钢轨焊接接头短波不平顺功率谱分析
高速铁路有砟轨道地段钢轨焊接接头平直度变化规律分析

技术装备 ,2013(1):l4—17 [7] 王芳 .GIS数据格式无缝转换及 数据质 量控制 的研究 [D].合肥 :
合 肥 工业 大学 ,2008 [8] 赵娜 .AutoCAD线划 图数据与 GIS数据格式差异研究 [J].科技资
此外 ,钢 轨轨 顶 面平 直 度 变 化 率 要 比轨顶 面平 直
度 更 能反 映 轮轨 的垂 向 冲击程 度 。高速 铁路 有砟 轨道 轨距 变化 率静 态 要求 为 1/1 500 ,按此 估 算 ,轨顶
面平 直度 变 化 率 应 为 0.5/1 500左 右 。以 目前 轨 顶 面
工业 出 版社 ,2012 [15]何亮 .基 于 ObjectARX 的 CAD系 统 开发 若 干 关键 技 术 的研 究
[D].合肥 :合肥工业 大学 ,2008
6
铁 道 勘 察
2018年第 3期
中图分 类 号 :U212.24;U213.2 文 献标 识码 :A DOI:10.19630/j.enki.tdkc.201801220001
表 1 生产环节轨顶面 平直度的变化 mm/m
从开始施焊至成品台 ,轨顶面平直度沉 降变化量 均值 为 0.010 mm;6—12 h变化 量 均值 为 一0.004 mlTl; 12~24 h变 化 量 均 值 为 一0.002 mm;24~48 h变化 量 均值 为 0.001 mill。 由于 测 量 采 用 的 电子 平 直 尺 的精 度 为 0.02 mm,小 于测量 精 度 的变形 量 可 以忽 略 。 1.2 现 场 施 焊 环 节
长钢轨焊接接头平直度缺陷分析与控制

成接 头水 平方 向 的错 边 。 ( 2 ) 轨 顶 面 错边 : 如 果 焊 机 两 边 的 钢轨 轨 拱 斜 度 不 一 致 同样 会 因力分 解 的侧 向力 而形 成 上下 的接 头错边 。
( 3 ) 焊 机 对 中臂 造 成 的侧 拱 或错 边 : 由 于焊 机 对 中臂 的 结 构 及油 缸施 力 特点 ,当对 中臂 导 向轴 及其 轴 套磨 损 后 , 在 对 中臂夹 持 钢轨 时 , 对 中臂 油缸 施 力使 得 油缸 近 远 两片 对 中 臂背 向偏 转 , 形 成 了所 夹持 的两 根 钢轨 焊 后存 在 不稳 定 的侧
3 . 4 轨温 变化
端 的钢轨 中心 线基 本成 直线 并 与钢轨 出入 口的 中心 连线 重 合, 这样 可 以减小 接头 的错 边现 象 , 同时也 保证 了导 向 面的
平顺 性 ; ② 在焊 机基 础水 平状 况 良好 的情况 下 , 对 轨拱 的斜 度进 行 了检查 调整 。标 准钢轨 夹 紧后 测量 , 用 水平 仪测 量钢 轨 的 水平情 况 , 对 对 中臂上 的接 近开 关进 行调 整 , 反 复夹 持 、 测 量、 调整 , 直 至两 边 的轨拱 一致 。 ( 3 ) 加 强对 焊机 前后 > 5 0 m的流 水线 的水 平和 滚筒 轴心
+ O 2 Of i l m
高低 波动要求
2 5 0衄 以外
