焊接工艺卡模板
汽车生产四大工艺流程及工艺文件【范本模板】

汽车生产四大工艺流程及工艺文件一、工艺基础—概念1、工艺即加工产品的方法(手段、过程).是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法.2、工艺规程规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。
3、工艺文件指导工人操作和用于生产、工艺管理的各种技术文件。
是企业组织生产、计划生产和进行核算的重要技术参数。
4、工艺参数为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。
5、工艺装备产品制造过程中所用的各种工具的总称.包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
6、工艺卡片(或作业指导书)按产品的零、的某一工艺阶段编制的一种工艺文件。
他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。
包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
7、物料清单(BOM)用数据格式来描述产品结构的文件。
8、外协件明细表填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
9、外购工具明细表填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。
10、材料消耗工艺定额明细表填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件.11、材料消耗工艺定额汇总表将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件.12零部件转移卡填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
二、工艺基础-管理1、工艺管理内容包括:产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。
压缩空气储罐焊接工艺设计精选全文

可编辑修改精选全文完整版焊接工艺设计说明书——压缩空气储罐焊接工艺设计一.产品情况:压缩空气储罐使用16Mn钢制造的低压容器,压力虽低,但受力较大。
如制造中发生严重的错边、未焊透、裂纹、气孔、夹渣等缺陷会引起应力集中,导致结构损坏,甚至爆炸。
压缩空气储罐产品图形见图1。
压缩空气储存在一个压缩空气储气罐内,再由出气管道供需要的地方使用。
它具有储存和稳压作用,并能分离出压缩空气中的油和水分。
积水由排污管排出。
缩空气罐,属于压力容器。
需要在当地的质量技术监督局(锅检所)注册备案。
投入使用的前,必须要取得压力容器是使用许可证。
安全阀座出气管进气管图1 :压缩空气储罐二.拟用的焊接设备:①:1.设备名称:自动埋弧焊机2.型号:MZ—1000(见图2)3.性能和用途:它是根据电弧电压反馈调节原理设计的变速送丝式焊机,有交流和直流两种,适合于焊接水平位置或水平面倾斜不大于15 °的开破口和不开破口的平板对接、角接和搭接的焊缝,借助于轮胎或滚轮架等辅助设备也可以焊接圆筒件的内、外环缝,适用的焊丝直径为3~6mm。
4.焊机结构:MZ—1000型埋弧焊机主要由焊车、焊接电源和控制箱三部分组成,相互之间由焊接电缆和控制电缆连接在一起。
5.性能参数:额定输入电压:380V额定频率:50/60HZ额定输入容量:98KVA额定输入电流:112A电流调节范围:200-1000A额定负载持续率:100%最高空载电压:83V适用焊丝直径:3、4、5mm焊接厚度范围:≥5mm行走速度:20-170cm/min送丝速度:20-200cm/min外形尺寸:1000*580*960mm电源重量:410kg小车重量:50kg6.产地:佛山市中益焊割材料有限公司图2 :MZ—1000型自动埋弧焊机②:1.设备名称:直流手工电弧焊机2.型号: ZX7-500S(见图3)3.产品特点:使用酸性、碱性、耐热钢等多种焊条;数显电流表,焊接前可精确预置焊接电流;可调节推力电流,保证最佳电弧性能;可调节引弧电流,保证最佳引弧性能;可加长焊接电缆,设有长/短焊接电缆选择开关。
钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 钢管敷设分项工程施工技术(工艺、质量)交底卡
审批人(项目专业技术负责人) 交底人(项目专业工长或质检员) 接受人(施工班组长) 签名: 签名: 签名:
年 月 日 年 月 日 年 月 日 建筑设备安装
钢管敷设分项工程施工技术(工艺、质量)交底卡。
过程卡-文件记录档案

淄博市化工设备厂椭圆(EHA)封头工序过程卡封头编号行标准落实示意图:规格材质GB/T25198-2010序号工序名称工艺要求检测项目自检专检实测数据签名日期实测数据签名日期1 领料划线按图样核实材料规格δn= mm,下料直径D= mm 规格尺寸标记移植标记确认2 下料依线切割、清除铁渣外形尺寸坡口30º±2.5º,钝边≤S/2mm ≤mm 坡口尺寸3 拼对对口错边量b≤0.1Smm, 且≤1.5mm,b≤mm 错边量间隙0~2mm 间隙4 焊接按焊接工艺卡施焊,打焊工钢印焊缝外观钢印5 磨光内表面焊缝修磨与母材齐平,外表面焊缝两端磨平300mm 磨平6 压制外委件、以外单位压制工艺压制成型7 无损探伤拼接焊缝进行100%的射线或超声检测,级合格探伤报告- 考试资料焊缝参数记录表- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料焊缝识别卡编号:ZHS—JL12—10 - 考试资料淄博市化工设备厂(B)产品焊缝参数记录卡产品编号规格- 考试资料- 考试资料- 考试资料焊缝识别卡编号:ZHS—JL12—11 - 考试资料焊缝识别卡编号:ZHS--JL12—11 - 考试资料- -- 考试资料焊缝识别卡编号:ZHS--JL12—12- 考试资料- 考试资料- 考试资料焊缝参数记录表- 考试资料- 考试资料淄 博 市 化 工 设 备 厂焊 材 领 用 单 ZHS-JL12-15产品名称 焊材规格 Ф3.2 Ф4 Ф5 牌 号焊材重量Kg产品编号 焊缝代号焊 材 焊材规格 mm退 回 焊工代号 重量(Kg )日 期 检验号 备 注 名 称 批 号 牌 号 焊条 焊条头- 考试资料产品编号:ZHS-JL12-16- 考试资料- 考试资料产品编号:ZHS-JL12-16- 考试资料- 考试资料- 考试资料产品名称 淄博市化工设备厂法兰接管工序过程卡简 图:编 号标准号 HG/T20592-2009材 质共1 页工序 名称 工序过程及工艺要求检 验名 称 材 质 规 格备 注材 质规格标记签名日 期 备 注 管口:法兰接管管口:法兰接管管口:法兰接管管口:法兰接管- 考试资料- 考试资料ZHS-JL12-20 - 考试资料- 考试资料产品名称:材料预算表产品编号:数量:年月日ZHS-JL12-21- 考试资料审核:制表:ZHS-JL12-22 - 考试资料- 考试资料- 考试资料应用表卡编号应用表卡编号- 考试资料- 考试资料搪玻璃反应罐制作工序过程卡编号:ZHS-JL12-淄博市化工设备厂- 考试资料- 考试资料- 考试资料- 考试资料- 考试资料淄博市化工设备厂应用表卡- 考试资料目录- 考试资料-考试资料目 录。
焊接技术总结(优秀模板5篇)

焊接技术总结(优秀模板5篇)焊接技术总结第1篇近年来,航空航天、交通运输、海洋工程等工业的发展,极大地推动了焊接技术的发展。
伴随着产品、结构、材料、使用条件的多种多样,对焊接质量的要求越来越高,焊接工作量逐渐上升。
据资料统计,我国焊接工作量已达到世界焊接强国的水平。
因此,提高焊接生产效率和焊接质量,减少焊接缺陷存在的高效焊接方法成为实际生产的迫切要求。
目前,大量高效焊接方法和不同焊接工艺的组合都已应用于各种不同生产工艺中。
提高焊接生产效率,一方面是为了降低焊接成本,提高焊接生产效率,从某种角度上讲,主要是由单位时间内填充金属的熔化量-熔敷速度来衡量的。
但提高熔敷速度意味着热输入的增加,对于采用单一电弧焊接而言,为了防止由于热输入增加而引起的焊接变形,一般采用提高焊接速度。
但因焊接速度的提高易产生未焊透、焊道不连续、咬边等缺陷,应用双弧焊可避免上述缺陷的产生。
目前,从国内外对双弧焊接工艺方法研究的现状来看,按电弧的种类与位置来分,其研究主要集中在三个方面:单面双弧焊、复合双弧焊、双面双弧焊。
1、单面双弧焊单面双弧焊一般而言就是指双丝焊接,它包括采用单个焊枪配上填丝或双焊丝和双焊枪的双丝焊接。
由于单面双弧提高了焊接速度,减小了单位时间内焊缝成形的热输入,因而热影响区减小,接头力学性能提高。
对于双弧焊的研究,国内外都是从双丝埋弧焊开始的,该技术已经在生产中得到了应用,后来又在窄间隙焊上得到了应用,近几年来对双丝熔化极焊研究的相对比较多。
2、复合双弧焊复合双弧是指采用不同种类的电弧或热源相结合进行焊接的方法。
对于复合双弧的研究,电弧并不限于普通意义的电弧概念,它也包括了电子束、激光等高能束热源。
3、双面双弧焊双面电弧焊接(DSAW)是一种新近发展的新工艺,是指采用两个同种电弧或不同的电弧在工件的两面同时操作的焊接工艺。
它的应用极大地促进了焊接生产率的提高,但它易受焊接位置限制。
3.1双面双弧非对称焊由两名焊工分别在工件的正反面自上而下的同时进行垂直的手工钨极氩弧焊,两枪间距保持一个熔池长度。
特殊特性、流程图、PFEMA、控制计划、工艺卡一致性检查表【范本模板】
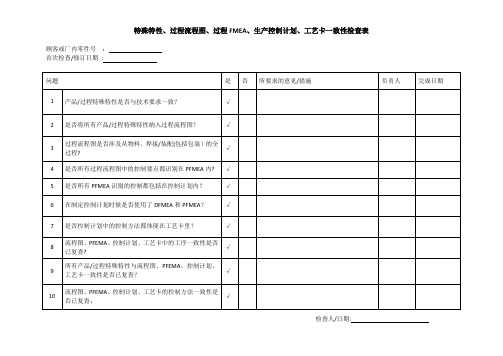
顾客或厂内零件号:
首次检查/修订日期:
问题
是
否
所要求的意见/措施
负责人
完成日期1产品/过程殊特性是否与技术要求一致?√
2
是否将所有产品/过程特殊特性纳入过程流程图?
√
3
过程流程图是否涉及从物料、焊接/装配(包括包装)的全过程?
√
4
√
10
流程图、PFEMA、控制计划、工艺卡的控制方法一致性是否已复查;
√
检查人/日期:
是否所有过程流程图中的控制要点都识别在PFMEA内?
√
5
是否所有PFMEA识别的控制都包括在控制计划内?
√
6
在制定控制计划时候是否使用了DFMEA和PFMEA?
√
7
是否控制计划中的控制方法都体现在工艺卡里?
√
8
流程图、PFEMA、控制计划、工艺卡中的工序一致性是否已复查?
√
9
所有产品/过程特殊特性与流程图、PFEMA、控制计划、工艺卡一致性是否已复查?
PQR模板
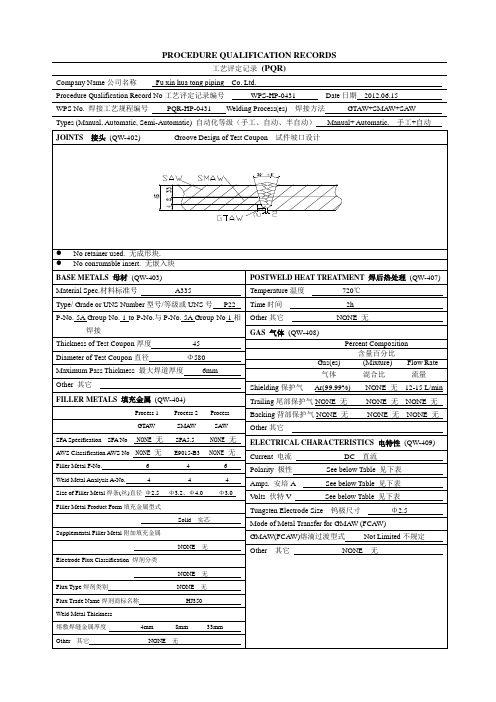
PROCEDURE QUALIFICATION RECORDS工艺评定记录(PQR)Company Name公司名称Fu xin hua tong piping Co. Ltd.Procedure Qualification Record No工艺评定记录编号WPS-HP-0431 Date日期2012.06.15WPS No. 焊接工艺规程编号PQR-HP-0431 Welding Process(es) 焊接方法GTAW+SMAW+SAW Types (Manual, Automatic, Semi-Automatic) 自动化等级(手工、自动、半自动)Manual+ Automatic, 手工+自动Tensile Test 拉伸试验(QW-150)Guided-Bend Tests 导向弯曲试验(QW-160)Toughness Tests 韧性试验(QW-170)SpecimenNo.试样No.NotchLocation缺口位置SpecimenSize试样尺寸(mm)TestTemperature试验温度(C°)Impact Value冲击吸收功Drop WeightBreak (Y/N) 落锤试验(是/否)J % Shear剪切面%mm.Comments 其它说明: NONE 无Fillet-Weld Test 角焊缝试验(QW-180)Result -- Satisfactory: 结果是否满意: Yes是 No否 NA 不适用Penetration into Parent Metal: 熔透母材: Yes是 No否 NA 不适用Macro -- Results宏观检测结果N/AOther Tests其它试验Type of Test 试验类型NONE 无Deposit Analysis 熔敷金属成分NONE 无Other 其它NONE 无Welder’s Nam e 焊工姓名王磊、郝冬Clock No. 上班考勤卡编号N/A Stamp No. 钢印号 D 、E Tests Conducted by试验执行机构阜新华通管道有限公司Laboratory Test No. 实验室试验编号N/AWe certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirements of Section IX of the ASME BOILER AND PRESSURE VESSEL CODE.兹证明本报告所述均属正确,并且试验是根据ASME规范第IX卷的要求进行试件的准备、焊接和试验的。
施密特铝热焊施工工艺介绍

备注:封箱砂的特点 a.封箱砂其优点是透气性好,有利于水 分湿气的挥发。 b.封箱砂其优点是相对封箱泥密封严实, 预热时不会开裂,特别不易漏钢水。 C.不用堵漏,封箱结束须检查一遍。
七、预热
1 .预热的作用:
①、烘干砂型\封箱砂\钢轨\分流塞等。 ②、吹出砂型内的杂质。 ③、使钢轨端面得到较为均匀的热量。便于高温钢水充分
(轨腰预热完成的温度为950℃—1000℃)
图示为预热良 好的状态预热 须均匀,整个 轨腰须呈鲜 红色,不能过
烧。(戴五
#墨镜观看)
7.注意:
①、关闭预热枪时需先关闭丙烷或乙炔,然后关 氧气;回火时则相反。
②、 在气体压力不足时应适当的增加预热时间 并设法提高气体压力(严禁用火烤)。
ห้องสมุดไป่ตู้
八、坩埚的安装
九、焊剂高温反应
焊剂反应时间:10—15秒; 镇静时间:10—18秒 注意:焊剂反应过程中,操作者应该距离坩埚3米以上
的距离,确保安全。反应完成后,如果钢水不 能漏下来,应该让钢水在坩埚中冷却20分钟后 才能移动坩埚。
十、拆 模
浇铸完成后1分钟,移去坩埚并将其放在干燥的地方,然后 移去灰渣盘并将灰渣倒入坩埚中,保持环境干净。浇铸完 成4.5分钟后,拆除侧模板和夹紧装置。准备好推瘤机.
3.砂模易脱落的颗粒需要用手去除,防止操作时脱 落形成夹渣。
4.如遇磨耗轨安装底板后,底板一侧垫纸板至合适 后。要对钢轨进行重新校对。
5.砂模需要和钢轨垂直,焊缝中心和砂模中心一
致,是确保两侧钢轨预热时受热均匀的关键因素 之一。轨头与砂型间隙要放白卡纸(防止黑边), (注意:砂模安装时底模一定要对中,并和钢轨 底部密贴,两片模两个底板不能错位。)
十二、打磨
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径:铈钨极Φ2.5钨极直径:Φ10
焊层/焊道
焊接方法
填充金属
焊接电流
焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08A
Φ3.2
正接
80-100
10-12
6-8
8-9
2
SMAW
J427
Φ3.2
10焊道焊接方法填充金属焊接电流焊接电压焊接速度cmmin线能量kjcm牌号直径极性电流agtawh08a328010010126889smawj42732反接1001202025791720smawj42732反接1001202025791720
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
反接
100-120
20-25
7-9
17-20
3
SMAW
J427
Φ3.2
反接
100-120
20-25
7-9
17-20
填充金属类别:
焊条
氩弧焊丝
焊材标准:
GB/T5117-1995
GB/T14957-1994
焊材牌号:
J427
H08A
焊材型号:
E4315
/
焊材尺寸(mm):
Φ3.2
Φ3.2
焊接位:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热
最大道间温度(℃)200
气体
保护气体:氩气混合比:99.96%流量:9-12(L/min)
焊接方法:SMAW(电弧焊) GTAW(氩弧焊)机动化程度:手工
焊接接头:
坡口形式:V型坡口
母材:
材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:1.5-12(mm)
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝1.5-12(mm)角焊缝不限
填充金属: