车铣床功率和切削力计算

车、镗孔类切削力和切削功率计算
刀具直径齿数平均切削速度主轴转速切削截面面积 A [mm2] D[mm]Z Vc[m/min]n[1/min]每齿进给量 fz [mm]切削深度 ap [mm] 4463333288822
50320012730.122
30125026530.080.25
6541507350.152
10061504770.23
铣加工类切削功率及扭距计算
刀具直径齿数切削速度主轴转速每齿进给量校核平均切削厚度D[mm]Z Vc[m/min]n[1/min] fz [mm]ae/D<30% hm[mm] 100182507960.20.179
355483002690.20.170
12572506370.20.179
10000000.000
10072006370.150.116
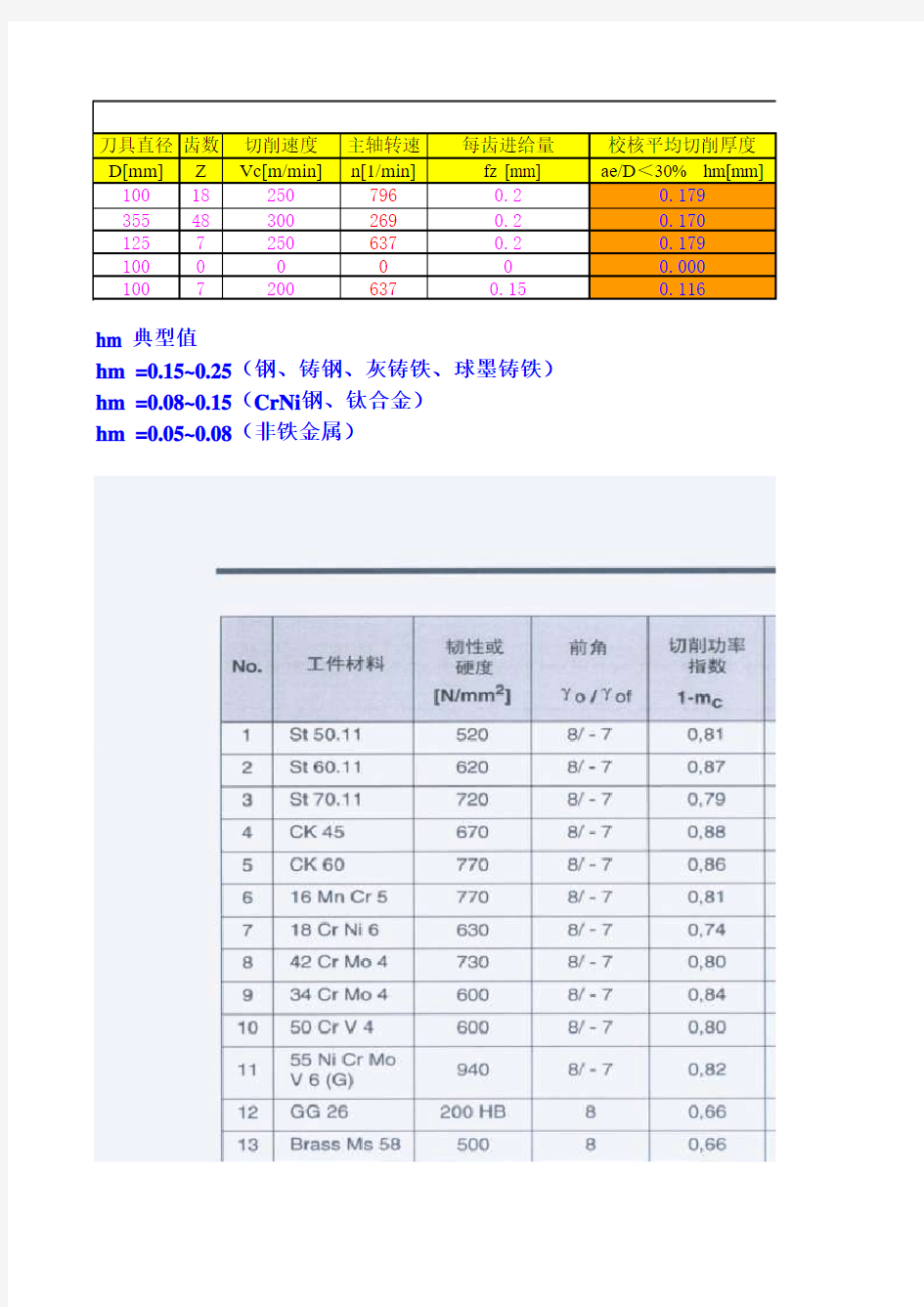
hm 典型值
hm =0.15~0.25(钢、铸钢、灰铸铁、球墨铸铁)
hm =0.08~0.15(CrNi钢、钛合金)
hm =0.05~0.08(非铁金属)
注:1、表格中紫色区域为需输入的参数,红色区域为所得计算结果,蓝色区域为校核数
2、需输入的参数在车加工、铣加工培训资料中查找。
A [mm2]进给量切削厚度切削宽度
主偏角Kr[ °]Vf [mm/min]h [mm] b [mm]
6034656.00 1.73 2.31
60458.370.10 2.31
75212.210.080.26
90440.740.15 2.00
75572.960.19 3.11
校核平均切削厚度切削深度 切削宽度进给量ae/D≥30% hm[mm]ap [mm]ae[mm]Vf[mm/min]
0.24802864.79
0.20.52552582.35
0.23100891.27
00800.00
0.15560668.45
算结果,蓝色区域为校核数据。
切削力增长系数材料修整系数单刃主切削力单刃进给力刀片磨损系数Kv 1-mc Kc1.1Fc[N] Ff [N] 1.25~1.4
0.7411604022.4642413.479 1.25
0.741160501.561300.937 1.30
0.74116045.14427.086 1.35
0.741160569.896341.938 1.25
0.7411601067.225640.335 1.30
材料修整系数可用功率系数所需功率所需扭距Kc 0.7~0.9Pmot [Kw]Mc [N.m] 12100.823.11277.593 12100.88.30294.943 12100.8 6.74101.206 12100.80.00#DIV/0!
12100.8 5.0675.904