+ O 0一+ 0 l 5 l f a i l( 标 准 内错 牙时 高 侧端 均 匀顺坡 ,不得 低于+ O 0 m n l ; 高低 3 O 0 t t L r O 以外 ) 波动 范围应在 内控标 准”范 围内 低点 不得 低于+ 0 1 i l t m 低点 不得 低于+ O 0舢
轨道不平顺分析程序
第27卷,第1期2006年1月中国铁道科学CHINARAlLWAYscIENCEV0l27No.1January,2006文章编号:J0014632(2006)010068叭轨道不平顺分析程序练松良1,陆惠明1’2,杨文忠1,宗德明3(1.同济大学道路与交通工程教育部重点吏骑室,l:海200092;2.上海铁路局上务处,上海2000713.南昌铁路局上务处。
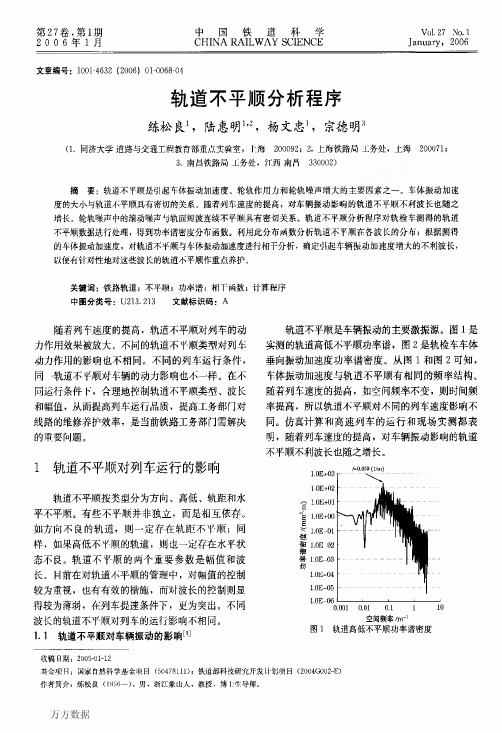
汀西南吕330002)摘要:轨道不甲顺是引起车体振动加速度、轮轨作用力和轮轨噪声增大的主要因素之一。
车体振动加速度的太小与轨道小平顺具有密切的关系。
随着列车速度的提高,对车辆振动影响的轨道不平顺不利波长也随之增长。
轮轨噪声中的滚动噪声与轨面短波连续不平顺具有密切关系。
轨道不平顺分析程序对轨检车测得的轨道不平顺数据进行处理,得到功率谱密度分布函数。
利用此分布两数分析轨道不甲顺在各波长的分布;根据测得的车体振动加速度,埘轨道不平顺与车体振动加速度进行相干分析,确定引起车辆振动加速度增大的不利波长,以便有针对性地对这些波艮的轨道小平顺作重点养护。
关键词:铁路轨道;不平顺;功率谱;相T:甬数;计算程序中图分类号:US]3.213文献标识码:A随着列车速度的提高,轨道不平顺对列车的动力作用效果被放大。
不同的轨道不、F顺类型对列车动力作用的影响也不相同。
不同的列车运行条件,同一轨道不学顺财车辆的动力影响也小一样。
在不同运行条件卜-,合理地控制轨道不平顺类型、波长和幅值,从而提高列车运行品质,提高工务部门对线路的维修养护效率,是当前铁路工务部门需解决的再要fⅡJ题。
1轨道不平顺对列车运行的影响轨道不平顺按类型分为方向、高低、轨距和水平不平顺。
有些不平顺并非独立.而足相互依存。
如方向不良的轨道,则一定存在轨距不、F顺;同样,如果高低不、Ⅲ颐的轨道,则也一定存在水平状态不良。
轨道不甲顺的两个重要参数是幅值和波长。
目前在对轨道吖i平顺的管理中,对幅值的控制较为承视,也有有效的措施,而对波长的控制则显得较为薄弱,往列车提速条件下,更为突出。
地铁钢轨焊缝不平顺对轨道系统振动特性影响的实测研究

地铁钢轨焊缝不平顺对轨道系统振动特性影响的实测研究一、本文概述随着城市轨道交通的快速发展,地铁作为城市公共交通的重要组成部分,其运行安全性和舒适性越来越受到人们的关注。
钢轨焊缝作为地铁轨道系统中的关键连接部分,其质量直接关系到列车运行的平稳性和安全性。
然而,由于焊接工艺、材料性能以及环境因素等多种原因,地铁钢轨焊缝常常会出现不平顺现象,这将对轨道系统的振动特性产生显著影响。
因此,对地铁钢轨焊缝不平顺对轨道系统振动特性的影响进行深入研究,具有重要的理论意义和工程应用价值。
本文旨在通过实测研究,分析地铁钢轨焊缝不平顺对轨道系统振动特性的影响。
介绍了地铁钢轨焊缝不平顺的产生原因及其对轨道系统振动特性的潜在影响。
阐述了本文的研究目的和意义,包括提高地铁运行的安全性和舒适性,优化轨道系统的设计和维护策略等。
