尼龙6挤出工艺参数
常用塑料的注塑工艺参数介绍

常用塑料的注塑工艺参数一、高密度聚乙烯〔HDPE〕料筒温度喂料区30~50℃〔50℃〕区1 160~250℃〔200℃〕区2 200~300℃〔210℃〕区3 220~300℃〔230℃〕区4 220~300℃〔240℃〕区5 220~300℃〔240℃〕喷嘴220~300℃〔240℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,防止采用过高的注射压力80~140MPa〔800~1400bar〕;一些薄壁包装容器除外可到达180MPa (1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa〔50~200bar〕;背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比拟适用于其它类的塑料制品螺杆转速高螺杆转速〔线速度为s〕是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D〔最小值~最大值〕;4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可到达100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩〔成型后收缩〕浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊〔L:D=25:1〕,直通喷嘴,止逆阀二、聚丙烯〔PP〕料筒温度喂料区30~50℃〔50℃〕区1 160~250℃〔200℃〕区2 200~300℃〔220℃〕区3 220~300℃〔240℃〕区4 220~300℃〔240℃〕区5 220~300℃〔240℃〕喷嘴220~300℃〔240℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,防止采用过高的注射压力80~140MPa〔800~1400bar〕;一些薄壁包装容器除外可到达180MPa (1800bar)保压压力防止制品产生缩壁,需要很长时间对制品进行保压〔约为循环时间的30%〕;约为注射压力的30%~60%背压5~20MPa〔50~200bar〕注射速度对薄壁包装容器需要高的注射速度〔带蓄能器〕;中等注射速度往往比拟适用于其它类的塑料制品螺杆转速高螺杆转速〔线速度为1.3m/s〕是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D〔最小值~最大值〕;4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可到达100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩〔成型后收缩〕浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否那么易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊〔L:D=25:1〕,直通喷嘴,止逆阀三、聚苯乙烯〔PS〕料筒温度喂料区30~50℃〔50℃〕区1 160~250℃〔200℃〕区2 200~300℃〔210℃〕区3 220~300℃〔230℃〕区4 220~300℃〔230℃〕区5 220~300℃〔230℃〕喷嘴220~300℃〔230℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,防止采用过高的注射压力80~140MPa〔800~1400bar〕保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa〔50~100bar〕;在背压太低的地方,熔料中易产生气泡〔制品中有灰黑纹路〕注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速〔最大线速度为s〕是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D〔最小值~最大值〕;4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可到达100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑〔PVC-U〕料筒温度喂料区30~50℃〔50℃〕区1 140~160℃〔150℃〕区2 165~180℃〔170℃〕区3 180~210℃〔190℃〕区4 180~210℃〔200℃〕区5 180~210℃〔200℃〕喷嘴180~210℃〔200℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa〔800~1600bar〕保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量〔关闭热量输入控制〕比从料筒加热圈产生的热量更好;背压不超过30MPa〔300bar〕注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯〔P-PVC〕料筒温度喂料区30~50℃〔50℃〕区1 140~160℃〔150℃〕区2 150~180℃〔165℃〕区3 160~220℃〔180℃〕区4 160~220℃〔190℃〕区5 160~220℃〔190℃〕喷嘴160~220℃〔200℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa〔800~1200bar〕保压压力注射压力的30%~60%背压5~10MPa〔50~100bar〕注射速度为了获得好的外表质量,注射不应该太快〔如果必要,采用多级注射〕螺杆转速设置中等螺杆转速,最大折合线速度为计量行程 1.0~残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6〔PA6〕料筒温度喂料区60~90℃〔70℃〕区1 230~240℃〔240℃〕区2 230~240℃〔240℃〕区3 240~250℃〔250℃〕区4 240~250℃〔250℃〕区5 240~250℃〔250℃〕喷嘴230~240℃〔250℃〕括号内的温度建议作为根本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa〔1000~1600bar〕,如果是加工薄截面长流道制品〔如电线扎带〕,那么需要到达180MPa〔1800bar〕保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
PA6注射工艺参数.

