机床电气与PLC
说课-机床电气控制与plc(张月华)
专业课程设置-1
知识模块
基础 知识模块
专业技术 知识模块
专业综合 知识模块
专业 综合 知识 模块
电工电 子技术
金属材 料及 热处理
机械制 造技术
液压与 气压传动
机床电 气控制
数控加 工及 编程操作
专业课程设 置-2
能力模块
通用能力模块
专业基本能力模块
专业综合能力 模块
专业综合 能力模块
车工实训 操作能力
4、综合性作业、小设计 增加作业内容的复盖面,布置涉 及面广,比较综合的大作业或典型 的小设计作业。
八、学情及学习方法指导
学生基本信息:
机电0601、0602班 学生人数87人 学生来源:河北各地市 掌握班级状况: 先修课程掌握情况:《电工电子》成绩 评学成绩
80 60 40 20 0 机电0601 班 机电 0601班 0601 人数 电工电子课程平均分 44 75 机电0602 班 机电 0602班 0602 43 78
4、系统分析法 控制电路应是一个完成给定功能的系统,正确处理整 体与局部的关系,整体与部分间的关系不是简单的组 合,需要衔接、协调、综合,学会处理干涉(扰)、 脱节、重复等矛盾。 5、讨论归纳法 选择一些典型电路让学生讨论分析,然后老师总结归 纳。 6、逆向反求法
本课程的教学目的不只是学会分析控制电路, 更重要的是让学生学会应用和设计电路,引导 他们思考、分析、判断、推理、模仿、创新。
——教育部职业教育与成人教育司推荐教材 ——普通高等专科教育机电类专业规划类教材
完备的实验实训教材:
《电气控制实验指导书》和《电气控制实验 报告》自编 按现有实验条件和教学学时情 况开设3个实验,2人一组,学生在实验教师 的指导下独立完成,教学效果良好。
机床电气控制及plc

= (Xi-1· +Xi) · b a
Xi-1 a
Xi b Xi+1
执行第i-1步
Xi = (Xi-1· +Xi) · Xi+1 a
Xi-1
执行第i步Βιβλιοθήκη aXi+1
Xi
执行第i+1步 Xi
M8002 M0 X3 起动 M1 X1 M2 X2 M3 X0 M4 X2 单序列结构顺序功能图 Y1 右行 Y0 左行 Y0 左行 初始步
Y1
右行
M0=(M4.X2+M0+M8002).M1 M1=(M0.X3+M1).M2 M2=(M1.X1+M2).M3 M3=(M2.X2+M3).M4 M4=(M3.X0+M4).M0 Y0=M1+M3 Y1=M2+M4
M4
M0 M8002 M0 M1 M1 M2
X2
M1
M0
初始
X3 X1
M2 M3
6.STL指令不能与MC-MCR指令一起使用。在FOR-NEXT结构中、
子程序和中断程序中,不能有STL程序块,STL程序块不能 出现在FEND指令之后。 7.并行序列或选择序列中分支处的支路数不能超过8条, 总的支路数不能超过16条。 8.在转换条件对应的电路中,不能使用ANB、ORB、MPS、 MRD和MPP指令,可以用转换条件对应的负责电路来驱动 辅助继电器,在用后者的常开触点来作转换条件。
9.与条件跳步指令(CJ)类似,CPU不执行处于断开状态
的STL触点驱动的电路块中的指令,在没有并行序列时, 同时只有一个STL触点接通,因此使用STL指令可以缩短 用户程序的执行时间,提高的输入-输出响应速度。 10.M2800~M3071是单操作标志,借助单操作标志可以用
电气控制和plc的原理和应用

电气控制和PLC的原理和应用1. 电气控制的原理•电气控制是指利用电气信号来控制设备或系统的运行。
其原理主要基于以下几个方面:–电路原理:电气控制是通过电路来实现的,通常包括开关、继电器、接触器、变压器等器件的组合连接。
–信号传输:电气控制信号通过导线或电缆传输,通过合适的连接方式将不同设备、传感器或执行器连接在一起。
–逻辑控制:利用逻辑电路来处理和判断输入信号,并产生相应的输出信号,实现对设备或系统的控制。
2. PLC的原理•PLC(可编程逻辑控制器)是一种电气控制设备,其原理基于以下几个方面:–输入/输出:PLC通过输入模块接收外部信号,通过输出模块发送控制信号给设备或系统。
–中央处理器:PLC内部有一台中央处理器(CPU),负责处理输入信号、处理逻辑和控制输出信号。
–存储器:PLC内部有存储器,用于存储程序和数据,程序可以通过编程软件进行编写和修改。