概述了本文的研究内容和方法,包括实测数据的采集和处理、振动特性的分析和评估、焊缝不平顺对振动特性影响的量化分析等。
通过本文的研究,旨在为地铁轨道系统的设计和维护提供科学依据,为提升地铁运行的安全性和舒适性提供理论支持。
二、文献综述随着城市轨道交通的快速发展,地铁钢轨焊缝不平顺问题逐渐成为影响轨道系统振动特性的关键因素之一。
国内外学者对此进行了广泛而深入的研究,旨在理解焊缝不平顺对轨道系统振动特性的影响机理,并提出相应的改进措施。
在焊缝不平顺对轨道振动的影响方面,许多学者通过理论分析和实验测试,发现焊缝不平顺会导致轮轨间的作用力增加,进而引发轨道结构的振动增强。
这种振动不仅影响乘客的舒适度,还可能对轨道结构产生长期损害。
例如,等()通过建立动力学模型,模拟了不同焊缝不平顺程度下的轨道振动情况,发现焊缝不平顺会显著影响轨道的垂向振动加速度。
针对焊缝不平顺的改进措施,国内外也进行了大量研究。
一方面,通过优化焊接工艺和质量控制,可以减少焊缝不平顺的产生。
例如,等()研究了不同焊接工艺对焊缝质量的影响,发现采用合理的焊接参数和预热处理可以显著改善焊缝的平顺性。
城市轨道交通短波不平顺检测技术研究
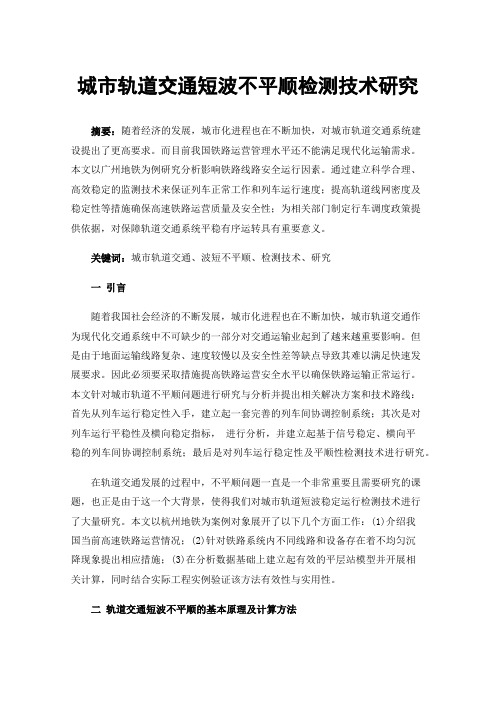
城市轨道交通短波不平顺检测技术研究摘要:随着经济的发展,城市化进程也在不断加快,对城市轨道交通系统建设提出了更高要求。
而目前我国铁路运营管理水平还不能满足现代化运输需求。
本文以广州地铁为例研究分析影响铁路线路安全运行因素。
通过建立科学合理、高效稳定的监测技术来保证列车正常工作和列车运行速度;提高轨道线网密度及稳定性等措施确保高速铁路运营质量及安全性;为相关部门制定行车调度政策提供依据,对保障轨道交通系统平稳有序运转具有重要意义。
关键词:城市轨道交通、波短不平顺、检测技术、研究一引言随着我国社会经济的不断发展,城市化进程也在不断加快,城市轨道交通作为现代化交通系统中不可缺少的一部分对交通运输业起到了越来越重要影响。
但是由于地面运输线路复杂、速度较慢以及安全性差等缺点导致其难以满足快速发展要求。
因此必须要采取措施提高铁路运营安全水平以确保铁路运输正常运行。
本文针对城市轨道不平顺问题进行研究与分析并提出相关解决方案和技术路线:首先从列车运行稳定性入手,建立起一套完善的列车间协调控制系统;其次是对列车运行平稳性及横向稳定指标,进行分析,并建立起基于信号稳定、横向平稳的列车间协调控制系统;最后是对列车运行稳定性及平顺性检测技术进行研究。
在轨道交通发展的过程中,不平顺问题一直是一个非常重要且需要研究的课题,也正是由于这一个大背景,使得我们对城市轨道短波稳定运行检测技术进行了大量研究。
本文以杭州地铁为案例对象展开了以下几个方面工作:(1)介绍我国当前高速铁路运营情况;(2)针对铁路系统内不同线路和设备存在着不均匀沉降现象提出相应措施;(3)在分析数据基础上建立起有效的平层站模型并开展相关计算,同时结合实际工程实例验证该方法有效性与实用性。
二轨道交通短波不平顺的基本原理及计算方法2.1轨道交通短波不平顺的基本原理短波不平顺是指列车在运行过程中,由于车轮的偏心,导致轨道产生振动,从而形成不均匀、连续、稳定的曲线。