尼龙6(PA6)注射工艺参数料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间足够。
降低保压压力可减少制品内应力背压2~8MPa(20~80bar),需要准确调节,因为背压太高会造成塑化不均注射速度建议采用相对较快的注射速度;模具有好的通气性否则制品上易出现焦化现象螺杆转速螺杆转速高,线速度为1m/s;然而,最好将螺杆转速设置低一点,只要能在冷却时间结束前完成塑化过程即可;要求较低的螺杆转矩计量行程0.5~3.5D残料量2~6mm取决于计量行程和螺杆直径预烘干在80℃温度下烘干4h,除了直接从装料容器内喂料;尼龙有吸水性,应该保存在防潮容器内和封闭的料斗内;水含量超过0.25%就会造成成型改变回收率可加入10%回料收缩率0.7%~2.0%;或者加了30%的玻璃纤维,收缩率为0.3%~0.8%;如果提供的温度超过60℃,制品应该为逐渐冷却;逐渐冷却可降低成型后收缩,即制品表现为更好的尺寸稳定性和小的内应力;建议采用蒸气法;尼龙制品可以通过熔焊液剂来检查应力浇口系统点式,潜伏式,片式和直浇口都可以;建议使用盲孔和浇口窝来断冷料点;可使用热流道;由于熔料可加工温度范围窄,热流道应提供闭环温度控制机器停工时段无需用其它料清洗;熔料残留在料筒内时间可达20min,此后热降解容易发生料筒设备标准螺杆,特殊几何尺寸有较高塑化能力;止逆环,直通喷嘴;对加入了玻璃纤维的增强材料,则需要高耐磨的双金属料筒。
PA6和PA66的区别及加工要求

PA66 (Polyamide 6,6 聚醯胺66)為目前用料量最多的尼龍類材料。
特性: Tg:ν 65℃,T m:255℃。
優點:ν1. 耐磨耗,具自滑性。
2. 耐酸鹼、耐油污、耐腐蝕。
3. 耐高溫(HDT= 240℃)4. 韌性佳,耐低溫。
5. 抗潛變,機械強度高。
6. 具自熄性(UL 94 V-2)。
7. 電氣性質,抗絕緣強度高。
8. 氧氣透過率小。
缺點:ν1. 吸水性高(吸水率為1.3%),機械強度與電氣性質受吸濕影響。
2. 易氧化,容易變黃。
3. 耐酸性差。
應用:ν1. 民生用品:紡織、漁具齒輪2. 汽機車:水箱蓋、濾油網、引擎室內連接器、輸油管、拉桿3. 電子電氣:連接器、捲線軸4. 工業用:齒輪、薄膜、電動工具、集線束帶PA6 (Polyamide 6, 聚醯胺6)特性: Tg: 50℃,T m:220℃。
黏度範圍在102~104ν poise,是屬於比較低的塑料,黏度對剪變速率的依存性較大,非牛頓流體的特性強。
結晶度雖然不大,約為35%,但是結晶化速率非常快。
優點:ν與尼龍66相似,但其耐熱度較差,衝擊強度較佳。
因此較常使用於運動器材。
尼龍66較常用於汽機車、電子/電氣產業。
缺點:ν與尼龍66相似,吸水性較高(吸水率約為1.8%)應用:ν1. 民生用品:紡織、溜冰鞋、網球拍2. 汽機車:汽車後視鏡外殼。
3. 電子電氣:連接器4. 工業用:齒輪、薄膜PA6品名:聚酰胺6或尼龙6(PA6)分子式:[-NH-(CH2)5-CO]n-性状:半透明或不远明乳白色结晶形聚合物特性:热塑性、轻质、韧性好、耐化学品和耐久性好燃烧鉴别方法:蓝底黄火焰,烧植物味溶剂实验:耐环己酮和芳香溶剂密度:1.13g/c m3熔点:215℃热分解温度:>300℃平衡吸水率:3.5%具有良好的耐磨性、自润滑性和耐溶剂性。
密度:(g/c m3) 1.14-1.15熔点:215-225℃拉伸强度:>60.0Mpa伸长率:>30%弯曲强度:90.0Mpa缺口冲击强度:(KJ/m2) > 5应用范围:工业生产中泛用于制造轴承、圆齿轮、凸轮、伞齿轮、各种滚子、滑轮、泵叶轮、风扇叶片、蜗轮、推进器、螺钉、螺母、垫片、高压密封圈、耐油密封垫片、耐油容器、外壳、软管、电缆护套、剪切机滑轮套、牛头刨床滑块、、电磁分配阀座、冷陈设备、衬垫、轴承保持架、汽车和拖拉机上各种输油管、活塞、绳索、传动皮带,纺织机械工业设备零雾料,以及日用品和包装薄膜等。
尼龙6_低密度聚乙烯不定岛型海岛纤维生产技术

纺丝组件: 由环形喷丝板、分配板及过滤网组 成 , 喷 丝 板 为 锥 形 入 口 , 板 孔 数 42 000, 孔 径 0.35 mm, 孔长 2.5 mm。
2.3.2 纺丝温度 熔融纺丝时, 纺丝温度的高低直接影响到熔
标要求, 如表 1、2。
表 1 PA6 切片指标要求
项目 相对黏度 水分/% 热 水 可 溶 分 /% 灰分/( mg/kg) 微粉末/(mg/kg) 颗粒大小/mm 胺基/( meq/kg) 密 度/g·cm- 3 堆 放 密 度 /g·cm- 3 熔点/℃
规格 2.81±0.05
≤0.06 ≤0.6 ≤20 ≤150 Φ 2.5×L 2.5 42±3 1.14 0.7±0.1 215 ̄225