–通讯接口:PLC可以通过通信接口与其他设备或系统进行数据交换和通讯。
3. 电气控制和PLC的应用•电气控制和PLC在工业自动化领域有广泛应用,下面列举了一些常见的应用场景:1.自动化生产线控制–将不同设备和工作站连接起来,通过PLC进行控制和协调,实现整条生产线的自动化运行。
–可以通过传感器来监测生产状态和产品质量,根据需要进行自动调整和控制。
2.工业机械控制–电气控制和PLC可以应用于各种工业机械设备,如机床、搬运设备、包装机器等。
–可以通过PLC实现对机器运行状态的监控和控制,包括速度、压力、温度等参数的调节。
3.智能建筑控制–电气控制和PLC可以应用于智能建筑系统,如楼宇自动化、照明控制、空调控制等。
–可以通过PLC实现对建筑设备的集中控制和监测,提高能源利用效率和系统运行稳定性。
4.环境控制系统–电气控制和PLC可以应用于环境控制系统,如污水处理、水处理、空气处理等。
–可以通过PLC实现对水泵、风机、阀门等设备的控制和调节,实现对环境参数的监测和控制。
1机床电气与PLC试题集11-分析题
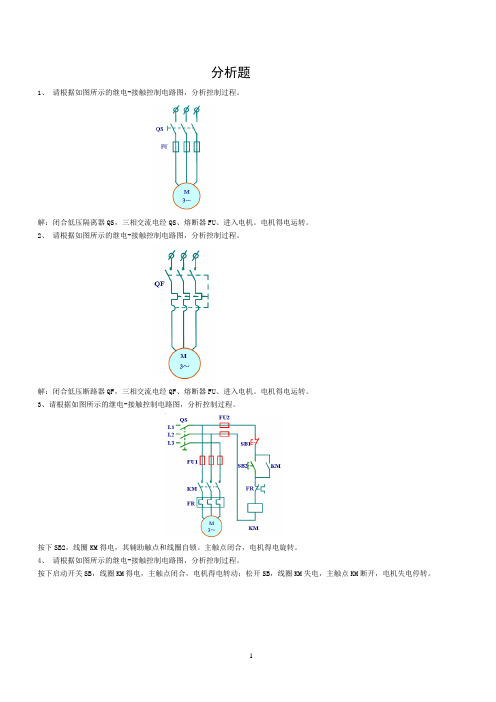
分析题1、请根据如图所示的继电-接触控制电路图,分析控制过程。
解:闭合低压隔离器QS,三相交流电经QS、熔断器FU、进入电机。
电机得电运转。
2、请根据如图所示的继电-接触控制电路图,分析控制过程。
解:闭合低压断路器QF,三相交流电经QF、熔断器FU、进入电机。
电机得电运转。
3、请根据如图所示的继电-接触控制电路图,分析控制过程。
按下SB2,线圈KM得电,其辅助触点和线圈自锁。
主触点闭合,电机得电旋转。
4、请根据如图所示的继电-接触控制电路图,分析控制过程。
按下启动开关SB,线圈KM得电,主触点闭合,电机得电转动;松开SB,线圈KM失电,主触点KM断开,电机失电停转。
5、5、请根据如图所示的继电-接触控制电路图,分析控制过程。
答:首先按下SB1,线圈KM1得电,常开触点KM1闭合。
主电路的KM1主触点闭合,电机正转,同时互锁电路防止电机反转线圈得电;需要反转时,按下SB3电机停止运转。
然后按下SB2,线圈KM2得电,其触点KM2自锁,主电路实现主触点闭合,电机反转。
6、请分析如下电路的工作过程,说明互锁器件的作用按下SB1,线圈KM1得电,其辅助触点KM1自锁,同时断开KM2的线圈;按下SB3停止;按下SB2,线圈KM2得电,辅助触点KM2自锁;主电路的主触点闭合,电机得电转动起来。
在SB1得电时,常开触点与常闭触点相互呼应,一得电一失电,构成了互锁电路。
同理,SB2的作用也是一样。
3、简述下列电机控制电路的工作过程。
解答:按下SB2,线圈KM1得电,常开触点KM1自锁; KM3线圈得电,时间继电器KT 上电开始延时,此时电机工作在星形接法属于降压启动;时间继电器延时时间到,常开延时触点闭合,KM2线圈得电并自锁,常闭延时触点断开,KM3断电,此时电机进入三角形连接方式,进入正常(380伏)工作状态。
4、两台电动机不同时启动,一台电动机额定电流为14.8A ,另一台的额定电流为6.47A ,试选择用作短路保护熔断器的额定电流及熔体的额定电流。
数控成型磨床MK7132x20电气电路图与PLC梯图(西门子802D)
JBK3-250,380V/220V(50VA)/110V(200VA)
DL-1000A,AC220V
1
LC1-D0910F5C,AC110V
1
KMX-05/2,AC220V
1
JZ3-3,2500mA
2. 电气系统的工作环境和运行条件
2.1 环境温度 机床安装处的环境温度不得高于 40°C,最低温度不得低于+5°C,24h 平均温度不得超过 35°C。 2.2 海拔高度 机床安装处海拔高度应在 1000 米以下。 2.3 大气条件 机床工作环境中不应存在超量污染物(如灰尘、酸类物、腐蚀气体、盐类),相对湿度 应在 30%-95%范围内(无冷凝水)。否则应加装相应防护装置。
MDI 为编辑方式。 JOG 为手动方式,包括连续点动和增量方式。 AUTO 为自动方式,运行加工程序时,必须在此方式下。注意,在运行加工程
序前,必须确保各伺服轴已经回过绝对零位。 REF 为回零方式,在机床控制系统正常上电后,一般都要在此方式下,各伺
MK7132x20
