焊接工艺卡样本
焊接工艺卡

3、焊接采用单面焊双面成形,由打底、填充、盖面依次焊接;
4、焊接采用氩弧焊打底;
5、焊接各项工艺参数不得超出工艺卡规定;
6、当风速SMAW≥8m/s,GTAW≥2m/s时室外作业应设挡风棚,雨、雪天无防护措施不得施焊;
7、焊缝完成后应清理干净,焊缝表面不得有夹渣,气孔,裂纹,弧坑,飞溅等缺陷;
8、焊缝余高,100%透视比例1+0.1b且≤3mm;其他1+0.2b且≤5mm。
焊接工艺参数
焊接方法
SMAW
GTAW
焊条烘干温度(℃)
见厂家说明
焊接极性
DC-
DC+
母材ห้องสมุดไป่ตู้热温度(℃)
/
焊丝牌号
/
H08Mn2SiA
层间温度(℃)
/
焊丝规格(mm)
/
φ2.5
焊后热处理(℃)
/
焊条牌号
J427(E4315)
/
施焊条件
见技术说明
焊条规格(mm)
φ3.2
/
焊枪氩气流量(升/分)
8~12
焊接电流(A)
90~130
60~95
管内氩气流量(升/分)
/
焊接电压(V)
22~26
12~18
焊接速度
/
焊接层数
≥2
编制
审核
审批
日期
日期
日期
焊接工艺卡
工程名称
迎宾大道(四港联动大道—货运路)供热管网工程
装置名称
供回水管线
工艺评
定编号
A12
材质
Q235B
2、焊接工艺卡
LD 型电动葫芦单梁起重机焊接工艺卡文件编号 CTZH/GY(LD)-003编制审核批准生效日期福州升达冶金技术开发有限公司编号:1福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号LD10.10.10(2)共3页产品名称电动桥式起重机零(部)件名称工字钢接头第1页主要组成件序号图号名称材料件数1 工字钢Q235-BF 22 连接板Q235-BF 1工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径1 配合冷作按图用E4303直径Φ3.2焊条定位点焊,焊点均交流焊机23-25V 120±10A E4303 Φ3.2布,焊点长20~30mm2 先用Φ4焊条焊一层反面清根交流焊机25-27V 160-190A E4303 Φ4再用Φ5焊条焊平角向砂轮机25-27V 220-260A E4303 Φ53 角焊缝焊连接板四周焊脚高8mm 交流焊机25-27V 220-260A E4303 Φ5编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第 1 页主要组成件序号图号名称材料件数1 U形槽钢Q235-BF2 隔板Q235-BF3 钢管Q235-AF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径本工艺适用LD10.10.10A如下主梁参照执行:LD10.10.20 LD10.10.60 LD30.10.10-40LD10.10.30 LD10.10.70 LD30.10.50LD10.10.40 LD10.10.80 LD30.10.60LD10.10.50 LD10.10.90编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期编号:10福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第7 页主要组成件序号图号名称材料件数1 工字钢Q235-BF2 组焊好的槽体3 侧板Q235-BF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径1、配合冷作点焊工字钢与隔板,并焊接工字钢与隔板交流焊机TJ—02 25-27V 160-190A E4303 Φ4的双面角焊缝,焊脚高度5mm(见图二)2、配合冷作点焊侧板,将侧板按图四组装于梁体两侧角向砂轮机3、配合冷作点焊侧板与工字钢槽体的连接处焊缝长交流焊机25-27V 160-190A E4303 Φ4编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共12页产品名称电动桥式起重机零(部)件名称主梁第8 页主要组成件序号图号名称材料件数1 工字钢Q235-BF2 组缝好的槽体3 侧板Q235-BF工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径20~30mm4、将主梁在胎具中貉倾斜30º~40°,进行纵向焊缝的交流焊机TJ—01 25-27V 140-180A E4303 Φ4焊接,焊前清除焊接杂物,用钢丝刷清除铁锈,采用二台焊机双面等速同时焊接,焊脚高5mm,焊好一面后翻身焊另一面(见图四)编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期福州升达冶金技术开发有限公司焊接工艺卡片产品型号LD 零(部)件图号共5页产品名称电动桥式起重机零(部)件名称端梁第1 页主要组成件序号图号名称材料件数1 槽形梁Q235-BF 12 筋板Q235-BF 43 盖板装置Q235-BF 24 加强板Q235-BF 45 连接板Q235-BF 16 底板Q235-BF 1工序号工序内容设备工艺装备电压或气压电流或焊嘴号焊条、焊丝、电极焊剂其它规范工时型号直径一配合冷作点焊1、点焊槽形梁拼接焊缝交流焊机JJ—02 23-25V 120±10A E4303 Φ3. 22、点焊筋板交流焊机23-25V 120±10A E4303 Φ3. 23、点焊盖板装置两侧的板交流焊机23-25V 120±10A E4303 Φ3. 2注意:零件图中件1塞焊工艺孔编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期编号:20。
焊接工艺卡

气体:
保护气体_______________________________________________________________
流量________________________________________________________________
预热保持方式________________________________________________________________
后热、焊后热处理:
温度范围________________________________________________________________
时间范围________________________________________________________________
填充金属:
焊条型号_________________________规格_______________________________mm
焊丝牌号_________________________规格_______________________________mm
焊剂型号________________________________________________________________
管子直径范围:对接接头____________________________________________________
角接接头________________________________________________________________
接头焊接工艺卡 15

对接接头
大于板厚的15%加1mm.焊环缝之前,先用焊环缝
工序名称
管板与筒节(最后一道环焊缝)
同样的焊工和同样的焊接工艺焊一块产品检验试板,
试板检验合格后,再焊管板与筒节环焊缝。
焊接工艺评定报告编号
PQR.09.01
PQR.09.03
2:先在内侧用手工电弧焊焊接,然后用碳弧气刨清根
外侧。坡口侧20mm范围内的熔渣、氧化皮等污物
焊缝金属
高度,mm
4:检验合格后。转下道工序。
焊工持证项目
SMAW-I-5FG-12/57-F1
备注:锅炉内部用第二层的方法各焊一至二层。
焊接位置
层–道
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kj/cm)
施焊技术
牌号
直径
电流种类
电流(V)
预热温度(C°)
焊条电弧焊
J422
φ3.2mm
交流
100~120
22~24
8~10
层间温度(C°)
外二层
焊条电弧焊
J422
φ4mm
交流
160~170
24~26
8~11
焊后热处理
内一层
焊条电弧焊
J422
φ3.2mm
交流
100~110
24~26
8~11
后热
钨级直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体
流量
正面
背面
接头简图:
SMAW-I-2FG-12/18-F1
焊接位置
层–道
焊接方法
填充材料
焊接工艺卡
≥200(250)
2
SMAW
R317
3.2
直流反接
110~120
25~26
6~8
/
焊后热处理
720~750℃
3
SMAW
R317
4.0
直流反接
140~160
28~30
8~12
/
后热
钨极直径
铈钨Ф2.5
喷嘴直径
12
脉冲频率
脉宽比(%)
气体成分
Ar
气体流量
正面
8-10L/min
背面
编制
项光元
焊接速度,cm∕min
线能量kj∕cm
施焊技术
摆动
牌号
直径
极性
电流(A)
预热温度(℃)
常温
1
GTAW
ER50-6
2.5
直流正接
110~130
11~12
6~8
/
道间温度(℃)
/
2~3
SMAW
ER5015
3.2
直流反接
100~120
24~26
8~10
/
焊后热处理
/
4~5
SMAW
ER5015
3.2
直流反接
SMAW-FeⅡ-6G(K)-9/108-Fef3j
检
验
序号
本厂
监检单位
第三方或用户
母材代号
20G
厚度mm
1.5~10
焊接方法或焊接工艺
GTAW
焊缝金属厚度mm
≤10
其余
焊接位置
6G
层-道
焊接方法
填充金属
焊接电流
焊接工艺卡(氧气储罐)DN2000 V=10立方参考模板
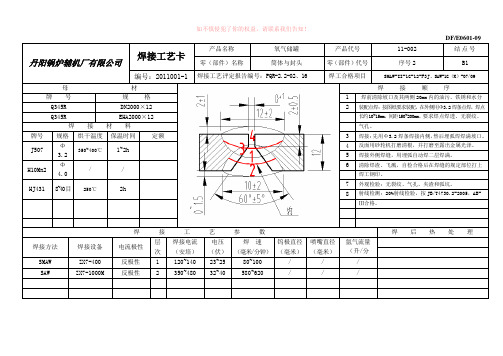
丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与封头零(部件)代号序号2B1编号:2011001-1焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000×122装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点Q345R EHA2000×12长约10~15mm,间距150~200mm。
要求焊点焊透、无裂纹、焊接材料气孔。
牌号规格烘干温度保温时间定额3焊接:先用Φ3.2焊条焊接内侧,然后埋弧焊焊满坡口。
J507Φ3.2350~400℃1~2h4反面用砂轮机打磨清根,并打磨至露出金属光泽。
5焊接外侧焊缝,用埋弧自动焊二层焊满。
H10Mn2Φ4.0//6清除焊渣、飞溅,自检合格后在焊缝的规定部位打上焊工钢印。
HJ4318~40目250℃2h7外观检验:无裂纹、气孔、夹渣和弧坑。
8射线检测:20%射线检验,按JB/T4730.2-2005,AB-Ⅲ合格。
焊接工艺参数焊后热处理焊接方法焊接设备电流极性层次焊接电流(安培)电压(伏)焊速(毫米/分钟)钨极直径(毫米)喷嘴直径(毫米)氩气流量(升/分钟)SMAW ZX7-400反极性1120~14023~2580~100/// SAW ZX7-1000M反极性2350~48032~40580~620///预热温度室温≥10℃预热保持/层间温度≤315℃编制:蒋伟平 2011年 12 月 30 日审核: 2011 年 01 月 01 日共 11 页第 3 页丹阳锅炉辅机厂有限公司焊接工艺卡产品名称氧气储罐产品代号11-002结点号零(部件)名称筒体与封头零(部件)代号序号2B2编号:2011001-2焊接工艺评定报告编号:PQR-2.2-02、16焊工合格项目SMAW-II-1G-12-F3J、SAW-1G(K)-07/09母材焊接顺序牌号规格1焊前清除坡口及其两侧20mm内的油污、铁锈和水分Q345R DN2000×122装配点焊:按图纸要求装配,在外侧用Φ3.2焊条点焊,焊点Q345R EHA2000×12长约10~15mm,间距150~200mm。
焊接工艺卡

焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡

焊丝牌号:规格:
电极:规格:
焊剂牌号:保护气体:
焊条(剂)烘干规范:150- 200℃×2h
预热温度:/℃
层间温度:/℃
预热速度:/℃/h
加热方式:/
焊后热处理:
焊接工艺评定编号
99HP-008
焊缝编号
CG1-82
焊道(层)
焊接
方法
焊接
设备
焊材
电源极性
焊接
电流
~17
8-12
1
氩弧焊
WSM-400
H10MnSi
φ2.0
直流正接
130-150
~17
70-90
8-12
2
手弧焊
BX1-315
E4303
φ4.0
交流
180-190
~26
3
手弧焊
BX1-315
E4303
φ4.0
交流
160-180
~26
工艺措施
1.施焊前必须清除焊接坡口及周围15-20mm范围内油污、锈、水份、氧化皮等杂质。
3集箱的纵、环焊缝及封头管板的拼接焊缝无咬边,其余焊缝咬边深度不超过0.5毫米,总长度不超过焊缝长度的10%。
编制
校对
审核
标准化
批准
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
文件编号:XD/TX730-LSS0.3-0.8-焊接
新迪能源与环境设备有限公司
工艺附图
产品型号
零(部)件图号
ZQ0.301
2.专检员对接头组对质量进行检查后才能进行焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺卡样本
焊接工艺卡
作业部门名称:编号:项目名称
焊口规格:材质、型号、规格
焊接方法:焊丝、焊接电流、焊接材料、焊条规格、型号、焊口数、保护气体、焊口示意图
预热:预热温度℃、预热方式、升温速度、保温材料
后热:后热温度℃、恒温温度/时间、保温材料
热处理:焊后热处理、缓冷
打底、盖面:焊丝(Kg)
注意事项:
1.焊接前要仔细检查焊口,清理干净,并确认焊接材料规
格牌号与工艺卡上相同。
2.施工时要做好防风、防雨及防寒措施。
3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随
意焊接临时支撑物。
4.焊接时要注意观察熔池状况,每层焊道焊完后都应仔细
清理检查,确认无缺陷后再进行次层焊接,特别注意接头和收弧的质量,表面成型美观。
5.文明施工,焊材以及用完的焊条(丝)头不得乱放乱丢,每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽场地清。
6.焊接完成后立即对焊缝清理自检,并及时填写自检记录。
注意:删除明显有问题的段落。
改写:将原本的短语和词语改写成完整的句子,使其更易于理解。
焊接工艺卡
作业部门名称:编号:项目名称
焊口规格:焊接的材质、型号和规格
焊接方法:焊丝、焊接电流、焊接材料、焊条规格、型号、焊口数、保护气体、焊口示意图
预热:预热温度℃、预热方式、升温速度、保温材料
后热:后热温度℃、恒温温度/时间、保温材料
热处理:焊后热处理、缓冷
打底、盖面:焊丝的重量(Kg)
注意事项:
1.在焊接前,应该仔细检查焊口,清理干净,并确认焊接材料规格牌号与工艺卡上相同。
2.在施工时,必须做好防风、防雨及防寒措施。
3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时,要注意观察熔池状况。
每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接。
特别注意接头和收弧的质量,表面成型美观。
5.进行文明施工,焊材以及用完的焊条(丝)头不得乱放乱丢。
每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽场地清。
6.焊接完成后,应立即对焊缝清理自检,并及时填写自检记录。
注意:删除明显有问题的段落。