关键词: PA6; LDPE; 共混熔融纺丝; 不定岛型海岛纤维
中图分类号: TQ342.11
文献标识码: B
文章编号: 1001- 7054 ( 2007) 06- 0044- 04
不定岛型海岛短纤维生产技术是一种生产超 细纤维的工艺技术, 它一般是通过两种热力学不相 容高聚物共混纺丝制成。从纤维横截面看, 分散相 以微细而分散的状态被连续相包围着, 好象大海与 岛屿, 也称基质- 原纤型纤维。分散相在纤维的轴 向上是密集但不连续分布的, 岛的数量不确定, 有 一个分布范围。与定岛型相比 [1], 不定岛型只能用 于短纤生产, 但是它的分散相更细小, 可以得到纤 度更小的超细纤维。在生产过程中, 它具有常规纤 维的纤度, 但是用溶剂把连续相萃取掉, 可得到超 细纤维束。
公司; LDPE: 1I50A, 中石化北京燕化石油化工股 份公司; 纺丝油剂: TS- 822, 上海泰胜纺织助剂有 限公司。
煤制尼龙6生产工艺流程

煤制尼龙6生产工艺流程英文回答:Coal-based nylon 6 production process is a complex and intricate process that involves several stages and requires careful control of various parameters. The process can be broadly divided into three main stages: coal gasification, synthesis of adipic acid, and polymerization.In the first stage, coal gasification, coal is heated in the absence of air to produce a mixture of gases known as syngas. Syngas mainly consists of carbon monoxide (CO) and hydrogen (H2). This syngas is then subjected to a series of purification steps to remove impurities such as sulfur and nitrogen compounds. The purified syngas is then used as a feedstock for the production of adipic acid.In the second stage, synthesis of adipic acid, the purified syngas is reacted with nitric acid to produce nitrous oxide (N2O), which is then reacted with cyclohexaneto form adipic acid. Adipic acid is a key intermediate in the production of nylon 6. The reaction is carried out under carefully controlled conditions of temperature and pressure to ensure high yield and purity of adipic acid.In the final stage, polymerization, the adipic acid is reacted with hexamethylenediamine (HMDA), another key raw material, to form nylon 6. This reaction is carried out in the presence of a catalyst, typically a strong acid, which facilitates the formation of the polymer chain. The reaction mixture is heated and stirred to ensure uniform distribution of the reactants and to promote the polymerization process. The resulting nylon 6 is then cooled, solidified, and processed into various forms such as fibers, films, and