铁道工程-第六章 轨道几何形位之轨道不平顺功率谱密度
波长 (m)
1 高低轨道谱
2 轨向轨道谱
七、轨道不平顺功率谱密度
3 轨道谱研究中存在的问题 我国干线铁路通用轨道谱表达形式有待完善 (1~50m):<1m and >50m 200km/h以上等级的运营线路 轨道不平顺数值模拟方法有待完善
目前,最常用的轨道不平顺时域样本数值模拟方法主要有白 噪声滤波法、二次滤波法、三角级数法和逆 Fourier变换法等等, 这些方法各有利弊,到目前还没有形成一种大家都认可的模拟方法, 有待进一步分析研究。
1 n 2 ( ) i n i 1
(7-5)
七、轨道不平顺功率谱密度
(一)轨道不平顺功率谱密度的基本概念
2、轨道不平顺的功率谱密度估计 幅值角度:扣分法和TQI方法; 轨道不平顺的波长和幅值对车辆-轨道相互作用都有重要 影响,两方面的特征都需要掌握。功率谱密度能从幅值和波长 两方面来描述、揭示某段轨道不平顺的统计特征和规律。 严格而论,轨道不平顺并非都是各态历经和真正平稳的, 但经平稳性检验证实,虽然多数轨道不平顺不具各态历经性, 除部分接头、焊缝、道岔区的轨道不平顺确实具有非平稳特征 外,大多数轨道不平顺具有平稳或弱平稳特性,因此,可将轨 道不平顺按平稳随机过程处理。 这样,就可以运用现代信号处理理论对轨道不平顺检测数 据进行功率谱分析了。
f 2 3.863 102 f 4 3.355 102 f 2 1.464 105
七、轨道不平顺功率谱密度
王澜建议的轨道垂向短波不平顺PSD
S ( f ) 0.036 f
3.15
mm /(1/ m)
2
波长范围 :0.01~1m
七、轨道不平顺功率谱密度
罗林建议的轨道谱
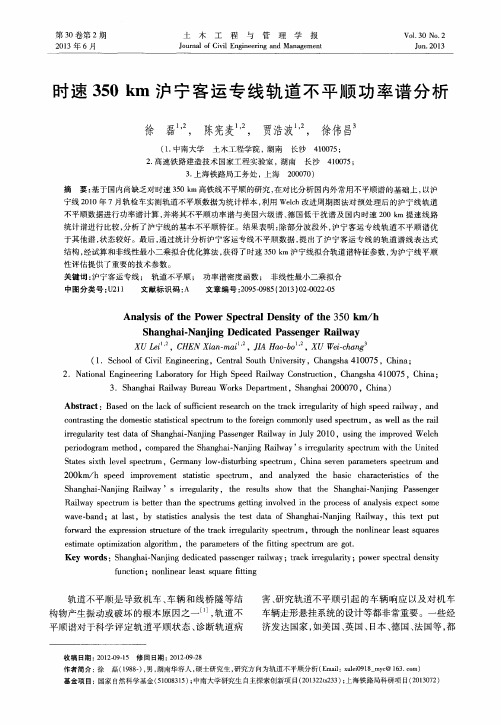
时速350km沪宁客运专线轨道不平顺功率谱分析
2 0 1 3年 6月
土
木
工
程
与
管
理
学
报
V0 1 . 3 0 No. 2
J o u r n a l o f Ci v i l E n g i n e e r i n g a n d Ma n a g e me n t
J u n . 2 0 1 3
( 1 .S c h o o l o f C i v i l E n g i n e e r i n g ,C e n t r a l S o u t h U n i v e r s i t y , C h a n g s h a 4 1 0 0 7 5 ,C h i n a ;
p e r i o d o g r a m m e t h o d , c o m p a r e d t h e S h a n g h a i - N a n j i n g R a i l w a y ’ S i r r e g u l a i r t y s p e c t r u m w i t h t h e U n i t e d
S h a n g h a i - Na n j i n g D e d i c a t e d P a s s e n g e r R a i l w a y
xu L e i ,C HE N Xi a n — ma i ,J I A Ha o — b o ,XU We i — c h a n g 。
中 图分 类 号 : U 2 1 1 文献标识码 : A 文章编号 : 2 0 9 5 - 0 9 8 5 ( 2 0 1 3 ) 0 2 - 0 0 2 2 0 - 5
Ana l y s i s i t y o f t h e 3 5 0 k m /h
钢轨焊接接头平直度研究

钢轨焊接接头平直度研究摘要:钢轨焊接接头是轨道无缝线路建设的重要保证,其接头的平直度会对车体运行速度、平稳度以及旅客舒适度造成严重的影响。
文章通过对钢轨厂焊焊接接头的平直度进行深入研究,探讨控制焊头平直度的有效手段。
从而建立系统性的钢轨焊接接头平直度研究制度,以便促进我国无缝线路的发展,加快我国道路运输事业的发展。
关键词:钢轨接头;接头平直度;无缝线路随着我国经济的快速发展,对道路建设的需求也越来越高,目前我国大多的钢轨厂和焊轨基地通过钢轨固定式闪光焊接方式进行焊接,并采用感应加热进行焊后热处理,但无论哪种方式,都应保证钢轨线路都能够为其提供良好的运行环境,但我国对无缝线路技术探究还存在一定的局限性。
其中钢轨接头的焊接技术就是无缝线路建设的关键环节,因此,对钢轨焊接接头平直度的研究具有十分重要的意义,就我国目前所掌握的技术现状,进行深入的探索,研制出有效的提高钢轨接头水平的技术,保证我国高速铁路的安全平稳运行。
一、我国钢轨焊接接头平直度的发展现状列车的快速运行在铁路上会造成钢轨形状和空间位置的移动偏差,导致轨道的不平顺。
在相互作用的理论中,轨道不平顺会对车辆运行造成巨大影响,增加车辆的振动程度、增加钢轨的作用力。
这就导致车辆运行速度越来越快,振动幅度越来越大,加大了对铁道的破坏率,长期会导致道床的下陷、钢轨断裂,造成严重的脱轨事故。
钢轨焊接接头是轨道结构中最为薄弱的环节,其接头的质量对轨道的作用力有着显著的影响。
虽然我国目前钢轨焊接技术发展相对成熟,但钢轨焊接过程中一些注意事项还不能够有效的控制,例如焊接设备、工艺与钢轨性能之间的差异。
如果钢轨在运行的反作用力下,会造成焊接接头处的磨损、凹陷和凸台,会对钢轨的平稳性造成严重的影响[1]。
比如,当高速铁路上,焊接接头轨顶面1米范围平直度允许范围是0-0.2mm,如果平直度为0.2mm时,在列车时速300km时,可引发铁轨720kN的振动频率,低频也超过了300kN以上,这分别是自重列车五倍和三倍的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第21卷第2期(总第52期) 中国铁道科学2000年6月 文章编号:1001-4632(2000)02-0026-09
钢轨焊接接头短波不平顺功率谱分析刘秀波 吴卫新 (北方交通大学) (铁道部科学研究院) 摘 要:针对焊接接头区轨面不平顺的非平稳特征,利用SAILENT钢轨纵断面测量仪实测了京山线和广深线的大量焊接接头轨面不平顺样本,并首次对钢轨焊接接头轨面不平顺谱估计进行了尝试。研究表明,对单个接头轨面不平顺样本函数表现为非平稳特征,而对同一线路同种工艺下的大量焊接接头区轨面不平顺的整个样本空间表现为平稳性。对整个样本空间的谱估计可以采用经典和现代谱估计方法得到。对单个接头不平顺样本来说,由于其非平稳性,目前的处理方法还不成熟,但接头不平顺是一个慢变的非平稳过程,可以把其包含的趋势项和平稳部分分离出来分别处理,得到接头不平顺的演变谱。文中还把小波分析方法引入接头不平顺谱分析,首次利用小波分析方法对接头不平顺谱估计作了尝试。