使用说明书(电气部分)
20-HL1 21-Sቤተ መጻሕፍቲ ባይዱ1
6.13 报警信号显示与处理 6.13.1 系统报警其意义与处理方法见 SIEMENS 802D 诊断手册。 6.13.2 本机床专设用户报警如下:
700004 自动 驱动器未就绪 700007 自动 交流电机过载 700011 自动 KA11 吸盘失磁 700033 自动 M59,喷嘴位置须调整。 700002 自动 M60,砂轮已用至极限,须更换。
MK7132x20 型 数控成型磨床
使用说明书
(电气部分) 工作台面宽度 320mm 工作台面长度 2000mm 出厂编号: 0001
基于PLC的机床电气控制系统设计
毕业设计基于PLC的机床电气控制系统设计摘要:我们在各种场合看到了继电-接触器控制,那已经是时代的过去,如今的继电器只能作为低端的基层控制模块或者简单的设备中使用到,而PLC的出现也成为了划时代的主题,通过比较稳定的硬件穿插灵活的软件控制,使得自动化走向了新的高潮。
本课题利用西门子S7-200PLC对T68镗床原有的继电-接触器控制系统进行了改造;阐述了系统改造方案,同时根据镗床的控制要求和特点,确定PLC的输入、输出分配,设计出梯形图并进行了模拟调试。
关键词:西门子PLC;镗床;改造The design of electric control systemfor machine tool based on PLCAbstract:We come in sight of the control that links after the electric appliances in various situation, that is already the that time generation past, now of after use in the mold a perhaps simple equipments of grass-roots control that the electric appliances can do for the low level only,And the PLC emergence also became the epoch-making topic, adding the vivid software control through a very and stable hardware, making the automation head for the new high tide.This text use the Siemens S7-200 PLC to reform the T68 boring lathe.The system reformation project is described in detail.The PLC importation and input/output allotment are ensured according to the control requirement and characteristics of the boring lathe.A control circuit is designed and commissioned in the simulation.Keywords:Siemens PLC;boring lathe;reformation目录1绪论 (1)1.1PLC技术背景 (1)1.2PLC的系统结构 (1)1.2.1 软PLC开发系统 (1)1.2.2 软PLC运行系统 (2)1.3 PLC技术应用的优势 (2)1.4 PLC控制与微机控制的区别 (4)2 T68机床的用途、主要结构和运动 (5)3 电力拖动方式和控制要求 (8)3.1 机床的电力拖动方式 (8)3.2 T68型卧式镗床运动对电气控制电路的要求 (8)3.3 控制电路的分析 (8)3.3.1 主轴电动机M1的电路分析 (8)3.3.2 进给电动机M2的电路分析 (9)3.3.3 主电路的分析 (10)3.4 联锁保护环节的分析 (10)3.5 辅助电路分析 (10)4 T68镗床电气控制系统的PLC改造 (11)4.1 T68卧式机床PLC改造的目的 (11)4.2 PLC控制系统改造说明与I/O地址分配 (11)4.3 PLC选型与接线图绘制 (11)4.3.1 PLC的选型 (11)4.3.2 PLC接线图的绘制 (15)4.4 绘主程序制梯型图 (16)4.4.1 编程软件介绍 (16)4.4.2 绘制梯形图 (17)4.5 程序调试 (19)4.6 设计改造购置物品经费预算 (25)5 TD200相关介绍和PLC的安装 (26)5.1 TD200相关介绍 (26)5.2 AC交流接线安装 (26)5.3 直流安装 (27)总结 (29)参考文献 (30)致谢 (32)1绪论1.1PLC技术背景20世纪90年代后期,人们逐渐认识到,传统PLC(本文简称硬PLC)自身存在着这样那样的缺点:难以构建开放的硬件体系结构;工作人员必须经过较长时间的专业培训才能掌握某一种产品的编程方法;传统PLC的生产被几家厂商所垄断,造成PLC 的性价比增长很缓慢。
《机床电气控制与PLC》实训课程规范标准
《机床电气控制与PLC》(实训)课程标准课程编码:0100023 课程类别:专业技术课程适用专业:机电一体化(二年中专)课程所属系部:机电工程系学时:60 编写执笔人: 王荣华审定负责人及审定日期:1课程定位与设计思路1.1 课程性质与作用1.课程性质《机床电气控制与PLC》课程是机电一体化(二年中专)专业的一门专业技术课,也是取得国家职业资格等级证书(维修电工)的核心课程。
课程分为继电器控制技术、PLC技术两大部分,在教学中实施“教、学、做”一体化,将理论教学和实践教学有机结合,侧重于实践操作,直接面向职业岗位能力的培养,是学生求职就业的重要砝码。
2.课程作用本课程以《电工电子技术基础》、《电机拖动基础》、《自动控制原理与系统》课程为前导课程,共同打造学生的职业能力,并为其相关专业课程《数控机床维修》、《机电一体化技术》等的学习提供基本理论和方法,在整个教学过程中起着承上启下的作用。
为毕业生在未来的职业生涯中从初始低层次的生产线操作工向更高层次的维修电工、生产线维修工和设备管理员等岗位顺利迁移提供扎实的知识与技能准备。
1.2 课程设计思路本课程标准以机电一体化(二年中专)专业学生的就业为导向,根据行业专家对专业所涵盖的岗位群进行的任务和职业能力分析,以培养学生的“学懂”和“会用”为基本目标,紧紧围绕工作任务完成的需要来选择和组织课程内容。
为了充分体现任务引领、实践导向课程思想,将本课程的教学活动分解设计成若干工作任务,以任务为单位组织教学,引出相关专业理论知识,使学生在实践操作过程中加深对专业知识、技能的理解和应用。
2课程目标2.1课程总体目标通过对本课程的学习和训练,使学生熟悉电气控制与PLC的基础知识,培养电气控制与PLC基本应用(电动机点动、长动、正反转、Y-Δ启动等控制环节)的接线、编程、操作调试方面的技能,了解其所涉及的技术理论知识;初步培养电气控制与PLC高级应用项目(电梯控制、机械手控制系统等)的接线、编程、操作调试的技能,了解其所涉及的技术理论知识。
机床电气控制与PLC习题与答案
机床电气控制与P L C习题与答案Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT一、填空题1、低压电器通常指工作在额定交流电压1200V以下或直流电压1500V以下电路中的电器,一般按基本用途分为低压配电电器和低压控制电器两类。
2、三相异步电动机常用制动方法有反接制动、能耗制动以及电磁机械制动。
3、改变三相异步电动机的旋转方向原理是改变三相电源相序。
4、指出如下符号代表哪种电气元器件:FU SQ KM KA KT 熔断器、行程开关、接触器、继电器、时间继电器。
KV KI FR KS SB QS电压继电器、电流继电器、热继电器、速度继电器、按钮、刀开关5、电气控制系统中常用的保护环节有:连锁控制、短路保护、过载保护、零电压和欠电压及弱磁保护。
6、直流电机的调速方法有改变电枢回路电阻、改变电枢端电压、改变磁通三种。
7、写出以下图形符号所代表的电气元件名称。
三极刀开关按扭常开触头行程开关常开触头接近开关常开触头接触器线圈线圈通电时通电延时断开线圈断电延时通电延时线圈断开延时线圈延时闭合常开触头常闭触头闭合的常开触头8、选择接触器时应从其工作条件出发,控制交流负载应选用_交流接触器__控制直流负载则选用______直流接触器____。
9、接触器具有低压释放的保护性能,适用于频繁操作,远距离控制强电电路。
10、接触器选用时,其主触点的额定工作电压应____大于__或_ 等于____负载电路的电压,主触点的额定工作电流应_等于____或__稍大于___负载电路的电流,吸引线圈的额定电压应与控制回路__电压相等___。
11、试举出两种不频繁地手动接通和分断电路的开关电器:热继电器______、__熔断器_________。
12、试举出两种主令电器:___控制按钮_____、____行程开关__。
13、当电路正常工作时,熔断器熔体允许长期通过倍的额定电流而不熔断。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床电气与PLC
机床电气与PLC
机床电气与PLC(可编程逻辑控制器)是机械制造行业中必不可少的两个技术领域。
机床电气是指机床所使用的电气系统,包括驱动电机、传感器、控制器、电源等;而PLC则是一种用于工业自动化控制的电子设备,其主要作用是根据预定的程序和命令来控制机床的运行以及与周边设备进行交互。
本文将从机床电气及PLC的基本原理、应用场景、相关技术及未来发展等方面进行详述。
一、机床电气及PLC的基本原理
机床电气主要由四大部分构成:电源、控制器、传感器及执行机构。
其中,电源是机床电器的动力来源,用于驱动各类电机,控制器则是指对电器系统进行控制的元器件,传感器是测量机床各种物理量的设备,如温度、压力、位置、电流、电压等,执行机构则是根据控制器的指令进行动作的设备,如电动机、气缸、伺服电机、步进电机等。
PLC是一种用于工业自动化的微型计算机,其基本原理是将自动化控制系统分为输入、处理、输出三个部分,其中输入由传感器提供,处理由PLC进行,输出则是通过执行机构输出到外部环境中。
PLC还具备程序化设计、模块化结构、可扩展性、可靠性高、操作简便等特点。
在机床电气中,PLC主要负
责自动化生产线的控制、物流设备及输送带的控制、加工过程中各类传感器的数据采集和处理等。
二、机床电气及PLC的应用场景
机床电气和PLC广泛应用于机械制造行业中各类自动化生产线、流水线、焊接、装配、物流设备、安全监控系统等环节。
例如,在汽车工业中,机床电气和PLC可以用于控制生产线中各类传送带、机器人、搬运设备等动作,以及对整个生产线的监控和管理;在钢铁行业,机床电气和PLC可用于控制钢材涂层、切割、高温耐压等工艺过程,提高生产效率和质量。
同时在食品饮料、医药化工、环保等行业中也得到广泛应用。
例如,机床电气和PLC可用于食品饮料行业的灌装、包装、标签等工艺中,保证产品的一致性和质量;在医药化工行业,机床电气和PLC可用于生产合成药物、口服药物、注射器等设备的加工、包装等工艺;在环保行业,机床电气和PLC可用于废水处理、烟气除尘等设备的控制和监测。
三、机床电气及PLC的相关技术
随着科技技术的不断发展,机床电气及PLC也在不断创新和进步。
在机床电气方面,为满足高速、高效、高质量的要求,现在广泛应用数字驱动技术、动态响应技术、智能控制技术等。
数字驱动技术可以使机床快速运转并保证精度;动态响应技术可根据工件大小和形状自适应加工,提高效率;智能控制技术可实现自动化程度的智能化和变化性的适应性。
在PLC方面,由于现代工业生产的自动化程度越来越高,PLC的功能也日益集成化和多样化。
PLC现在已经具备了实时
性、多通道、网络集成、协同控制等多种功能,同时也具有可编程的特点。
在网络集成方面,PLC不仅可以与其他PLC进行
联网,还可以与工业控制计算机、SCADA系统、MES系统等进行数据交换和处理。
四、机床电气及PLC的未来发展
未来机床电气及PLC技术的发展空间巨大。
首先,在机床电气方面,未来的机床很可能向着高速、高精度、高可靠、柔性化的方向发展。
数字化技术、智能技术和高速的运算技术,将引领机床电气发展的浪潮,未来的机床将变得更加聪明、灵活和高效。
在PLC方面,未来将会出现更加高级、智能的PLC。
未来
的PLC将会拥有更加高效的处理器和更深层次的智能控制功能,能够实现更加智能化、自适应的控制模式。
同时,PLC的应用
范围也将会不断扩大,甚至涉及到智能制造、物联网和工业
4.0的领域。
综上所述,机床电气及PLC不仅有着广泛的应用场景,而且在未来的发展中也有着巨大的潜力。
未来机床电气和PLC将会更加智能化、自适应和高效,成为推动工业生产不断进步的有力手段。