sheets.The production of coal-based nylon 6 involves several challenges and considerations. One of the main challenges is the need for efficient coal gasification technology to produce high-quality syngas. The gasification process should be optimized to minimize the formation of impurities and maximize the yield of syngas. Additionally, thesynthesis of adipic acid and the polymerization process require precise control of reaction conditions, such as temperature, pressure, and catalyst concentration. Any deviation from the optimal conditions can result in reduced yield or poor quality of the final product.In conclusion, the production of coal-based nylon 6 involves a multi-step process that includes coal gasification, synthesis of adipic acid, and polymerization. Each stage requires careful control of various parameters to ensure high yield and quality of the final product.中文回答:煤制尼龙6的生产工艺流程非常复杂,需要经过多个步骤,并且需要对各种参数进行精确控制。
尼龙参数
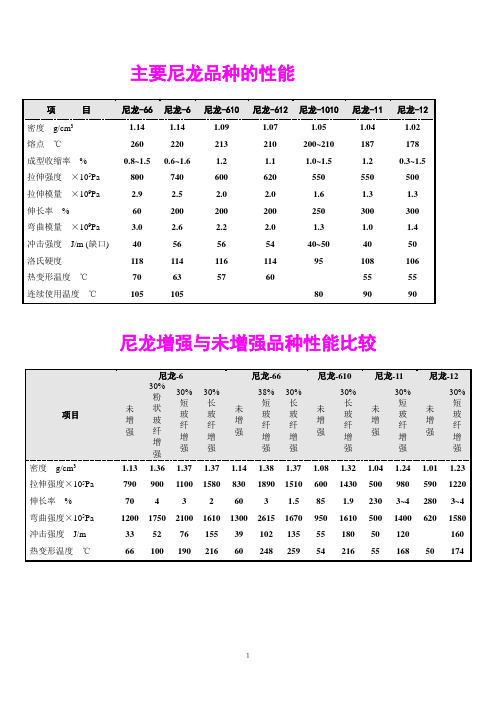
主要尼龙品种的性能尼龙增强与未增强品种性能比较几种尼龙在大气中的平衡吸水率说明:聚酰胺(尼龙)的结构特点使它具有良好的机械性能、耐油和耐溶剂性能。
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的固体。
它们的密度均稍大于1,使用温度可-40~105℃之间。
尼龙具有优良的机械性能,比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
在耐磨性、自润滑性以及冲击韧性方面,尼龙的性能也很好。
在化学性能上,尼龙能耐大多数盐类、耐油、耐芳烃类化合物方面也较好,但不耐强酸和氧化剂。
尼龙的缺点,如热变形温度低,连续使用温度在80~120℃(视不同品种而变化),吸水性较大等。
由于吸水性的影响,尼龙材料的机械(强度、蠕变)及电性能皆会变劣,尼龙制品的尺寸会发生变化。
从“几种尼龙在大气中的平衡吸水率”中的数据说明,随着酰胺基的密度降低,即比值次甲基数/酰胺基数升高,吸水率变小,尺寸的稳定性也相应地提高。
因此在制作精密度要求高,尺寸稳定性好的零件,宜选用尼龙-610、尼龙-1010、尼龙-11等材料。
单体浇铸尼龙(MC尼龙)单体浇铸尼龙(MC尼龙),又称MC尼龙,是单体已内酰胺在浇模内直接聚合成型所获得的尼龙-6工程塑料。
MC尼龙的特点如下:1.所得尼龙-6分子量可高达3.5~7万,而一般聚合的尼龙-6仅为2~3万,故MC尼龙的物理、机械性能较为优良。
2.工艺、设备和模具都比较简单,易于掌握,可浇铸各种型材,省去单体先聚合,再成型加工等复杂的生产过程。
3.只要模具比较简单,可铸造重量达上百斤的大型机械部件,如大型齿轮、蜗轮和导轨等。
4.吸水率为一般尼龙的一半,长期使用温度为100℃。
摘自《高聚物合成工艺学》华东理工大学赵德仁张慰盛主编。
pa6尼龙加纤生产工艺

pa6尼龙加纤生产工艺
PA6尼龙(聚酰胺6)加纤是一种常用的高性能工程塑料,具
有优异的机械性能和耐磨性能,广泛应用于汽车、电子、机械等领域。
PA6尼龙加纤的生产工艺主要包括以下几个步骤:
1. 原料准备:首先需要准备好尼龙6树脂、玻璃纤维等加纤材料。
树脂需要经过干燥处理,以确保制品的质量。
2. 材料熔融:将尼龙6树脂和玻璃纤维按一定比例投放到注塑机的喂料口中,通过加热和挤出机构使其熔化。
3. 注射成型:熔融的尼龙6树脂通过注塑机的射出系统注入模具中,经过一定的压力和温度使其充分填充模具腔内。