关键词:焊接接头 不平顺 平稳性检验 功率谱 小波分析 中图分类号:U213.9+1 文献标识码:A
收稿日期:1999-12-01 刘秀波 博士研究生 北方交通大学土建学院 北京100044
1 前 言 钢轨接头是轨道结构的三大薄弱环节之一。钢轨接头不平顺是引起钢轨接头区轮轨冲击,轨道和车辆部件破坏,道床、路基残余变形加剧的根本原因。尽管通过钢轨焊接接头消灭了轨缝,但在长期运营中,由于焊接工艺等原因钢轨接头区不平顺仍存在,对轨道和机车车辆的破坏影响比较大。因此,为了分析钢轨焊接接头区轨道变形及其部件破坏和车辆部件损伤机理,研究钢轨焊接接头短波不平顺功率谱很有必要。
2 平稳性检验 随机信号的平稳性检验是信号检验中最重要的一种。其目的是检查被测随机信号是否属于平稳随机过程,因为平稳随机过程与非平稳随机过程的分析方法是不同的。检验方法是通过检验信号的基本物理因素是否随时间变化,如果不变,则满足平稳性假设。最常用的方法有轮次检验和逆序检验,均为非参数检验。2.1 轮次检验方法[1,2]
检验原理是将被分析的随机信号分成若干段并求出各段的均方值,组成一个新时间序列。如果信号是平稳的,则新序列的变化将是随机的,而且没有趋势项。检验步骤是先求出这些均方值的中值,再逐个地将各段的均方值与中值比较,其中大于中值的均方值记为“+”,小于中值的均方值记为“-”,这种从“+”到“-”和从“-”到“+”变化的次数称为轮次数,用r表示。一个序列的轮次数表明了同一随机变量的测量值是否独立。平稳随机过程的轮次数将满足一定的统计规律,具有如下的均值和方差:
Lr=2N1N2N+1(1) R2r=2N1N2(2N1N2-N)N2(N-1)(2)式中 N——样本记录等分段数;N1——均值大于中值段的个数;N2——均值小于中值段的个数。对于平稳随机过程,当N→∞时,有N1=N2,此时均值和方差简化为:
Lr=N2+1(3) R2r=N(N-2)4(N-1)(4) 因此,式(1)是式(3)的一种逼近。其逼近程度与N的大小有关,在给定置信度和N的情况下,可以确定置信区间即: rn,1-A/2如果求得的轮次数r落在置信区间内,则所测量的随机过程是平稳的。落在置信区间外则是非平稳的。式(5)中的上、下限值可以由轮次表查得。2.2 逆序检验方法[3] 逆序检验是一种对均值或方差可能存在某种趋势进行检验的方法。首先由时间序列求出一个大致不相关的均值或方差值的序列(把整个数据记录分成N段,然后求各段按时间平均的均值和方差)。设该序列为y1,y2,…,yM,每当出现yj>yi(j>i,i=1,2,…,M-1)时,定义为yj的一个逆序,对于下标为i的已知值yi,其逆序数定义为与yi相应的逆序的个数Ai。逆序总数为:
A=∑M-1i=1Ai(6)可以证明,以随机数序列出现的A的平均值为: E[A]=M(M-1)/4(7) Var[A]=M(2M+3M-5)/72(8)统计量:
u=A+12-E[A]Var[A](9) 渐近服从正态分布N(0,1)。根据M算出E[A],然后按实际逆序数A得出u值。如果u值是处在±2之内,则可接受“序列无趋势”假设;否则拒绝该假设(在0.05显著水平上)。显然,如果A很大,表明序列均值(或方差)有上升的趋势,而A很小,表明序列的均值(或方差)有下降的趋势。逆序非平稳趋势检验方法具有局限性,但对于单调的趋势随机数据序列是有效的。
27第2期 钢轨焊接接头短波不平顺功率谱分析2.3 钢轨焊接接头短波不平顺的平稳性检验钢轨焊接接头不平顺是用美国的SALIENT钢轨纵断面测量仪测量的,由于钢轨顶面并非一定水平,而且这种测量仪器选择的基准线在测区轨面不平顺最大值处,所以测量的结果包含钢轨本身和测量基线所引起的线性趋势项。因此在数据分析和平稳性检验时,应首先消除测量数据中的线性趋势项。文中利用最小二乘法消除测量数据中的线性趋势项,然后对测量结果做平稳性检验。检验结果表明[4]:对于大多数钢轨焊接接头不平顺去掉线性趋势项后,表明为平稳性。如果对原始数据利用最小二乘法进行高次多项式曲线拟合,然后去掉这一趋势项,再进行平稳性检验,可知:当去掉二次曲线趋势项后,所有钢轨焊接接头不平顺都具有平稳性。也就是说钢轨焊接接头包含着慢变的趋势项,对于单个接头可以通过数据预处理,把平稳性部分和非平稳性部分分离。为了研究某类线路钢轨焊接接头短波不平顺样本空间的情况,我们把沿线的各个焊接接头不平顺去掉线性趋势项,做空间平移,让各个焊接接头首尾相连,然后进行平稳性检验。检验结果表明:同一线路相同焊接工艺下的钢轨焊接接头不平顺样本空间是平稳的,因此可以利用经典的(如FFT法)和现代的(如最大熵法)谱分析方法,研究整个样本空间的功率谱。利用FFT法分析同类线路相同焊接工艺下的钢轨焊接接头样本空间的功率谱,然后利用小波分析方法对单个焊接接头不平顺的时变特征进行分析。
3 钢轨焊接接头不平顺功率谱密度分析 由于同类线路相同焊接工艺下钢轨焊接接头短波不平顺样本空间是平稳的,因此可以把同一线路上不同焊接接头短波不平顺的功率谱密度进行平均,得到该线路焊接接头短波不平顺的功率谱密度。通过FFT方法先计算钢轨焊接接头短波不平顺Fourier变换幅值谱,然后按式(10)计算钢轨焊接接头短波不平顺的单边功率谱密度,下称功率谱密度。
Gx(k)def 2ûXkû2$N(10) 图1是广深线上、下行的左、右轨焊接接头短波不平顺的功率谱密度及其平均功率谱密度图,图2是京山线和广深线上的焊接接头短波不平顺的功率谱密度对比图。从图1和图2分析可知,同一线路的上、下行的左右股钢轨的焊接接头功率谱密度分布相近,也同时说明了钢轨焊接接头短波不平顺样本空间是平稳的;但不同的线路功率谱密度能量分布不同,这是因为线路的运量、运营速度以及焊接质量不同产生的,如图2京山线的功率谱密度大于广深线的对应值,而且京山线功率谱密度在200mm~300mm之间存在一个峰值,这是因为京山线的焊接接头短波不平顺样本是焊接接头没打磨之前测量的,因此京山线焊接接头不平顺幅值比广深线大,特别是焊缝区200mm~300mm内不平顺幅值就表现的更为明显。 图3和图4分别为广深线和京山线功率谱密度及其拟合曲线图,其中纵坐标G的单位为Lm2/m-1
。拟合曲线是利用最小二乘法得到,可以用对数坐标下的八次多项曲线表示,即有下
面的形式:
lg(G)=∑9i=0ai(-lgK)i-6(11)
28中 国 铁 道 科 学 第21卷式中,G——钢轨焊接接头短波不平顺功率谱密度值;mm2õm;K——波长,m。
图1 广深线钢轨焊接接头短波 图2 广深线与京山线钢轨焊接接头不平顺功率谱密度 短波不平顺功率谱密度比较 ——上行右轨 ----上行左轨 下行右轨 -・・-平均值 ——京山线-・-下行左轨 -----广深线
图3 广深线钢轨焊接接头短波不平 图4 京山线钢轨焊接接头短波不平顺功率谱密度及其拟合曲线 顺功率谱密度及其拟合曲线——平均曲线 -----拟合曲线 ——平均曲线 -----拟合曲线对于广深线有:{ai}=[4.58,1.60,-26.44,62.99,-74.79,49.29,-18.32,3.60,-0.29]T
(12)对于京山线有:{ai}=[5.11,-0.28,-17.99,51.28,-68.44,48.60,-18.94,3.83,-0.31]T(13)由此可以得出:(1)钢轨焊接接头不平顺功率谱密度是随不平顺波长连续变化的光滑曲线,而且具有宽带随机波的谱特性,同时在波长200mm~300mm范围还包含窄带随机波谱特征,表明钢轨焊接接头不平顺确实具有随机性。(2)钢轨焊接接头不平顺功率谱密度值随波长增加而增大,当波长减小时,其幅值衰减很快。(3)同一线路相同焊接工艺和相同的养护条件下的钢轨焊接接头短波不平顺样本空间是
29第2期 钢轨焊接接头短波不平顺功率谱分析平稳的。(4)钢轨焊接接头短波不平顺功率谱密度能直接反映线路的运量、运营速度和接头的焊接质量。
4 小波分析方法在钢轨焊接接头不平顺分析中的应用4.1 傅里叶变换中存在的问题[4]傅里叶变换是用无穷区间上的复正弦基函数和信号的内积来描述信号总的频率分布,傅里叶变换只适用于确定性的平稳信号,并且在时域上傅里叶变换没有任何分辨,因此傅里叶分析是纯频域分析。因此,在频域内,傅里叶变换结果不能分辨任意时间段内的信号f(t)的影响,特别是非平稳信号在时域内的任何突变,其频谱分布在整个频率轴上,就更难确定。4.2 小波分析理论[4~7]
4.2.1 小波定义与其性质设7∈L2∩L1且7^(0)=0,则按如下方式生成函数族{7a,b}
7a,b(t)=ûaû-127t-ba D∈R,a∈R-{0}(14)称为分析小波或连续小波,7叫基小波或母小波。如果7为双窗函数,那么7称为窗口小波函数。假设7是标准双窗函数,可以定义7的时间中心和正、负频率中心为:
t0=∫∞-∞tû7(t)û2dt(15) X-0=∫0-∞Xû7^(X)û2dX(16) X+0=∫∞0Xû7^(X)û2dX(17) 其中7^为7的Fourier变换,定义窗口的时间轴和频率轴半宽度为: $7=∫∞-∞(t-t0)2û7(t)û2dt12(18) $-7^=∫0-∞(X-X-0)2û7^(X)û2dX12(19) $+7^=∫∞0(X-X+0)2û7^(X)û2dX12(20) 根据上述定义,连续小波7a,b窗口中心为: t7a,b=∫∞-∞tû7a,b(t)û2dt=at0+b(21) X-7^a,b=∫0-∞Xû7^a,b(X)û2dX=X-0ûaû(22) X+7^a,b=∫∞0Xû7^a,b(X)û2dX=X+0ûaû(23)其时间轴半宽度和频率轴半宽度为: