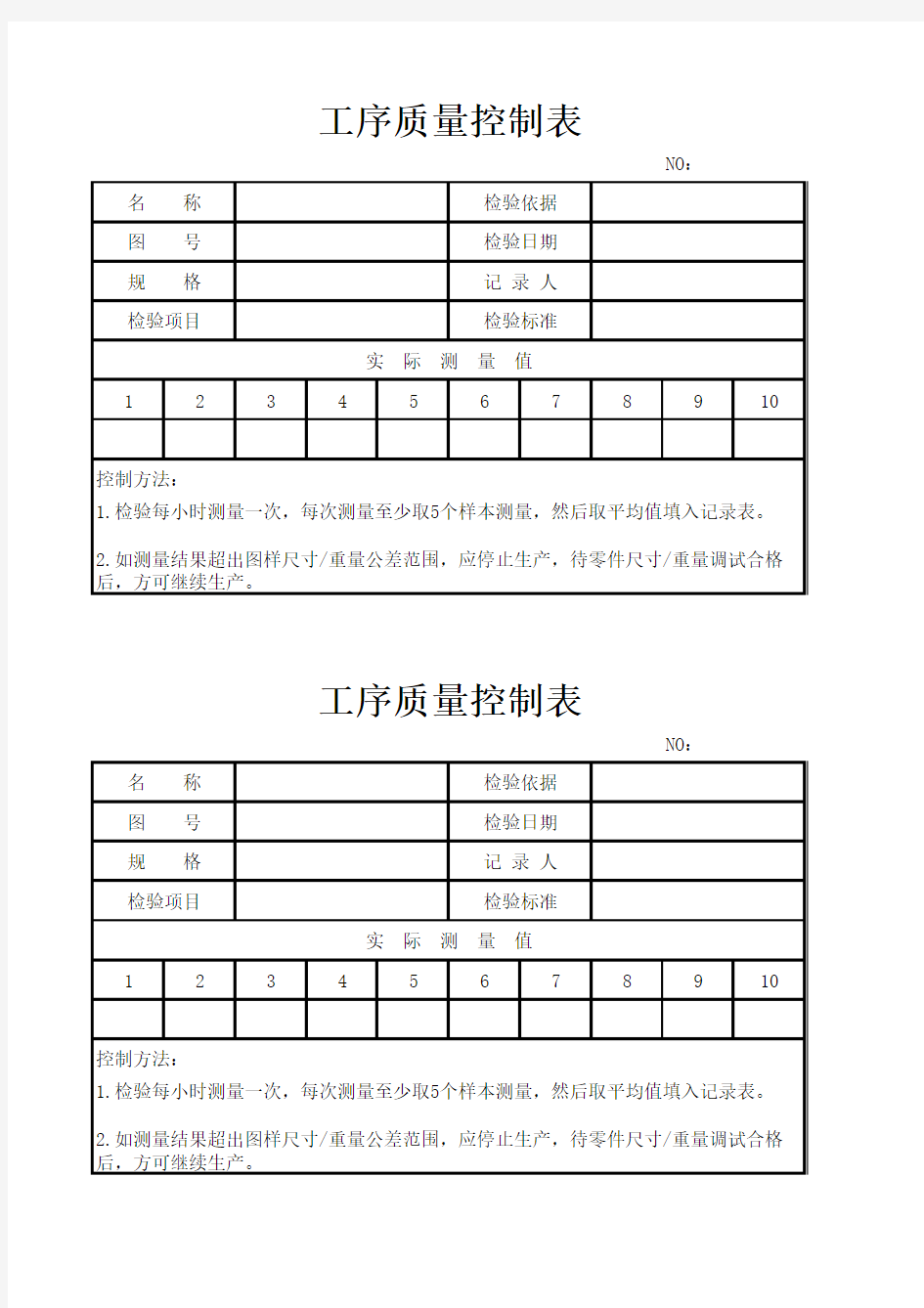
NO:名 称检验依据
图 号检验日期
规 格记 录 人
检验项目检验标准
实 际 测 量 值
12345678910
控制方法:
1.检验每小时测量一次,每次测量至少取5个样本测量,然后取平均值填入记录表。
2.如测量结果超出图样尺寸/重量公差范围,应停止生产,待零件尺寸/重量调试合格后,方可继续生产。
工序质量控制表
NO:名 称检验依据
图 号检验日期
规 格记 录 人
检验项目检验标准
实 际 测 量 值
12345678910
控制方法:
1.检验每小时测量一次,每次测量至少取5个样本测量,然后取平均值填入记录表。
2.如测量结果超出图样尺寸/重量公差范围,应停止生产,待零件尺寸/重量调试合格后,方可继续生产。
相关主题