4. 冷却固化:注射成型后,通过冷却装置使尼龙6树脂迅速冷却固化,形成固态产品。
5. 产品处理:将冷却固化的尼龙6加纤制品取出模具,进行脱模、剪断等后续处理。
6. 检验和测试:对产品进行外观质量、尺寸精度、物理力学性能等方面的检验和测试,以确保产品符合要求。
7. 包装和存储:合格的尼龙6加纤制品经过清洁、干燥后进行包装,防止受潮、变形等损坏,然后存放在干燥通风的仓库中。
总结起来,PA6尼龙加纤的生产工艺包括原料准备、材料熔融、注射成型、冷却固化、产品处理、检验和测试、包装和存储等步骤。
这些步骤需要严格控制工艺参数和操作技术,以确保制品的质量和性能。
尼龙66挤出成型工艺条件

尼龙66挤出成型工艺条件一、引言尼龙66是一种热塑性高分子材料,具有良好的物理性能和热稳定性,被广泛应用于各个领域。
挤出成型是尼龙66加工的一种常用工艺,本文将详细介绍尼龙66挤出成型的工艺条件。
二、挤出成型原理挤出成型是通过将塑料熔融后挤出成型口,然后通过模具冷却固化得到所需形状的工艺。
尼龙66的挤出成型过程主要包括塑料熔融、挤出、冷却和固化四个阶段。
三、工艺条件1. 温度控制:尼龙66的熔融温度一般在250℃-280℃之间,具体的熔融温度需要根据材料的牌号和厂家提供的工艺参数进行调整。
熔融温度过低会导致熔体流动性不佳,熔融温度过高则容易引起材料分解和气泡等缺陷。
2. 挤出速度:挤出速度是指塑料在挤出机进料段的进料速度,一般控制在10-30mm/s之间。
挤出速度过快会导致熔体温度下降过快,挤出速度过慢则会导致熔体在挤出机内停留时间过长,容易引起熔体分解和降解。
3. 模具温度:模具温度是指模具表面的温度,一般控制在80℃-100℃之间。
模具温度过低会导致产品冷却速度过快,容易引起产品表面缩孔和收缩不均匀;模具温度过高则容易引起产品收缩不足和变形。
4. 冷却方式:常用的冷却方式有自然冷却和水冷却两种。
自然冷却速度较慢,适用于产品尺寸较小、精度要求较高的情况;水冷却速度较快,适用于产品尺寸较大、生产效率要求较高的情况。
5. 挤出压力:挤出压力是指挤出机内塑料的压力,一般控制在50-100MPa之间。
挤出压力过低会导致挤出速度不稳定,产品表面光洁度差;挤出压力过高则容易引起产品收缩不均匀和内部应力过大。
6. 挤出机参数:挤出机的螺杆直径、螺杆长径比、螺杆转速等参数也会对挤出成型的工艺条件产生影响。
一般来说,螺杆直径较大、螺杆长径比较小、螺杆转速较低的挤出机适用于尼龙66的挤出成型。
四、注意事项1. 要保证挤出机的清洁,避免杂质和污染物的混入,以免对挤出成型的产品质量产生影响。
2. 挤出过程中应定期检查模具和挤出机的磨损情况,及时更换损坏的部件,以确保挤出成型的稳定性和产品的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尼龙6挤出工艺参数
尼龙6是一种热塑性聚合物,常用于制作弹性好、耐磨损和耐化学腐
蚀的产品。
挤出是一种常用的制造尼龙6制品的工艺方法,下面将介绍一
些尼龙6挤出工艺的参数。
1.温度控制:
尼龙6的挤出温度较高,通常在210-260℃之间。
具体的挤出温度应
根据具体的设备和产品要求进行调整。
尼龙6的熔融温度较低,且容易分解,因此需要严格控制温度,避免过高或过低的温度对产品质量产生不良
影响。
2.挤出速度:
挤出速度直接影响尼龙6的拉伸强度和表面质量。
挤出速度过快容易
产生气泡和表面缺陷,挤出速度过慢则容易导致产品拉伸强度降低。
一般
来说,尼龙6的挤出速度应在5-15米/分钟之间,具体的挤出速度应根据
产品尺寸和要求进行调整。
3.压力控制:
尼龙6的挤出过程中需要施加一定的挤出压力来保证材料的均匀挤出。
挤出压力过大容易导致材料流动不畅,产生气泡和表面不光滑的问题。
挤
出压力过小则容易产生疏松和颗粒状的问题。
一般来说,尼龙6的挤出压
力应在50-150兆帕之间,具体的挤出压力应根据产品的形状和要求进行
调整。
4.孔型设计:
尼龙6的挤出过程中需要通过挤出模具来给材料一个固定的形状。
挤
出模具的设计直接影响产品的精度和表面质量。
一般来说,尼龙6的挤出
模具应具有光滑的表面,尽量避免出现尖锐的边缘和角,以减少对材料的
剪切力。
同时,挤出模具的尺寸和形状应根据要制造的产品要求进行设计。
5.冷却方法:
尼龙6的挤出过程中需要对材料进行冷却以固化其形状。
一般来说,
尼龙6的冷却应采用水冷却的方法。
冷却的速度和温度直接影响产品的收
缩率和尺寸精度。
一般来说,采用更快的冷却速度可以降低产品的收缩率,但会增加表面缺陷和收缩不均匀的风险。
以上是一些尼龙6挤出工艺的参数。
根据具体的产品要求和设备条件,还需要进行更详细的调整和控制。
此外,应注意使用高纯度的尼龙6原料,避免杂质对产品质量的影响。